四角燃烧锅炉水冷壁磨损的原因分析与防磨措施示范文本
电厂锅炉四管腐蚀与磨损形成机理范本

电厂锅炉四管腐蚀与磨损形成机理范本电厂锅炉的四管腐蚀与磨损是电厂锅炉运行过程中常见的问题之一。
这些问题如果不及时解决,会对锅炉的安全运行和效率造成严重影响。
本文将介绍电厂锅炉四管腐蚀与磨损的形成机理,并探讨几种常见的预防和修复措施。
一、四管腐蚀形成机理1. 化学腐蚀:在电厂锅炉中,水和金属管之间会发生化学反应,导致管壁腐蚀。
这种腐蚀的主要原因是水中的氧、二氧化碳和水中化学成分的存在。
氧和二氧化碳能够与管壁上的金属发生反应,形成金属氧化物和碳酸盐。
这些产物会逐渐破坏金属管壁的完整性,导致腐蚀的发生。
2. 热腐蚀:锅炉中高温和高压的水蒸汽会与金属管壁接触,形成热腐蚀。
蒸汽中的水分子和管道金属会发生热化学反应,形成金属氧化物和水蒸汽。
这些产物会附着到管壁上,导致管壁的热腐蚀。
3. 流体动力腐蚀:锅炉中的流体流速较高时,流体中的固体颗粒会对管壁产生冲击和磨损作用。
这种磨损会逐渐破坏管壁的完整性,导致腐蚀的发生。
流体中的流速越高,磨损作用越明显。
4. 电化学腐蚀:电厂锅炉中的金属管壁和水之间形成了一个电化学系统。
当金属管壁上存在腐蚀缺陷时,会引起阳极和阴极的形成。
在这种情况下,金属离子会从阳极中溶解,形成金属离子。
这些离子会转向阴极,还原为金属表面。
整个过程会不断进行,导致金属管壁的进一步腐蚀。
二、预防措施1. 水质控制:合理控制锅炉进水的水质是预防四管腐蚀的重要手段。
可采取水处理技术,降低水中的含氧量和二氧化碳含量,减少腐蚀的发生。
2. 材料选择:在锅炉设计和材料选择时应充分考虑锅炉运行环境和条件,选择抗腐蚀性能好的材料。
常用的材料包括不锈钢、合金钢等。
3. 管道涂层:在金属管道表面涂覆一层抗腐蚀的涂层,能有效防止管道腐蚀和磨损。
常用的涂层材料包括聚合物涂层、陶瓷涂层等。
4. 水处理剂:在锅炉中添加一些抗腐蚀的水处理剂,能够有效减少管道腐蚀的发生。
水处理剂中常添加一些缓蚀剂和缓腐剂,以减少对金属管道的腐蚀。
300MW循环流化床锅炉水冷壁管磨损原因分析和预防措施

300MW循环流化床锅炉水冷壁管磨损的原因分析和预防措施[摘要]循环流化床锅炉具有高效、低污染、调节灵活、煤种适应广、炉渣综合利用率高等特点。
通常情况下循环流化锅炉受热面中磨损最严重的部位之一就是水冷壁管,本篇文章分析总结了300mw循环流化床锅炉运行中水冷壁管磨损、泄漏的原因,并根据自己的认识提出了一些相应的调整和改进措施,以此达到减轻锅炉水冷壁管的磨损,使锅炉安全、高效、经济运行的目标。
水冷壁管磨损是循环流化床锅炉受热面磨损中最突出的问题。
循环流化床锅炉水冷壁管磨损可分为四种情形:炉膛下部卫燃带与水冷壁管过度区域磨损、炉膛四个角落区域管壁磨损、不规则区域管壁磨损和一般水冷壁管磨损。
[关键词]300mw循环流化床锅炉水冷壁管磨损原因分析预防措施中图分类号:tk223.31 文献标识码:a 文章编号:1009-914x(2013)07-0081-01一、锅炉水冷壁管的磨损原理锅炉的水冷壁管的磨损主要集中在四种情况:卫燃带与水冷壁管过渡区域管壁的磨损;炉膛外围四周角落区域管壁的磨损;锅炉不规则区域管壁的磨损以及一般水冷壁管的磨损。
之所以造成上文提到的过渡区域管壁的磨损,一是因为过渡区域内炉内向上运动的固体物料与沿壁面下流的固体物料运动方向相反,进而产生了局部漩涡,使水冷壁管产生了磨损,另一方面是因为沿炉膛内壁面下流的固体物料在交界区域的流动改变了方向,冲刷了水冷壁管,使水冷壁管产生了磨损;在角落区域,内壁面向下流动的固体物料具有较高的密度,同时若物料流动的状态也受到破坏,这就造成了炉膛四周角落区域管壁的磨损。
不规则的管壁对局部的物料流动特性造成较大的扰动主要造成了不规则区域管壁的磨损,表现为温度计等处的磨损。
二、锅炉水冷壁管磨损原因分析锅炉水冷壁管出现磨损、泄漏、停炉后,我们对锅炉卫燃带处筑炉部位、喷涂区域及锅炉运行记录进行了详细检查、认真分析后通过比较,并查阅相关资料发现,主要有如下几点造成了卫燃带处水冷壁管磨损:1.锅炉卫燃带处出现了不应该有的“凸起”,这些“凸起”的形成原因包括水冷壁管对接焊缝打磨不平及卫燃带水冷壁管浇注料未得到及时清理“凸起”一旦出现,那么造成磨损的冲击角就会在下降灰流与水冷壁管之间形成,它不仅加剧磨损了对接部位的焊口和鳍片,更严重磨损伤害了邻近水冷管子。
浅析循环流化床锅炉水冷壁磨损及防范措施
(igighnTay a a n h mi o, d Pndnsa n n4 7 0 ) Pn dn sa inu nSla dC e c C .t igigh nHea 6 20 t l a L
Ab t a t T i p p rp o o e o r s o d n r v n in me s r sa c r i gt elc t n a d c u ea ay i n o cu in o e sr c : h s a e r p s s re p n i gp e e t a u e c o d n t ai n a s n l ssa d c n l so f h c o oh o o t wae o l d wal b a i n i e o e a in o i u a i gf i ie e olri u l n n o d r o d l y a r so f h ol r tr trc o e l a r so n t p r t fcr lt u d z d b d b i n o rp a t r e ea b a in o e b i e h o c n l e i t t e wa c o e l a d t e p r t np r d o eb i r n u r n e ae e o o ca d s b eo e ai n o l dwal n e ai e o fh o l dg a a t es f, c n mi n t l p r t . h o o i t ea a o Ke r s c r u ai gf iie e o lr tr o ld t b l a r so , a s n lss p e e t nme s r y wo d : ic l t u d z d b d b i , e o e ewal b a in c u ea ay i r v ni a u e n l e wa c u , o
循环流化床锅炉水冷壁磨损分析及防护措施

Science and Technology &Innovation ┃科技与创新2018年第14期·101·文章编号:2095-6835(2018)14-0101-02循环流化床锅炉水冷壁磨损分析及防护措施马旭旭(安徽省特种设备检测院,安徽合肥230051)摘要:水冷壁管磨损是循环流化床锅炉失效的最主要形式之一。
该种经常发生水冷壁泄漏、爆管事故,为国家和企业带来直接经济损失。
针对每个磨损高发位置,阐述了其磨损的主要机理,提出了针对性的防护措施,以降低水冷壁管的磨损。
关键词:循环流化床锅炉;水冷壁;防护措施;发热值中图分类号:TK229.6文献标识码:ADOI :10.15913/ki.kjycx.2018.14.1011锅炉概况安徽某矿业集团一台型号为YG-75/5.29-M21的循环流化床锅炉。
该锅炉为全悬吊“π”形炉,主要由炉膛、锅筒、旋风分离器及尾部烟道组成。
该锅炉设计燃料为烟煤(发热值为13816kJ/kg ),燃料颗粒度为0~10mm 。
空气一次风、二次风之比为60∶40。
锅炉一次风从炉膛底部的水冷风室进入,再通过布风板风帽的小孔进入燃烧室,而二次风则沿着炉膛的高度方向分两层送入。
本锅炉采用高温旋风分离器装置,分离器位于炉膛出口,分离器入口烟温为850~1000℃,下部布置了返料装置,分离下来的飞灰经返料装置送回炉膛继续燃烧。
返料口离风帽高约1200mm 。
炉膛水冷壁采用全悬吊膜式壁结构,主要分前、后、左、右四个回路。
膜式壁管径为Φ60×5(前、后墙水冷壁在冷风室区域为Φ51×5),节距为100mm 。
图1实际检测图2事故描述该锅炉在2017-09停炉检修时发现,在底部浇注料上方1000mm 区域内,前、后、左、右墙水冷壁管均存在大面积磨损现象,最小实测壁厚为0.72mm ,根据强度计算结果,水冷壁管最小需用壁厚为2.55mm 。
此外,在水冷壁管各对接焊缝处均有不同程度的磨损。
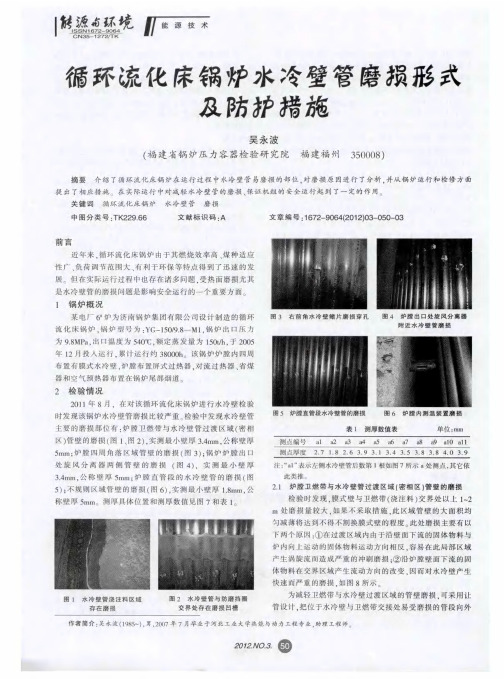
循环流化床锅炉水冷壁管磨损形式及防护措施
往 会 造 成 意 外 爆 管 事
图 9 采 用 水 冷 壁 让 管 结 构预 防磨 损
故 处 的 防磨 措 施 必 该
须 实 施 得 当 . 般 采 用 一
焊接立式 耐热钢护板 .
防 止 物 料 从 切 向 或 角 向 撞 击 炉 膛 出 口水 冷
壁 管 24 炉 膛 直 管 段 的 水 . 冷 壁 管磨 损
料 相 临 近 管 子 的磨 损 情 况 密 相 区 与 水 冷 壁 交 界 处 水 冷 壁 磨 损 减 薄 情 况 , 片 的 密 封 情 况 。 换 处 理 不 合 格 的 防 磨 护 瓦 鳍 更
、
// / / / l / / /
/
. — —
热 电偶 穿墙处 ( 6 , 图 ) 由于热 电偶阻挡 了下 降灰流 而对水 冷
缓冲灰粒 的磨损 . 图 如
9所 示 。 22 炉 膛 四 周 角 落 区 .
气
I
锄 水 冷 壁 发 生 严 重 的 局 部 磨 损 此 外 炉 膛 出 口浇 注 料 处 、 侧 水 溅
素 研究 表明 . 锅炉水冷壁 管磨损量 与烟气流 速的三 次方成
正 比关 系 . 量 的 大 小 将 直 接 影 响 到 锅 炉 的安 全 运 行 。 故 应 风 严 格 控 制 适 宜 的 人 炉 风 量 .在 保 证 一 次 风 正 常 流 化 的情 况 下 , 理 调 整 一 、 次 风 配 比 , 低 烟 气 流 速 , 少 水 冷 壁 管 合 二 降 减
料 层 差 压 偏 高 . 化 风 量 增 大 . 加 了 锅 炉 水 冷 壁 管 的 流 增 磨 损 和 电 耗 。 膛 差 压 偏 高 , 炉 炉 膛 内灰 浓 度 增 大 , 加 了 炉 锅 增 锅 炉 水 冷 壁 管 的磨 损
循环流化床锅炉水冷壁管磨损原因分析和预防资料

循环流化床锅炉水冷壁管磨损原因分析和预防摘要水冷壁管是循环流化锅炉受热面中磨损最严重的部位之一,但由于各种原因造成水冷壁管磨损,发生局部破坏,甚至导致停炉事故,严重影响了锅炉的使用安全性和效率。
近年来,防磨器材厂家与锅炉生产厂家都做了大量的尝试,但总不能达到令人满意的效果。
本文对循环流化床锅炉运行中水冷壁管磨损、泄漏的原因进行了分析、总结,并提出相应的调整和改进措施。
指出各自的局限性对一系列磨损案例的分析找出了磨损的规律,并据此提出和验证了新的防磨损方法,有效的降低了水冷壁的磨损,水冷壁爆管发生率明显降低,锅炉运行周期明显见长,延缓锅炉水冷壁管的磨损,保证锅炉安全、经济运行。
关键词:水冷壁管;循环流化床锅炉;磨损;改进措施AbstractWater-wall tubes are circulating fluidized boiler heating wear the most serious smelliest, but due to various causes of water-wall tubes, partial damage and wear furnace and even cause accidents, the serious influence the use of boiler safety and efficiency. In recent years, the mill equipment manufacturers and boiler manufacturers are doing a lot of trying, but always can't achieve satisfactory results.This paper circulating fluidized bed boiler water-cooled wall tube wear, leakage reasons were analyzed and summarized, and put forward the corresponding adjustment and improvement measures. Their limitations on a series of case analysis to find the wear and abrasion, and then put forward and proved effective and new methods, the reduced water-wall wear, water-cooled wall pipe explosion significantly reduced incidence, boiler operation cycle clearly, delaying boiler of water-wall tubes, to ensure the safety and wear economic operation.Key words: Water-wall tubes the circulating fluidized bed boiler abrasion improvement measures目录第一章绪论 (1)1.1 循环流化床锅炉概况 (1)1.2 循环流化床锅炉的工作原理及其优点 (1)1.3 循环流化床锅炉水冷壁管的磨损 (1)第二章循环流化床锅炉水冷壁管磨损的原因分析 (3)2.1锅炉水冷壁管磨损原理 (3)2.2锅炉水冷壁管磨损的因素 (3)2.2.1燃烧因素 (3)2.2.2 设计、安装因素 (4)2.2.3运行因素的影响 (4)2.3火电厂锅炉水冷壁管防腐耐磨研究 (5)2.3.1水冷壁管高温腐蚀和磨损的危害 (5)2.3.2水冷壁管高温腐蚀和磨损的机理 (6)2.3.3防止水冷壁高温腐蚀和磨损的途径 (6)2.4锅炉水冷壁管磨损、泄漏原因 (7)第三章锅炉水冷壁管磨损的预防措施 (9)3.1检修工艺方面 (9)3.1.1膜式水冷壁局部热喷焊 (9)3.1.2加装防磨平台 (9)3. 2运行调整方面 (9)3.2.1严格控制适宜的风量 (9)3.2.2严格控制入炉煤的煤质和粒度 (10)3.2.3控制锅炉床压 (10)3.3 对水冷壁管不同部位的预防措施 (10)3.4锅炉水冷壁管磨损、泄漏的预防措施 (11)结论 (13)致谢 (14)参考文献 (15)第一章绪论1.1循环流化床锅炉概况合肥天源热电有限3#、4#循环流化床锅炉是由济南锅炉集团有限公司制造生产的中温、中压锅炉,采用旋风分离器组成循环燃烧系统,炉膛为膜式水冷壁结构,过热器分高、低二级过热器,中间设喷水减温器,尾部设三级省煤器和一、二次风预热器。
循环流化床锅炉金属部件的磨损及防磨措施(全文)
1.3 尾部受热面的磨损
尾部受热面的磨损主要是飞灰对受热面的磨损,多发生在过热器的迎风面,省煤器两端和空气预热器进口处。过热器区域的温度比较高,大多数灰粒比较软,对受热面的磨损并不十分严峻。但在省煤器区域由于烟温低,灰粒变硬、且体积收缩表面形成尖锐的棱角,对省煤器管排的磨损相当严峻。空气预热器进口处管壁的磨损是由于烟气流速、方向的改变而产生的磨损。
2 循环流化床锅炉的防磨措施
在设计上,风帽采纳定向设计,在排列上采纳间隔排列方式,幸免风帽相互直吹,保证风帽小孔气流速度的稳定,气流分均匀,以降低冲击磨损。在运行时,防止大颗粒物料进入床内床,锅炉用风稳定,使流化物料在小范围波动,尽可能的减小物料对布风装置的冲刷磨损。
在卫然带与浇注料的过渡区采纳外弯管形势可有效降低此处的磨损,并在卫然带以上1-1.5米的范围内对水冷壁管壁进行超音速电弧喷涂。喷涂处的管面过渡要平滑,不能有凸台。在水冷壁上加焊导流防磨带(来破坏向下流动的固体料流),从而达到防磨目的。
循环流化床锅炉金属部件的磨损及防磨措施
1 循环流化床锅炉金属部件的磨损
1.1 布风装置的磨损
循环流化床锅炉布风装置的磨损主要是风帽的磨损与风帽小孔扩大的磨损两种情况,其中风帽磨损最严峻的区域发生在循环物料回料口附近,主要是由于较高颗粒浓度的循环物料,以较大的平行于布风板的速度重量冲刷风帽导致的。也有风帽小孔高速气流引起物料粒子的撞击;物料的颗粒越粗、越硬、流化风速越高、床压波动越大,磨损就严峻。
1.2 炉膛水冷壁管的磨损
循环流化床锅炉水冷壁的磨损及预防
循环流化床锅炉水冷壁的磨损及预防循环流化床锅炉水冷壁受热面的磨损是循环流化床锅炉磨损中最突出的问题。
近年来,防磨器材厂家与锅炉生产厂家都做了大量的尝试,但总不能达到令人满意的效果。
标签:水冷壁磨损磨损机理实践预防一、情况介绍我公司是亚洲最大的集中供热项目,共安装6台116MW热水锅炉,3台75T/H次高压蒸汽锅炉,2台12MW汽轮发电机组,集中供热面积最终达到1758万平方米。
2004年度安装了两台116MW热水锅炉,厂内编号为#5、#6。
2005年度安装了2台116MW循环流化床热水锅炉,厂内编号为#3、#4锅炉;3台75T/H 次高压蒸汽锅炉,2台12MW汽轮发电机组。
其中,#3锅炉在90%负荷下累计运行21天,发生了密、稀相区交界处锅炉水冷壁管的泄露事故;#4锅炉在90%负荷下累计运行45天同样发生了密、稀相区交界处锅炉水冷壁管的泄露事故。
二、水冷壁管的磨损机理影响锅炉受热面磨蚀的关系式如下:E∝upndpKCτ/2gE——磨蚀量;up——烟气中固体粒子的速度;dp——固体粒子直径;C——烟气中固体粒子浓度;K——比例常数,表示物料和气体的磨损特性;τ——运行时间;g——重力加速度。
从公式可以看出,锅炉受热面的磨蚀量与固体粒子速度的n次方成正比,根据不同学者研究,n值在3.0~4.3之间;与粒子浓度、粒子直径成正比;与K成正比,K决定于床料颗粒密度、灰的成分和床料颗粒形状,K通过试验确定。
锅炉受热面的磨损还受到床料温度,床料硬度,受热面材料硬度,管束结构和布置间距的影响。
循环流化床燃烧室内金属受热面的磨损机理与气固两相流的流动模式有关。
磨损方式有冲击磨损、切削磨损、接触疲劳磨损和综合磨损。
循环流化床锅炉炉膛内,典型的气固两相流的流体动力学模形,为中心向上环状流和固体物料的贴壁下滑流,固体物料沿水冷壁的贴壁下滑流是水冷壁管产生磨损的主要原因。
炉膛水冷壁管的严重磨损与回流物料突然改变方向有关。
循环流化床锅炉水冷壁管磨损原因与对策论文
浅谈循环流化床锅炉水冷壁管磨损的原因与对策摘要:目的解决循环流化床锅炉浇注层以上水冷壁管的磨损问题。
内容通过循环流化床锅炉浇注层以上水冷壁管的磨损的形成原理,提出几种解决方法。
关键词:循环流化床(cfb)锅炉水冷壁管磨损防磨一、前言随着我国社会经济的快速发展,电力需求越来越大。
在电源结构上,我国火力设备占总装机容量的3/4以上,这种状况将延续相当长的一段时期,加快发展高效率、低污染型火力机组和清洁煤燃烧技术,是我国火力发电技术的发展方向。
目前快速发展的循环流化床(cfb)锅炉是实现洁净煤燃烧发电核心技术的有效途径。
循环流化床锅炉以其优良的环保性能,优越的调峰经济性、良好的煤种适应性和高效的劣质燃料燃烧,以及较高的灰渣综合利用价值,在近年发展十分迅速。
作为环保型锅炉,可燃用烟煤、褐煤、无烟煤、煤矸石等各种燃料,其燃料的适应性好,燃烧效率可达到99%,锅炉热效率可达88%~91%,同时利用cao脱硫,脱硫效果可达85%,大大降低了氮、硫化物的排放量,减少了环境污染。
但由于循环流化床锅炉炉膛内烟气中颗粒的浓度和硬度高,许多承压部件在颗粒的不断冲刷的作用下,磨损非常严重,其中比较突出的就是燃烧室下部耐火防磨浇注层(以下简称浇注层)和水冷壁管交界处以上1m左右管段的磨损,不少循环流化床锅炉运行较短时间就发生因水冷壁管爆管而停炉,极大地影响了企业的正常生产及经济效益,同时也给社会带来了诸多的不便。
针对现状,了解磨损易发生原因,预防和减少磨损,对锅炉的安全运行显得尤为重要和迫切。
本文根据笔者对近年来本市新安装投入运行的循环流化床锅炉检验中发现的水冷壁管磨损现象,作一分析,并提出预防的措施。
二、磨损原因分析在新安装的循环流化床锅炉投运1年后进行内部检验时发现,所有下部浇注层和水冷壁管交界处以上水冷壁管(见图1、图2所示)都发生了程度不一的磨损,其中最高磨损率达到0.5mm/1000h,严重影响了锅炉的安全运行。
循环流化床锅炉水冷壁偏磨成因及解决措施研究
循环流化床锅炉水冷壁偏磨成因及解决措施研究
循环流化床锅炉是目前国内外较为常见的一种燃烧设备,具有结构合理、热效率高、环保且操作简便等优点。
然而,在使用过程中,用户经常会发现水冷壁的偏磨现象,这会对锅炉的使用寿命和安全性产生较大的影响,因此需要进行深入的研究和解决。
1.流体力学因素:由于循环流化床锅炉的工作原理是利用气体和固体颗粒悬浮在一起形成流化床,这种流动状态会引起水冷壁表面颗粒物的撞击和磨损。
尤其是物料流量过大和增加循环流化床风速时,磨损会更加严重。
2.化学因素:循环流化床锅炉的燃烧过程中,燃料中的硫、氯等元素会与炉内的气体和水蒸气反应,生成腐蚀性物质,这些物质在水冷壁表面引起腐蚀并加剧其磨损。
3.材料问题:循环流化床锅炉水冷壁通常采用高合金材料制造,但如果材料质量不过关或是冶炼工艺有问题,也会影响水冷壁的使用寿命。
1.加强水冷壁的维护管理:定期清洗和维修水冷壁表面,防止固体颗粒在表面积累和过度磨损。
定期检查口钢门、水质、燃料等,以确保锅炉运行的正常。
2.选择适合的材料和制造工艺:选择高质量的合金材料制造水冷壁,避免材料质量问题和冶炼工艺不过关引起的问题。
3.优化液固流化床:液固流化床是产生颗粒物冲击的主要来源,通过优化流化床结构和风速等参数,可以减少颗粒物的冲击和磨损。
4.加强防腐措施:循环流化床锅炉中产生的腐蚀性物质会加剧水冷壁的氧化和腐蚀,因此需要加强锅炉的防腐措施。
总之,解决循环流化床锅炉水冷壁偏磨问题需要综合考虑多个方面的因素,并采取相应的措施。
只有这样,才能确保锅炉的长期稳定运行和安全性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
In The Actual Work Production Management, In Order To Ensure The Smooth Progress Of The
Process, And Consider The Relationship Between Each Link, The Specific Requirements Of Each
Link To Achieve Risk Control And Planning
某某管理中心
XX年XX月
四角燃烧锅炉水冷壁磨损
的原因分析与防磨措施示
范文本
方案文书样本 QCT/FS-ZH-GZ-K974
第2页/总2页
四角燃烧锅炉水冷壁磨损的原因分析与
防磨措施示范文本
使用指引:此解决方案资料应用在实际工作生产管理中为了保障过程顺利推进,同时考虑各个
环节之间的关系,每个环节实现的具体要求而进行的风险控制与规划,并将危害降低到最小,
文档经过下载可进行自定义修改,请根据实际需求进行调整与使用。
电站锅炉中采用四角布置直流燃烧器,一般情况下喷
口附近的水冷壁管子容易发生局部磨损。其特征是:局部
磨损面积比其它受热面(过热器、省煤器等)管子大;磨损面
减薄后在管内高压炉水作用下翻开,呈开窗状泄漏点,造
成大量炉水喷入炉膛。如果泄漏发生在上一次风喷口附
近,则炉膛火焰马上被水浇灭;如果泄漏发生在下二次风
喷口附近,也会因为锅炉保持不了水位而被迫紧急停炉。
所以对于单元制机组来说,喷口附近的水冷壁磨损会造成
停炉停机事故,给电网的安全带来威胁。
1喷口附近水冷壁磨损实例
牡丹江第二发电厂HG410/1009型锅炉,四角切圆燃
方案文书样本 QCT/FS-ZH-GZ-K974
第2页/总2页
烧,在上二次风喷口右侧的水冷壁上发生过局部磨损曾引
起泄漏,泄漏面积(长×宽)170mm×45mm,导致停炉停机
事故。
水冷壁规格φ60×5mm,局部磨损发生在喷口右侧第
4~8根水冷壁管子上;磨损长度在130~340mm范围
内,离喷口较远的第8根管子磨损面积较大,反之则较
小;除第8根管子爆管,其余4根管子磨损最深已达1.8~
3.0mm;磨损面下线基本与上二次风喷口下倾角度线对
应。
一、二次风喷燃器采用1Cr18Ni9Ti不锈钢板焊制成,
厂家设计的一、二次风速(冷态)分别为23~23m/s和44~
46m/s。喷口检查:一次风喷口正常;二次风喷口上边左
侧已经烧毁变形,并向下塌腰(最大约40mm),喷口左侧
钢板向水冷壁变形约10mm,喷口里面接口处的二次风管
上下左右都已经变形,呈波浪状。
方案文书样本 QCT/FS-ZH-GZ-K974
第2页/总2页
2原因分析
2.1喷口出口射流与水冷壁的夹角
直流喷燃器以一定角度布置在炉膛四角上,在炉内旋
转气流的作用下,喷口出口射流两侧的补气条件是不一样
的,形成作用于射流侧面的压力差,使射流向压力较低一
侧偏转,因此喷口出口射流两侧与水冷壁之间的夹角,分
为小角和大角。做炉内空气动力场试验,在设计工况下测
得炉内实际旋转速度圆大小为φ5.50~6.25m,喷口出口
大、小夹角分别约为31°和4~5°。可见小角侧气流根部距
水冷壁很近,如果操作不当或炉内旋转速度圆直径偏大,
气流就要冲刷水冷壁。
2.2喷口处的温度
在锅炉额定负荷下,测试下二次风口的温度:测试探
头在喷燃器内距喷口端面1m,热风门全开,测得温度为
320℃;探头至喷口端面,热风门全开,温度为540℃,热
方案文书样本 QCT/FS-ZH-GZ-K974
第2页/总2页
风门全关,此时温度为832℃。炉膛最高温度在1600℃左
右,上二次风喷口对应中心火焰位置。由此可见,如果锅
炉在额定负荷下,上二次风门全关时,其喷口处温度将远
远超过下二次风口的温度(估计在1000℃左右)。
2.3喷口的材质
喷口采用1Cr18Ni9Ti炉用耐热钢板。根据现场经验处
于温度相对较低的下二次风喷口,也经常发生烧变形的情
况。可见1Cr18Ni9Ti只适用于温度在600℃以下的工作环
境。
2.4二次风气流主导作用
二次风射流喷出后,不断卷吸周围的空气,因为二次
风风速较高,大约是一次风的2倍,所以也不断卷吸位于
上下的一次风粉混合物。如果二次风刷墙,则卷吸的煤粉
就会磨水冷壁,管子的磨损量与烟气流速成3次方,因此
喷口附近水冷壁的磨损一般都发生在二次风附近。从水冷
方案文书样本 QCT/FS-ZH-GZ-K974
第2页/总2页
壁磨损的情况可以看出,磨损位于二次风射流的下边(再下
面是上一次风),其磨损面正确地反映了一次风中的部分煤
粉被卷吸到二次风后所留下的痕迹。
2.5喷口处水冷壁结构
HG410/1009型锅炉其喷口出口端面深入炉膛仅
100mm(与四角顶点的距离),喷口气流的根部基本上是贴
着水冷壁。当出现喷口变形、炉内切圆直径偏大以及操作
等原因使气流偏转时,都可能造成水冷壁的磨损。可见
HG410/1009型锅炉,喷燃器的布置不尽合理。 3防
止水冷壁磨损的措施
3.1采用耐热铸钢喷口
将1Cr18Ni9Ti喷燃器改为耐温为1000℃的耐热铸钢
喷燃器,实践证明改进后的喷燃器,运行中不变形,寿命
都在40000h以上。
3.2加长喷燃器
方案文书样本 QCT/FS-ZH-GZ-K974
第2页/总2页
将喷燃器出口端面深入炉膛100mm(与四角顶点的距
离)改为200mm,若不考虑其它因素,经计算小角侧*第8
根水冷壁管与喷口射流之间的距离可增加50mm左右。在
实际运用中在二次风喷口*小角侧焊一块不锈钢板,由于钢
板的导流作用,小角侧的喷口位置向炉内推进了一些,增
加了射流与水冷壁之间的距离;在二次风气流的影响下,
避免了一次风中的煤粉磨水冷壁,这种办法在锅炉检修中
是一种临时措施,可解决一些问题,比较正规的方法是制
作加长的耐热铸钢一、二次风喷燃器,将旧喷燃器全部更
换;这种方法比较适用于旧炉改造,改造后喷口附近水冷
壁检查可由一个小修期延长至一个大修期,可省却大量炉
膛搭架子的工作。实践证明效果很好。
3.3校正切圆直径
将炉内假想切圆直径减小,可增加小角侧射流与水冷
壁之间的距离。国内对固态炉采用的假想切圆直径一般为
方案文书样本 QCT/FS-ZH-GZ-K974
第2页/总2页
0.05~0.10的炉膛宽、深的平均值。HG410t/h锅炉的假
想切圆直径为1m,经计算选用的是最大值,因此还有调整
的余地。在检查或矫正假想切圆直径时,除了对一次风管
道进行检查,更重要的是要对二次风管道(包括喷燃器)进行
拉线检查和调整。
3.4合理的喷口处水冷壁结构
对于四角布置切向燃烧器,国外技术的特点是,喷口
端面深入炉内较长。如上锅厂引进的CE技术,喷口端面距
炉膛断面角顶点距离约350mm。B&WB410t/h锅炉,采
用美国B&W技术,其喷口处水冷壁的结构也很独特(见图
3c),喷口深入炉膛750mm,喷口端面与两侧水冷壁平
行,小角侧与喷口气流对应的水冷壁管为第14根,喷口出
口射流两侧与水冷壁的距离均较远,已经远远避开了容易
磨损的第4~8根管区域。即使发生喷口变形、切圆直径较
大、运行操作不当等问题,煤粉气流也冲刷不到水冷壁。
方案文书样本 QCT/FS-ZH-GZ-K974
第2页/总2页
上海石化热电二站目前有4台B&WB410t/h锅炉,喷口材
料为1Cr18Ni9Ti,2号炉在设计工况下测得炉内实际旋转
速度圆为φ6m,锅炉都装有浓相喷口,运行最长的锅炉已
经有7个年头。7年来喷口附近的水冷壁从未发生过磨损。
4结论与建议
4.1四角布置切向燃烧器附近水冷壁的磨损,主要与喷
口材质、燃烧器布置的角度、喷口端面太*近四角顶点以及
运行操作等因素有关。
4.2对于旧炉改造,采用耐高温1000℃的铸钢及加长
喷口长度,是一种防止水冷壁磨损,既经济又有效的措
施。
4.3二次风风速较一次风大,能卷吸一次风中的煤粉,
如果二次风喷口变形或角度布置偏大,将对水冷壁磨损。
所以一般情况磨损都发生在二次风附近,因此在进行水冷
壁的检查、喷口矫正和检查炉内切圆直径等工作时,要特
方案文书样本 QCT/FS-ZH-GZ-K974
第2页/总2页
别重视对二次风燃烧器及附近水冷壁的检查。
4.4实践证明四角布置切向燃烧器喷口端面距炉膛断面
角顶点的距离采用750mm时,喷口附近水冷壁不磨损,
锅炉安全可*性高。建议锅炉设计或选型时作借鉴。
请在此位置输入品牌名/标语/ slogan
Please Enter The Brand Name / Slogan / Slogan In This Position, Such As Foonsion