非正弦振动在板坯连铸机上的应用
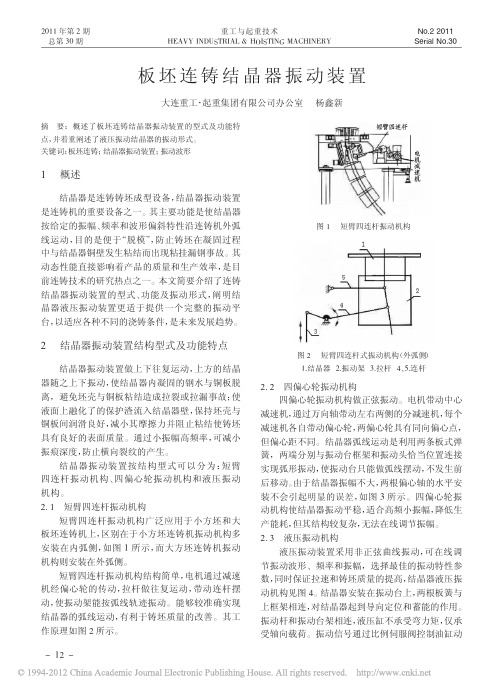
板坯连铸结晶器振动装置
重工与起重技术 HEAVY INDUSTRIAL & HOISTING MACHINERY
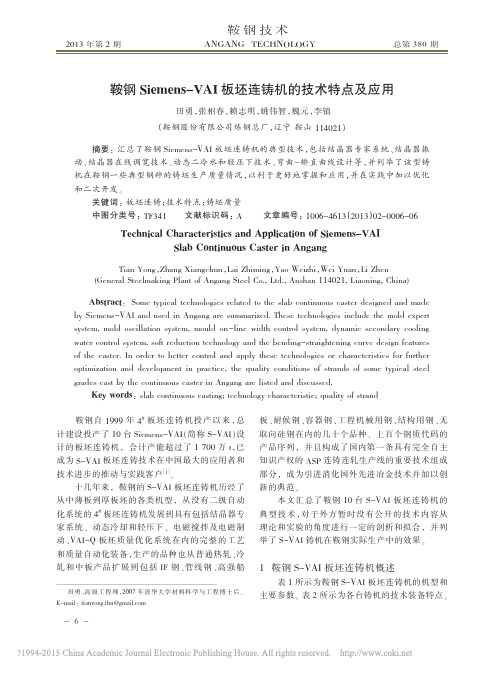
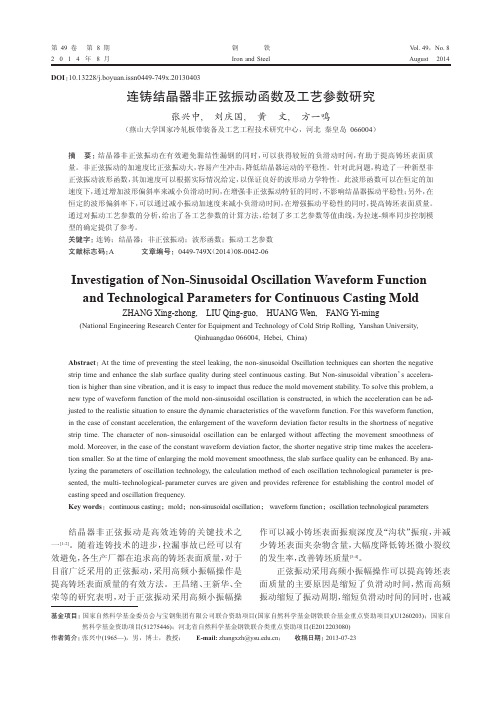
图 3 四偏心轮振动机构 1.电动机 2.万向接头 3.中心减速机 4.分减速机 5.偏心轴 6、7.偏心轮 8.板式弹簧板 9.振动台框架
作,带动上框架上的结晶器进行振动,结晶器振动 时的平衡点可以微调。由于工作时油缸的实际振幅 很小,振动中平衡点的位置对系统固有频率影响较 小,因此可以认为油缸的振动特性直接反应结晶器 的振动特性。
4 结论
结晶器振动装置的运动精度对铸坯的表面质量 有很大影响。现有技术普遍采用四偏心或四连杆振 动机构,只能实现固定正弦曲线振动波形,无法满足 铸坯表面质量要求。为提高拉坯速度、提高铸坯表面 质量及产量,高频率、小振幅的非正弦振动得到广泛 应用。而液压振动式结晶器能够充分满足上述要求, 降低了设备备件的更换频率,缩短了设备维护停机 时间,延长设备正常运行周期,从而减少维护成本和 时间,提高生产效率及产品质量,并能实现振幅和频 率的在线调整,在生产不同的钢种和产品时,大大提 高了灵活性,是未来结晶器振动装置发展不可替代 的趋势。
2. 2 四偏心轮振动机构 四偏心轮振动机构做正弦振动。电机带动中心
减速机,通过万向轴带动左右两侧的分减速机,每个 减速机各自带动偏心轮,两偏心轮具有同向偏心点, 但偏心距不同。结晶器弧线运动是利用两条板式弹 簧,两端分别与振动台框架和振动头恰当位置连接 实现弧形振动,使振动台只能做弧线摆动,不发生前 后移动。由于结晶器振幅不大,两根偏心轴的水平安 装不会引起明显的误差,如图 3 所示。四偏心轮振 动机构使结晶器振动平稳,适合高频小振幅,降低生 产能耗,但其结构较复杂,无法在线调节振幅。 2. 3 液压振动机构
- 14 -
冲击力不大,而且在负滑脱阶段有利于脱模和促进
鞍钢Siemens-VAI板坯连铸机的技术特点及应用
其它 装备
二冷区电磁搅拌
电磁制动, 二冷区电磁搅拌
鞍凌公司 1#、2# 连铸机 可调宽平板
结晶器
2 S-VAI 铸机的典型技术应用
2.1 S-VAI 铸机结晶器技术 2.1.1 结晶器专家系统
结晶器专家系统(Mold Expert)是一个在线检 测结晶器和具有部分控制功能的系统, 能够定性 和定量地洞察结晶器中的状况。 该系统是一个获 得、存储、压缩和显示测量结晶器数据的工具,将 所有收集到的数据存在一个系统中。 这些数据被 连接用于某种算法, 其计算数据与设定点的极限 做比较, 分析浇铸过程中的问题并发出报警[2]。
铸流分成多块铸片,每个铸片顺次经过中间包、结
晶器、二次冷却区,将各个位置的铸片状态叠加,
即构成整个铸流的温度场和固相分数场, 其具体
的计算方式可由式(4)、(5)描述[3]:
vc
ρcP
鄣T 鄣z
=
鄣 鄣x
(keff
鄣T 鄣z
)+
鄣 鄣y
(keff
鄣T 鄣y
)+Sl
(4)
vc
鄣 鄣z
(εCsi)=vcK
L、M 连铸机
N 连铸机
结晶器
可调宽平板 结晶器
可调宽平板 结晶器
可调宽平板 结晶器
可调宽平板 结晶器
DIAFCE 结晶器
扇形段
包钢大方坯连铸机电动伺服非正弦振动系统

包钢大方坯连铸机电动伺服非正弦振动系统
王玉昌;李艳荣
【期刊名称】《自动化信息》
【年(卷),期】2009(000)008
【摘要】连铸机结晶器振动台往往采用机械四偏心轴结构,但其寿命低且不易调整。
该文针对包钢与镭目公司在大方坯连铸机上共同开发并成功应用的电动伺服非正弦振动技术做了介绍,描述了系统的构成与工作原理,详细阐述了控制系统的通讯网络架构和硬件系统配置,介绍了软件系统的组成。
重点对伺服控制器的应用软件组成进行了描述,给出了用户界面和非正弦曲线,并对界面存在的问题提出了改进意见。
【总页数】4页(P71-74)
【作者】王玉昌;李艳荣
【作者单位】包头钢铁(集团)公司,内蒙古包头014010
【正文语种】中文
【中图分类】TP273
【相关文献】
1.电动非正弦振动在方坯连铸机上的试用 [J], 朱富强;徐和平;赵小军;王日红
2.电动伺服非正弦振动系统在板坯连铸机上的应用 [J], 姚学功
3.连铸结晶器非正弦振动电液伺服系统设计及仿真 [J], 俞婕;胡大超
4.结晶器非正弦振动电液伺服系统设计及PID仿真 [J], 袁才富;沈至伟;胡大超
5.基于PID控制的液压伺服非正弦振动系统设计 [J], 刘涛;程相文;高军霞
因版权原因,仅展示原文概要,查看原文内容请购买。
高拉速非正弦振动连铸结晶器内振痕的形成机理研究
高拉速非正弦振动连铸结晶器内振痕的形成机理研究孟祥宁 朱苗勇 江中块 冷祥贵 程乃良(东北大学材料与冶金学院, 沈阳 110004) (上海梅山钢铁股份有限公司炼钢厂,南京 210039)摘 要: 通过分析振动周期内弯月面初凝坯壳的受力,阐述了连铸板坯表面振痕形成过程,解释了关于振痕生成位置的“附加液体容积”模型。
结果表明:弯月面初凝坯壳在钢水静压力、摩擦力和保护渣渣道压力作用下随凝固进程形成振痕,振痕生成位置主要取决于初凝坯壳固液混合区的固相分率。
关键词: 连铸结晶器,非正弦振动,高拉速,振痕形成Mechanism of the Formation of Oscillation Marks in Slab Continuous Casting Mold with Non-sinusoidal Oscillation and High Casting SpeedMENG Xiangning, ZHU Miaoyong, JIANG Zhongkuai 1), LENG Xianggui 1), CHENG Nailiang 1)School of Materials and Metallurgy ,Northeastern University ,Shenyang 1100041) Steelmaking Plant, Shanghai Meishan Iron and Steel Co., Ltd, Nanjing 210039Abstract Oscillation marks formation for slab continuous casting was expatiated through stress analyses of initial solidifying meniscus shell during an oscillation cycle, and the “Extra Liquid Volume ” model about position of oscillation marks formation was explained. The results show that ferrostatic pressure, friction force and flux channel pressure act on shell bring on oscillation marks along with solidification progress, and the marks position primarily lies on solidified mass fraction of solidifying shell mushy zone.Key Words continuous casting mold, non-sinusoidal oscillation, high casting speed, oscillation marks formation振痕是连铸坯特有的表面现象,作为表面裂纹、皮下夹渣和偏析等缺陷的主要发源地,严重影响连铸坯的表面质量[1]。
02湘钢方板坯连铸机的技术特点和生产实践8-31
湘钢方板坯连铸机技术特点和生产实践杨建华 尹志强 何航(湖南华菱湘潭钢铁集团公司 湘潭 411101 中国)摘要:本文介绍了湘钢方板坯连铸机的主要技术参数和技术特点, 方板坯连铸机的生产实践表明:方板坯各项生产技术经济指标不断攀升,产能已经超过了设计能力,板坯和方坯的平均连浇炉数分别稳定在16~18炉和10炉,板坯采用全自动开浇,而方坯的自动开浇成功率基本达到100%。
方坯和板坯的表面质量和内部质量良好,铸坯平均合格率达到99.5%以上。
板坯和方坯的最高低倍合格率分别达到96.1%和100%。
关键词:方板坯连铸机 技术特点 生产实践The Technical Characteristics and Production Practice with theNew Slab/Triple Bloom Caster at XianggangYANG Jian-hua YIN Zhi-qiang HE Hang(Hunan Valin Xiangtan Iron and Steel Co., Ltd., Xiangtan 411101, China)ABSTRACT :In this paper, the main technical characteristics and parameters of the combi-caster are presented. The production practice of the comb-caster shows: main techno-economic index of combi-caster was increased. The outputs have exceeded the design productive capacity. The average casting sequence for slab and bloom was 16~18 heats and 10 heats. The automatic cast starting always is adopted when casting slab and the automatic cast starting rates keep 100% basically for blooms, the surface quality and internal quality for slab and bloom was excellent, Average qualification rate of slab and bloom was more than 99.5%. The sulfur-print samples maximum qualification rate got to 96.1% for slab and 100 % for bloom.Key Words: Combi-caster Technical Characteristics Production Practice1 前言2007年5月,中国第一套(世界第三条套)该VAI 的方板坯连铸机在湘潭钢铁有限责任公司(以下简称湘钢)正式建成投产。
连铸结晶器非正弦振动函数及工艺参数研究
型的确定提供了参考。
关键字:连铸;结晶器;非正弦振动;波形函数;振动工艺参数
文献标志码:A
文章编号:0449-749X(2014)08-0042-06
Investigation of Non-Sinusoidal Oscillation Waveform Function and Technological Parameters for Continuous Casting Mold
Abstract:At the time of preventing the steel leaking, the non-sinusoidal Oscillation techniques can shorten the negative strip time and enhance the slab surface quality during steel continuous casting. But Non-sinusoidal vibration’s acceleration is higher than sine vibration, and it is easy to impact thus reduce the mold movement stability. To solve this problem, a new type of waveform function of the mold non-sinusoidal oscillation is constructed, in which the acceleration can be adjusted to the realistic situation to ensure the dynamic characteristics of the waveform function. For this waveform function, in the case of constant acceleration, the enlargement of the waveform deviation factor results in the shortness of negative strip time. The character of non- sinusoidal oscillation can be enlarged without affecting the movement smoothness of mold. Moreover, in the case of the constant waveform deviation factor, the shorter negative strip time makes the acceleration smaller. So at the time of enlarging the mold movement smoothness, the slab surface quality can be enhanced. By analyzing the parameters of oscillation technology, the calculation method of each oscillation technological parameter is presented, the multi- technological- parameter curves are given and provides reference for establishing the control model of casting speed and oscillation frequency. Key words:continuous casting;mold;non-sinusoidal oscillation; waveform function;oscillation technological parameters
液压振动在板坯连铸机中的应用

第2 卷 21年第 1 ( 9 01 期 总第 11 ) 5期
液 压 振 动 在 板 坯 连 铸 机 中的 应 用
刘亚 伶 张传 令
( 山钢铁 设计研 究院三环 监理 唐
摘 要
唐 山 030 唐 山不锈 钢 有 限责任公 司设 备 管理 部 600
唐山
030 ) 6 15
阐述 了唐 山不锈 钢 3 号板坯连铸机液压振动的组成、 工作原理及其和机械振动比较的优越 性。
( 波形 系数 、 率 、 幅 和拉 速 的相 关 系数 , 速 如 频 振 零 时 的振 幅及 频 率 ) 成 不 同频 率 及 振 幅 的 波 形 如 生 正 弦波 、 非正 弦 波 , 为振 动 的设 定值 ,L 输 出 ± 作 PC 1V信 号 控 制液 压 伺 服 阀 。液 压 缸 内装 有 检 测液 0
可 靠 性
施 作 了分析 。 关键 词 电 网 防 雷
1 前 言
雷 害 的 主 要 原 因 , 不 采 取 防 护 措 施 , 必 造 成 若 势 变 电所 电气 设 备 损坏 , 发 事 故 。在 变 电所 内装 引
雷击 通 常分 为直 接 雷击 和感 应 雷击 两种 。雷 云对地面物体直接放 电的现象叫直接雷击。在送 电线 路 附近 , 云对地 放 电时 , 电磁感应 而 产生 雷 因 强 大 的 电 动 势对 送 电线 路 造 成 的 冲 击 叫感 应 雷 击 。 在雷 电直击 于架 空 线 路 后 , 电波 将 以光 速 雷 沿线 路 流 动 , 种 在 导 线 上 流 动 的雷 电波 叫 雷 电 这 侵入 波 。在 电 网建设 与改 造 过 程 中 , 切 实 加 强 应 防雷 , 以提高 电 网供 电可 靠性 。
连铸机结晶器液压振动控制技术
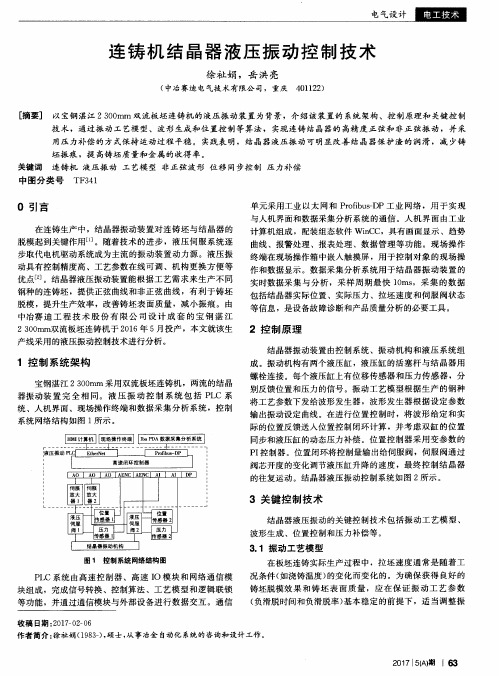
统 、人机界面、现场操作终端和数 据采集 分析系统 ,控 制
系 统 网络 结 构如 图 1 所示 。
同步和液压缸的动态压力补偿 。位置控制器采用变参数 的 P I 控制器 。位置闭环将控制量输 出给伺服阀 ,伺服 阀通过
阀芯开度的变化调节液压缸升降的速度 ,最终控制结 晶器
A O l A O l A O I A E N C l A E N Cl A缸上有位 移传感器 和压力传感 器,分 别反馈位置和压力的信号 。振动工艺模型根据生产 的钢种
将工 艺 参 数 下发 给 波形 发 生 器 ,波 形 发 生 器 根 据 设 定 参 数 输 出振 动设 定 曲线 。在 进 行位 置控 制 时 ,将 波 形 给 定 和 实 际 的位 置 反馈 送 人 位置 控 制 闭 环计 算 ,并 考 虑 双 缸 的位 置
宅 之设 计
连 铸 机 结 晶 器 液 压 振 动 控 制 技 术
徐 祉 娟 ,岳 洪 亮
( 中冶赛迪 电 气技 术有 限公 司,重庆 4 0 1 1 2 2 )
[ 摘要] 以宝钢湛江 2 3 0 0 mm双流板坯连铸机 的液压振 动装置为背景 ,介绍该装置的 系统 架构 、控制原理和 关键控制
馘 — 阀 广 1 L _ J l 传 压 感 力 器 1 L I 一 _ J l — 阀 T 2 — L _ J l 传 压 感 力 器 2 U l l
图 1 控制系统 网络结构 图
波形生成 、位置控制和压力补偿等 。
3 . 1 振 动工 艺模 型
在板坯连铸实际生产过程中,拉坯速度通常是 随着工
2 控 制 原 理
结 晶器 振动 装 置 由控 制 系 统 、振 动 机 构 和 液 压 系统 组
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
非正弦振动在板坯连铸机上的应用
非正弦振动,是一种特殊的振动波形,具有显著的时间变化特性
和非线性特性。
它在板坯连铸机上的应用有广泛的用途,主要用于加
热架振动监测、冷却水系统回水温度监控、冷却水流量检测等功能控
制检测。
首先,根据非正弦振动波形特性,通过监测振动特征值来检测板
坯连铸机上的振动情况,以及连铸机本身状态的变化。
如,测量出振
动特征值就可以判断连铸设备是否存在故障,而且可以实时监测连铸
设备的运行状况,以便及时发现问题,避免设备出现故障失灵。
其次,在板坯连铸机的加热架振动监测方面,运用非正弦振动的
特性可以有效检测加热架振动情况,以更加精准地判断板坯的加热状况。
同时,有利于连铸机的端部质量控制,保证板坯的质量符合要求,提高连铸机产品的质量。
另外,对于冷却水系统来说,大量的液体在连铸机上流动,非正
弦振动可以监测冷却水系统中的回水温度以及冷却水流量变化,从而
及时发现问题,有效保护连铸机的运行状况,并有效的提高冷却效率,减少设备耗能。
总之,非正弦振动在板坯连铸机上的应用有很多,主要用于加热
架振动监测、冷却水系统回水温度监控、冷却水流量检测等功能控制
检测。
它可以更好地控制连铸机工作状态,保证生产效率,提高板坯
质量,有效控制能源消耗,从而提高成品率。