M7163型平面磨床电气原理设计
M7130型平面磨床电气控制系统分析
《机床电气控制系统运行与维护》
《机床电气控制系统运行与维护》
1. 主电路分析
砂轮电动机 M1 冷却泵电动机 M2 液压泵电动机 M3
《机床电气控制系统运行与维护》
2. 电动机控制电路分析
(1)按钮SB1、SB2和接触器 KM1 线圈组成砂轮电动机 Ml 和冷却泵电动机 M2 的单向运 行的启动、停止控制电路。
2. 热继电器的整定电流 (1)砂轮电动机M1热继电器的整定电流:6.16A (2)冷却泵电动机M2热继电器的整定电流:0.47A (3)液压泵电动机M3热继电器的整定电流:2.17A
3. 电气设备及元件的参数
M7130型平面磨床控制系统采用的电气元件明细见表10-3
《机床电气控制系统运行与维护》 • M7130 型磨床电气控制线路分析
24)电磁吸盘充磁;
② SA1左投电磁吸盘去磁;
SA1
③ X3 电磁吸盘插头接入控制。
《机床电气控制系统运行与维护》 电磁吸盘保护环节
① 欠电流保护:当励磁电流低 于要求时KID将释放,其动断 触点断开,电动机不起动;
② 电磁吸盘线圈的过电压保护; ③ 电磁吸盘的短路保护; ④ 整流装置的过电压保护。
《机床电气控制系统运行与维护》
(2) 电磁吸盘控制电路
由整流装置、控制装置及 保护装置等组成。
电磁吸盘整流电路
• 整流部分由整流变压器T2和 桥式整流器UR组成,输出 110V直流电压。
《机床电气控制系统运行与维护》
电磁吸盘控制电路
① SA1 图示位置电磁吸盘 失电;
② SA1 右投(25 27;26
(1)电源及主回路电压:三相交流AC 380V 50Hz (2)控制回路电压:单相交流AC 110V 50Hz (3)整流电源电压:交流侧 AC 124V 50Hz 直流侧DC 110V (4)照明回路电压:单相交流AC 24V 50Hz (5)指示信号回路电压:单向交流 AC 6V 50 Hz
电机控制技术 配置M7130平面磨床电气控制盘
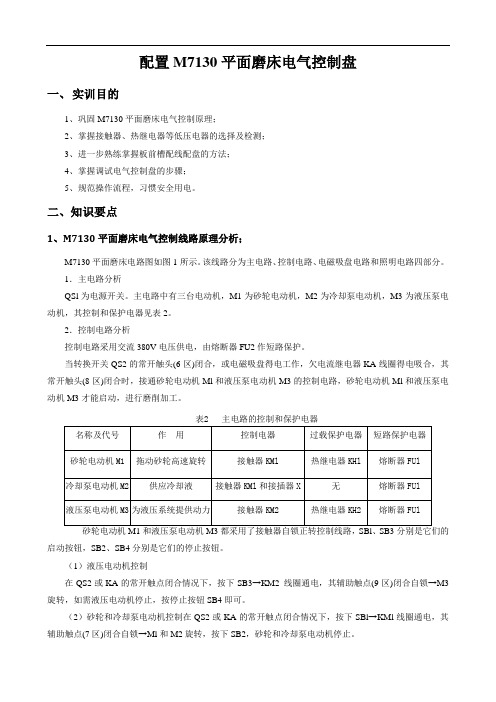
配置M7130平面磨床电气控制盘一、实训目的1、巩固M7130平面磨床电气控制原理;2、掌握接触器、热继电器等低压电器的选择及检测;3、进一步熟练掌握板前槽配线配盘的方法;4、掌握调试电气控制盘的步骤;5、规范操作流程,习惯安全用电。
二、知识要点1、M7130平面磨床电气控制线路原理分析;M7130平面磨床电路图如图1所示。
该线路分为主电路、控制电路、电磁吸盘电路和照明电路四部分。
1.主电路分析QSl为电源开关。
主电路中有三台电动机,M1为砂轮电动机,M2为冷却泵电动机,M3为液压泵电动机,其控制和保护电器见表2。
2.控制电路分析控制电路采用交流380V电压供电,由熔断器FU2作短路保护。
当转换开关QS2的常开触头(6区)闭合,或电磁吸盘得电工作,欠电流继电器KA线圈得电吸合,其常开触头(8区)闭合时,接通砂轮电动机Ml和液压泵电动机M3的控制电路,砂轮电动机Ml和液压泵电动机M3才能启动,进行磨削加工。
表2 主电路的控制和保护电器启动按钮,SB2、SB4分别是它们的停止按钮。
(1)液压电动机控制在QS2或KA的常开触点闭合情况下,按下SB3→KM2 线圈通电,其辅助触点(9区)闭合自锁→M3旋转,如需液压电动机停止,按停止按钮SB4即可。
(2)砂轮和冷却泵电动机控制在QS2或KA的常开触点闭合情况下,按下SBl→KMl线圈通电,其辅助触点(7区)闭合自锁→Ml和M2旋转,按下SB2,砂轮和冷却泵电动机停止。
3.电磁吸盘电路电磁吸盘是用来固定加工工件的一种夹具。
它与机械夹具比较,具有夹紧迅速、操作快速简便、不损伤工件、一次能吸牢多个小工件,以及磨削中工件发热可自由伸缩、不会变形等优点。
不足之处是只能吸住铁磁材料的工件,不能吸牢非磁性材料(如铝、铜等)的工件。
(1)电磁吸盘构造及原理电磁吸盘线圈通以直流电,使芯体被磁化,将工件牢牢吸住,其工作理原如图12.3所示。
图中1为钢制吸盘体,在它的中部凸起的芯体A上绕有线圈2,钢制盖板3被隔磁层4隔开。
M7130型卧轴矩台平面磨床的电气控制
3. 电磁吸盘控制电路 电磁吸盘控制电路由整流装置、控制装置及保护装
置等部分组成。
(1)整流装置 电磁吸盘的整流装置由整流变压器Tr2与桥式全波
整流器VC组成,输出110 V直流电压对电磁吸盘供电。 (2)控制装置
电磁吸盘由转换开关SA1控制。SA1有3个位置: 充磁、断电与去磁。当开关处于“充电”位置时,触 头SA1(14-16)与SA1(15-17)接通;当开关置于 “去磁”位置时,触头SA1(14-18)、SA1(16-15) 及SA1(4-3)接通;当开关置于“断电”位置时, SA1所有触头都断开。对应SA1各位置,其电路工作情 况如下:
(3)保护环节 电磁吸盘具有欠电流保护、过电压保护及短路保
护等。 欠电流保护:为了防止平面磨床在磨削过程中出
现断电事故或吸盘电流减小,致使电磁吸盘失去吸力 或吸力减小,造成工件飞出,引起工件损坏或人身事 故,故在电磁吸盘线圈中串入欠电流继电器KA,吸盘 具有足够吸力时,KA才吸合,触点KA(3-4)闭合, 为起动M1、M2进行磨削加工作准备。否则不能开动 磨床进行加工;若已在磨削加工中,则KA因电流过小 而释放,M1、M2立即停止旋转,避免事故发生。
二、M7130型平面磨床的电气控制
上图所示为M7130型平面磨床的电气控制电路图, 其电气设备均安装在床身后部的壁龛盒内,按钮安装 在车身前部的电气操纵盒上。电气电路图可分为主电 路、控制电路、电磁吸盘控制电路及机床照明电路等。
1. 主电路 主电路由砂轮电动机M1、冷却泵电动机M2与液 压电动机M3组成,它们皆为单向旋转。其中M1、M2 由接触器KM1控制,再经接插器X1供电给M2,电动 机M3由接触器KM2控制。 三台电动机共用熔断器FU1做短路保护,M1、M2 由热继电器FR1,M3由热继电器FR2做长期过载保护。
教案1平面磨床M7130

2009年修订维修电工中级
1.M7130平面磨床的主电路中有( C )熔断器。 (A)三组 (B)两组 (C)一组 (D)四组 2.M7130平面磨床中,砂轮电动机和液压泵电动机都采用了( A ) 正转控制电路。 (A)接触器自锁 (B)按钮互锁 (C)接触器互锁 (D)时间继电器
3.M7130平面磨床中,电磁吸盘退磁不好使工件取下困难,但退磁 电路正常,退磁电压也正常,则需要检查和调整( D )。 (A)退磁功率 (B)退磁频率 (C)退磁电流 (D)退磁时间
7.M7130 平面磨床中,砂轮电动机的热继电器经常动作,轴承正常, 砂轮进给量正常,则需要检查和调整( )。 C (A)照明变压器 (B)整流变压器 (C)热继电器 (D)液压泵电动机 8.M7130 平面磨床控制电路的控制信号主要来自( C (A)工控机 (B)变频器 (C)按钮 (D)触摸屏 )。
Байду номын сангаас
2009年修订维修电工中级
(三)机床电器控制电路维修 1.M7130平面磨床的主要结构
2009年修订维修电工中级
2.M7130平面磨床的控制要求
(1)砂轮电动机驱动砂轮旋转 (2)液压电动机驱动液压泵,泵出压力油,经液压传动 机构来完成工作台运动并实现砂轮的横向自动进给,并承 担工作台导轨的润滑 (3)冷却泵电动机驱动冷却泵,供给磨削加工时的切削 液。 (4)冷却泵电动机与砂轮电动机具有顺序联锁关系,在 砂轮电动机启动后才可开动冷却泵电动机。
2009年修订维修电工中级
2009年修订维修电工中级
2009年修订维修电工中级
2009年修订维修电工中级
4、照明电路 由照明变压器T1将380V降为36V,并由开关SA2控制照明 灯EL。在T1二次则装有熔断器FU3作短路保护。 相关的试题:
M7130 卧轴矩台平面磨床电路图(川磨)2007.10

4 短连接
30
指示灯
25
电磁吸盘
26
充磁
27
退磁
28
电磁吸盘
29
=
5
线号 11 13
6 F13_003 - GB-A4
内部目标
A
目标代号
放置
-SB3:13
/4.3:C
-KM1:A1
/4.3:D
-SB5:13 -KM2:A1
/4.5:C
/4.5:D
B
22
-QF4:2
-QF5:2
23
-M1
M
4.5kW/9.5A
3
1440prm
-M2
M
125W/0.38A 3
JCB-22
-M4
M
3kW/7.2A 3
Y132S-6-B3
E 磨头电机
水泵电机
E 油泵电机
四 川 磨 床 厂 1
项目描述:M7130 卧轴矩台平面磨床电路图2007.10
页描述:电动机
2
3
=
+
4
图号 设计
1 0-110VDC
KMX-1.5/2 充退磁控制器
2
5
7
退磁
8
充磁
-XT1 29
28
25
27
26
C
C
26
27
25
29
28
PE
-XS2 1
2
3
-XP2 1
2
3
13
23
-YH1 1
3
2
-SA1
D
/4.3:A
14
M7130型平面磨床的液压泵电动机M3的电气控制

电动机的起动必须在下述条件之一成立时才能进行:
4、工作原理分析
在刀开关QS闭合的前提下,在KA(3-4)闭合或者SA1(3-4)
闭合的前提下:
按下起动按钮SB1,KM1线圈通 电自锁,KM1主触点闭合,电 动机M1起动,如果插头插座Xl 接通,M2通电起动。按下停止 按钮SB2,KM1线圈断电,电动 机M1和M2停止。
电动机在工作时,当M1出现过
载时,热继电器FR1的触点FR1 (1-2)断开,KM1线圈和KM2线 圈断电,电动机M1、M2和M3全 部停止;当M3出现过载时,热 继电器FR2的触点FR2(3-4)断 开,KM1和KM2线圈断电,电动
机M1、M2和M3全部停止。
M7130型平面磨床的液压泵电动机M3的电气控制
பைடு நூலகம்
XXXXX XXXXX
一、M7130型平面磨床的电气原理图
蓝色部分为主电中, 红色部分为控制电路。
电气原理图可分为主电路、控制电路、电磁吸盘控制电路 及变压电路、机床照明电路等部分。
二、M7130型磨床的液压泵电动机M3的电气控制
液压泵电动机M3的电气控制分析:
控制电路采用380V电源,由FU2作短路保护。
电磁吸盘YH工作,且欠电流继电器KA通电
吸合,即电流继电器的触头KA(3-4)闭合。
电路构成:由按钮SB3、SB4与接触器KM2构成液压泵电动
电磁吸盘YH不工作,转换开关SA1置
机M3单向旋转起动 ---停止电路。 于“去磁”位置,即转换开关 SA1的触头SA1
磨床电气控制系统设计电子教案
磨床电气控制系统设计一、M7130平面磨床电气控制系统设计1.设备概况介绍M7130平面磨床的主要结构机械加工中,当对零件表面的光洁度要求较高时,就需要用磨床进行加工,磨床是用砂轮的周边或端面对工件的表面进行机械加工的一种精密机床。
本机床用于各种特殊要求型面的磨削加工,机床有三台电动机拖动,及磨头电动机拖动砂轮高速旋转,采用JW11—4(0.6kw),单向连续工作。
油泵电动机拖动油泵向液压系统供油,采用JO2—14—4(0.8kw) 单向连续工作。
加工时,工件置于电磁吸盘(36V/1.2A)上,加工完毕退磁取下工件。
M7130型平面磨床主要由床身、工作台、电磁吸盘、砂轮架、滑座、立柱等部分组成。
在床身上装有液压传动装置,以便工作台在床身导轨上通过压力油推动活塞作往复直线运动,实现水平方向进给运动。
工作台面上有T形槽,用以安装电磁吸盘或直接安装大型工件。
床身上固定有立柱,滑座安装在立柱的垂直导轨上,实现垂直方向进给。
在滑座的水平导轨上安装砂轮架,砂轮架由装入式电动机直接拖动,通过滑座内部的液压传动机构实现横向进给。
平面磨床砂轮的旋转运动为主运动,工作台完成一次往复运动时,砂轮架作一次间断性的横向进给,直至完成整个平面的磨削,然后砂轮架连同滑座沿垂直导轨作间断性的垂直进给,直至达到工件加工尺寸。
平面磨床的辅助运动,如砂轮架在滑座的水平导轨上作快速横向移动,滑座在立柱的垂直导轨上作快速垂直移动,以及工作台往复运动速度的调整等。
2.控制系统设计要求1)平面磨床是一种精密加工机床,为了保证其加工精度要求,机床运行时要求平稳。
工作台往复运动在换向时要求惯性要小,无冲击力,因此,工作台的往复运动采用液压传动。
由电动机拖动液压泵,供应压力油,通过液压传动装置实现工作台的纵向进给运动,并通过工作台上的撞块操纵床身上的液压换向阀(开关),改变压力油的流向,实现工作台的换向和自动往复运动。
2)为了简化磨床的机械传动机构,采用多电动机单独拖动。
电机与电气控制技术(第五版)课件第7章
第五节 X62W型万能铣床电气控制电路 2
二、铣床的电力拖动形式和控制要求 铣床的主运动由一台笼型异步电动机拖动,直接起动,主轴电动机需 要正反转,但方向的改变并不频繁。 铣刀的切削是一种不连续切削,容易使机械传动系统发生振动,为了 避免这种现象,在主轴上装有飞轮,但在高速切削后,停车需要很长时 间,要求主轴在停机时有电气制动。 工作台可以做六个方向的进给运动,还可在六个方向上快速移动。其 进给运动和快速移动均由同一台笼型异步电动机拖动,直接起动,能够 正反转。 为防止刀具和机床的损坏,三台电动机之间要求有联锁控制,即在主 轴电动机起动之后另两台电动机才能起动运行。 冷却泵电动机只要求单向旋转。 具有完善的保护措施。
液压泵电动机M3由交流接触器KM4、 KM5控制正反转, 由热继电器FR2作过载保护。
冷却泵电动机M4因功率小,由开关QS2控制,不设过 载保护。
第三节Z3040型摇臂钻床电气控制电路 5
2.控制电路 由变压器TC提供127V交流电源给控制电路。控制 电路分:
1)主轴电动机M1的控制:按下按钮SB2,KM1线圈有 电,动合触点闭合, M1旋转并自锁。按下按钮SB1, M1失电停转。
第七章 常用机床的电气控制
内容提要
本章主要分析几种常用生产机械,即CA6140型 普通车床、Z3040型摇臂钻床、M7130型平面磨床、 X62W型万能铣床的电气控制电路。从结构、运动形 式到电气控制电路的分析,到常见故障的分析处理, 最后归纳总结了机床电气设备的故障与维修方法。
第二节 CA6140型普通車床电气控制电路 1
第三节 Z3040型摇臂钻床电气控制电路 1
一、摇臂钻床的主要结构 钻床是一种孔加工机床, 可用于在大、中型零件上进行 钻孔、扩孔、铰孔、锪孔、攻 丝及修刮端面等加工。摇臂钻 床是一种立式钻床,是机械加 工中的常用机床设备。Z3040 型摇臂钻床主要由底座、内立 柱、外立柱、摇臂、主轴箱、 工作台等组成。
任务三 M7130 型平面磨床电气控制电路常见故障分析与处理电子教案
任务三M7130型平面磨床电气控制电路常见故障分析与处理
教案内容
图1 M7130型平面磨床的外形结构
型平面磨床主要由立柱、滑座、砂轮箱、电磁吸盘、工作台、床身等组成。
型平面磨床的运动方式
砂轮的高速旋转属于主运动。
工作台的往复运动(纵向进给)、砂轮架的横向(前后)运动、砂轮架的升降运动(垂直进给)属于进给运动。
图2 工作台工作示意图
三、M7130 型平面磨床的工作原理
图3 M7130型平面磨床的电气原理图1.M7130 型平面磨床的电路特点与控制要求
砂轮的旋转运动;
砂轮架的横向进给;
砂轮架的升降运动;
工作台的往复运动;
冷却液的供给;
电磁吸盘的控制。
2.M7130 型平面磨床的控制原理
主电路分析;
控制电路分析;
电磁吸盘电路分析;
照明电路分析。
图4 电磁吸盘的结构和工作原理图具有安全意识和规范意
识。
基于PLC的M7130平面磨床电气控制系统设计
PAN Jie
(Xinchang Water Affairs Group Limited,Shaoxing Zhejiang 312500)
Abstract: In this paper, the electric control system of M7130 surface grinder was designed based on PLC. The results show that the control of the original M7130 surface grinder is greatly simplified by PLC control, and the failure is easy to check and maintain. At the same time, it saves a lot of relay elements and costs. PLC technology can also be applied to other mechanical auxiliary equipment or field control. Keywords: M7130 grinding machine;PLC;electrical design
9
的质量,减少磨床故障率,提高磨床竞争力,各个公司都在努
力优化自己的产品。模块化产品还便于维修,安装方便,体
积小,模块化设计将是产品设计的一条贯穿线。
10
7
6
5
4 3 2
1
1 研究目标
11
通过 PLC 设计 M7130 平面磨床电气控制系统,以提 高平面磨床的精度,保证加工工件的合格率;设计电磁吸 盘及欠电流保护,在电磁吸盘出现线圈电流或者断电的 情况发生,就会引起电磁吸盘的吸力不足或者是消失,造 成工件的飞出,避免事故的发生。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
西南林业大学 本科毕业(设计)论文 ( 2016 届)
题目: M7163型平面磨床电气原理设计
教学院系机械与交通学院 专业机械设计制造及其自动化 学生姓名冯志超 指导教师李 玮(教授) 评阅人
2016 年3月24日 1
M7163型平面磨床电气原理设计 冯志超 (西南林业大学 机械与交通学院 云南 昆明 650224) 摘要;磨床是利用磨具对工件表面进行磨削加工的机床,随着科学技术的不断发展和机械零件加工精度及其表面粗糙度的要求日益提高, 磨削加工技术作为一种先进的制造技术在生活中占有重要地位。据欧洲机床展览会(E MO)的调查数据表明,磨床在企业中占机床的比例高达42%是制造工业中最主要的加工技术之一:因此,在对制造技术中数控磨削的研究升级等是必不可少的。
本论文主要讨论了M7163型平面磨床电气原理设计的升级,本机床采用砂轮周边磨削工件平面的机床,亦可用砂轮的端面适当的带磨工件的垂直面。在磨床原有的动作基础上对磨床工艺要求和电气原理的改造,使磨床的磨削工件时机床的整体性能更加稳定、人性化、一人多机操作、多模式转换下保持位置精度等。
关键词:磨床;电气原理;加工工艺 2
Electrical principle design of M7163 type plane grinder FengZhichao (College of mechanical and transport Yunnan Southwest Forestry University Kunming 650224)
Abstract:Grinder is using abrasive grinding machine tool on the workpiece surface, with the science and technology of the continuous development and mechanical parts machining accuracy and surface degree increasing, the grinding technology as a kind of advanced manufacturing technology in life occupies an important position. According to the European Machine Tool Exhibition (e Mo) survey data show, grinder in enterprises accounted for machine tools proportion reaches as high as 42% is the manufacturing industry in the main processing technology of therefore, is essential in the research upgrades of manufacturing technology in NC grinding.
This paper mainly discusses the upgrade of the electrical principle design of the M7163 type plane grinder. This machine adopts the grinding wheel peripheral grinding machine tool, also can use the end face of the grinding wheel to wear the vertical surface of the workpiece. In the original grinding action based on grinding process requirements and the principle of electrical transformation, the grinding machine workpiece in the overall performance of the machine more stable, humanization, a multi machine operation, multi mode conversion to maintain position precision.
key word: Grinding machine; electric principle; processing technology 目录
1 目录 1 绪论 .......................................................................................................................................... 1 1.1概述 ........................................................................................................................................ 1 1.2现有磨床工艺及类型 ............................................................................................................ 1 1.2.1 现有磨床的工艺特点 .................................................................................................... 1 1.2.2 现有磨床的类型 ................................................................................................................ 2 1.2.3磨床的发展趋势 ................................................................................................................. 2 1.3 PLC、人机界面的现状及发展趋势 ................................................................................... 3 1.3.1 PLC发展现状 ............................................................................................................. 3 1.3.2 人机界面的简介 .......................................................................................................... 3 1.3.3 PLC、人机界面的发展趋势 ....................................................................................... 4 1.4课题研究的意义及任务 ........................................................................................................ 5 1.4.1M7163磨床课题的研究意义 .......................................................................................... 5 1.4.2M7163磨床课题的任务 .................................................................................................. 5 2 磨床改造的整体设计 ........................................................................................................................ 6 2.1 原有磨床整体结构 ............................................................................................................... 6 2.1.1 原有磨床的机械结构 .................................................................................................... 6 2.1.2原有磨床面板操作 ......................................................................................................... 7 2.1.3原有磨床缺陷 ................................................................................................................. 8 2.2 升级磨床的整体结构 ........................................................................................................... 8 2.1.1 升级磨床的优点 ............................................................................................................ 8 2.1.2升级磨床操作面板 ......................................................................................................... 9