锡焊工艺烙铁头形状的选择
锡焊工艺烙铁头形状的选择
杭州辛达狼焊接科技有限公司
无铅焊料焊接过程中使用怎样的烙铁头?
要求使用无铅烙铁头,同样重要的是选择烙铁头的设计。
无铅工艺较为严格,使用正确的烙铁头对于防止缺陷大有帮助。
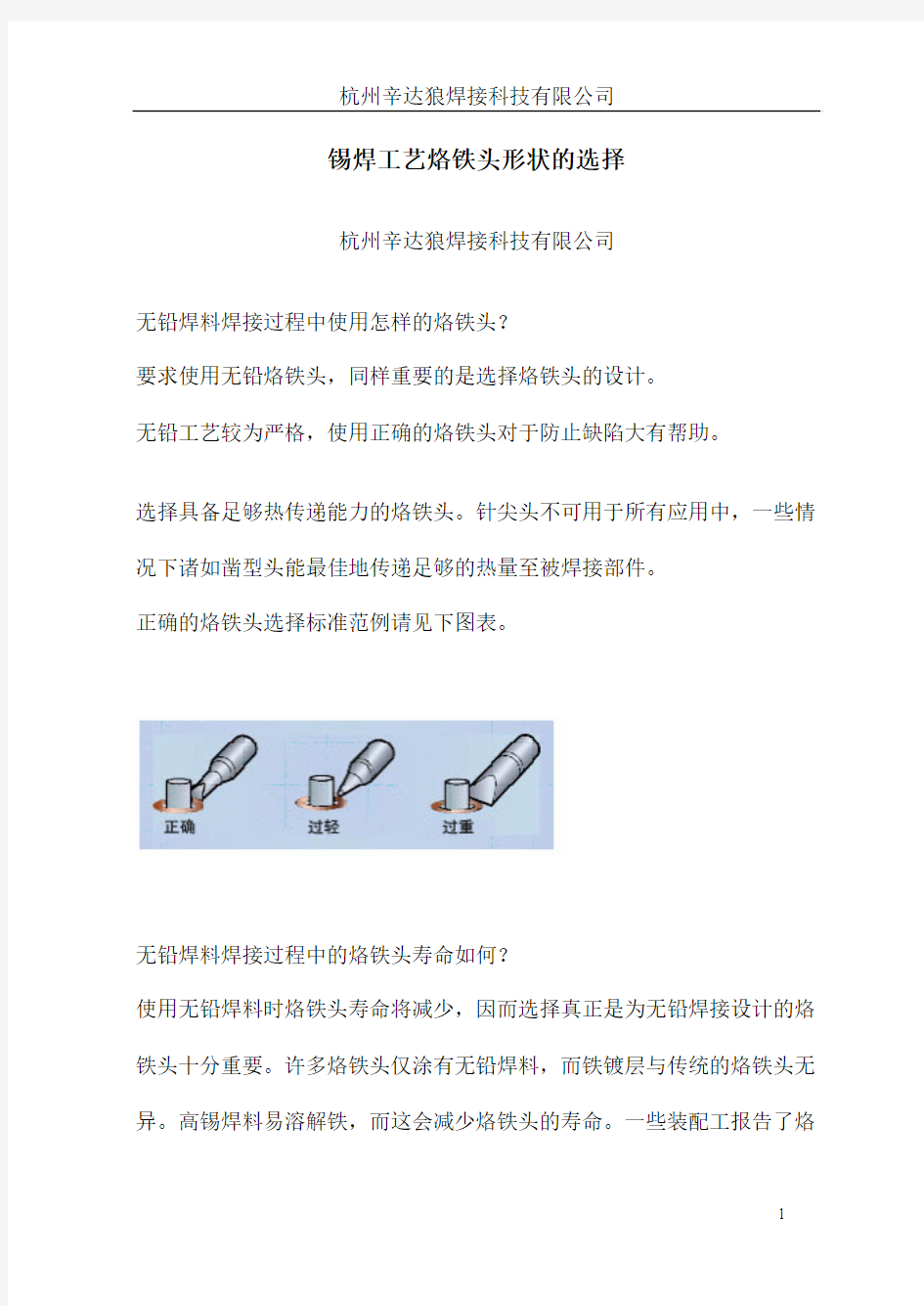
选择具备足够热传递能力的烙铁头。针尖头不可用于所有应用中,一些情况下诸如凿型头能最佳地传递足够的热量至被焊接部件。
正确的烙铁头选择标准范例请见下图表。
无铅焊料焊接过程中的烙铁头寿命如何?
使用无铅焊料时烙铁头寿命将减少,因而选择真正是为无铅焊接设计的烙铁头十分重要。许多烙铁头仅涂有无铅焊料,而铁镀层与传统的烙铁头无异。高锡焊料易溶解铁,而这会减少烙铁头的寿命。一些装配工报告了烙
铁头寿命的重大缩减,例如,一位制造商报告以63/37进行焊接时,烙铁头可使用3个月,而以无铅焊料焊接时,其寿命仅为3周。
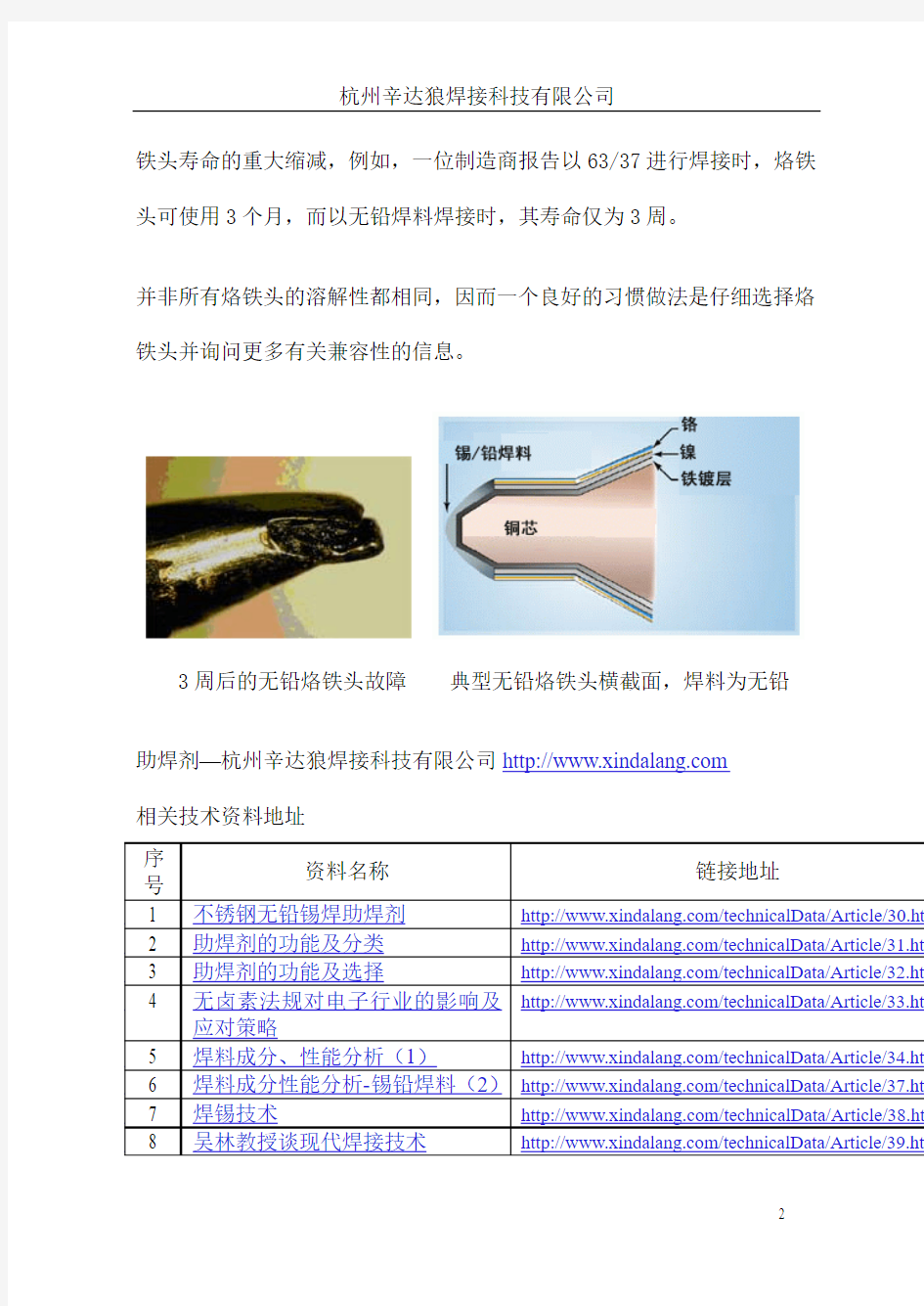
并非所有烙铁头的溶解性都相同,因而一个良好的习惯做法是仔细选择烙铁头并询问更多有关兼容性的信息。
3周后的无铅烙铁头故障典型无铅烙铁头横截面,焊料为无铅
助焊剂—杭州辛达狼焊接科技有限公司https://www.360docs.net/doc/b915026584.html,
相关技术资料地址
手工锡焊工艺标准
手机装配及测试工艺流程 编辑人审核人批准人 制订部门工程部密级 □绝密□机密□秘密■一般文件 发文范围 会签部门签名会签部门签名会签部门签名■生产部■工程部 ■品质部■人事部 修订记录 序号修订 号 修订日期修改内容及理由 更改 人 批准人 1 2 3
注:包含于本文件的信息属于深圳市和信通讯技术有限公司的财产,本文件的持有者应保守本文件之所有信息的机密,未经许可,不得向第三方泄漏或发布文件的全部或部分信息. 1目的 明确手工锡焊工艺培训要求,提供培训支持。 2适用范围 本文件适用深圳市和信通讯技术有限公司。 3参考文件 4定义 4.1PCB---印刷线路板/ Printed Circuit Board。 4.2PCBA----印刷线路板组件,Printed Circuit Board +Assembly, 一般指已贴装元 件的主板/副板。 4.3焊盘---PCB 表面用于贴装、焊接元件而预留的非绝缘部分,也包括插孔。 4.4电烙铁---利用电能加热并可控制温度,以达到锡焊工艺条件的一种工具;主要由 电源、手柄、烙铁头、温控/调温器、加热器等组成。 4.5空焊/假焊——零件脚或引线脚与焊盘间没有锡或其它因素造成没有连接。
4.6极性反向——MIC/听筒等有极性的元件,极性对应错误。 4.7焊盘损伤——焊盘在制程过程中,受外力作用损坏,表现在划伤、氧化、脱落等。 4.8连锡/短路---焊盘间因锡连接形成通路,造成不良。 5职责 5.1工程部---负责此资料的定期更新与完善、培训技术支持。 5.2生产部---培训并考核员工。 5.3作业员---参加培训并通过考核;严格按要求作业,现场 5S 维持。 6流程 6.1流程图
手工锡焊工艺标准
手机装配及测试工艺流程
注:包含于本文件的信息属于深圳市和信通讯技术有限公司的财产,本文件的持有者应保守本文件之所有信息的机密,未经许可,不得向第三方泄漏或发布文件的全部或部分信息. 1目的 2 3 4 4.3焊盘---PCB 表面用于贴装、焊接元件而预留的非绝缘部分,也包括插孔。 4.4电烙铁---利用电能加热并可控制温度,以达到锡焊工艺条件的一种工具;主要由 电源、手柄、烙铁头、温控/调温器、加热器等组成。 4.5空焊/假焊——零件脚或引线脚与焊盘间没有锡或其它因素造成没有连接。
4.6极性反向——MIC/听筒等有极性的元件,极性对应错误。 4.7焊盘损伤——焊盘在制程过程中,受外力作用损坏,表现在划伤、氧化、脱落等。 4.8连锡/短路---焊盘间因锡连接形成通路,造成不良。 5职责 6
手工锡焊作业流程图(一) 6.2 锡焊原理 锡焊是通过扩散、润湿、形成合金层来达到金属间连接的; 扩散---在温度升高时,并达到一定近距离接触的情况下,金属原子在晶格点阵中呈热振动状态,会从一个晶格点陴自动地转移到其他晶格点阵;锡焊时,焊料和工件金属表面的温度较高,焊料与工件金属表面的原子相互扩散,于是在两者界面形成新的合金。 润湿---是发生在固体表面和液体之间的一种物理现象;在焊料和工件金属表 作业区清洁/整理 作业物料准备 烙铁点检 定位/加锡/焊接 修复/重工 焊接后自检 流入下工序 清洁/整理/关风/ 烙铁修复/更换 OK OK NG NG 作业完
面足够清洁的前提下,加热后呈熔融状态的焊料会沿着工件金属的凹凸表面,靠毛细管的作用扩展,焊料原子与工件金属原子靠原子引力互相起作用,就可以接近到能够互相结合的距离。 合金层---润湿后,焊点温度降低到室温,这时就会在焊接处形成由焊料层、 合金层和工件金属表层组成的结构;合金层形成在焊料和工件金属界面之间; 冷却时,合金层首先以适当的合金状态开始凝固,形成金属结晶,而后结晶向未凝固的焊料生长。 手工锡焊原理(二) 手工锡焊原理(三) 6.3电烙铁及烙铁头 烙铁温度每日点检: 将温度设置为作业要求的温度; 待加热指示灯开始闪烁时,将烙铁头放在温度测试头中间部位; 加锡使用烙铁头与测温头接触良好; 读取测出的温度是否与设定温度一致,温差应在±5℃范围内; 烙铁温度每月校准: 当烙铁温度点检出现异常或每月检查时,应对烙铁的实际温度和显示温
钻孔桩破桩头环切工艺方案
钻孔桩破桩头环切工艺方案.仁博高速公路TJ16合同段 钻孔桩破桩头环切工艺方案
TJ16仁博高速公路标合同段项目经理部 2 二〇一五年十二月
录目............................... ............................... 1 一、工程概 况 ............................ ............... 1 二、施工特点及适用范 围 ............................
.... 1 三、工艺流 程 ............................ ............................... .... 1 四、工艺原 理 ............................ ............................... .... 1五、施工机 具 ............................ ............................... . (1) 六、施工工 艺 ............................ ............................. 16.施工放 样 ............................ ................. 16.放样、基坑开挖. ............................... ..... 2标高抄平、位置标示 6.3............................ ....... 2环向切缝、钢筋剥离
手机摄像头模组生产工艺的SMT流程及SMT应用分析修订稿
手机摄像头模组生产工艺的S M T流程及S M T 应用分析 公司标准化编码 [QQX96QT-XQQB89Q8-NQQJ6Q8-MQM9N]
手机摄像头模组生产工艺的SMT流程及SMT应用分析 摘要 随着通信技术的不断扩延,手机已成为人们生活、工作、学习、娱乐不可或缺的工具。而手机摄像头模组是手机中非常重要的组件之一,其品质的好坏直接影响手机整体品质的高低。因此在手机摄像头模组生产的过程中每一步都是要严格把关的,不能有丝毫的懈怠。在手机摄像头模组中,FPC软电路板是决定手机照相生成图片的关键组件之一,因此它的生产工艺及质量好坏显得尤为重要。 基于此,首先简单介绍了手机摄像头模组原理以及SMT技术在手机摄像头模组生产工艺中的应用,着重阐述了手机摄像头模组FPC软电路板的改良设计和SMT生产工艺流程及产品质量分析。根据手机摄像头模组FPC软电路板的具体要求,合理进行SMT技术指标优化,分析研究了手机摄像头模组再流焊SMT焊接温度分布曲线。针对FPC软电路板产品设置了AIO(automatic optical inspection)检测及ICT在线测试方法。 关键字:手机摄像头模组 SMT AIO检测 ICT在线测试
Mobile phone camera module production technology of SMT processes and SMT application ABSTRACT Summary as communication technologies continues expansion, mobile phone has become the people's life, work, learn, play an indispensable tool. Mobile phone camera module is one of the very important components in the mobile phone, its quality directly affect the overall level of quality phones. In the mobile phone camera module production at every step in the process is to strictly, there can be no slack. Mobile phone camera module in the FPC flexible circuit board is to determine the key components of the camera phone picture, therefore its production process and the quality is particularly important. Based on this, the first simply introduced the mobile phone camera module principle and SMT technology and its application in mobile phone camera module production, focusing on mobile phone camera module is described FPC flexible circuit board design and analysis of SMT production process and product quality. According to mobile phone camera module FPC flexible circuit board requirements, reasonable SMT technical specifications, analysis of mobile phone camera module for reflow SMT soldering temperature distribution flexible circuit board set AIO products (automatic optical inspection) test online test methods and ICT. Keyword: mobile phone camera module;SMT;AIO ICT;on-line test
手工电弧焊焊接工艺和流程
手工电弧焊焊接工艺和流程工艺适用于低碳钢,低合金高强度钢,及各种大型钢结构工程制造的焊接,确保焊接生产施工质量,特制订本工艺。 一、焊前准备 1、根据施焊结构钢材的强度等级,各种接头型式选择相应强度等级牌号焊条和合适焊条直径。 2、当施工环境温度低于零度,或钢材的含碳量大于%及结构刚性过大,构件较厚时应采用焊前预热措施,预热温度为80℃-100℃,预热范围为板厚的5倍,但不小于100毫米。 3、工件厚度大于6毫米对接焊时,为确保焊透强度,在板材的对接边沿应开切V型或X型坡口,坡口角为60度,钝边P=0-1毫米,装配间隙为0-1毫米,当板厚差≥4毫米时,应对较厚板材的对接边缘进行削斜处理。 4、焊条烘焙:酸性药皮类型焊条焊前烘焙150℃*2保温2小时,碱性药皮类焊条焊前必做进行300℃-350*2烘焙,并保温2小时才能使用。 5、焊前接头清洁要求:在坡口或焊前两侧30毫米范围内,应将影响质量的毛刺,油污,水,锈脏物,氧化皮等必须清洁干净。 6、在板缝二端如余量小于50毫米时,焊缝二端应加引弧,熄弧板,其规格不小于50*50毫米。 二、焊接材料的选用 1、首先应考虑,母材强度等级与焊条强度等级相匹配和不同药皮类型焊条的使用特性。
2、考虑物件工作环境条件,承受动、静载荷的极限,高应力或形状复杂,刚性较大,应选用抗裂性能和冲击韧性好的低氢型焊条。 3、在满足使用性能和操作性能的前提下,应适当选用规格大效率高的铁粉焊条,以提高焊接生产效率。 三、焊接规范 1、应根据板厚选择焊条直径,确定焊接电流(如表)。 板厚(mm)焊条直径(Φ:mm)焊接电流(A:安倍)备注 3 80-90 不开坡口 8 110-150 开V型坡口 16 160-180 开X型坡口 20 180-200 开X型坡口 该电流为平焊位置焊接,立、横、仰焊时焊接电流应降低10-15%,大于16毫米板厚焊接底层选Φ焊条,角焊焊接电流应比对接焊焊接电流稍大。 2、为使对接焊缝焊焊透,其底层焊接应选用比其他层焊接的焊条直径较小。 3、厚件焊接,应严格控制层间温度,各层焊缝不宜过宽,应考虑多道多层焊接。 4、对接焊缝正面焊接后,反面使用碳气刨扣槽,并进行封底焊接。 四、焊接程序 1、焊接板缝,有纵横交叉的焊缝,应先焊端接缝后焊边接缝。 2、焊缝长度超过1米以上,应采用分中对称焊法或逐步码焊法。 3、结构上对接焊缝与角接焊缝同时存在时,应先焊板的对接焊缝,后焊物架对接焊缝。最后焊物架与板的角焊缝。 4、凡对称物件应从中央向前尾方向开始焊接,并左、右方向对称进
环切法桩头破除施工工艺
环切法桩头破除施工工艺 1 环切法桩头破除的优点 常规的桩头破除工艺是采用人工结合空压机和风镐直接进行破除作业,作业范围局限,作业效率低,外观差,桩头质量难以保证。而采用环切法桩头破除工艺可以保证伸入承台部分的桩基的质量满足规范和设计的要求,并可以提高桩头破除作业效率。 2 环切法桩头破除施工工艺 2.1 工艺流程 工艺流程如图2.1所示。 图2.1 施工工艺流程图 2.2 基坑开挖 采用挖机开挖基坑,人工配合。挖机挖至距承台底标高30cm时,采用人工开挖、清理并找平。基坑开挖完成后及时在基坑四周设置排水沟,安装防护栏杆。 图2.2 基坑开挖完成后效果图
2.3 位置标示 基坑清理完毕后,对设计桩顶标高进行测量定位,并用红油漆在设计桩顶处,标出环向切割线。 图2.3 环向切割线标识 2.4 环向切割 施工前为保护桩头的整体性,先采用手持式混凝土切割机,沿桩顶标记红线进行环向切割,深度控制在3cm,避免伤及桩基主筋。 图2.4 环向切割示意图 2.5 环向开槽 桩顶标高处环向切割缝切割完成后,在桩顶环切线上部约10cm位置再切一道环切缝,在2道环切缝中间用风镐小心地凿出一条环形槽,槽宽约10cm,深度以找出主筋为标准,在设计桩顶处形成一条保护隔离带,彻底消除破桩头时混凝土裂纹向下延伸的可能。
图2.5 环向开槽效果图 2.6 剥离钢筋 剥离钢筋是桩头凿除施工的主要步骤,在环形槽以上采用手持式风镐凿出桩顶钢筋,使钢筋与混凝土彻底脱离。 图2.6 剥离钢筋效果图 2.7 切断桩头 在环型槽位置水平打入钢钎,切断桩头。钢钎孔宜沿桩周对称布置4个,角度严禁向下倾斜,以免造成提桩头时桩芯标高低于设计标高。
手工焊接工艺规范
手工焊接工艺规范 1、目的 规范在制品加工中手工焊接操作,保证产品质量。 2、适用范围 生产车间需进行手工焊接的工序及补焊等操作。 3、手工焊接使用的工具及要求 3.1焊锡丝的选择: 直径为0.8mm或1.0mm的焊锡丝,用于电子或电类焊接; 直径为0.6mm或0.7mm的焊锡丝,用于超小型电子元件焊接。 3.2烙铁的选用及要求: 3.2.1电烙铁的功率选用原则: 1)焊接集成电路、晶体管及其它受热易损件的元器件时,考虑选用20W内热式电烙铁。 2)焊接较粗导线及同轴电缆时,考虑选用50W内热式电烙铁。 3)焊接较大元器件时,如金属底盘接地焊片,应选100W 以上的电烙铁。 3.2.2电烙铁铁温度及焊接时间控制要求: 1)有铅恒温烙铁温度一般控制在280~360℃之间,缺省设置为330±10℃,焊接时间小于3秒。 焊接时烙铁头同时接触在焊盘和元件引脚上,加热后送锡丝焊接。部分元件的特殊焊接要 求: SMD器件:焊接时烙铁头温度为:320±10℃;焊接时间:每个焊点1~3秒。 拆除元件时烙铁头温度:310~350℃(注:根据CHIP件尺寸不同请使用不同的 烙铁嘴。) DIP器件:焊接时烙铁头温度为:330±5℃;焊接时间:2~3秒 注:当焊接大功率(TO-220、TO-247、TO-264等封装)或焊点与大铜箔相连, 上述温度无法焊接时,烙铁温度可升高至360℃,当焊接敏感怕热零件(LED、 CCD、传感器等)温度控制在260~300℃。 2)无铅制程 无铅恒温烙铁温度一般控制在340~380℃之间,缺省设置为360±10℃,焊接时间小于3秒,要求烙铁的回温每秒钟就可将所失的温度拉回至设定温度。 3.2.3电烙铁使用注意事项: 1)电烙铁不宜长时间通电而不使用,这样容易使烙铁芯加速氧化而烧断,缩短其寿命,同时 也会使烙铁头因长时间加热而氧化,甚至被“ 烧死” 不再“ 吃锡” 。 2)手工焊接使用的电烙铁需带防静电接地线,焊接时接地线必须可靠接地,防静电恒温电烙 铁插头的接地端必须可靠接交流电源保护地。电烙铁绝缘电阻应大于10MΩ,电源线绝缘 层不得有破损。 3)将万用表打在电阻档,表笔分别接触烙铁头部和电源插头接地端,接地电阻值稳定显示值 应小于3Ω;否则接地不良。 4)烙铁头不得有氧化、烧蚀、变形等缺陷。烙铁不使用时上锡保护,长时间不用必须关闭电 源防止空烧,下班后必须拔掉电源。
焊接工艺参数的选择
手工电弧焊的焊接工艺参数主要有焊条直径、焊接电流、电弧电压、焊接层数、电源种类及极性等。 1.焊条直径 焊条直径的选择主要取决于焊件厚度、接头形式、焊缝位置和焊接层次等因素。在一般情况下,可根据表6-4按焊件厚度选择焊条直径,并倾向于选择较大直径的焊条。另外,在平焊时,直径可大一些;立焊时,所用焊条直径不超过5mm;横焊和仰焊时,所用直径不超过4mm;开坡口多层焊接时,为了防止产生未焊透的缺陷,第一层焊缝宜采用直径为的焊条。 表6-4焊条直径与焊件厚度的关 系 mm 2.焊接电流 焊接电流的过大或过小都会影响焊接质量,所以其选择应根据焊条的类型、直径、焊件的厚度、接头形式、焊缝空间位置等因素来考虑,其中焊条直径和焊缝空间位置最为关键。在一般钢结构的焊接中,焊接电流大小与焊条直径关系可用以下经验公式进行试选: I=10d2 (6-1)式中 I——焊接电流(A); d——焊条直径(mm)。 另外,立焊时,电流应比平焊时小15%~20%;横焊和仰焊时,电流应比平焊电流小10%~15%。
3.电弧电压 根据电源特性,由焊接电流决定相应的电弧电压。此外,电弧电压还与电弧长有关。电弧长则电弧电压高,电弧短则电弧电压低。一般要求电弧长小于或等于焊条直径,即短弧焊。在使用酸性焊条焊接时,为了预热部位或降低熔池温度,有时也将电弧稍微拉长进行焊接,即所谓的长弧焊。 4.焊接层数 焊接层数应视焊件的厚度而定。除薄板外,一般都采用多层焊。焊接层数过少,每层焊缝的厚度过大,对焊缝金属的塑性有不利的影响。施工中每层焊缝的厚度不应大于4~ 5mm。 5.电源种类及极性 直流电源由于电弧稳定,飞溅小,焊接质量好,一般用在重要的焊接结构或厚板大刚度结构上。其他情况下,应首先考虑交流电焊机。 根据焊条的形式和焊接特点的不同,利用电弧中的阳极温度比阴极高的特点,选用不同的极性来焊接各种不同的构件。用碱性焊条或焊接薄板时,采用直流反接(工件接负极);而用酸性焊条时,通常采用正接(工件接正极)。
手工焊接工艺规范
手工焊接工艺规范
1.0 目的 规范制成板加工中的手工焊接操作,保证产品品质。 2.0 范围 该通用工艺规范适用于全公司。 3.0 定义 无 4.0 角色与职责 4.1 生产部 4.1.1 作业员遵照本规范进行操作和维护; 4.1.2 生产组长根据本规范进行监督和检查。 4.2 质量部 4.2.1 IPQC 根据本规范进行监督和检查。 4.3 工艺部 4.3.1 PE工程师对此规范进行及时更新。 5.0 流程图 无 6.0 规范说明 6.1 手工焊接使用的工具及要求 6.1.1 电烙铁 6.1.1.1 手工焊接使用的电烙铁需带防静电接地线,焊接时接地线必须可靠接地,防静电恒 温电烙铁插头的接地端必须可靠接交流电源保护地线。无铅焊接推荐使用高频涡流 加热原理烙铁。 6.1.1.2 电烙铁绝缘电阻应大于10MΩ,电源线绝缘层不得有破损。 6.1.1.3 将万用表选择在电阻档,表笔分别接触烙铁头部和电源插头接地端,接地电阻值稳 定显示值应小于3Ω;否则接地不良。 6.1.1.4 烙铁头不得有氧化、烧蚀、变形等缺陷。 6.1.2 烙铁支架 6.1.2.1 烙铁放入烙铁支架后应能保持稳定、无下垂趋势,护圈能罩住烙铁的全部发热部位。 6.1.2.2 支架上的清洁海绵必须加适量清水,使海绵湿润,以将海绵放在掌心,半握拳头不 滴水为宜,这样才可以使烙铁头得到最好的清洁效果。如果使用非湿润的清洁海绵, 会使烙铁头受损而导致不上锡。推荐使用纯净水润湿海绵。 6.1.3 镊子 端口闭合良好,镊子尖无扭曲、折断。 6.1.4 防静电手腕 检测合格,手腕带松紧适中,金属片与手腕部皮肤贴合良好,接地线连接可靠。 6.2 手工焊接准备工作 6.2.1 如果焊接制成板、MOS器件等ESD器件,应确认电烙铁接地、操作者戴防静电手腕并良好 接地。
钻孔桩桩头处理(环切法)施工技术交底
钻孔桩桩头处理(环切法)施工技术交底 技术交底内容 一、交底部位 适用本合同段内钻孔灌注桩桩头凿除施工。 二、施工方法、工艺 1、施工工艺特点 桥梁钻孔桩桩头环切法凿除工艺,整体凿除桩头多余混凝效果好,有效避免了桩头凿除过程中,对桩头预留部分混凝土的破坏,对桩头的混凝土扰动较小,能充分保证深入承台部分桩头混凝土的高度和保护层,桩身的完整性较好;整体吊离桩头,减少工人破除混凝土的工作量,减少破桩时间,降低了工人作业强度,提供施工功效。凿除后的工作面较为平整,也便于桩基检测。 2、施工顺序 首先,由现场技术人员对开挖完成后的基坑标高进行测量,同时在桩身用红油漆做好设计桩顶标高的标识。施工作业人员在打好点上进行同水平面环向标注,形成换切线。工人用手持切割机沿换切线进行3CM环向切割,切割完成后,用风镐将桩头钢筋进行剥离破除,再在换切线处对称环向分部打入钢楔子,然后将要吊离部分与桩身分离,最后桩头用手持打磨机进行整修。 三、施工方法
1、基坑开挖:基坑开挖过程中使用挖掘机挖除桩头外土层,作业时应该防止损坏外露钢筋及防止挖掘机用力勾桩头,基坑底应低于桩顶设计标高。 图1 基坑开挖 基坑开完,及时安排作业人员做好基坑周围防护。防护采用1.5m高钢管进行防护,并悬挂安全网。防护围栏必须固定牢靠,涂刷警示反光油漆。 图2 基坑防护
2、基坑开挖完成后,防护安装到位后,将基坑内进行整平,技术人员测定桩顶标高位置,并用红油漆沿桩身标出切割线。 3、切割前技术人员要探明钢筋主筋位置并告知作业人员保护层厚度。操作手根据保护层厚度,调整手持切割机无齿锯的切割深度,切割深度控制在3cm。环切时不得损伤主筋。 4、用风镐沿桩头自上而下,由外向内进行,凿出V型槽剥离混凝土,不得损伤主筋。
破桩头施工方案
目录 一.工程概况--------------------------------------2 二.编制依据---------------------------- ---------2 三.施工准备------------------------------ -------2 四.施工工艺--------------------------------------3 五.成品保护------------------------------- ------4 六.桩头质量缺陷及处理方法------------------------4 七. 安全文明施工----------------------------------6 开平市住宅建筑工程集团公司 第1页共6页
一.工程概况 御城雅苑二期工程位于蓬江区迎宾大道北侧、东面紧邻港口路。建筑面积117261㎡。拟建建筑物有8幢(3.4.5#)楼均为30层,最高109m;(8.9#)楼均为28层最高103m;,10#楼均为29层最高106m,11、12#楼均为22层,最高85m。设二层地下室。基础形式:3、4、8、9#楼及塔楼外部分地下室为桩基础,其余部分为天然基础;结构形式为钢筋混凝土框架剪力墙结构。本工程地基基础设计3、4、5#楼为甲级,其余等级为乙级,桩基安全等级为二级,采用旋挖孔灌注桩,桩径有0.8、1.0、1.2、1.5m四中,其中0.8m的桩128条、1.0m桩204条、1.2m 桩7条、1.5m桩12条,共计工程桩351条,其中本工程由江门市蓬江区白石泓润房地产开发有限公司开发;开平市住宅建筑工程集团公司承建;广东省华城建筑设计院有限公司承担施工图设计;江门市建筑设计院承接勘察任务。 二.编制依据 2.1工程设计图纸 2.2港口路白石地段10号地块二期工程《岩土工程勘察报告》 2.3相关的各种规范规程、法律法规、图集。 2.4施工现场场地情况及周边环境情况 三.施工准备 1.施工条件 (1)开挖面积达到承台大小至垫层底标高,且达到施工作业面。 (2)桩身周围积水抽出到达施工作业条件 2、机具准备 开平市住宅建筑工程集团公司 第2页共6页
环切七步法破除桩头工艺
环切七步法破除桩头工艺Newly compiled on November 23, 2020
环切七步法破除桩头工艺 一、理论工艺工法 二、工地施工实例与理论对比分析 1、第一、二步放样环切线以及工具 环切工 环切线及切 理论环切宽度(10-15cm)而在实际施工中只切割了切口。弊端是在第三步风镐剥除保护层混凝土时会造成切口不整齐,会有缺口。严格按照理论做法施工第一、二步能够保证切口更整齐规范。 2、第三、四步用风镐剥离缺口上侧钢筋外混凝土保护层,掰开钢筋。
正在彻底剥离切 已经彻底剥离了切口 处保护层混凝土、并 剥离要点:倾斜风镐 钻眼、后在两个孔内 实际施工都能按理论流程完成。关键是由切口往上的钢筋和混凝土彻底分离,是下一步加钻顶断的前提。剥离混凝土要点和加钻顶断部位见图示。 3、用风枪在切口平面向桩心位置打入2个间距约30cm的孔,深度基本接近二分之一桩径为最佳。用风镐把扁铁打入孔内、再用带有钢丝绳的吊具穿入吊装孔用吊车吊出基坑。最后修整桩顶平面,清理松散混凝土。
夹入孔穿入吊具
2个加钻顶断孔 吊车提出的桩 实际施工中加钻孔道深度由桩头出现裂缝为标准。过浅会造成桩头出现鼓包混凝土,给修整带来困难。若深度合适,顶断桩头平面为中间略微高出切口面3-5cm。三、施工设备及功效工费。 实际施工过程一个工作面需要:2个工人,1台2立方空压机和风镐风抢(钻)等小工具。一台设备8小时能完成2个桩头破除。每个桩头承包工费平均350元(1.6米直径目前单价400元)。若数量大单工序承包合理单价应该(1.2m、300元;1.6m、350元;1.8m、400元)。若桩头过高需要加倍增加费用。施工队夜间不加班,因为在剥离保护层混凝土时会突然落下大块,出现不安全事故。
破桩头施工方案
一、编制依据 1、由广州市住宅建筑设计院有限公司提供的设计施工图纸; 2、由山西省高原岩土工程勘察检测公司提供的《岩土工程勘察报告》; 3、相关的各种规范规程、法律法规、图集; 4、施工现场场地情况及周边环境情况。 二、工程概况 太原富力桃园A12号楼位于太原市晋安东街19号,建筑总面积为30580.75m2,地上26039.93 m2,地下4540.82 m2;建筑层数为地上24层,地下4层;建筑层高:地上住宅部分3.0m,地下部分:地下一层3.5m,地下二~四层4.5m,建筑高度:72.9米,室内外高差0.9米;自然地坪相对标高约为-16.8m,±0.000=864.2m坑底标高-18m基坑挖深约为1.2m。基坑工程施工根据场地土层性质以及基坑周边环境保护要求,工程桩桩身直径为700mm,砼等级为C35,钻孔灌注桩181根。 三、施工准备 1、施工条件 (1)应在试桩及工程桩施工完毕并达到设计强度 (2)大面积开挖至压顶梁底部后方可进行工程桩头的破碎工作(3)关于工程灌注桩必须在桩间土开挖至设计标高后施工 2、机具准备
四、施工工艺 1、工艺流程基坑轴线定位→设置标高控制桩→挖桩四周的土方→弹桩顶标高控制线→用风镐破桩头→用手工凿平桩顶→凿除残余→清洗桩头 2、施工顺序 (1)桩顶标高控制根据基础垫层标高用水准仪把桩顶标高控制点划到桩的侧壁为了防止机械在破桩头时破坏桩顶把桩顶标高线向上抬高10㎝左右。 (2)图纸设计要求桩锚入承台的长度50㎜高出的桩头凿除。桩头凿除时先用风镐从桩的四周进行破除当快接近桩顶设计标高时用人工用凿除桩顶残余砼达到设计标高。 (3)凿除桩顶预加高的砼桩头时钢筋不能乱弯要保护整个施工中的钢筋。 (4)如遇到桩顶标高正好是设计要求的标高即桩顶标高正好是承台底部标高加上50mm这样的桩顶标高是不需要凿除。 3、施工注意细节 (1)切割线施工时桩体主筋保护层厚度为50mm严禁切割机切到钢
手工锡焊典型工艺
手工锡焊典型工艺 1.烙铁的选用 1.1 一般的研制、生产可根据不同施焊对象选择不同功率的普通烙铁,见下表,如有条件可选用恒温烙铁。 烙铁选择 2.锡焊操作要求 2.1 焊件表面处理 生产中尽量使用“保鲜期”的电子元件,如焊件的焊接面上有锈迹、油污、灰尘等影响焊接质量的杂质,则用机械刮磨和酒精、丙酮擦拭。2.2 预焊 将锡焊的元器件引线或导线的焊接部位预先用焊锡润湿。
2.3 不要用过量的焊剂,如使用带松香芯的焊丝,则无需涂焊剂。2.4 保持烙铁头的清洁 为避免氧化物堆积在烙铁头表面形成隔热层,使烙铁头失去加热作用,影响焊接质量,应随时清理烙铁头。 2.5加热要靠焊锡桥 所谓焊锡桥,就是靠烙铁上保留少量焊锡作为加热时烙铁头与焊件之间传热的桥梁。通过焊锡桥的作用,可以缩短元器件的受热时间。不可用烙铁对焊点加力,否则易造成元件失效。 2.6 焊锡量要合适 过量的焊锡不但浪费了较贵的焊锡,而且增加了焊接时间,相应降低了工作速度。更为严重的是在高密度的电路中,过量的焊锡容易造成不易觉察的短路。焊锡过少不能形成牢固的结合,降低焊点强度,特别是在板上焊导线时,焊锡不足往往造成导线脱落。 2.7 焊件要固定 在焊锡凝固之前不要使焊件移动,特别是用镊子夹住焊件时一定要等焊锡凝固再移去镊子,以免造成“冷焊”。所谓冷焊外观现象是表面无光泽呈豆渣状;焊点部结构疏松,容易有气隙和裂缝,造成焊点强度降低,导电性能差。 2.8 烙铁撤离 烙铁撤离要及时,角度为轴向45°撤离。撤烙铁时轻轻旋转一下,可保持焊点适当的焊料。 3.对焊点的要求及外观检查 3.1 对焊点的要求
可靠的电连接;足够的机械强度;光洁整齐的外观。 3.2 典型焊点外观及检查 3.2.1焊点的外观要求 1)外形以焊接导线为中心,匀称,成裙形拉开。 2)焊料的连接面呈半弓形凹面,焊料与焊件交界处平滑,接触角尽可能小。 3)表面有光泽且平滑。 4)无裂纹、针孔、夹渣。 3.2.2 外观检查 采用目测(或借助放大镜、显微镜观测)焊点是否合乎上述标准,同时还应检查以下各点 1)是否有漏焊。 2)焊料是否有拉尖。 3)焊料是否引起焊点短路(即所谓“桥接”)。 4)导线及元器件绝缘层是否损伤。 5)焊料是否有飞溅。 6)用指触,镊子拨动,拉线等方法检查有无导线断线,焊盘剥离等缺陷。3.2.3 常见焊点缺陷及分析
塑料焊接工艺大全
熱塑性塑膠的焊接 通常認爲熱塑性焊接是不可逆的.少數工藝如感應焊接可生産可逆組裝件.至於選擇哪種方法應在製件沒計初作出,因爲焊接方法對製件設計的要求可能是重要的,且不同焊接方法同差別顯蓍. 1.超聲焊接 2.振動焊接 3.旋轉焊接 4.熱板焊接 5.感應焊接 6.接觸(電阻)焊 7.熱氣焊接 8.擠出焊接 熱氣焊接技術通常用來焊接塑膠管,片或半成品製品而不是注塑成型製件.但許多熱塑性模塑製件,特別是熱塑性汽車盤是用熱氣焊接技術修復的,另外熱氣焊接有時用來製備塑膠樣模製件. 超聲焊接 Ultrasonic Welding 焊接距离 近距离焊接指被焊接位距离焊头接触位在6mm以内,远距离焊接则大于6mm,超声波焊接中的能量在塑料件传递时会被衰减地传递。衰减在低硬底塑料里也较厉害,因此,设计时要特别注意要让足够的能量传到加工区域。 远距离焊接,对硬胶(如PS,ABS,AS,PMMA)等比较适合,一些半晶体塑料(如POM,PETP,PBTB,PA)通过合适的形状设计也可用于远距离焊接。 超音波焊接机的工作原理 是通过振荡电路振荡出高频信号由换能器转化成机械能(即频率超出人耳听觉阈值的高频机械振动能),该能量通过焊头传导到塑料工件上,以每秒上几十万次的振动加上压力使塑料工件的接合面剧烈摩擦后熔化。振动停止后维持在工件上的短暂压力使两焊件以分子链接方式凝固为一体。一般焊接时间小于1秒钟,所得到的焊接强度可与本体相媲美。超声波塑料焊接机可用于热塑性塑料的对焊,也用于铆焊、点焊、嵌入、切除等加工工艺。根据产品的外观来设计模具的大小、形状。 焊接材料性能 适合超声波的材料:ABS, Acrylic, PC,PS,SAN,PVC,丙烯酸等非结晶聚合物 不合适超声波的材料:PP, PA等半结晶体 各种热塑性塑料的超声波焊接性
破桩头施工方案
一、编制依据 1、由太原理工大学建筑设计研究院提供的设计施工图纸; 2、由山西省勘察设计院提供的《岩土工程勘察报告(详勘); 3、相关的各种规范规程、法律法规、图集; 4、施工现场场地情况及周边环境情况 二、工程概况 1、工程场地概况 中铁十二局集团第二工程有限公司宿舍住宅5#楼位于太原市小店区,东临人民南路,南临通达街,北临惠远西街,西临农兴路。本工程总建筑面积16322.77m2,地上二十二层,地下二层。地下二层为设备用房及人防,地下一层为设备层,地下建筑面积1860.19 m2;地上二十二层,地上建筑面积14462.58 m2。结构类型钢筋混凝土剪力墙结构。 2、工程桩分布状况 本工程基坑总面积约1740㎡,总延长米约180m,自然地坪相对标高约为-0.95m(±0.000=774.873m),坑底标高-5.70m,基坑挖深约为4.75m。 基坑工程施工根据场地土层性质以及基坑周边环境保护要求,工程桩桩身直径为600mm砼等级为C35钻孔灌注桩结合外侧?600三轴水泥土搅拌桩止水帷幕的形式,钻孔灌注桩160根。 三、施工准备 1、施工条件 (1)应在围护结构、工程桩及立柱桩施工完成,围护体形成并达到设计强度; (2)大面积开挖至压顶梁底部后,方可进行围护桩头的破碎工作; (3)关于坑中坑的围护灌注桩必须在坑中坑开挖完成之后施工; 2、机具准备 序号设备名称数量用途 1 水准仪1台测量标高 2 切割机2台切割桩 3 空压机1台顶断桩头
4 吊车1台吊离断桩 5 自卸车1台运输断桩 四、施工工艺 1、工艺流程 挖桩四周的土方→弹桩顶标高控制线→用风镐破桩头→用手工整平桩顶→ 凿除残余→清洗桩头 2、施工顺序 (1)桩顶标高控制:根据基础垫层标高,用水准仪把桩顶标高控制点,划到桩的侧壁,为了防止机械在破桩头时破坏桩顶,把桩顶标高线向上抬高10㎝左右。 (2)图纸设计要求桩锚入承台的长度100㎜,高出的桩头凿除。桩头凿除时先用风镐从桩的四周进行破除,当快接近桩顶标高时,用人工用凿除桩顶砼,使桩顶大致平整。 (3)凿除桩顶预加高的砼,桩头钢筋不能乱弯,要保护整个施工中钢筋位置的准确性。 (4)如遇到桩顶标高正好是设计要求的标高,即桩顶标高正好是承台底部标高加上100,这样的桩顶标高是不需要凿除。 (5)在破桩头时,对于预埋有感应盒的桩顶暂时不要破除,待桩检测后再行破除。 (7)人工凿除关键施工区域的其余桩体,达到设计要求的桩顶标高,清楚桩头浮渣,并冲洗干净; 3、施工注意细节 (1)切割线施工时,桩体主筋保护层厚度为50mm,严禁切割机切到钢筋; (2)风镐破除钢筋保护层时,钢筋可稍微弯曲,但不得超过30度; (3)关键施工区域的施工必须由人工操作,不得对有效桩造成破坏; (4)标高要符合设计要求,严禁钢筋外边6cm以内的混凝土被破坏,钢筋不能弯折大于30°的角度,而且钢筋上的泥土刷洗干净,桩顶中间略高于四周。桩顶混凝土洁净均匀、无夹层、无离析、强度符合要求。 (5)若桩头的钢筋外边混凝土破坏,必须把整个桩头往下破,一直满足外边够5cm的保护层厚度为止,严禁把破坏处用砂浆补平。
焊接工艺解析
焊接工艺 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理! 更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展. 一、焊接接头的种类及接头型式 焊接中,由于焊件的厚度、结构及使用条件的不同,其接头型式及坡口形式也不同。焊接接头型式有:对接接头、T形接头、角接接头及搭接接头等。 (一)对接接头 两件表面构成大于或等于135°,小于或等于180°夹角的接头,叫做对接接头。在各种焊接结构中它是采用最多的一种接头型式。 钢板厚度在6mm以下,除重要结构外,一般不开坡口。 厚度不同的钢板对接的两板厚度差(δ—δ1)不超过表1—2规定时,则焊缝坡口的基本形式与尺寸按较厚板的尺寸数据来选取;否则,应在厚板上作出如图1—8所示的单面或双面削薄;其削薄长度L≥3(δ—δ1)。
(二)角接接头 两焊件端面间构成大于30°、小于135°夹角的接头,叫做角接接头,见图1—9。这种接头受力状况不太好,常用于不重要的结构中。 (三)T形接头 一件之端面与另一件表面构成直角或近似直角的接头,叫做T形接头,见图1—10。
(四)搭接接头 两件部分重叠构成的接头叫搭接接头,见图1—11。 搭接接头根据其结构形式和对强度的要求,分为不开坡口、圆孔内塞焊和长孔内角焊三种形式,见图1—11。 I形坡口的搭接接头,一般用于厚度12mm以下的钢板,其重叠部分≥2(δ1+δ2),双面焊接。这种接头用于不重要的结构中。 当遇到重叠部分的面积较大时,可根据板厚及强度要求,分别采用不同大小和数量的圆孔内塞焊或长孔内角焊的接头型式。 二、焊缝坡口的基本形式与尺寸 (一)坡口形式
手机摄像头模组生产工艺的SMT流程及SMT应用分析(1)
手机摄像头模组生产工艺的SMT流程及SMT应用分析 摘要 随着通信技术的不断扩延,手机已成为人们生活、工作、学习、娱乐不可或缺的工具。而手机摄像头模组是手机中非常重要的组件之一,其品质的好坏直接影响手机整体品质的高低。因此在手机摄像头模组生产的过程中每一步都是要严格把关的,不能有丝毫的懈怠。在手机摄像头模组中,FPC软电路板是决定手机照相生成图片的关键组件之一,因此它的生产工艺及质量好坏显得尤为重要。 基于此,首先简单介绍了手机摄像头模组原理以及SMT技术在手机摄像头模组生产工艺中的应用,着重阐述了手机摄像头模组FPC软电路板的改良设计和SMT生产工艺流程及产品质量分析。根据手机摄像头模组FPC软电路板的具体要求,合理进行SMT技术指标优化,分析研究了手机摄像头模组再流焊SMT焊接温度分布曲线。针对FPC软电路板产品设置了AIO(automatic optical inspection)检测及ICT在线测试方法。 关键字:手机摄像头模组 SMT AIO检测 ICT在线测试
Mobile phone camera module production technology of SMT processes and SMT application ABSTRACT Summary as communication technologies continues expansion, mobile phone has become the people's life, work, learn, play an indispensable tool. Mobile phone camera module is one of the very important components in the mobile phone, its quality directly affect the overall level of quality phones. In the mobile phone camera module production at every step in the process is to strictly, there can be no slack. Mobile phone camera module in the FPC flexible circuit board is to determine the key components of the camera phone picture, therefore its production process and the quality is particularly important. Based on this, the first simply introduced the mobile phone camera module principle and SMT technology and its application in mobile phone camera module production, focusing on mobile phone camera module is described FPC flexible circuit board design and analysis of SMT production process and product quality. According to mobile phone camera module FPC flexible circuit board requirements, reasonable SMT technical specifications, analysis of mobile phone camera module for reflow SMT soldering temperature distribution curves.FPC flexible circuit board set AIO products (automatic optical inspection) test online test methods and ICT. Keyword: mobile phone camera module;SMT;AIO ICT;on-line test
手工电弧焊通用焊接工艺规程
手工电弧焊通用焊接工艺规程 一.目的 规定焊接过程中一般性工艺要求,可单独指导生产。对于重要产品与焊接工艺卡配合共同指导生产,以保证焊接质量、提高工作效率、降低成本。 二.使用范围 本守则适用于单位焊接实施过程中有关手工电弧焊、手工钨极氩弧焊、埋弧自动焊、二氧化碳气体保护焊和半自动化的焊接。 三.引用标准 GB/T13149-91 钛及钛合金复合钢板焊接技术条件 GB985-1988气焊、手工电弧焊及气体保护焊焊缝坡口的形式及尺寸 GB986-1988 埋弧自动焊焊缝坡口的基本形式与尺寸 GB/T5117-1995碳钢焊条 GB/T5118-1995低合金焊条 GB983-1995 不锈钢焊条 GB/T14957-1994熔化焊用钢丝 GB/T14958-1994气体保护焊用钢丝 GB/T5293-1999 埋弧焊用碳钢焊丝和焊剂 YB/T5091-1993 惰性气体保护焊用不锈钢棒及钢丝 YB/T5092-1993 焊接用不锈钢钢丝
JB3223-1983 焊条质量管理规程 GB228-1987 金属拉伸实验方法 GB/T229-1994 金属下比缺口冲击实验方法 GB/T232-1988 金属弯曲实验方法 GB4334-2000 不锈耐酸钢晶间腐蚀倾向实验方法 Q 四.职责 由技术生产科归纳管理,相关人员具体实施。 五.工作内容 包括焊接前准备、焊接材料、焊接设备、焊接方法、焊 接顺序、焊接操作、焊接工艺参数、焊后热处理等。5.1焊接前准备 焊接前准备包括坡口的制备、焊条焊剂的烘干、焊丝除锈、保护气体干燥、焊件组对、焊件区域清理及预热。 5.1.1.1焊接坡口 焊接坡口应根据图样要求或工艺条件选用标准坡口或自行 设计、选择坡口形式和尺寸应考虑下列因素: A、焊接方法 B、焊缝填充金属应尽量少 C、避免产生缺 陷D、减少残余焊接变形与应力 E、有利于焊接防护F、焊工操作方便G、复合钢板的坡口应有利于减少过度焊 缝金属的稀释率。 5.1.1.2对于手工电弧焊、气体保护焊、厚度不大于3mm碳