qct 576-1999 轿车尺寸标注编码.doc
汽车零部件编码原则(10位)

汽车零部件编码原则(10位)汽车部零件编码样式:说明:一、02-悬挂与支撑系统说明:前后悬挂系统应包括:悬吊臂(上下臂),避震等部分。
支撑系统:用于支撑各零部件的外购件,如货箱支撑用油压或气压系统等二、03-传动系统说明:例如前传动系统应包括:前轮总成(轮胎,轮毂),装在羊角上的刹车装置,传动轴,变速箱,差速器等。
三、标准件部分标准件(如螺钉)按国标的的样式进行标注。
如:GBT-5782-M8x40-20-Bolt表示:这是一个GB/T 5782的粗牙六角头螺栓,公称长度为40,螺纹部分长度20,Bolt为相应的简要说明。
遇到小数点时用下划杠表示除号,如英制5/16,螺栓长1英寸的螺栓为:ANSI-5_16x1-Bolt。
所有国标件优先考虑共享中(\\C839:\GB)的现有元件,有增加任何的新的国标件,必须加入到该库中。
四、现有车型的表示方式:Commando S650 2人座和4人座表示为:C2和C4; Renegade S800 2人座和4人座表示为:R2和R4;Trooper Tr1100 2人座和4人座表示为:T2和T4。
五、XYZ三位详细说名:X:Golf Car用G表示,警车用P表示,电动UTV用E表示,UV 用U表示,ATV用A表示;Y为设计年份,其中略去I,O,Q三个字母。
2001年为A,2009年为J Z为流水号,用数字1-9表示,不够的用字母表示,A为10以此类推。
EFGH四位编码的规则如下:注:1.后四位中,00结尾表示该件为组件,为了便于理解,零件编码尽可能避开以0为结尾的数字。
其他形式的件为单件(外购件中,厂2.对称件,其上,前,左件应先编号为奇数,下,后,右件应先编号为偶数。
3.0001-0009做为保留号,尽可能不去使用。
4.上表所示的级次既零件或组件的装配顺序,0000位最顶级组装(最大的组装)依次往下推。
示例说明:T2-A-01-0000表示:Trooper 两人座底架的总装图。
《汽车标准件产品编号规则》编制说明

《汽车标准件产品编号规则》编制说明Q/CACBW-7-2005 《汽车标准件产品编号规则》标准编制说明1 任务来源及工作过程本标准是根据2009-1009T-QC《工信部印发2009 年第一批工业行业标准制修订计划》的安排制定完成。
本标准是对QC/T 326-1999《汽车标准件产品编号规则》的修订。
QC/T 326-1999 已执行10年。
随着汽车产品的发展,标准件的品种也在不断地增加、变化和更新,该标准已无法规范如此的标准件品种的编号。
2 标准编制原则本次对 QC/T 326-1999 修订,编号的基本结构和表达方式等基本保持不变,并在QC/T 326-1999 的基础上拓展扩充了标准件编号的容量。
本标准与QC/T 326-1999 相比主要变化如下:——在本标准第一章范围中,增加了“本标准未能涵盖的汽车标准件的产品编号,应在汽车标准件产品标准中明确地给出。
” 的说明。
——增加了标准件编号的扩容代号;——在品种代号第三位,规定了“对于具有普通螺纹的螺柱、螺栓和螺母,奇数表示细牙螺纹,偶数表示粗牙螺纹。
”;——增加了机械性能、材料和表面处理可选择种类及相应代号的种类;——在分型代号中增加了左旋螺纹代。
3 标准主要内容本标准规定了汽车、摩托车用标准件产品的编号规则。
本标准适用于汽车、摩托车行业用标准件。
本标准未能涵盖的汽车标准件的产品编号,应在《汽车标准件手册》的产品中明确地给出。
4 其它本标准所代替的历次版本发布情况为:QC/T 326-1999ZBT 30001-1987本次标准的修订,由于在品种代号第三位,规定了“对于具有普通螺纹的螺柱、螺栓和螺母,奇数表示细牙螺纹,偶数表示粗牙螺纹。
”零件编号将与QC/T 326-1999 的规定有些不同,我们将进一步研究标准的贯彻方案。
I。
客车图号编码规则
QC/T265-2004(2004-03-12发布,2004-08-01实施)代替QC/T265-1999前言本标准在QC/T265-1999《汽车零部件编号规则》(即原ZB/TY04005-1989)的基础上进行修订,在内容和结构上有较大变化。
本标准与QC/T265-1999在内容和结构上主要变化如下:——本标准在修订基础上将原来57个组号增加为64个组号;——本标准新增组号为40电线束、41汽车灯具、55车身装饰件、58乘员安全约束装置、59客车舱体与舱门、67中侧面车门、76卧铺;——本标准在原版本修订基础上将原来637个分组号增加为1026个;——本标准对在文中使用的有关汽车零部件名称给出了术语和定义;——本标准增加汽车零部件组合模块编号供参考;——本标准增加汽车零部件组号、分组号中英文对照;——本标准将无独立使用功能的19分组"副变速器"合并到17分组"变速器";——本标准将原版本32分组"承载轴"更改为"附加桥(附加轴)";——本标准将原版本79分组"无线电设备"更改为"车用信息通讯与音像设备";——本标准新增零部件部分为近年来汽车行业所采用一些新零部件收录汇总组成;——本标准对原版本中经过多年生产实践比较成熟的技术内容予以了保留。
本标准附录A为规范性附录,附录B为资料性附录,附录C为资料性附录。
本标准自实施之日起代替QC/T265-1999。
本标准由中国汽车工业协会提出。
本标准由全国汽车标准化技术委员会归口。
本标准起草单位:东风汽车工程研究院。
本标准主要起草人:姒庆、余博英、鲍东辉。
本标准所代替标准的历次版本发布情况为:ZB/TT04005-1989、QC/T265-1999。
QC/T265-2004汽车零部件编号规则1范围本标准规定了各类汽车、半挂车的总成和装置及零件号编制的基本规则和方法。
汽车半轴标准qct 294—1999.doc
中华人民共和国行业标准QC/T 294—1999代替ZB T21 004—89汽车半轴技术条件1 主题内容与适用范围本标准规定了汽车半轴的技术要求、试验方法、检验规则及对标志、包装、运输、贮存的要求。
本标准适用于非转向桥厂定轴载质量13t及13t以下各种汽车 (矿用车除外)的全浮式半轴及半浮式半轴。
2 引用标准ZB T21 003汽车半轴台架试验方法3 术语汽车半轴静扭强度失效后备系数K4 技术要求4.1 产品应符合本标准要求,并按经规定程序批准的图样及技术文件制造。
4.2 在保证产品设计性能要求条件下,推荐采用的半轴材料牌号为40Cr、42CrMo、40MnB、40CrMnMo、35CrMo、35CrMnSi、40CrV和45号钢,也允许采用能满足本标准要求的其他材料。
4.3 半轴热处理工艺,推荐采用预调质处理后表面中频淬火处理工艺。
预调质处理后心部硬度为HRC24~30;中频淬火处理后杆部表面硬度不低于HRC52;花键处允许降低3个硬度单位,杆部硬化层深度范围为杆部直径的10~20%,硬化层深度变化不大于杆部直径的5%,杆部圆角应淬硬,法兰盘硬度不低于HRC24。
在保证半轴性能指标要求条件下,也允许采用其他热处理工艺,如正火处理后表面中频淬火工艺。
4.4 感应淬火后半轴的金相组织a. 预调质处理后表面中频淬火处理,硬化层为回火马氏体,心部为回火索氏体;b. 正火处理后表面中频淬火处理,硬化层为回火马氏体,心部为珠光体加铁素体。
4.5 粗糙度:法兰盘安装端面不大于Ra3.2,非加工杆部及杆根部圆角为毛坯表面,经过加工的杆部不大于Ra6.3 (喷丸处理允许增大到Ra 12.5),杆根部圆角不大于Ra3.2,花键外圆定心表面不大于Ra 0.8,花键齿侧定心表面不大于Ra3.2,与轴承配合表面不大于Ra 0.8。
4.6 当以半轴轴线为基准时,有关部位的形状和位置公差应符合以下规定:a. 法兰盘安装面的端面全跳动公差等级不低于9级;b. 与轴承配合的轴颈表面径向圆跳动公差等级不低于7级,c. 与轴封配合的轴颈表面径向圆跳动公差等级不低于9级;d. 花键定心表面的径向圆跳动公差等级不低于10级,e. 杆部表面的径向圆跳动公差等级不低于12级;f. 法兰螺栓孔的位置度公差不大于φ0.2mm4.7 半轴磁力探伤后应退磁。
QCT267-1999
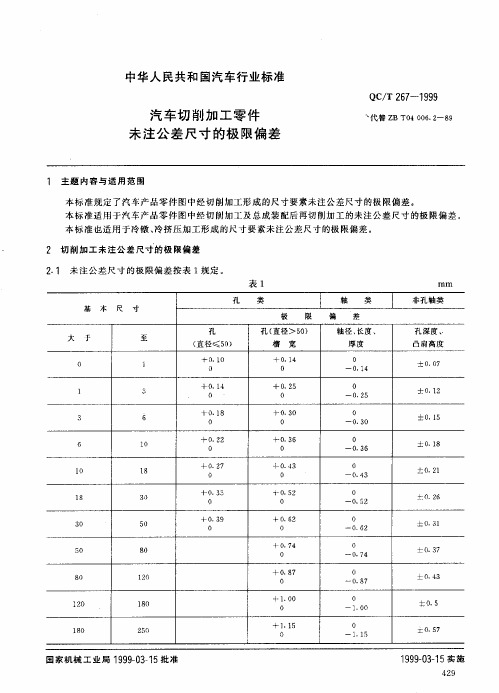
23 与不同零件连接的孔间距 的极限偏差按 图 2表 3 . 、 规定。
卉
图2 表3
孔组间距 I , 簇10 2
士 0 6 . > 1 0 2 0 2 - 5 士0 8 . > 2 0 5 0 5 - 0 士 1. 2
落 蔺
n 】r r
> 50-1 0 0 2 0
士 16 .
> 2 0 1 0 士 20 .
> 1 0- 1 8 士1 5 .
> 1 8 士2 0 .
士05 .
25 螺纹长度未注公差尺寸的极限偏差按表 5 . 规定。
43 1
Q / 6一 19 C T27 99
表 5
示 意 图
L极限偏差
示 内 螺
.
意
图
五 极 限偏 差
. 22/ZJ 划 : 2 比 _ _l 」 」 汗 . 一l 〕 — 1
6 0 3
80 0
8 0 0
1 0 0 0
1 0 0 0
1 5 2 0
+3 0 2 . 0 +6 ; ‘ 0
+. 言0 1
1 0 2 5
1 0 6 0
1 0 6 0
2 0 0 0
+7 言 . 0
+. 0 40 4 +. 0 50 4
2 0 0 0
2 0 5 0
2 0 5 0
3 5 1 0
一。 1 。 -。 一3 2 0 一。 ; . 。 一, 旦 . 。 一7 ; . 。 一4 : . 。 一4 : . 。
m m
非孔轴类
( 直径(5) 0
l
孔( 直径>5) 0 槽 宽
轴径、 长度、
厚度
孔 深度 、 凸肩高度
士 0 0 . 7
汽车常用公差国家标准

表面粗糙度比较样 块、磨、车、镗、铣、
×
插及刨加工表面
6 QC/T267-1999 汽车切削加工零件
未注公差尺寸的极限
原有标准 1 套
偏差
7
GB 3098.1-2000
紧固件机械性能 螺栓、螺钉、螺柱
8
QC/T 266-1999
汽车零件未注公差尺 1 寸的极限偏差
原有标准
9
QC/T 276-1999
汽车零件热处理硬度 1 规范
原有标准
10 JB/T 9769-1999 内燃机 气门座 技术 1 原有标准
条件
11 GB/T3821-2005 中小功率内燃机清洁
×
度测定方法
12 GB 8170-1987 数值修约规则
13 GB/ 1105.1-87
内燃机台架性能试验 方法
代号名称gb18001804公差配合gbt18042000一般公差未注公差的线性和角度尺寸公gbt11841996形状和位置公差gbt10311995表面粗糙度参数及数qct2761999表面粗糙度比较样qct2671999汽车切削加工零件未注公差尺寸的极限偏差原有标准1gb309812000紧固件机械性能螺栓螺钉螺柱qct2661999汽车零件未注公差尺寸的极限偏差qct2761999汽车零件热处理硬度规范原有标准10jbt97691999内燃机气门座技术条件原有标准11gbt38212005中小功率内燃机清洁度测定方法12gb81701987数值修约规则13gb1105187内燃机台架性能试验方法
公差配合、形位公差、表面粗糙度
序 代号
名称
套 备注
号
数
1 GB 1800-1804 公差配合
×
2 GB/T 1804-2000 一般公差、未注公差
车辆识别代号编制规则
车辆识别代号编制规则目次前言 (II)1 范围 (3)2 规范性引用文件 (3)3 车辆识别代号的组成 (3)I前言本标准Q/JQ108《车辆识别代号编制规则》是公司技术基础性标准之一。
本标准为公司统一执行的企业标准。
本标准适用于安徽江淮汽车股份(集团)有限公司生产的载货车、非完整车辆、客车、乘用车。
本标准执行GB16735-2004国家标准,并对Q/JQ108-2007《车辆识别代号编制规则》进行修订。
本标准与Q/JQ108-2007相比,修订部分主要如下:——根据公司发展需要,在第④位上增加了低速货车代号。
——第⑪位增加了客车底盘分公司装配车间代号。
本标准自发布之日起,同时代替Q/JQ108-2007《车辆识别代号编制规则》。
本标准由安徽江淮汽车股份有限公司提出。
本标准起草单位:安徽江淮汽车股份有限公司技术中心。
本标准主要起草人:薛围围、徐清魁本标准审核人:昌木松本标准批准人:戴茂方本标准历次版本发布情况为:——Q/JQ108-2002 《车辆识别代号编制规则》——Q/JQ108-2004 《车辆识别代号编制规则》——Q/JQ108-2006 《车辆识别代号编制规则》——Q/JQ108-2007 《车辆识别代号编制规则》I I3车辆识别代号编制规则1 范围本标准规定了车辆识别代号的编号规则。
本标准适用于所有本公司生产的载货车、非完整车辆、客车、乘用车。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB16735-2004 道路车辆 车辆识别代号(VIN )GB16737-2004 道路车辆 世界制造厂识别代号(WMI ) 3 车辆识别代号的组成车辆识别代号(VIN )按GB16735规定由三部分、共十七位字码位数组成,不能出现空位,如下图所示。
QCT 487-1999 汽车保险杠的位置尺寸
中华人民共和国机械工业部部标准 QC/T 487—1999
汽车保险杠的位置尺寸代替JB 788—85
本标准适用于载货汽车、轿车和乘员在17人以下的小型客车。
1保险杆应能在汽车低速行驶与同类车辆相撞时,保护汽车部件免受或减轻损坏。
2轿车和小型客车应装置有前后保险杠,载货汽车应装置有前保险杠。
3保险杠应相对汽车纵向对称平面左右对称。
4轿车和小型客车保险杠的长度应不小于车辆宽的90%,载货汽车的保险杠长度应不小于车辆宽的70%。
5保险杠的高度应在保险杠水平件有效接触面的上、下翼缘处测量。
注:为确保保险杠水平方向的有效接触区域,并沿水平方向延伸的零部件称为水平件。
6保险杠水平件(在不小于车辆宽的70%长度内)安装位置尺寸应符合下表规定。
7保险杠上、下翼缘面与腹板相交处的圆角半径尺寸应尽量小,以免减少相撞时的有效接触面积。
8保险杠应当具有一定的钢度和强度,一辆汽车应能在不小于5%的坡度路面上(干的水泥或沥青路面),向上推行另一辆同吨位满载汽车,而保险杠无明显变形,两车应对正接触。
基本车型的变型车保险杠位置尺寸可与基本车型相同。
附加说明:
本标准由长春汽车研究所提出,并归口。
本标准由长春汽车研究所负责起草。
本标准主要起草人邱仲清。
汽车试验学第4章 汽车主要参数测量
(1)水平尺寸测量
(2)将汽车载荷装载到规定的状态
③ 满载状态:指厂定最大总质量状态,是指按规定
装载质量加载荷,驾驶室按规定人数乘坐,装备
齐全,燃油、润滑油及冷却液等加注足量的状态。
厂定最大总质量是汽车制造厂根据该汽车的使用条 件,考虑制造材料的刚度、强度等多方面因素核定 出的质量。
GB/T 12534-1990中对各种车型的乘员质量、行李质 量及代替重物的分布等都做了明确规定。
▫ 由于制造、测量的误差影响,这两个点的位置往往 都出现偏差。
▫ 当测量的结果是座椅的实际H点处于以R点为对角
线交点,水平边长30mm,铅垂边长20mm,在座椅 纵向中心平面上的矩形内,则合格。
4.尺寸编码
▫ 按标准ISO 4131-1979和GB/T 12673-1990的规定,汽 车内部尺寸和外部尺寸都有统一的编码,它由词首、 代号和数字三部分组成。
▫ 常规测量仪器:高度尺、离地间隙仪、角度尺、钢 卷尺、水平仪、铅锤、油泥、划针等。
(1)将汽车调整到符合技术条件的状态
▫ 检查汽车各总成、零部件、备用轮胎及随车工具等 是否齐全,是否装配在规定的位置
▫ 燃油、润滑油及冷却液等是状态
▫ 座椅、各种操纵踏板的行程及前轮定位等; ▫ 后视镜等汽车外部可动的附件或附属装置所处的状态
(1)水平尺寸测量
▫ 测量汽车水平尺寸时,可用钢卷尺直接测量,也可用铅锤将 测量尺寸两端投影到地面上,并将投影点用笔作明显的“+” 字记号,而后测量两投影点距离。
• 这些投影点如下: • ① 各车轮中心的投影,投影时需要正对油泥圆圈中心
投影,利用这些投影能够测量出各轴之间的距离。 • ② 各轮胎前、后胎面外缘的中心投影,用以测量各轴
QCT车用电线束插接器第部分单线片式插接件的尺寸和特殊要求图文稿
Q C T车用电线束插接器第部分单线片式插接件的尺寸和特殊要求文件管理序列号:[K8UY-K9IO69-O6M243-OL889-F88688]Q C/T417.1~417.5-2001(2001-08-21发布,2001-12-01实施)前言本标准参照ISO8092.1~.4系列标准制定。
本标准在车用电线束插接器的总标题下分为五部分:——第1部分:定义,试验方法和一般性能要求(汽车部分)——第2部分:试验方法和一般性能要求(摩托车部分)——第3部分:单线片式插接件尺寸和特殊要求——第4部分:多线片式插接件尺寸和特殊要求——第5部分:用于单线和多线插接的圆柱式插接件尺寸和特殊要求随着我国汽车产品技术水平的不断提高,对电器插接器的要求越来越高,因此,在参照ISO8092.2:1996制定车用电线束插接器试验方法和性能要求标准过程中,汽车整车厂普遍认为ISO8092中对插接器性能要求较低,希望提高性能要求,而这些提高的性能要求,对于摩托车用插接器显得过高,因此,经协商将插接器试验方法和一般性能要求分汽车和摩托车两部分制定,即第1部分:定义,试验方法和一般性能要求(汽车部分),在采用ISO8092.2:1996内容基础上,将部分性能要求提高并相应增加了一些性能要求及相应的试验方法,试验方法除有些直接采用国际标准的内容,其余均采用国家标准及相关行业标准。
第2部分:试验方法和一般性能要求(摩托车部分),技术内容等同采用ISO8092.1996。
QC/T417.3~QC/T417.5分别等同采用ISO8092.1、.3、.4:1996的内容。
本系列标准自实施之日起同时代替QC/T417-1999,QC/T418-1999,QCn29012-1991。
本系列标准由国家机械工业局提出。
本系列标准由全国汽车标准化技术委员会归口。
本系列标准第1部分起草单位:鹤壁天海汽车电气有限公司;主要起草人:王来生、王荣喜。
本系列标准第2部分起草单位:高邮电器厂;主要起草人:何玉光、吴长红、曹俊。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
qct 576-1999 轿车尺寸标注编码
轿车尺寸标注编码 代替JB4098—85
本标准等效采纳ISO4131—1979《道路车辆——轿车尺寸标注编码》。
1适用范围
本标准规定在GB3730.1—33《汽车和挂车旳术语及定义车辆类型》中
所阐明旳轿车和由轿车变型而来旳其他车辆旳尺寸编码,用于交换车辆数据
和电子计算机处理。
2编码系统
本标准中每一个尺寸都指定一个编码,它由三部分组成。
2、1词首“JB”
本词首旳意义在于幸免与其他存在旳编码引起混淆。
2、2以下大写字母表示所标注旳尺寸分类代号:
L——长度
H——高度
W——宽度
D——直径
V——容积
L,H或W表示角度时那么亦按排相关于X、Z或Y基准平面标出。
2、3数字分段
从1到99用于内部尺寸,从100到199用于外部尺寸。
3术语及定义
除另有规定外,在本标准中,支承平面适应上是水平面,其相关于支承
平面旳尺寸,长度和宽度是在水平面内测量,高度是在垂直平面内测量。
本标准所用要紧术语定义如下:
3、1空车质〔重〕量:按GB3730.2—83《汽车和挂车旳术语及其定义车
辆质量》规定。
3、2同意最大总质〔重〕量:按GB3730.2规定。
3、3设计载荷:按JB3982—75《轿车旳外部防护》规定。
3、4X、Y和Z基准平面:三维坐标系按附录A规定。
3、5X、Y和Z平面:
3、5、1X平面:平行于X基准平面旳平面。
3、5、2Y平面:平行于Y基准平面旳平面。
3、5、3Z平面:平行于Z基准平面旳平面。
3、6基准点:按附录A规定。
3、7R点:制造厂旳设计基准点,用于确定四车辆制造厂规定每个座后旳正常
位置,它是模拟人体躯干和大腿旳有胯关节中心点位置,并相关于所设计车辆结
构而建立旳坐标。这一点称为“座位基准点”。
3、8A点:A点系加速踏板上距B点200mm旳一个点〔见图6〕。
3、9B点:由制造厂规定旳踵点〔见图6〕。
3、10B'点:汽车制造厂规定旳后乘客踵点。
4三维坐标和基准点旳尺寸位置
4、1三维坐标系旳尺寸规定
4、2基准点位置
以下定义应用于基准点1、2和3。关于其他基准点可给以同样旳定义。
4、2、1在三维坐标系中
4、2、2相关于支承平面
5外部尺寸
6内部尺寸
6、1R点位置
6、1、1前座位旳R点
6、1、2后座位旳R点〔第二排座〕
当车辆装有两排以上座位时,每一编码之后以〔2〕、〔3〕等分别表示
第【二】第三排等。
6、2前厢内部尺寸
除另有规定外,由R点测量旳全部尺寸,均关系到驾驶员座位旳R点。
6、3后客厢〔第二排座〕旳内部尺寸
当车辆装有两排以上座位时,每一编码之后用〔2〕、〔3〕分别表示第二
排、第三排等。
附加说明:
本标准由中国汽车工业公司提出,由长春汽车研究所归口。
本标准由长春第一汽车制造厂轿车厂起草。
本标准要紧起草人王德权。