铝合金金属切削油液的研究
铝合金专用切削液
铝合金专用切削液
一.美科铝合金专用切削液
铝合金专用切削液,综合性价比优秀,采用最新改良的铝合金专用切削液配方配制而成,为铝合金加工提供良好的润滑性能,腐蚀保护性能,有效杜绝了铝合金工件加工后出现的被氧化问题,适用范围广,除了适用于铝合金加工以外还可用于铜、镁合金、不锈钢等有色金属材料的加工。
二.铝合金专用切削液优势
1、绿色环保,中性PH值
2、铝合金材料加工提供良好的润滑保障
3、兼容多种铝合金材料,提供防腐蚀保护
4、适用用于:铝合金件、航空器铝合金结构件、铝合金箱体、铝合金壳体等材料的加工。
三、铝合金专用切削液小知识介绍:
防锈剂解决金属腐蚀
金属防腐蚀在世界范围内一直都是非常重要的研究发展。
据统计,世界上每年生产的钢铁,因锈蚀原因不能使用的清洗剂金属制品重量大约相当于金属年产量的三分之一。
金属腐蚀使机器设备增加维修和提前更换,造成停工停产,而且金属制品的锈蚀还降低了精度和灵敏度,影响其使用价值甚至报废。
四、铝合金专用切削液相关资讯:
铝切削液配方
切削液ph
切削液系列
切削液废液
切削液哪家好
全合成铝合金切削液切削液和乳化液
切削液集中。
铝合金加工对切削液的需求(完整版)实用资料

铝合金加工对切削液的需求(完整版)实用资料(可以直接使用,可编辑完整版实用资料,欢迎下载)铝合金加工对切削液的需求最近工作中经常有遇到铝合金加工工艺,为了有效的开展工作,结合目前客户遇到的一些问题,我做了如下分析和总结:铝合金是纯铝加入一些合金元素制成的.如铝-锰合金,铝-铜合金,铝-铜-镁系硬铝合金,铝-锌-镁-铜超硬铝合金.铝合金性能: 易加工,适用范围广,装饰效果好,花色丰富,不但保持了质轻的特点,还有良好的机械性能.铝合金类型: 铝合金按种类可以分为防锈铝,硬铝,超硬铝等类型.铝合金应用: 铝合金应用主要分三类; A作为受力构件B作为门窗,管,盖,壳等材料. C作为装饰和绝热材料.铝合金与大部分钢材和铸铁材料相比,具有一个明显的优点:有较低的屈服强度,因此,铝合金加工中需要的切削力较低,可以在刀具不发生过量磨损的情况下提高切削速度和进料比.实际生产过程中,铝合金柔韧性能会给机加工带来一些具体问题:A容易出现粘结现象.铝质颗粒粘结到切削刀具的表面,严重影响加工件表面粗糙度,或在刀具上形成一条”粘结”的积屑瘤,积瘤会产生较大的阻力,因而就需要更高的切削力,从而形成明显的切屑痕迹.粘结和材料变形常常决定了铝合金在切削加工中的最大切削速度和进料比.B 由于铝材具有高度的延伸性,它有可能会形成长长的条状裂纹,这些裂纹会阻断切削区域,使切削过程变得困难,同时切下的碎屑难以被切削液带走.C在铝合金加工中需要考虑的另一个问题即它的高热胀系数.机加工中,因变形和摩擦而产生的热能够迅速地扩展到工件上,从而很难准确控制工件尺寸,并且需要更大地切削力.因此,为了满足机械加工制造对铝合金材质越来越大的需求以及发展较大地进料速度和切削速度,获得更高地劳动生产率,使用合适地铝加工切削液对实现高水平的润滑性和冷却性就显得特别重要.大多数铝合金加工过程中,较大的切削速度和进料比会产生相对较薄的润滑油膜层,使工件表面润滑性能变差.因此,边界润滑特性通常被认为是切削液应该具有的润滑机理..在实际运用中,BP&Castrol的MF和EP88两款切削液体在铝合金加工中也有良好的表现.例如MF:它是一种优质的水容性切削液,专门为铝及铝合金加工设计,如汽车及通用机械制造中零部件的加工.它是一款理想的金属加工液,在同一台设备上,既可以加工以铝和铝合金为主的金属件,也可以加工其它黑色金属件.它有良好的润滑性能和较低的泡沫,其较好的湿润性能可以降低冷却液带出,保持刀具及工件的清洁.它还解决了铝合金加工中”星期一臭味”的现象,最重要的是它有出色的防锈性能,是环保产品(不含氯,亚硝酸盐和苯酚,对操作者及环境无损害且有较好的经济性.生产过程中,铝合金加工件的表面粗糙度是衡量工件质量的重要参数,铝合金的表面粗糙度除了与机床精度,刀具质量和刀具调校方法有关外,和正确使用切削液也有很大关系!为了使铝合金加工件的表面获得非常理想的表面粗糙度,需要使用金属切削液技术来实现高水准的润滑条件,边界润滑性是切削液的一个基本特性,也是实现工艺目标和机械加工质量的主要因素.维持或改善铝合金加工质量的同时,不断地开发和使用能提供高效边界润滑条件的专业切削液会使切削速度,进料比和金属加工过程的整个劳动生产率都得到极大的提高.* 参考文献: 金属加工网<<铝材加工用切削液>>**县人民医院病房楼玻璃幕墙工程施工方案施工单位:上海***装饰有限责任公司日期:二00六年八月***县人民医院病房楼玻璃幕墙工程施工方案一、施工内容及顺序主楼、先施工南北面,随后东西立面开始施工。
合成型铝合金切削液的研制和应用
图 2 1%三乙醇胺 55 , 全 浸 2h
由于磷酸酯本身也是一种优良的用于水溶性切 削液的铝防腐剂, 所以 MF 润滑剂的使用为产品 提
32
润滑油
2008年第 23卷
供了润滑、防腐等多项功能。
559
461
589
表 3 铝片挂片腐蚀试验
试验条件
试验材料
进口切削液 13 铝合金切削液
常温挂片 变速箱外壳, 10 天
(补充条件 )
20天
30天
变灰
55 全浸 (标准条件 )
变速箱外壳, 8h
A级
A级
3. 2 铝合金切削液产品标准 该产品不仅符合 GB /T 6144合成切削液标准,
而且由于具有优良的铝合金防腐性等, 目前已制定 了企业标准, 主要技术要求和试验方法列于表 4。
目前, 国内汽车行业大型零部件制造厂所用的 铝合金切削液, 基本为洋品牌所垄断。在产品组成 类型方面, 乳化型、微乳型和合成型并存, 虽以微乳 型居多, 但由于合成型切削液具有使用寿命长、冷却 性及清洗性更佳的优势, 国外大公司也都开发了专 用于铝合金的合成型切削液; 同时, 用户对合成型铝 合金切削液的认识和需求也在逐步增大, 如某摩托 车有限公司在其车用零件加工用切削液 ( 主要为铝 件 ) 招标书中, 已明确指定加工液类型为合成型。
尽量接近实际工况条件。如对变速箱外壳工件, 采 用常规全浸试验时, 两种被测液都显示 A 级合格, 但 用现场常用的挂片试验 ( 先在切削液中浸泡 15 m in, 取出后在室温下挂片, 每隔 10天观察试片外观, 以 基本不变色、表面不产生斑点为 ), 显示了研制产 品在多种条件下优异的铝合金防腐性。
铝合金钻孔切削液
铝合金钻孔切削液
铝合金钻孔切削液,具有极佳极压性能,不含氯及活性硫,适用于铝合金钻孔加工,含有性能优异润滑及抗磨添加剂,能有效地减少刀口的摩擦阻力及操作负荷,提高加工精密度及工件表面光洁度,广泛应用于铝合金钻孔、攻牙、攻丝等工艺,有极佳的渗油性能及良好抗氧化性能,尤其适合于铝合金深孔加工。
一、产品参数:
产品名称铝合金钻孔切削液
品牌东莞美科切削液
外观无色透明
PH值9-10
适用材质铝合金
适用工序钻孔、攻牙、攻丝
包装18L,200L
二、铝合金钻孔切削液相关推荐:
铝切削液MB133 8.5-9.5 浅蓝铝,铜,不锈钢,碳钢,铁,切削/攻牙
三、铝合金钻孔切削液知识分享:
玻璃切削液的主要性能和特点
玻璃切削液性能特点
1.良好的清洗渗透性能,可防止工具磨具钝化,对磨具具有良好的自锐作用,提高金刚石工具的切削力,延长金刚石工具的使用寿命,缩短单个工件加工时间;
2.突出的润滑性能,明显降低切削工件时产生的噪音,避免切削工件时火花现象,减少研磨划痕的出现,明显改善加工工件的表面质量,大幅度提高工件的光洁度。
3.可有效抑制各种因素对玻璃的腐蚀性危害;
4.良好的无泡沫性能,极佳的碎屑沉降功能;
5.内含丰富的皮肤保养剂,不易伤皮肤
6.良好的防锈性能,抗腐臭性能,产品稳定性好,使用寿命长;。
铝合金金属切削油液的研究
铝合金金属切削油(液)的研究3戴恩期 林心勇 刘长期(广州机械科学研究院 广州510700)摘要:简要介绍了铝合金加工用油的特性,讨论了铝合金高速切削油和半合成型铝合金切削液的特点及其研制过程。
研制的产品具有高的性价比,市场潜力较大。
关键词:高速;切削油(液);铝合金;氧化;油雾中图分类号:TG50115 文献标识码:A 文章编号:0254-0150(2004)4-072-3Study on Aluminum Complex Cutting Oil(Fluid)Dai Enqi Lin X inyong Liu Changqi(G uangzh ou Mechanical Engineering Research Institute,G uangzh ou510700,China)Abstract:The characters of alum inum com plex m etalw orking oil was introduced.Alum inum com plex high speed cutting oil and sem i2synthetic alum inum com plex cutting fluid was researched.The productions have high rate of quantity and price.K eyw ords:high speed;cutting oil(fluid);alum inum com plex;oxidation;oil fog 铝合金是有色金属中用途较广的金属之一,它具有密度小、质量轻、比强度高、导电与导热性好且具有较好耐腐蚀性。
随着近代机械制造工业如航空、航海、汽车工业、石油化工、电信和原子能源及空间技术等新型工业的崛起,铝合金金属加工变得十分普遍。
但由于铝合金化学活性较强、质地较软、粘性强,生产加工中出现的问题也比较多,最为常见的有切削油粘刀和切削液磨削液加工中工件氧化失色产生黑斑等问题。
铝合金加工切削液
铝合金加工切削液
铝合金加工切削液,是一款针对铝合金材料的金属特性而配制的一款切削液,专门设计用于铝合金材料的加工使用。
尤其适用在铝合金的切削、车削、钻孔、攻丝、铰孔、切齿和拉削加工。
具有极佳的润滑性、腐蚀控制性能,提供卓越的刀具使用寿命和表面光洁度。
一、铝合金加工切削液参数:
二、铝合金加工切削液相关推荐:
三、铝合金加工切削液知识分享:
拉削加工选择切削液的一般性原则及适应性
拉削加工选择切削液的一般性原则,结合各种材料的切削加工性及其对切削液的适应性。
由于拉削是低速、薄切屑、重负荷、封闭式容屑加工,切削条件严酷,容易产生鳞刺和
积屑瘤,工件表面易被刮伤,所以要求切削液的减摩性能和极压润滑性能好。
增加硫特别是氯的成分可降低切削阻抗p按照被加工材料来看,对钢材和不锈钢拉削时,为了防止产生积屑瘤,以使用活性硫化氯化切削油为宜。
金属加工中切削液的研究与应用
金属加工中切削液的研究与应用随着现代制造业的快速发展,越来越多的企业开始将切削液应用到金属加工生产中,以提高生产效率、降低成本、提高产品质量。
切削液是一种添加在切削过程中的液体,其主要功能是冷却、润滑并清洗工件和切削工具,从而降低金属加工过程中的摩擦和热量产生。
如今,切削液的研究与应用已成为切削加工技术的重要组成部分,本文将重点探讨金属加工中切削液的研究与应用。
一、切削液的作用切削液在金属加工过程中有着至关重要的作用。
它可以冷却切削区,避免切削时温度过高,导致切削加工质量下降和工具缩短寿命;它能润滑切削区,降低切削力并减少切削过程中所产生的热量和摩擦,减少工具的磨损;此外,它还能清除工件表面的铁屑和燃烧物,从而保证加工质量。
二、切削液的类型目前,市面上常见的切削液可以分为有机切削液、无机切削液和半合成切削液三种类型。
有机切削液指的是以矿物油、合成油、润滑油等为主要成分的液体,具有良好的润滑性和冷却性能,但对环境影响较大。
无机切削液则是以水为主要成分,例如纯水、黄铜铜切削液等。
无机切削液具有冷却性和清洁性能较好,但润滑性能一般。
半合成切削液是有机切削液和无机切削液的混合体,具有优秀的润滑、冷却和清洁性能,适用范围广。
三、切削液的应用切削液在不同的金属加工领域中具有不同的应用场景。
在汽车行业,切削液主要用于汽车制动器防锈处理和轮毂加工中。
在铸造行业,切削液则主要应用于对铸件进行清洗和除锈,保证金属的表面光洁度。
在电子行业,切削液主要用于电子元器件的制造加工中,如PCB板、LED灯珠的打孔等。
在航空航天行业,切削液主要用于铝合金加工和铣削航空航天部件的生产。
在机械加工行业,切削液主要用于机械零部件的磨削和加工。
总之,不同领域的金属加工都离不开切削液的应用,它的应用不仅能够提高生产效率,还能保障产品质量,降低生产成本。
四、切削液未来的发展近年来,随着环保意识的提高,切削液的环保性和可持续性问题成为了一个热点话题。
高性能铝合金半合成切削液的研制与应用
高性能铝合金半合成切削液的研制与应用魏朝良;邵腾飞;董莹;杨超【摘要】根据铝及铝合金材料加工的特点,研制一种铝合金半合成切削液,通过防锈、腐蚀、消泡试验评价其防锈、抗腐蚀性能和消泡性能,通过攻丝扭矩试验和摩擦磨损试验评价其润滑性能,通过实际应用评价其加工性能.结果表明,该半合成切削液具有良好的润滑、冷却、防锈、抗腐蚀性能,可满足铝及铝合金材料的加工需要.%According to the processing characteristics of aluminum alloy,a semi-synthetic cutting fluid of aluminum alloy processing was prepared.Its anti-rust,anti-corrosion and anti-foaming characteristics were tested byrust,corrosion,antifoaming tests and its lubricating properties were tested by tapping torque and friction wear tests.Its processing performance was evaluated through the practical application.The results show that the prepared semi-synthetic cutting fluid has good lubrication,cooling,anti-rust and anti-corrosion properties,it can meet the requirement of aluminum alloy processing.【期刊名称】《润滑与密封》【年(卷),期】2013(038)004【总页数】6页(P102-107)【关键词】金属加工液;半合成切削液;铝合金【作者】魏朝良;邵腾飞;董莹;杨超【作者单位】中国石油大连润滑油研究开发中心辽宁大连116032;中国石油大连润滑油研究开发中心辽宁大连116032;中国石油大连润滑油研究开发中心辽宁大连116032;中国石油大连润滑油研究开发中心辽宁大连116032【正文语种】中文【中图分类】TH117.1;TG502.16目前,铝合金材质被广泛应用于汽车发动机、变速器、航空设备和其他机械设备行业,因而对铝合金加工专用切削液的需求也日益增长。
铝合金加工切削液
铝合金加工切削液
【铝合金加工切削液简介】
铝合金加工切削液,具有高润滑及清洗性能,废宵沉淀快,内含特性防氧成份,可有效杜绝铜、铝工件在加工后出现白斑或发黑等氧化变色现象。
适用于铝合金的切削、冲压、车削、钻孔、攻丝、研磨等加工工艺。
环保配方,不含锌、醛、重金属、亚硝酸钠、酚等对人体和环境有害的物质,使用安全,易于环保处理。
【铝合金加工切削液用途】
铝合金、不锈钢、铜合金等金属材料的切削、磨削、攻丝、钻孔等加工
【铝合金加工切削液技术参数】
1、产品外观:棕黄色(母液)乳白色(稀释后)
2、PH值:8.5-9.5
3、包装:18L(塑料桶),200L(大铁桶)
4、保质期:12个月
5、全国免费咨询热线:400-8898-938
【铝合金加工切削液相关推荐】
东莞美科磨削液,应用于粗珩、精珩、抛光的珩磨加工。
均能满足各项技术指标要求。
适应金刚石油石,不粘屑、不堵塞、能覆盖各族金属防锈。
特别适用于多种金属复合体件(例:摩托车缸体)的珩磨加工。
节能环保降低成本。
【铝合金加工切削液知识分享】
影响金属锈蚀外界因素有哪些?
1、相对湿度的影响空气中湿度的大小对锈蚀速度影响比较大。
2、温度的影响高温度高湿度地区,金属最容易生锈
3、氧气的影响没有水分和氧气,金属就不会生锈。
4、大气中其他因素的影响当大气中含有盐雾、二氧化硫、硫化氢及灰尘时,均会不同程度地加快腐蚀。
铝合金乳化切削液简介
铝合金乳化切削液由极压润滑剂、防锈剂、表面活性剂等配制而成,专为铝及铝合金加工而研制的新一代环保优质水溶性切削液。
本产品适用于不锈钢、钢铁、铝合金、铜材以及其他有色金属、黑色金属的切削、研磨、车削、磨削以及拉伸加工等工艺。
在日常金属加工中,铝合金乳化切削液的使用周期比一般的切削液要长久,它有效的降低最终使用的综合成本;在应用有色金属加工的工艺方面上,使得工件不变色、不氧化、防锈性较好的一款切削液。
铝合金乳化切削液特点:1.铝合金乳化切削液适用于半精工、精工;在金属的加工中,铝合金乳化切削液具有卓越的润滑和冷却特性,使得工件获得极佳的表面光洁度,能撤底排除表面出现斑点及腐触。
2.在刀具的切削中可以延长刀具使用寿命和加工的精密程度,还可以改善工具表面光洁度。
3.日常金属加工后,我们都需要做好机床的清洁工作;铝合金切削液对金属工件也是具有优秀的清洗性能,使被加工的金属工件可以不用通过清洗处理可以直接进入下道工序。
4.铝合金乳化切削液独特的配方能有效仰制细菌的生长,还具有防锈,防腐的性能,有效保护加工工具的行氧化性和使用寿命的延长。
5.铝合金乳化切削液不含亚硝酸钠、酚等有害物质,不含硫、氯化合物,环保无毒、没有异外、对人体的皮肤无刺激的一款切削液,属环保型切削液。
指标:品牌/型号:美科MB-112 类别:乳化切削液品牌规格/型号:铝合金乳化切削液性能:环保切削液主要用途:金属加工溶解性:水溶性切削液项目铝合金切削液(5%稀释液)检测方法外观奶白—半透明目测pH值8.5 广泛测纸气味近于无任何刺激味嗅觉使用建议:使用铝合金切削液调配时,调配的浓度根据材质以及所需加工工艺要求的不同而定;金属加工对防锈以及润滑性要求高者可调配浓一些,如金属加工对清洁及冷却性要求高者可调配稀一些。
最后建议使用浓度5%,使用时要选择优秀的水质来进行稀释。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
铝合金金属切削油(液)的研究3戴恩期 林心勇 刘长期(广州机械科学研究院 广州510700)摘要:简要介绍了铝合金加工用油的特性,讨论了铝合金高速切削油和半合成型铝合金切削液的特点及其研制过程。
研制的产品具有高的性价比,市场潜力较大。
关键词:高速;切削油(液);铝合金;氧化;油雾中图分类号:TG50115 文献标识码:A 文章编号:0254-0150(2004)4-072-3Study on Aluminum Complex Cutting Oil(Fluid)Dai Enqi Lin X inyong Liu Changqi(G uangzh ou Mechanical Engineering Research Institute,G uangzh ou510700,China)Abstract:The characters of alum inum com plex m etalw orking oil was introduced.Alum inum com plex high speed cutting oil and sem i2synthetic alum inum com plex cutting fluid was researched.The productions have high rate of quantity and price.K eyw ords:high speed;cutting oil(fluid);alum inum com plex;oxidation;oil fog 铝合金是有色金属中用途较广的金属之一,它具有密度小、质量轻、比强度高、导电与导热性好且具有较好耐腐蚀性。
随着近代机械制造工业如航空、航海、汽车工业、石油化工、电信和原子能源及空间技术等新型工业的崛起,铝合金金属加工变得十分普遍。
但由于铝合金化学活性较强、质地较软、粘性强,生产加工中出现的问题也比较多,最为常见的有切削油粘刀和切削液磨削液加工中工件氧化失色产生黑斑等问题。
这些问题一直得不到解决,致使加工效率低,阻碍了我国铝合金加工工业水平的提高。
许多厂家一直依靠进口切削油(液),花了大量的外汇,也增大加工油(液)的成本。
目前国内用于铝合金切削用的切削油主要是普通切削油,普通切削油存在的问题是闪点低,在高速切削时烟雾较重,危险系数较高,油性、极压性不够,而且由于闪点低、挥发快,用户使用成本相应变高。
目前国内在机械加工行业中用于铝合金加工的水溶性切削液主要是用乳化油,用乳化油加工存在的问题是使用寿命短、加工时能见度较差、易腐败发臭,废液较难处理。
一般主要用在普通机床上,很少在加工中心使用。
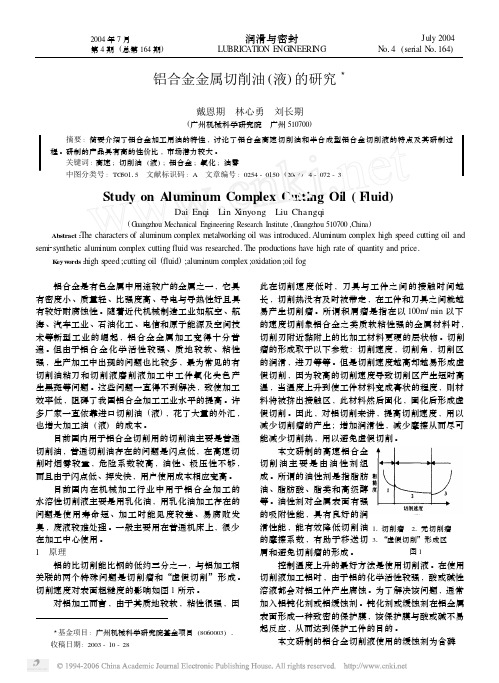
1 原理铝的比切削能比钢的低约三分之一,与铝加工相关联的两个特殊问题是切削瘤和“虚假切削”形成。
切削速度对表面粗糙度的影响如图1所示。
对铝加工而言,由于其质地较软,粘性很强,因此在切削速度低时,刀具与工件之间的接触时间越长,切削热没有及时被带走,在工件和刀具之间就越易产生切削瘤。
所谓积屑瘤是指在以100m/m in以下的速度切削象铝合金之类质软粘性强的金属材料时,切削刃附近黏附上的比加工材料更硬的层状物。
切削瘤的形成取于以下参数:切削速度,切削角,切削区的润滑,进刀等等。
但是切削速度越高却越易形成虚假切削,因为较高的切削速度导致切削区产生短时高温,当温度上升到使工件材料变成膏状的程度,则材料将被挤出接触区,此材料然后固化,固化后形成虚假切削。
因此,对铝切削来讲,提高切削速度,用以减少切削瘤的产生;增加润滑性,减少摩擦从而尽可能减少切削热,用以避免虚假切削。
11切削瘤 21无切削瘤 31“虚假切削”形成区图1本文研制的高速铝合金切削油主要是由油性剂组成。
所谓的油性剂是指脂肪油、脂肪酸、脂类和高级醇等。
油性剂对金属表面有强的吸附性能,具有良好的润滑性能,能有效降低切削油的摩擦系数,有助于移送切屑和避免切削瘤的形成。
控制温度上升的最好方法是使用切削液。
在使用切削液加工铝时,由于铝的化学活性较强,酸或碱性溶液都会对铝工件产生腐蚀。
为了解决该问题,通常加入铝钝化剂或铝缓蚀剂。
钝化剂或缓蚀剂在铝金属表面形成一种致密的保护膜,该保护膜与酸或碱不易起反应,从而达到保护工件的目的。
本文研制的铝合金切削液使用的缓蚀剂为含磷2004年7月第4期(总第164期)润滑与密封LUBRIC ATION E NGINEERINGJuly2004N o14(serial N o1164)3基金项目:广州机械科学研究院基金项目(8060003)1收稿日期:2003-10-28的水溶性化合物。
为了达到工件的加工光泽度,本文采用半合成型切削液,用半合成复合剂、油性剂、表面活性剂以及油酸皂等调制而成。
2 试验研究211 铝合金高速切削油21111 切削油极压性能和润滑性能的评价方法目前国内外一般采用四球机来评定润滑油的润滑性和极压性,用摩擦系数来评定切削油的润滑性。
一般来讲,在切削油中,用四球机评定烧结负荷来衡量油的极压性与实际应用比较接近。
烧结负荷越高的则极压性能相对好些。
用四球机评定最大无卡咬负荷和切削液的摩擦系数来衡量切削油的润滑性。
最大无卡咬负荷越高,摩擦系数越小则油的润滑性相对就越好。
P D作为评定切削油极压性的方法。
以四球机的最大无卡咬负荷和AMST AR L油性摩擦实验机来测定油品的摩擦系数作为评定切削油的润滑性方法。
21112 基础油的选择依据研究中切削油的各项指标,经过筛选和对比,选用韩国产的70S N基础油。
该基础油黏度范围在8~12mm2/s,色度不小于+25,闪点不低于180℃,黏度指数不低于100。
各项指标适合本文的要求。
21113 润滑剂的选择与配伍根据铝合金的性能,对铝合金加工一般采用油性添加剂降低切削油的摩擦系数减少切削力,就可以解决加工时的润滑问题。
一般带有-OH、-C OOH、-N(ROH)2、-NH2、-C ONH2、-NHROH、(RO) 2C OOH等极性基团的化合物,都可作为油性剂。
常用的油性剂为高级脂肪酸如油酸、月桂酸、棕榈酸;脂肪酸酯如硬脂酸酯、油酸酯;酰胺化合物;硫化棉子油等等。
经过实验和评定选择抗氧化性较好的植物油脂和合成酯类作为油性剂。
21114 抗烟雾剂的选择对高速切削油,低油雾也就是常说的低烟雾是一个重要指标。
抗烟雾剂在高温下产生气障,油雾进入后迅速被冷却,从而达到降烟雾的效果。
通常所用的抗烟雾剂为高分子聚合物,包括烯烃共聚物、聚烷基丙烯酸酯、聚异丁烯、氢化苯乙烯共聚物等。
经过多次实验和工厂应用及性能对比,最后确定用聚异丁烯类作为抗烟雾剂。
212 铝合金切削液21211 切削液的选型切削液可分为非水溶性和水溶性两大类。
在机械加工中,应根据被加工材料性质及加工特性的差异来选用不同类型的切削液。
由于铝合金在加工中易产生积屑瘤,积屑瘤的附着造成切深加大,使尺寸精度难于获得。
为了控制切削瘤的产生,一是尽可能地提高加工速度,二是采用润滑性好的切削液。
水溶性切削液根据切削液中含有矿物油的多少来划分,分为三大类:(1)乳化油。
该种切削液的矿油含量约为50%~80%,它是由矿油、乳化剂、防锈剂、极压剂和杀菌剂等组成,在水中形成水包油型或油包水型乳化液。
与油基切削液相比,乳化油最大的优点在于冷却效果好,一般稀释为5%~10%的水溶液使用,成本较低,使用安全。
乳化液最大的缺点是稳定性差,易受细菌、霉菌的侵蚀而发臭变质,使用周期短;(2)半合成型切削液。
这类切削液的含油量为5%~20%,含有大量的表面活性剂和极压添加剂。
可在水中形成透明或半透明的液体,乳化颗粒在011μm以下(一般乳化油的颗粒大于1μm)。
半合成切削液的优点是稳定性较乳化油大大提高,使用周期也比乳化油长,并有较好的润滑性能;(3)全合成切削液,它不含矿物油,主要由表面活性剂、水溶性极压剂、防锈剂和润滑剂组成。
特点是具有优良的冷却性,使用周期长。
缺点是润滑性相对较差,不太适合精度要求较高的场合使用。
据了解国外用于铝合金加工的水溶性冷却液都选用半合成型,同时根据三种类型切削液的优缺点以及铝合金切削的特点,选择半合成切削液作为本文的研究方向。
21212 极压添加剂和缓蚀剂的选择添加剂在切削液中的用量虽少,却起着相当重要的作用。
极压添加剂也是铝合金切削液中的一个重要组分。
常用的极压剂为S、P、C l的有机化合物,以RX N表示(其中X代表S、P、C l)。
其在高温高压下发生C2X键断裂,其中X与金属摩擦面中的Fe元素起反应,生成FeX N。
FeX N是一层摩擦系数小、剪切强度低、耐极压性能高的固体润滑膜,由于它的存在,使切屑容易切离而减少了刀尖黏附物,不仅有效降低了刀尖温度,降低了切削力,且保证了苛刻条件下的润滑状态。
对铝合金切削液中添加剂的选用还有一个重要的选择依据是该添加剂的加入不但能改善切削液的使用性能而且要有效保护工件,不能使工件氧化失色产生色斑。
因此,使用的极压剂,既要有极压效果又要对铝合金加工工件有较好的保护作用。
资料表明,磷系的化合物对铝及铝合金有较好的保护作用。
早期资料报道,无机盐对铝有保护作用,目数越高的硅酸盐对铝件有缓蚀作用。
通过实验及工厂试验证实以上两种无机盐对铝金属确实有保护作用,但在切削加工中存在诸多缺点。
如加工过程中易于析出粘着刀具以及附着在机床表面,从而影响加工等等。
372004年第4期戴恩期等:铝合金金属切削油(液)的研究在选用添加剂时,经过多次实验筛选,发现美国LUBRZ O L公司生产的ADDC O L410-P含磷极压添加剂既有极压效果又有保护铝的作用的要求。
ADDC O L 410-P是一种新型的水溶性含磷极压剂,是一种聚醚类磷酸盐,含量在90%以上,其中的磷以游离酸的形式存在,在使用过程中不需要碱性中和就可溶解于水。
该添加剂添加量在1%~4%,通过实验表明加入量在2%时效果较好,能有效保护铝及铝合金加工后的工件色泽,在工厂的实际加工中也没有发现无机盐的析出。
21213 表面活性剂的选择由于半合成型切削液的原液中矿油的含量少,而本文所选用的极压剂和其他添加剂,有油溶性也有水溶性的,因此须添加表面活剂才能把多种不完全相溶的物质均匀而稳定地混溶为一体。
表面活性剂的种类繁多,其性质和用途也各不相同,但很少单独使用。
因此本文参照能显示表面活性剂亲水性和亲油平衡性能的H LB值,挑选了几种表面活性剂进行单用或复合使用试验,观察其对切削液相态稳定性的影响。
实验中还同时考虑了表面活性剂对切削液渗透能力的影响。
在选择表面活性剂的试验中,通过观察比较切削液相态的稳定性以及四球性能测试比较,确定了两种表面活性剂,适合本配方使用。
3 进口同类产品比较表1 FANOX N33技术指标与研制 的铝合金高速切削油对比项 目FANOX N33切削油试验方法色度+25+25色度仪运动黏度812916G B/T265最大无卡咬负荷P B/N343392G B/T3142烧结负荷P D/N14701560G B/T3142摩擦系数010*******AMS LER试验机 埃索石油公司出品的FANOX N33是目前国内用得较多的铝合金高速切削油。