广州电视台(小蛮腰)钢结构施工流程图
广播电视中心大楼钢结构施工方案
目录第一章前言1第二章钢结构的制作2第三章钢结构安装施工准备9第四章钢结构安装19第五章钢结构的现场安装焊接32第六章高强度螺栓施工50第七章主要施工机械57第八章安全措施61第一章前言武汉广播电视中心大楼坐落汉口建设大道表年路口,建筑面积为74462/,其结构形式为钢筋混凝土框架一筒体剪力墙结构,主楼30层,其中地下室两层为停车场,局部区域为一层设备用房,裙楼5~5层,塔楼24楼为办公用房,塔楼上部为8层钢结构功能用房,顶部为直升机停机坪。
其建筑标高为164.8m,在主楼前面30层顶部装有钢结构电视发射塔,塔顶标高为198m。
其钢结构涉及较多如:裙楼屋面钢结构、顶层屋面钢结构、顶楼钢结构发射塔等,钢结构的制作和吊装是施工的技术难点之上。
第二章钢结构的制作(一)材质控制1. 向正规生产厂家定购钢材、焊材。
而且必须具备原始材质证明(物理性能、化学成份)及出厂合格证。
2. 钢材进厂后按批量进行抽样复试,凡复检不合格的坚决不投入使用。
3. 钢材进料前由质检部门对其表面状态(锈、麻坑等缺陷)按规范标准严格把关,凡超标者不得投产使用。
4. 焊材在使用前按规范进行烘焙处理。
5. 焊丝使用前认真进行油污、除锈处理。
(二)板材的号料及切割1. 翼、腹板的号料及切割,均编程输入德国进口的SXE·P500型数控切割机上完成。
切割面的表面粗糙度达2. 其他部分板件均由放样工制作样板号料,用半自动切割机或龙门剪床进行切割,切割面的表面粗糙度达,几何尺寸严格控制在规范允许的范围内。
(三)板材的校平、矫正和边缘加工1. 翼、腹板校平、矫正在国产辊压平机上完成,平面度不大于0.5‰。
厚度为25mm以上或超宽板件的校平采用人工火焰校正法,平面度不大于1‰。
2. 钢柱支座板及其他厚板的校平、矫正采用机械(500t油压机或100t 摩擦压力机)、火焰方法进行,平面度不大于1‰。
凡图纸或工艺要求的板材边缘加工和焊接坡口的加工均在12m刨边机或单臂刨上完成。
广州电视塔设计介绍建筑特点介绍ppt课件
建筑参数
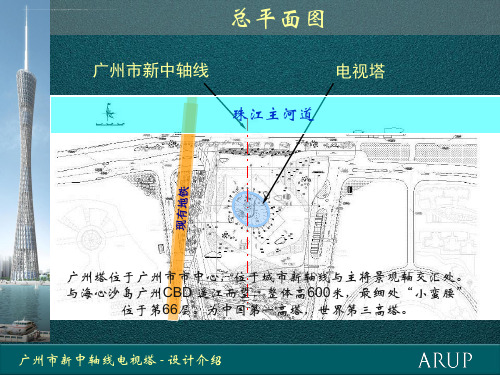
塔体高:450米 桅杆高:160米 总 高:610米 功能楼层:35(地面以上) 塔内面积:38,000m² 建筑总面积:116,000m²
广州市新中轴线电视塔 - 设计介绍
Parents generally value the first class, mainly to see whether the students can accept the tutor, so 火the灾fi袭rst来c时las要s 迅is速mo疏re散i逃mp生or,tan不t.可It蜂is 拥be而st出to或un留de恋rst财an物d ,the要s当tud机en立ts'断le,ar披nin上g浸sit湿ua的tio衣n f服irs或t, 裹to 上co湿mm毛un毯ic、ate湿 被we褥ll 勇wit敢h 地the冲ir 出pa去rents in advance, to make adequate preparations for the students' study habits, learning habits, good
广州“小蛮腰”工程概况
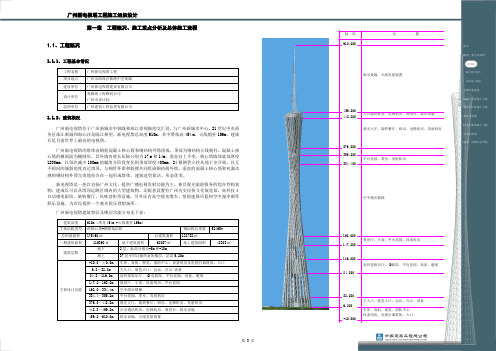
工程概况第一章 工程概况、施工重点分析及总体施工流程1.1、工程概况1.1.1、工程基本情况工程名称 广州新电视塔工程 项目地点 广州市海珠区新港中艺苑路 建设单位 广州新电视塔建设有限公司 设计单位 奥雅纳工程顾问公司 广州市设计院监理单位广州建筑工程监理有限公司1.1.2、建筑概况广州新电视塔位于广州新城市中轴线和珠江景观轴的交汇处,与广州新城市中心、21世纪中央商务区珠江新城和海心沙岛隔江相望。
新电视塔总高度610m ,其中塔体高454 m ,天线桅杆156m ,建成后是目前世界上最高的电视塔。
广州新电视塔的塔体由钢筋混凝土核心筒和钢结构外筒组成,顶部为钢结构天线桅杆。
混凝土核心筒的横剖面为椭圆形,其外墙内壁长短轴分别为17 m 和14m ,垂直向上不变,核心筒墙体底部厚度1200mm ,以每次减少100mm 的幅度分阶段变化到顶部厚度400mm 。
24根钢管立柱从地下室开始,以互不相同的倾斜角度直达塔顶,与钢管环梁和斜撑共同组成钢结构外筒。
垂直的混凝土核心筒和充满动感的钢结构外筒完美地结合在一起形成塔体,建筑造型简洁、形态优美。
新电视塔是一座以宣扬广州文化、提供广播电视发射功能为主,兼具观光旅游服务的综合性构筑物。
建成后可以从塔顶远眺区域内的大型建筑物,还配套设置有广州历史民俗文化展览馆、高科技4D动感电影院、旋转餐厅、风味食街等设施,另外还有高空观光缆车、惊险速降吊篮和空中漫步廊等娱乐设施。
为市民提供一个观光娱乐理想场所。
广州新电视塔建筑特征及楼层功能分布见下表:建筑高度610m (塔身454m +天线桅杆156m )主体结构类型 砼核心筒+钢框架结构 钢结构总重量52465t总用地面积 175460㎡总建筑面积121788㎡ 一期建筑面积 116390㎡ 地下建筑面积68087㎡地上建筑面积48303㎡ 建筑层数地下 2层,标高分别为-5m 和-10m地上 37层不同功能的封闭楼层,层高5.20m主要设计功能-10.0~±0.0m 车库、食街、展览、消防中心、设备用房及电视台器材间、入口 6.8~32.8m 主入口、展览大厅、会议、办公/设备84.8~116.0m 高科技娱乐厅、4D 电影院、平台花园、设备、避难 147.2~168.0m观景厅、小食、设备用房、平台花园 168.0~334.4m 空中漫步楼梯334.4~355.2m 平台花园、茶室、发射机房376.0~448.8m 观光大厅、旋转餐厅、厨房、电梯机房、发射机房 448.8~459.2m 公安通讯机房、电梯机房、观景台、娱乐设施 459.2~610.0m娱乐设施、天线发射装置标 高6.80032.80084.800116.000147.200168.000334.400355.200376.000448.800459.200610.000主入口、展览大厅、会议、办公、设备高科技娱乐厅、4D影院、平台花园、设备、避难观景厅、小食、平台花园、设备用房空中漫步楼梯平台花园、茶室、发射机房观光大厅、旋转餐厅、厨房、电梯机房、发射机房公共通讯机房、电梯机房、观景台、娱乐设施娱乐设施、天线发射装置功 能-10.000车库、食街、展览、消防中心设备用房、电视台器材间、入口工程概况工程概况东立面效果图东南立面效果图南立面效果图西南立面效果图西立面效果图西北立面效果图北立面效果图东北立面效果图工程概况1.1.3、结构概况 1.1.3.1、土建工程概况 1)、工程桩A 、B 、C 区工程桩分区图工程桩特征表序号类别桩直径 (mm )桩扩大头直径 (mm ) 桩顶相 对标高 (m ) 暂定桩长(m )数量 (根)主筋规格桩砼强度等级1C 区人工挖孔桩Φ3800 Φ5000-14.25010.0~19.4 24 Φ32(HRB335) C352 A 区 人 工 挖 孔 桩Φ1200 Φ1800-11.5 -12.5 -11.6 -11.9 -12.35 -12.6 -10.4 -12.012.0 23 Φ16,Φ18Φ20,Φ22,Φ25 (HRB335) C353Φ1200 Φ2200 12.0 14 Φ16,Φ18,Φ20 (HRB335) C354 Φ1400 Φ2400 12.0 43 Φ16,Φ18 Φ20,Φ22 (HRB335)C355 Φ1600 Φ2400 12.0 4 Φ28(HRB335) C356 Φ1600 Φ2600 12.0 18 Φ16,Φ18 (HRB335) C357 Φ1800 Φ2800 12.08 Φ18,Φ22 (HRB335) C35 8 Φ2200 ----- 12.0 7 Φ28(HRB335) C359 B 区 地 下 室 钻 孔 灌 注 桩Φ1000----- -6.50 -3.00 -6.70 -8.28 -2.00 -11.5 -9.8915.0 7 Φ16(HRB335) C30 10 Φ1200 ----- 15.07 Φ16(HRB335) C30 11 Φ1400 ----- 15.0 10 Φ16(HRB335) C30 12 Φ1600 ----- 15.0 19 Φ20(HRB335) C30 13 Φ1200 Φ2200 17.0 57 Φ18(HRB335) C30 14 Φ1400 Φ2400 17.0 16 Φ16(HRB335) C30 15 Φ1400 Φ2600 17.0 24 Φ16(HRB335) C30 16 Φ1600 Φ2800 17.0 22 Φ16(HRB335) C30 17Φ1800 Φ3000 17.0 12 Φ20(HRB335) C30 18 Φ2000 Φ3400 17.0 7 Φ20(HRB335) C30 19B 区 平台 层钻 孔灌 注桩Φ800----- -2.0015.0 18 Φ16(HRB335) C30 20 Φ1000 ----- 15.0 47 Φ16(HRB335) C30 21 Φ1200 Φ220017.060 Φ18(HRB335) C30 22 Φ1400 ----- 15.0 18 Φ16(HRB335) C30 23 Φ1400 Φ2400 17.0 43 Φ16(HRB335) C30 24Φ1400Φ260017.02Φ16(HRB335)C30钻孔灌注桩设计技术要求1、泥浆应采用高塑性粘性膨润土造浆,造浆粘土胶体率不低于95%,含砂率不大于4%。
广东钢构工程施工程序(3篇)

第1篇一、工程准备阶段1. 设计审查:对钢构工程的设计方案进行审查,确保设计合理、安全、经济,符合相关规范和标准。
2. 材料设备采购:根据设计要求,采购钢材、焊接材料、连接件、涂料等材料,以及相关设备。
3. 施工现场准备:清理施工现场,平整场地,搭建临时设施,如施工办公室、材料堆场、施工便道等。
4. 技术交底:组织施工人员学习施工图纸和施工方案,明确施工要求、技术规范和质量标准。
二、基础施工阶段1. 地基处理:根据地质勘察报告,对地基进行适当处理,确保地基承载力满足设计要求。
2. 基础施工:按照设计要求,进行基础施工,包括混凝土基础、预应力混凝土基础等。
3. 基础验收:对基础施工质量进行检查,确保符合设计要求,办理验收手续。
三、钢构主体施工阶段1. 钢材加工:对钢材进行切割、焊接、下料、矫正等加工,确保加工尺寸准确、表面质量良好。
2. 钢构安装:按照设计图纸和施工方案,进行钢构构件的安装,包括立柱、梁、板、屋面等。
3. 钢构焊接:对钢构构件进行焊接,确保焊接质量符合规范要求。
4. 钢构连接:采用螺栓连接、焊接连接等连接方式,确保钢构构件的连接牢固。
5. 钢构防腐:对钢构表面进行防腐处理,如涂装、喷锌等,延长使用寿命。
四、装饰装修阶段1. 内外墙装饰:对钢构工程内外墙进行装饰,包括涂料、石材、瓷砖等。
2. 地面装修:铺设地面材料,如地砖、木地板等。
3. 天花板装修:安装天花板吊顶,包括铝扣板、石膏板等。
4. 室内设施安装:安装门窗、水电、消防等设施。
五、竣工验收阶段1. 施工质量检查:对施工质量进行全面检查,确保符合设计要求和规范标准。
2. 验收手续办理:办理工程验收手续,包括质量验收、消防验收、安全验收等。
3. 工程移交:将工程移交给业主,进行后续的运营维护。
六、工程保修阶段1. 工程保修:按照国家相关法律法规,对工程进行保修,确保工程质量。
2. 工程维护:对工程进行定期检查和维护,确保工程长期稳定运行。
广州电视塔钢结构施工技术

1. 工程概况1.1 建筑概况总用地面积约17.6万m2 总建筑面积99946m2塔楼主体高度454m桅杆高度156m总高610m钢结构总量50000t电视塔及世界超高层建筑排名1.2 结构组成1) 钢结构外筒是结构主要的承重和抗侧力构件,包括三种类型的杆件立柱,环和斜撑。
外筒共有24根柱,全部采用钢管混凝土组合柱。
2) 桅杆天线高度达156米,位于塔体顶部,下部采用格构式钢结构,上部为箱型结构。
桅杆天线上部楼层观光楼梯中部楼层下部楼层混凝土核心筒结构截面内径尺寸为:14mX17m标高:-16m至+448m,总高464m壁厚从2m至0.4m不等,多孔洞劲性钢骨共14根,为H型钢截面第一环结构投影中心线第四十六环结构投影中心线核心筒内墙投影线YX钢结构外筒中心偏离核心筒中心布置, 钢结构顶部与底部的结构中心偏移达9m楼层结构示意楼层主梁与混凝土核心筒及外筒钢结构铰接连接,大量采用关节轴承。
结构特点:(1)结构超高—— 610m(2)结构扭转——扭转45度(3)结构偏斜——没有统一的结构中心(4)钢结构重——单件80t,总量5万吨(5)结构细柔——腰部直径最小仅20m (6)楼层缺失—— 50%以上缺失(7)焊接连接——高强管材斜交高空焊接1.3 施工环境a) 地理环境紧邻珠江,地下室遍布b) 气侯影响气温湿度雷雨大风图 例群柱稳定性试验细腰段整体模型试验群柱面外无支撑长度大;失稳形态细腰段150多米与核心筒无连接2、塔体安装总体技术路线以外挂爬升式塔吊和重型履带起重机为主要施工机械,以每一环作为施工区段,根据起重能力和楼层(支撑)布置状况划分吊装单元,以楼层梁或临时支撑作为施工阶段外筒结构稳定构件,自下而上,柱、斜撑和环梁同步施吊,综合安装区段钢结构。
天线桅杆安装总体技术路线改外挂爬升塔吊为外附自升塔吊,进行天线格构结构和临时辅助钢结构的安装,在格构结构内分段组装实腹式天线段,设液压可调导轮导轨系统作导向及抗风纠偏装置,以液压千斤顶为提升设备,由计算机多参数自动控制,实现实腹段天线桅杆的超高空连续提升,一次就位安装。
钢结构电视塔塔楼悬挑施工平台安装工法

钢结构电视塔塔楼悬挑施工平台安装工法1.前言近年来,国内许多城市相继开始建造超高层全钢结构的电视发射塔。
全钢结构的电视发射塔往往呈现地域特色,造型别致。
由于电视塔超高及地标属性,不但可承担广播电视信号发射功能。
而且为了更加发挥其文化示范及经济引领作用,对于其功能更是增加了旅游观光、餐饮等功能,而电视塔结构中处于超高空的塔楼就当仁不让的成为这一功能的载体。
这就要求塔楼结构平面尺寸巨大才能满足使用功能要求,造成塔楼结构悬挑增大。
这给塔楼钢结构施工及塔楼外面建筑装饰施工带来极大挑战。
如何安全、高效的解决超高空大悬挑施工平台的安装、拆除是必须解决的难点和重点。
本工法结合周口广播电视多功能发射塔工程的施工经验,编制钢结构电视塔塔楼悬挑施工平台安装工法。
2.工法特点2.0.1平台结构设计采用软件建模及进行受力分析、强度和稳定性验算:1 按照塔楼钢结构平面图纸及施工平台需求,建立平台结构的制作及三维模型,进行塔体结构及平台自身结构的承重受力分析、强度及稳定性验算,解决了平台结构的设计困难。
2 在结构建模完毕,并经过审核后,利用软件功能直接生成钢构件的零部件图及组装图纸、平面定位及立面安装等安装图纸,并为平台安装的支承点进行了设计规划,以指导钢结构制作及现场安装进行。
2.0.1 平台结构采用地面组合加高空吊装组合的方式进行安装:由于平台大悬挑,大跨度的构造,安装完毕后可简化为平面桁架体系,为了节约结构安装时间,提高效率及保证施工质量,结构安装采用地面组合加高空吊装组合的方式进行。
在地面将两榀相邻的桁架梁及其联接横梁组合成单元体,然后用平衡配重吊装方法就位后;再将其他组合件就位后,再安装两组合单元之间的横梁及铺装面,直至完成结构单元的安装。
既节约结构安装时间,又提高效率及保证施工质量、降低施工安全风险。
2.0.2 平台外立面的安全围护结构采用钢丝绳结网立体垂直分段安装:由于悬挑施工处在超高空位置,其外立面的安全维护按照塔楼结构分层安装,在下层平台桁架及上层平台悬挑梁外端焊接U型吊环,作为维护结构主立绳固定节点,然后在立绳上按照规划好的水平间距用绳卡固定水平钢丝绳,当立绳与水平绳形成网状结构后,在其上安装安全网及密目网,完成平台外围护,以保证后续施工的安全。
广州新电视塔B标双向铰加工制作工艺汇报(浙江精工)

检验
2、销轴机加工工艺流程
原材料进厂检 验(检测)
下料
粗加 工
调质
数控机床
精加工
检验 (2种)
电镀锌 (30)
12
3、销轴盖板加工工艺流程
数控车床
数控车床
摇臂钻
原材料进厂检 验
下料
车端面、外 圆
车圆弧 面
检验
热浸锌 (120+60)
打孔 攻丝
4、咬合键加工工艺流程
数控切割机
铣床
原材料进厂检验
下料
精加工
17 钢板
50mm钢板(Q345C+Z15+探伤) 舞阳、武钢 T
18 钢板
60mm钢板(Q345C+Z15+探伤) 舞阳、武钢 T
19 钢板
80mm钢板(Q345C+Z25+探伤) 舞阳、武钢 T
20 钢管柱
φ600*30(Q345C)
紫金、武晓 T
21 钢管柱
φ750*35(Q345C)
紫金、武晓 T
• 2、销轴的验收:
(1)销轴应进行无损检测,检测项目为起声波和磁粉探伤,自检比例为100%;第 三方探伤为 5%,且每个炉批号不少于1件,并在施工现场检测。
(2)超声波检测分两个阶段,一阶段是原材料进厂后,二阶段是热处理(调质)后。
(3)超声波探伤按《锻轧钢棒超声波检验方法》(GB/T4162-1991)执行,其质量 合格级别为B级。
•
安全象只弓,不拉它就松,要想保安 全,常 把弓弦 绷。20.12.721: 52:0721:52Dec-207- Dec-20
•
得道多助失道寡助,掌控人心方位上 。21:52:0721: 52:0721:52Monday, December 07, 2020
广州“小蛮腰”工程概况

概况、工第一章 工程概况、施工重点分析及总体施工流程1.1、工程概况1.1.1、工程基本情况工程名称 广州新电视塔工程项目地点 广州市海珠区新港中艺苑路建设单位 广州新电视塔建设有限公司设计单位奥雅纳工程顾问公司广州市设计院监理单位 广州建筑工程监理有限公司1.1.2、建筑概况广州新电视塔位于广州新城市中轴线和珠江景观轴的交汇处,与广州新城市中心、21世纪中央商务区珠江新城和海心沙岛隔江相望。
新电视塔总高度610m ,其中塔体高454 m ,天线桅杆156m ,建成后是目前世界上最高的电视塔。
广州新电视塔的塔体由钢筋混凝土核心筒和钢结构外筒组成,顶部为钢结构天线桅杆。
混凝土核心筒的横剖面为椭圆形,其外墙内壁长短轴分别为17 m 和14m ,垂直向上不变,核心筒墙体底部厚度1200mm ,以每次减少100mm的幅度分阶段变化到顶部厚度400mm 。
24根钢管立柱从地下室开始,以互不相同的倾斜角度直达塔顶,与钢管环梁和斜撑共同组成钢结构外筒。
垂直的混凝土核心筒和充满动感的钢结构外筒完美地结合在一起形成塔体,建筑造型简洁、形态优美。
新电视塔是一座以宣扬广州文化、提供广播电视发射功能为主,兼具观光旅游服务的综合性构筑物。
建成后可以从塔顶远眺区域内的大型建筑物,还配套设置有广州历史民俗文化展览馆、高科技4D动感电影院、旋转餐厅、风味食街等设施,另外还有高空观光缆车、惊险速降吊篮和空中漫步廊等娱乐设施。
为市民提供一个观光娱乐理想场所。
广州新电视塔建筑特征及楼层功能分布见下表:建筑高度 610m (塔身454m +天线桅杆156m )主体结构类型砼核心筒+钢框架结构钢结构总重量 52465t总用地面积175460㎡总建筑面积121788㎡一期建筑面积116390㎡地下建筑面积 68087㎡地上建筑面积 48303㎡建筑层数 地下2层,标高分别为-5m 和-10m地上37层不同功能的封闭楼层,层高主要设计功能~±车库、食街、展览、消防中心、设备用房及电视台器材间、入口~主入口、展览大厅、会议、办公/设备~高科技娱乐厅、4D电影院、平台花园、设备、避难~观景厅、小食、设备用房、平台花园~空中漫步楼梯~平台花园、茶室、发射机房~观光大厅、旋转餐厅、厨房、电梯机房、发射机房~公安通讯机房、电梯机房、观景台、娱乐设施~娱乐设施、天线发射装置标 高610.000功 能概况、工东立面效果图东南立面效果图南立面效果图西南立面效果图西立面效果图西北立面效果图北立面效果图东北立面效果图1.1.3、结构概况1.1.3.1、土建工程概况1)、工程桩概况、工概况、工23)、核心筒部分概况、工核心筒典型平面核心筒概况表4 4 3 32 21 1标高范围(m)核心筒外墙厚度(mm)核心筒内墙厚度(mm)工字钢型钢骨尺寸核心筒砼强度等级H(mm)B(mm)Tw(mm)Tf(mm)400400,2002003001825C40 500400,2002003001825C40 500400,2002003001825C50 500400,3002502003001825C50 500400,3002502003001825C601.1.3.2、钢结构工程概况钢结构主要包括钢结构外筒、功能楼层及水平支撑和天线桅杆等结构。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1、工程开工
1)本工程A、C区土方及支护将于2006年4月底完成。
2)2006年5月1日正式移交现场,工程正式开工。
2、桩基施工
1)本工程工程桩分三个区域进行施工。
2)A、C区工程桩先行施工,于2006年7月24日施工完成。
3、外筒钢柱脚预埋安装
1)大直径人工挖孔桩施工结束后,外筒钢柱脚开始预埋,于2006年7月24完成。
2)同时进行-18.8~-10.0m标高段核心筒箱型基础施工。
4、A、C区-10m基础底板施工。
1)2006年9月10日A、C区-10m基础底板完成。
2)在基础底板开始施工时,机电预埋配合施工。
5、R1环外筒钢结构分节安装
1)A、C区底板砼达到设计强度后,采用100t履带吊分节安装。
2006年9月
24日安装完成。
2)B区工程桩于2006年9月19日开始施工。
6、A、C区地下室施工
1)A、C区-5m层、±0m层于2006年11月26日完成。
2)B区桩基于2007年11月17日施工完成。
7、A区广场层结构施工。
1)R1环外筒钢结构安装完成后,进行A区广场层结构施工,于2007年8、内筒提模装置安装
1)核心筒施工至30.2m后开始安装提模系统,于2007年2月7日完成。
8、M760D、M900D安装
1)核心筒于2007年3月7日施工至40.6m时,塔吊开始安装,2007年3月31日
M760D、M900D安装完成。
2)B区广场层于2007年3月31日施工结束。
10、R2环及以上外筒钢结构安装。
M760D、M900D塔吊安装完成后,于2007年4月1日开始安装R2 环及以上外筒钢结构。
同时核心筒继续施工。
11、机电管线安装和玻璃幕墙插入施工
1)机电管线安装于2007年6月3日插入施工,从地下室开始安装,此时27.6m
转换桁架完成。
2)玻璃幕墙于2007年7月4日开始插入施工,从下向上施工,此时外筒钢结
构完成R8环安装,组合楼板施工至32.8m层。
12) 内装饰施工
1)内装饰于2007年10月29日插入施工,从地下室开始施工。
2)此时核心筒施工至227.8m 高度,外筒钢结构R17环安装完成。
3)机电和玻璃幕墙继续施工。
、机电高区送电。