铸造用自硬呋喃树脂标准
呋喃树脂砂在铸造生产中的应用及质量控制
呋喃树脂砂在铸造生产中的应用及质量控制摘要呋喃树脂砂是近20年来发展最快的铸造工艺之一,用呋喃树脂砂生产的铸件,尺寸精确、表面光洁、棱角清晰、废品率低,并能节约造型工时、提高生产效率、改善劳动条件和成产环境。
2007年,山东安信机械制造有限公司对铸造车间进行技术改造,建立了一条树脂砂生产线,再该条生产线正式投产前,通过对员工进行系统的技术培训,制定相关的规章制度和操作规范,顺利实现了由水玻璃砂生产工艺向树脂砂生产工艺的转变。
本文对铸造生产各工序的过程控制作一简单阐述。
关键词呋喃树脂砂;铸造;生产;质量控制1 铸造工艺的控制呋喃树脂砂的特点是瞬间发气量大,高温溃散性好,易产加成气孔、夹渣和冲砂缺陷,在设计浇注系统时,应坚持快速、平稳、分散的浇注原则,浇注系统的截面积要比粘土砂工艺稍大一些,内浇道要分散放置。
树脂砂强度高、刚性好,铸件不容易产生缩孔缺陷,故应采用相对较高的浇注温度,以避免出现气孔和夹渣缺陷,厚大铸铁件的浇注温度也不应低于1 320℃。
2 砂型质量的控制2.1 原材料的选择及要求2.1.1 原砂树脂砂工艺对原砂的要求很高,原砂的粒度应根据主要产品的壁厚来确定,由于我公司主要以生产薄壁铸件为主,且未配备原砂烘干设备,故选用了粒度为50/100目的烘干擦洗砂。
2.1.2 树脂、固化剂国内成产树脂、固化剂的厂家很多,但具有自主研发能力、具备完善的检测设备和严密可靠的质量保证体系的厂家屈指可数。
经检验、对比,我们选用了济南圣泉集团股份有限公司生产的环保型呋喃树脂和磺酸固化剂,树脂加入量一般为原砂重量的1.0%~1.2%。
3 型砂工艺参数的控制3.1 可使用时间在生产过程中,我们将型砂表面开始固化的时间作为型砂的可使用时间,一般情况下,型砂的可使用时间应控制在6~10min,对于大型铸型或砂芯,可使用时间可延长15min,通过调整固化剂的加入量来控制型砂的可使用时间。
3.2 型砂强度初强度:是指型砂在1h的抗拉强度,型砂的初强度应控制在0.1~0.4MPa。
呋喃树脂砂混制工艺

山东华晨自硬呋喃树脂产品型号成份(参照JB/T7526-94)山东华晨自硬呋喃树脂用固化剂主要性能(参照HG/T2345-92)一、产品使用特点1.终强度高可降低树脂加入量10%~20%,使铸件生产成本大幅度降低。
2.固化速度快树脂固化速度快,可以缩短生产周期,提高生产效率。
3.绿色环保树脂游离甲醛含量很低,小于0.08%,只有行业标准规定的20%,而且树脂加入量少,从而对环境污染大大减少,工人的劳动条件明显改善。
5.可提高铸件质量和成品率,降低成本树脂加入量的降低将降低型、芯发气量,有利于减轻或消除铸件气孔类缺陷; 由于固化速度快,固化剂加入量相应降低, 可减轻铸件表面增S、球化不良缺陷。
二、砂子混制要点1.对原材料的要求原沙:一般用硅砂粒度SiO2 含泥含水微份量酸耗值灼减铸钢30/100 >97铸铁40/150 >90 <0.2-0.3 <0.1-0.2 <0.5-1 <5 <0.5有色70/200 >85其中,重大件用砂选较细的,一般中小件目数可以大些。
微粉量30/50,40/70组为140目以下,50/100,70/140组为200目以下,100/200组为270目以下呋喃树脂和固化剂参照以上产品选用。
2.混砂工艺一般新砂占10%,再生砂占90%;树脂加入量根据新砂和再生砂的质量来定,一般为砂重的0.6-1.5%,新砂可加到2.0%左右,加入硅烷可以减少树脂用量;固化剂加入量一般为树脂量的30-70%,用连续式或间歇式混砂机先将砂子和固化剂混匀,然后再加入树脂混匀,混砂时间一般为1-2分钟,混匀后立即出砂使用。
加料顺序:先加砂子,再加固化剂充分混均匀,再加树脂充分混均匀,再出砂(总时间不超过2分钟)。
数值砂需要控制的性能主要是可使用时间和脱模时间。
3.树脂加入量的选择由于各使用厂家所用的原砂粒形、粒度、含泥量等指标差别较大,型、芯的重量及复杂程度不同,树脂的加入量应以满足生产需要为原则,在强度满足生产要求的前提下尽量减少树脂的加入量。
铸造用呋喃树脂成分
铸造用呋喃树脂成分铸造用呋喃树脂是一种高性能的树脂材料,它被广泛应用于汽车、机械、航空航天等领域的铸造过程中。
呋喃树脂的主要成分是呋喃环和氧原子,它的结构紧密、交联度高,具有优异的耐高温、耐腐蚀、耐磨损、抗压强度等性能。
本文将从呋喃树脂的组成、性能和应用等方面对铸造用呋喃树脂进行详细解析。
一、呋喃树脂的组成1.呋喃环:呋喃树脂分子中含有呋喃环结构,呋喃环是一种氧杂环化合物,它具有优异的相容性、溶解性、化学稳定性和热稳定性等特点。
2.氧原子:呋喃树脂分子中含有大量氧原子,氧原子是形成交联结构的重要原料,它能够与其他分子中的氢原子或羟基结合形成氢键或酯键等键型。
3.活性基团:呋喃树脂分子中还含有具有化学反应活性的基团,它们能够与其他分子中的活性基团进行缩合反应,从而形成交联结构。
二、呋喃树脂的性能1.优异的耐高温性能:呋喃树脂具有较高的玻璃转化温度和热分解温度,能够承受较高温度的作用,并保持较好的机械性能和稳定性。
2.良好的耐腐蚀性能:呋喃树脂具有较好的耐化学品性能,能够承受化学物质的腐蚀,尤其是酸碱溶液的腐蚀。
3.高强度和高硬度:呋喃树脂具有较高的抗压强度、抗弯强度和硬度,能够承受较大的压力,同时具有良好的耐磨性能。
4.良好的加工性和成型性:呋喃树脂在成型过程中具有良好的流动性和成型性,容易加工成各种形状的制品,且成品表面光滑、平整,精度高。
三、铸造用呋喃树脂的应用呋喃树脂可以用作铸造粘结剂、砂芯材料、加固材料、密封材料等,在铸造过程中发挥着重要的作用。
1.铸造粘结剂:呋喃树脂在铸造过程中可以作为粘结剂,将砂型材料和铸造金属材料黏合在一起,确保铸造件的成型和成品质量。
2.砂芯材料:呋喃树脂可以作为砂芯材料,制造内腔复杂的铸造件,如汽车缸盖、汽缸体等,其砂芯的精度和表面粗糙度都得到了很好的控制。
3.加固材料:呋喃树脂可以作为加固材料,强化铸造件的强度和硬度,可以用于改善传统铸造件的性能,提高其使用寿命。
铸造常用原辅材料技术标准
铸造常用原辅材料技术条件1. 范围本标准规定了铸造生产中常用材料的技术条件。
本标准适用于铸造生产中常用材料的验收检验。
2. 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 467-1997 阴极铜GB/T 718-2005 铸造用生铁GB/T 1412-2005 球墨铸铁用生铁GB/T 2272-1987 硅铁GB 3518-83 无定形石墨粉GB/T 3649-1987 钼铁GB/T 3795-2006 锰铁GB/T 4137-2004 稀土硅铁合金GB/T 5235-1985 加工镍及镍合金化学成分和产品形状GB/T 5683-2008 铬铁GB 8736-88 铜中间合金锭GB/T 9442-1998 铸造用硅砂JB/T 9228-1999 球墨铸铁用球化剂JB/T 7526-2008 铸造用自硬呋喃树脂JB/T 8835-1999 铸造用水玻璃YB/T 5051-1997 硅钙合金GB/T 2988-87 高铝砖GB/T 2992-1998 通用耐火砖形状尺寸GB/T 2994-1994 高铝质耐火泥浆GB/T 14982-1994 粘土质耐火泥浆3. 基本要求3.1金属材料不得有显著的锈层、粘砂、土、油、漆等有害附着物和其它夹杂物。
(本厂废铸件可允许有防锈漆)。
3.2 本标准所指块度尺寸均为对角线长度,不能与进货块度要求混淆。
3.3 所有进厂的原材料都应有随货提供质保书或合格证明。
4. 造型材料4.1 原砂4.1.1 铸造用硅砂(参照GB/T9442-1998)(见表1)表1 铸造用硅砂4.1.2 硅砂要求4.1.2.1 硅砂中不得混入煤屑、小石块、碎木片、石灰石等杂物。
呋喃树脂自硬砂控制技术

呋喃树脂自硬砂控制技术摘要:本文主要从硅砂的性能要求、造型过程的控制和再生砂的回用等对呋喃树脂自硬砂技术进行了探讨,供广大铸造同行参考。
关键词:呋喃树脂自硬砂硅砂造型再生砂在线检测随着中国制造业近几年的长足发展,中国的铸造业也迎来了历史上最好的发展机遇。
目前,我国铸件的产量已连续多年位居世界之首。
呋喃树脂自硬砂工艺由于其生产周期短、铸件表面精度高、铸件质量容易控制、柔性化制造能力高等特点,已经被广泛的应用到机床铸件、耐磨铸件、工程机械铸件等产品中。
而铸造企业能否发挥呋喃树脂自硬砂的特点,有效的提高铸件的质量,这与型砂的控制技术有着密切的关系。
砂型铸造行业公认型砂控制技术、熔炼控制技术和管理水平三者决定了一个铸造厂在市场上的竞争能力,由此可见型砂的控制技术在铸造业中的重要性。
本文就呋喃树脂砂的一些控制技术提出一些个人的观点,希望同行提出批评指正。
1 硅砂的技术要求1.1 硅砂的粒度组成硅砂的粒度反映了硅砂的颗粒大小和分布状态。
由于自硬砂强度的获得是依靠呋喃树脂“包覆”硅砂表面形成的高分子链,所以硅砂的粒度越细,从理论上说获得同样强度的树脂消耗量就越大,型砂的成本也就越高,所以在保证铸件不发生粘砂缺陷的前提下,尽可能提高硅砂的粒度。
图1为自硬砂八字试样测得的抗拉强度(MPa)和砂型粒度组成的关系曲线:1.2 硅砂的角形系数硅砂的角形系数S=Sw/StSw---硅砂的实际比表面积(cm2/g)St----硅砂的理论比表面积(cm2/g)硅砂的角形系数越小,表面就越园整,同样体积的硅砂表面积越小,硅砂和呋喃树脂的物理和化学结合力就越强,获得同样的抗拉强度需要的树脂消耗量就越低。
作为自硬砂用的硅砂角性系数要求≤1.30,《1.51.3 硅砂的加工处理由于天然硅砂有大量直径小于0.02的泥分和一些污染物和一些有碱性的物资,泥分的存在极大的降低了硅砂的粒度组成,提高了树脂的消耗量,同时有碱性的物资在树脂砂硬化过程中消耗了大量的催化剂——对甲苯磺酸等物资,造成砂型硬化很慢甚至不硬化,所以硅砂必须经过擦洗和粒度分选处理。
铸造清洁生产评价指标体系
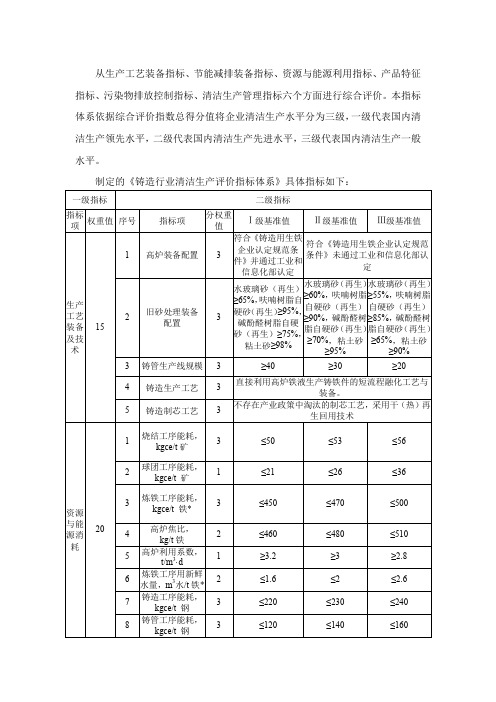
污染 物控 制
15
产品 特征
5
铸管工序电耗, kwh/t 铸管工序水耗, 10 m3 /t 废水排放量, 1 m3/t 铸件 COD 排放量, 2 kg/t 铸件 氨氮排放量, 3 kg/t 铸件 颗粒物排放量, 4 kg/t 铸件 SO2 排放量, 5 kg/t 铸件 NOx(以 NO2计) 6 kg/t 铸件 排放量, 铸件综合成品率 1 (%) 铸管综合成品率 2 (%) 生产水重复利用 1 率,% 2 3 高炉煤气利用 率,% 含铁尘(泥)回 收利用率,% % 高炉渣利用率, 废砂利用率,% 铁水预处理、精 炼装置等渣铁利 用率,% 脱硫副产物利用 率,% 消纳城市污水 产业政策符合性 达标排放* 总量控制* 环境污染事故预 防*
一级指标 指标 权重值 序号 项 指标项 分权重 值
二级指标 Ⅰ级基准值 Ⅱ级基准值 Ⅲ级基准值
9
能源管理机构、 管理制度、能源 管控中心
1
10
开展节能活动
0.5Biblioteka 有健全的能源管 有健全的能源管 理机构、管理制 有能源管理机构 理机构、管理制 度,各成员单位 和管理制度,各 度,各成员单位及 及主管人员职责 成员单位及主管 主管人员职责分 分工明确,有效 人员职责分工明 工明确,并有效发 发挥作用;制定 确,能有效发挥 挥作用;建立有能 有能源管理规划 作用;制定有能 源管理体系并有 和年度工作计划 源管理年度工作 效运行;建立有能 并组织落实;建 计划,制定有企 源管理控制中心, 立有能源管理控 业用能和节能发 制定有企业用能 制中心,制定有 展规划,年度管 和节能发展规划, 企业用能和节能 控目标完成率 年度管控目标完 发展规划,年度 ≥70%。 成率≥90%。 管控目标完成率 ≥80%。 按国家规定要 按国家规定要求, 求,组织开展节 按国家规定要求 组织开展节能评 能评估与能源审 组织开展节能评 估与能源审计工 计工作,从结构 估与能源审计工 作,从结构节能、 节能、 管理节能、 作,从管理节能 管理节能、技术节 技术节能三个方 方面挖掘节能潜 能三个方面挖掘 面挖掘节能潜 力,实施节能改 节能潜力,实施节 力,实施节能改 造项目完成率 能改造项目完成 造项目完成率 ≥50%, 年度节能 率为100%, 年度节 ≥70%, 年度节能 任务达到国家要 能任务达到国家 任务达到国家要 求。 要求。 求。
呋喃树脂自硬砂生产大型铸钢件工艺控制要点

2011年第3期Jun.2011№3铸造设备与工艺呋喃树脂自硬砂是指常温下呋喃树脂在固化剂的作用下发生化学反应,使铸型(芯)获得固化成型的一种工艺方法。
它具有许多优点,如铸件尺寸精度高,表面粗糙度好,生产工艺简单,生产效率高,劳动强度低,尤其是铸型(芯)溃散性好,铸件清砂容易,旧砂通过再生可反复回用,再生率在90%以上,且再生后的旧砂性能与新砂相似,有些性能指标甚至优于新砂,既可作背砂,也可作面砂。
采用呋喃树脂自硬砂工艺生产铸钢件时,由于呋喃树脂自硬砂发气量大且迅速、铸型导热性差、高温强度高、退让性差,造成铸钢件质量难以控制,表现在:易产生侵入性的皮下气孔;铸钢件的热裂倾向性大;浇注后砂型的导热性差,不利于形成铸件的顺序凝固。
但是,只要通过对造型原辅材料进行科学合理的控制,采用符合呋喃树脂自硬砂生产要求的铸造工艺方法,并严格控制生产操作过程,呋喃树脂自硬砂完全能够生产出满足使用要求的高质量铸钢件。
我厂2007年所上的呋喃树脂自硬砂生产线,目前已经形成规模性的生产。
1造型用原辅材料的合理控制1.1原砂的选择我厂生产大型铸钢件的原砂主要是石英砂和铬铁矿砂。
作为生产大型铸钢件用砂,要求原砂必须具有一定的耐火度和热稳定性,不与金属液发生反应,选择适合铸钢件生产的高品位擦洗烘干原砂,并控制好再生砂的相关指标。
通过我厂几年来的生产实践,石英砂的SiO 2含量应大于97%,粒度30/70目(集中度≥85%),含泥量≤0.3%,细粉含量≤1.0%,酸耗值≤5ml ,水分含量≤0.2%,酌减量≤0.5%,粒形:采用椭球形的天然石英砂或者多边形的人工破碎石英砂,避免使用尖角砂。
原砂应具有良好的抗破碎性,以便于进行再生。
铬铁矿砂中Cr 2O 3含量应大于46%,粒度40/70目,细粉含量≤1.0%,酸耗值≤5ml ,水分含量≤0.2%,酌减量≤0.5%。
在铸钢件的生产过程中,再生砂的性能指标与铸件质量有直接关系,特别是灼减量和微粉含量直呋喃树脂自硬砂生产大型铸钢件工艺控制要点于洪岩1,周俊珍2(1.天津市天重江天重工有限公司,天津300400;2.西北工业集团有限公司,陕西西安710043)摘要:结合多年呋喃树脂自硬砂生产大型铸钢件的经验,针对常出现发气量大、退让性差、热裂倾向大的问题,摸索出合理的解决办法,实践证明通过科学控制造型原辅材料,采用符合呋喃树脂自硬砂生产要求的铸造工艺方法,并严格控制生产操作过程等措施,即可以生产出满足用户要求的合格产品。
铸钢用几种自硬砂综述

生产薄壁类铸钢件用几种自硬砂工艺综述生产铸钢件可供选择的型砂工艺有:呋喃树脂自硬砂工艺、碱性树脂自硬砂工艺、pepset 法自硬砂工艺、新型水玻璃自硬砂工艺。
这四种自硬砂工艺的基本情况如下:一、四种自硬砂工艺的概述(一)呋喃树脂自硬砂工艺1、工艺主要优势(1)铸件表面质量和尺寸精度高。
(2)型芯溃散性好,铸件落砂清理容易。
(3)旧砂干法再生回用容易,回用率高(≥90%)。
这些优点使该工艺在铸件生产中得到大面积推广应用,尤其是铸铁件的生产。
2、工艺缺点多年的理论研究和生产实践表明,用呋喃树脂砂工艺生产铸钢件有难以解决的技术难题。
(1)呋喃树脂砂热膨胀系数大,高温退让性差,铸件易产生裂纹,尤其是薄壁、壁厚差较大,结构复杂的铸钢件。
(2)粘结剂系统含S、N等有害元素,易造成铸件表面渗硫,造成表面微裂纹,以及N导致的气孔或皮下气孔。
(3)型砂发气量较大,铸件易出现气孔缺陷。
(4)混砂、造型、浇注、落砂、清理过程中产生SO2、CO等有害气体,污染作业环境。
正是由于上述一些原因,导致某些工厂不能把所有产品都使用呋喃树脂砂生产,而保持呋喃树脂砂、水玻璃砂(粘土砂、碱性树脂砂)并行的状态,造型管理、生产上的诸多不便。
呋喃树脂砂生产线有的因铸件废品率多、生产成本高已闲置,有的生产线已改造成新型水玻璃自硬砂生产线或碱性树脂砂生产线。
针对呋喃树脂砂工艺的不足,国内外专家进行了多年研究,推出改性呋喃树脂,并在生产过程中采取多项工艺措施(如冷铁等),但未收到明显实效。
综上所述,呋喃树脂砂工艺用于铸钢件的生产不是一种好的选择,生产薄壁、结构复杂、易产生裂纹、气孔类缺陷的泵、阀、机车类铸钢件则更不可取。
(二)碱性树脂自硬砂工艺1、工艺优势(1)铸件表面质量和尺寸精度高,铸件综合质量优良。
(2)粘结剂系统不含S、P、N等有害元素,可防止因这些元素引起的铸件缺陷。
(3)具有独特的高温硬化特性,可显著减少铸钢件的热裂缺陷。
(4)固化剂参与硬化反应,型砂硬化性能好,可调性强。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
铸造用自硬呋喃树脂标准JB/T 7527的修订
德阳东汽树脂有限公司李小军、马荣华、胡星、江国栋、肖毅、曹赛618201
摘要:通过分析当前铸造用自硬呋喃树脂的发展情况、指出标准JB/T 7527(7526)—94存在的问题,提出了问题的解决办法,制订出了标准JB/T 7527—2007的修订版。
关键词:铸造、呋喃树脂、标准、JB/T 7527
Revision standard JB/T7527 of self-set furan resin for foundry
Li xiaojun Ma ronghua Hu xing Jiang guodong Xiao yi Cao sai
(Deyang Dongqi Resin Company Limited)
Abstract: The paper point out the problem of the standard JB/T 7527(7526)—94 by analysis of the current development of self-set furan resin for foundry, propose the measures to solve the problem, and evolve revision standard JB/T 7527—2007。
Keywords: foundry furan resin standard JB/T 7527
我国从上世纪七十年代开始了对铸造用自硬呋喃树脂的引进和研究推广,到1994年由沈阳铸造研究所牵头制定了JB/T 7527(7526)—94标准,体现了我国在自硬呋喃树脂发展的成就①。
94版标准实行至今,我国出现了如济南圣泉、德阳东汽、苏州兴业等具有自主知识产权专业从事铸造用呋喃树脂产品设计和生产的高新企业。
使得呋喃树脂的技术进步和更新换代速度大大加快。
随着树脂和铸造技术的进步,94版标准已经不能体现我国铸造用呋喃树脂的实际情况。
主要问题有:
1)随着人们环保意识的提高和企业科技的进步,树脂中游离甲醛的含量值可以达到1.0%以下,而当前测试方法不能准确地测试。
2)树脂加入量降低到1%,采用木模制样可以更好地模拟树脂砂的使用情况,测试结果可以更好地应用在生产上。
1、强度的检测
强度的检测变化点有,减低树脂的加入量为1.0%、采用木摸成型。
1)树脂加入量的降低
当前铸造生产中树脂加入量主要集中在0.9~1.25%,树脂加入量降低后,树脂砂的强度值也跟着减小,但能够很好地适应铸造生产活动和指导树脂的检测和应用。
同时树脂加入量的下降,有利于铸造后期清砂、降低铸件缺陷的出现,降低生产成本,改善车间环境。
2)木摸成型
以前树脂检测全部采用铁制芯盒,与铸造生产中采用木摸相比,差距较大,主要表现在脱摸时间较长等,采用木摸成型,能更好地模拟树脂砂造型过程。
3)强度分级
制作GB 2684标准“8”字形试样,测试其强度,测试值见表1
表1 不同含氮量树脂的强度
通过上表可以看出,中氮树脂的强度最好,其次是高氮和低氮树脂,最后是无氮,根据测试情况和主要树脂生产厂家自硬呋喃树脂产品说明书③④⑤⑥制定出见表2的树脂强度分级。
表2 树脂强度的分级表
2、游离甲醛
游离甲醛的测试方法有很多种,有化学法、仪器分析法,仪器分析法有分光光度法、比色法等,主要应用在空气、水质等通明物质上,树脂因为自身带有较深的颜色,干扰太大,无法使用。
化学方法有氯化铵法、氧化法、硫代硫酸钠法等,最适合的方法是氯化铵法。
氯化铵法的原理是:在试样中加入氯化铵溶液和一定量的氢氧化钠,使生成的氢氧化铵和树脂中的甲醛反应生成六次甲基四胺,再用盐酸滴定剩余的氢氧化。
用氯化铵法测试游离甲醛时,0.5mol/l的NaOH标准溶液不能调低,调低后HCl标准溶液也必须跟着调低,调到0.1mol/l后测试,0.2%的试样测试结果为0.05%,由此可以肯定0.5mol/l的NaOH 标准溶液不能再调整。
在含量0.15—0.30%段,用化学法可以较准确地测定,当小于0.1%时,因树脂自身影响因素太多太显著,无法用化学法测试,主要影响因素有读数误差、糠醇含量、试样PH 值。
为了消除这三个因素,建议采用气相色谱。
气相色谱的测试基础是物质沸点的差异和不同物质在色谱柱内的传质差异,与溶剂的含量(在树脂中表现为糠醇含量)和试样的PH值(除去强酸碱)无关,由于采用氢焰检测器,灵敏度高并且线性范围可达1012,可以很好地消除这三大影响因素。
游离甲醛小于0.10%时的气相色谱测试方法。
1)试剂和材料
载气:高纯氮、纯度99.99%,流速30ml/min
甲醛标样:甲醛(环境标准样品,GSB 07-1179-2000) 气相色谱仪(配备有FID 检测器和色谱工作站)
色谱柱:不锈钢甲醛测试专用柱(填充柱),长度2m ,内径:3mm 载体:6201, 固定液:DNP 复合固定液 柱温:150℃,检测器、气化室:170℃ 2)测试方法
采用标样外标面积法:取甲醛标样0-2mg/ml 范围内至少三点,做色谱峰面积,以甲醛标样浓度和对应色谱峰面积拟合曲线,要求关联度r>0.999。
树脂样品测试:从色谱图上读出色谱峰面积Y ,根据标样曲线算出样品中游离甲醛的浓度X 。
树脂中游离甲醛的含量F%的计算方法
%100%⨯=
ρ
X
F
图1 树脂样品标准气相色谱图
表3和表4是用不同方法测试的游离甲醛值,
表3 化学滴定法测试的树脂中的游离甲醛值(%)
表4 用气相色谱法测试的树脂中的游离甲醛值(%)
从表3和表4可以看出,当游离甲醛在大于0.15%时,用化学滴定法可以较准确地测试,而当游离甲醛值小于0.10%时,就不能用化学法准确测试了,而用气相色谱则可以较准确地测试。
3、游离苯酚
有机混合物中的游离苯酚,一般采用水蒸汽蒸馏法馏出,用溴量法测定⑦。
在2003年以后市场上含有苯酚的树脂很少,一般能看到的是一些小厂生产的老品种树脂,所以游离苯酚含量较高。
表5就是某两厂家含有苯酚的自硬呋喃游离苯酚测试情况。
表5 某两厂家含有苯酚的自硬呋喃中的游离苯酚值(%)
结合测试情况,制定出了表6的游离苯酚分级。
表6 自硬呋喃树脂中游离苯酚的分级
4、结论:
1)强度,抗拉强度采用GB 2684标准“8”字形试样测试,按表1分级,可以很好地指导铸造
生产和树脂测试。
2)游离甲醛:当游离甲醛小于0.1%时,应采用气相色谱法测试,大于1.0%小于0.5%时采用氯化铵化学滴定法测试。
3)游离苯酚:采用水蒸汽蒸馏—溴量法测定,按表6分级。
5、参考文献
①呋喃树脂自硬砂实用技术,谢明师,1995,机械工业出版社。
③济南圣泉自硬呋喃树脂产品说明书,2005年10月。
④德阳东汽自硬呋喃树脂产品说明书,2005年10月。
⑤苏州兴业自硬呋喃树脂产品说明书,2005年10月。
⑥日本化王KAO呋喃固砂灵产品说明书,2005年5月。
⑦GB/T 14074.13-1993《木材胶粘剂及其树脂检验方法--游离苯酚含量测定法》。