低合金耐磨铸钢技术研究与应用
各种耐磨材料在水泥行业的运用
随着新工艺、新装备的发展应用,如:立磨辊、盘,辊压机辊面,V型及其它各种选粉机风管、导风叶、撒料盘,风机叶轮、壳体,螺旋输送机叶片,溜槽,料仓等,铸造耐磨材料的应用受到限制,非铸造耐磨材料如:耐磨钢板、复合钢板、硬面堆焊、耐磨陶瓷片、耐磨陶瓷涂料、超高分子量聚乙烯板、环纳复合板等得到更广泛的应用。
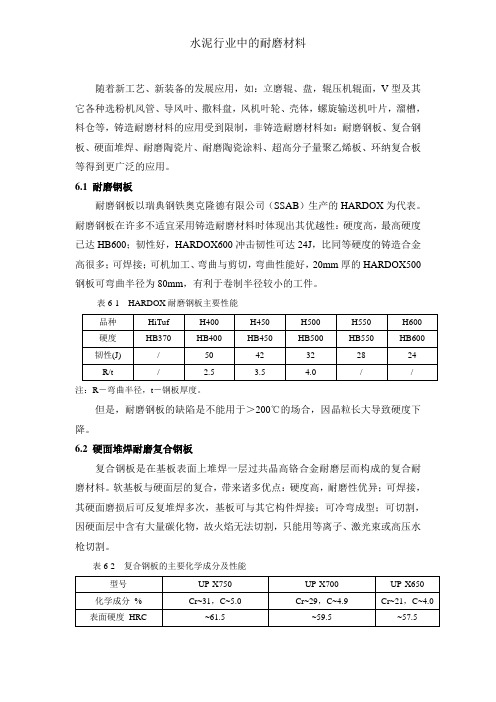
6.1 耐磨钢板耐磨钢板以瑞典钢铁奥克隆德有限公司(SSAB)生产的HARDOX为代表。
耐磨钢板在许多不适宜采用铸造耐磨材料时体现出其优越性:硬度高,最高硬度已达HB600;韧性好,HARDOX600冲击韧性可达24J,比同等硬度的铸造合金高很多;可焊接;可机加工、弯曲与剪切,弯曲性能好,20mm厚的HARDOX500钢板可弯曲半径为80mm,有利于卷制半径较小的工件。
表6-1HARDOX耐磨钢板主要性能注:R-弯曲半径,t-钢板厚度。
但是,耐磨钢板的缺陷是不能用于>200℃的场合,因晶粒长大导致硬度下降。
6.2 硬面堆焊耐磨复合钢板复合钢板是在基板表面上堆焊一层过共晶高铬合金耐磨层而构成的复合耐磨材料。
软基板与硬面层的复合,带来诸多优点:硬度高,耐磨性优异;可焊接,其硬面磨损后可反复堆焊多次,基板可与其它构件焊接;可冷弯成型;可切割,因硬面层中含有大量碳化物,故火焰无法切割,只能用等离子、激光束或高压水枪切割。
表6-2复合钢板的主要化学成分及性能注:最小弯曲半径为硬面层朝内的数值。
若硬面层朝外,弯曲半径×2。
复合钢板与HADOX钢板两者各有特长,从耐磨性比较,前者硬面层中含有硬度达HV1600的M7C3型碳化物,即使硬度相同,耐磨性远优于后者;从耐热性比较,前者在500℃下硬度基本不下降,耐热性优于后者;从工艺性比较,后者优于前者。
表6-3复合钢板和耐磨钢板技术经济指标对比6.3 硬面堆焊技术目前国内的硬面堆焊技术发展很快,除复合钢板外,在立磨辊、盘上的应用取得突破性进展,与铸造辊、盘相比,具有较大优势:可在各种金属材料(碳钢、铸铁、高铬铸铁、镍硬铸铁、高锰钢等)表面堆焊;对磨损后的高铬铸铁或镍硬铸铁立磨辊、盘进行在线或离线修复堆焊(离线修复的质量优于在线修复),可反复堆焊数次;修复一次的费用约相当于进口磨辊的1/3,国产磨辊的1/2;用碳钢铸造磨辊、盘的基体,预留尺寸后表面堆焊成成品,与整体铸造的磨辊、盘相比,售价略低,耐磨性更优。
耐磨金属材料的最新研究进展

损 而引起的能源和金属材料 消耗增加等所造成 的经济损失相 当惊人 。近年来 , 对金属磨 损和耐磨 材料 的研 究越来
越 引起 国内外 的广泛重视 。本文概述 了国内外耐磨金属 材料领域研究开发 的现状及取得 的一系列新进 展 。 关键词 : 耐磨 材料 ; 锰钢 ; 抗磨 白I铸铁 ; = I 技术进展
QU C a g i 1 Z A G G ii , N a : n2 I h n. n , H N u-e WA G Y nf g ’ m g j。 e
y,Ta gh n0 3 0 n s a 6 0 9,Chn ia; ( ・ ol eo 1 Cl g fMe l ryadE eg ,H bi o t hi Unvri e tl g n nry ee Pl e n au y c c iest
e c c n lg d mo e id ty ti atns igt tte ls fe o o .a sd b tlwericu ig moe ad n et h ooya d m n u r ,i s so ihn h h o so c n my cu e y mea a ldn r e n s a l n n
中锰钢 以外, 根据其含量 的不 同可分 为 中碳 、 中高 碳、 高碳合金耐磨钢 ; 根据合金元素的含量又可分为 低合金、 中合金及高合金耐磨钢 ; 根据组织的不同还 可分为奥氏体、 贝氏体、 马氏体耐磨钢。而耐磨铸铁 主要包括低合金 白 口铸铁 和高合金 白 口铸 铁两大 类。二者中最具有代表性的是低铬 白口铸铁和高铬 白口 铸铁 , 而且这两种材料 目前在耐磨铸铁 中占有 主导地位。马氏体或 贝氏体、 马氏体组织 的球墨铸 铁在制作小截面耐磨件方面也 占有一席之地 , 中铬 铸铁则应用较少。从整体上看 , 合金 白口铸铁 的耐 磨性优于耐磨铸钢 , 但后者韧性好 , 在诸如衬 板、 耐 磨管道等方面有着广泛的应用 呤 。 l
高硅耐磨铸钢化学成分及热加工工艺的优化设计

可作为 耐磨 材料 应用 于各种冲 击磨料 磨损 场合 。
一
、
概述
是 ,高硅耐磨铸钢的内在质量 与钢液的纯净 度有很大 的 关 系,钢液 巾的非金 属夹 杂物会 导致 产品性 能 的恶化 ,
处 理 工 艺 , 有 利 于 稳 定 等 温 淬 火 温 度 ,提 高 高 硅 耐
耐磨性能受到了很大影响。高铬铸铁也 存在韧性 低 ,不
适应于 冲击磨损 的缺 点。 近年来 ,以硅为主要合金 元素 ,利 硅 在等温转 变 过程 中强烈抑制碳化物析出的特点进行 等温淬 火 ,得到 由无碳化物 贝氏体和被碳 、硅 稳定化 了的奥 氏体 组成 的 奥一 贝双相组织 ,这 种组织具有优异 的综合 力学性能 。但
一
寸增大 ,反而降低高硅铸钢强 韧性。综合考 虑 ,将 稀土 含量 ( 质量分 数 )控 制 在 0 3 % 以下 ,钒 、钛 含量 分 .0
别 控 制 在 0 2 % 以下 。 .0
种新 型高硅耐磨铸钢 。
二、新型高硅耐磨铸钢 的试验研 究
1 化学成分的优化设计 .
高硅铸钢成分的设计原则是在满足 等温淬 火条件下
造 的产 品设计 、模具结构设计 ,以及铸造 成形 工艺 的优
化 ,对于提高铸造行业的整体 实力具有 极大 的帮 助 ,希
六、结语
综 上 所 述 ,几 款 常 用 的铸 造 仿 真 模 拟 软 件 ,可 以 较
望本文的 介绍能够对相关技术人员起到一定的参考和借
鉴 作 用 。M W ( 00 0 9 2 111)
铸钢件生产工艺要求及质量标准
铸钢件生产工艺要求及质量标准一、混砂工艺标准(一)材料要求:1、造型砂:符合GB9442-88 、JB435—63细粒砂要求,一般选用二氧化硅含量较高的天然砂或石英砂,原砂粒度根据铸件大小及壁厚确定,原砂的含泥质量分数应小于2%,原砂中的水份必须严格控制,且一般应进行烘干.2、水玻璃:水玻璃模应根据铸件大小来确定。
(1)小砂型(芯)为加速硬化采用选用M=2.7—3。
2的高模数水玻璃。
(2)中型砂型(芯)可选用M=2.3—2.6的水玻璃.(3)生产周期长的大型砂型(芯)选用M=2.0-2.2的低模数水玻璃。
(二)混制比例(质量分数%)造型砂/水玻璃=100:6~8(三)混制时间:一般情况下混制5分钟,室温或水玻璃密度较大时可适当延长混砂时间。
(四)混制后要求:混制好的造型砂要求无块状或团状,流动性较好。
二、造型工艺要点:(一)基本原则:1、质量要求高的面或主要加工面应放在下面.2、大平面应放在下面。
3、薄壁部分应放在下面。
4、厚大部分应放在上面.5、应尽量减少砂芯的数量。
6、应尽量采用平直的分型面。
(二)基本要求:1、木模:要求轮廓完整,无裂纹、无破损、无残缺,表面光洁,尺寸符合铸造工艺图纸要求,并经常进行尺寸校验。
2、砂箱:砂箱的尺寸大小应根据木模规格确定,大、中型砂箱应焊接箱筋。
3、浇注系统:根据铸件的结构特点的工艺要求,选择适宜的浇注系统,通常采用顶注式、底注式。
(1)浇注系统设置基本原则:浇口、冒口安放位置合理,大小适宜不妨碍铸件收缩,便于排气、落砂和清理,应使铸型尺寸尽量减少,简化造型操作,节省型砂用量和降低劳动强度.(2)内浇道位置的注意事项.1)内浇道不应设在铸件重要部位.2)应使金属液流至型腔各部位的距离最短.3)应不使金属液正面冲击铸型和砂芯。
4)应使金属液能均匀分散,快速地充满型腔.5)不要正对铸型中的冷铁和芯撑。
4、冒口(1)冒口设置基本原则:1)根据铸件的结构和工艺要求正确选择冒口的形状、大小和安放位置。
铸钢件常见热处理工艺

按加热和冷却条件不同,铸钢件的主要热处理方式有:退火、正火、均匀化处理、淬火、回火、固溶处理、沉淀硬化、消除应力处理及除氢处理。
1.退火:退火是将铸钢件加热到Ac3以上20~3(FC,保温一定时间,冷却的热处理工艺。
退火的目的是为消除铸造组织中的柱状晶、粗等轴晶、魏氏组织和树枝状偏析,以改善铸钢力学性能。
碳钢退火后的组织:亚共析铸钢为铁素体和珠光体,共析铸钢为珠光体,过共析铸钢为珠光体和碳化物。
适用于所有牌号的铸钢件。
2,正火:正火是将铸钢件加热到Ac3温度以上30~50。
C保温,使之完全奥氏体化,然后在静止空气中冷却的热处理工艺。
正火的目的是细化钢的组织,使其具有所需的力学性能,也是作为以后热处理的预备处理。
正火与退火工艺的区别有两个:其一是正火加热温度要偏高些;其二是正火冷却较快些。
经正火的铸钢强度稍高于退火铸钢,其珠光体组织较细。
一般工程用碳钢及部分厚大、形状复杂的合金钢铸件多采用正火处理。
正火可消除共析铸钢和过共析铸钢件中的网状碳化物,以利于球化退火;可作为中碳钢以及合金结构钢淬火前的预备处理,以细化晶粒和均匀组织,从而减少铸件在淬火时产生的缺陷。
3淬火:淬火是将铸钢件加热到奥氏体化后(AC。
或Ac•以上),保持一定时间后以适当方式冷却,获得马氏体或贝氏体组织的热处理工艺。
常见的有水冷淬火、油冷淬火和空冷淬火等。
铸钢件淬火后应及时进行回火处理,以消除淬火应力及获得所需综合力学性能铸钢件淬火工艺的主要参数:Q)淬火温度:淬火温度取决于铸钢的化学成分和相应的临界温度点。
原则上,亚共析铸钢淬火温度为Ac o以上20~30℃,常称之为完全淬火。
共析及过共析铸钢在Ac o以上30~50℃淬火,即所谓亚临界淬火或两相区淬火。
这种淬火也可用于亚共析钢,所获得的组织较一般淬火的细,适用于低合金铸钢件韧化处理。
(2)淬火介质:淬火的目的是得到完全的马氏体组织。
为此,铸件淬火时的冷却速率必须大于铸钢的临界冷却速率。
DLT680-1999 耐磨管道技术条件

Q83备案号:4005—1999中华人民共和国电力行业标准DL/T 680—1999耐磨管道技术条件Specification for wear-resistant pipes1999-08-02 发布1999-10-01中华人民共和国国家经济贸易委员会发布中华人民共和国国家经济贸易委员会1999-08-02批准1999-10-01实施前言本标准是根据原电力工业部综科教[1998]28号文“关于下达1997年制定、修订电力行业标准计划项目的通知”的安排制定的。
我国电力行业每年输送煤粉和灰渣的管道消耗量相当大,为了保证电厂安全满发,提高运行效率,推广应用近年来开发的高新技术产品,特制定本标准,作为供货厂家的生产标准和电厂选材、验收的依据。
本标准采用了美国标准ASTM A532/A532M—93a中Cr15Mo、Cr20Mo和Cr26三个牌号,部分采用了美国标准ASTM A732/A732M—90中的牌号为10Q的IC4340钢,部分采用了日本标准JIS G5111—1991中的牌号为SCCrM3钢。
本标准的附录A是提示的附录。
本标准由中国电力行业锅炉标准化技术委员会提出并归口。
本标准负责起草单位:国家电力公司金属抗磨件质量监督检验测试中心、扬州耐磨技术开发公司。
参加起草单位:华北电力大学、广州有色金属研究院耐磨材料机械研究所、无锡电力耐磨材料厂、武进市华耐衬里材料厂、金坛登兴(集团)公司、西安电力机械厂管件分厂、山东冠中电力除灰设备制造公司、江苏高鑫管阀公司、河北久通管道厂。
本标准主要起草人:孙正国、王海珊、李卫、张洪明、梅金德、李选民、孙耀良。
本标准由国家电力公司金属抗磨件质量监督检验测试中心负责解释。
1 范围本标准规定了耐磨管道的产品分类、技术要求、试验方法、检验规则及标志、包装、贮存和运输。
本标准适用于输送煤粉、煤灰(渣)等物料用的管道。
2 引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
CrMo合金球墨铸钢的热稳定性研究

表 4 温 度和 时间对球墨铸钢硬度的影响/mC I 保温时 间/ h
主要组成相 : 碳化物和珠光体的显微硬度见表 23 、 和
图2 。碳化物 区的显微硬度在 95 - 2 范围 6 " 129Hv - -
在 70 , 墨铸钢 的硬度值下 降 比较 明显 , 温 0℃ 球 保
1 , 硬度值就下降 13HR , h . C 保温 4h 硬度值下 降 , 4 5 R 。随着保温 时间的进一步增加 , .H C 硬度值 基 本保持稳定, 7 0 在 0 ℃保温 5h和 6h 球 墨铸 钢的 ,
碳化 物 。
球 墨铸钢试样 尺寸 为 中 O m 2 m×2 m, 5m 在
K W一5 一1 箱式电阻炉进行加热保温处理 。试 s D 2 样先进行正火处理 , 正火温度为 90℃  ̄2 8 0℃ , 保
球墨铸钢有如下特点 : 1 ( )因同时具备硬质碳 化物质相和起 自润滑作用的球状石墨组织 , 故球 墨 铸钢具有优 良的耐磨性 、 减摩性 能和抗粘着性 能。 () 2 具有较高的抗热 裂、 热疲劳性能。( ) 3 其抗 拉 强度高于普通低合金钢 , 强度高于铸铁。( ) 有 4具 良好的减震性能和切削性能r ] 1。 球墨铸钢已成功用 于冶金轧辊、 导卫板 、 棍、 压 工程机械 的齿轮、 塑料成型及金属热加工领域 , 取得 了极好的应用价值和社会经 济效益[ ] 1 。优 良的耐
维普资讯
第 3 卷第 6 4 期
20 年 1 06 2月
江 苏 冶 金
J n s tl r y i g uMeal g a u
Vo. 4 No 6 13 .
De . 2 0 c 06
耐磨、耐蚀、耐热钢铁合金铸件的热处理

化 后 , 空淬 、 风 淬 或 油 淬 。空 淬 、风 淬 时 若 不 易
选 择 使 金 属 材 料 易 于 钝 化 的 合 金 元 素 对 改 善
C e u ’Wa gZ o gu h nH a, n h n je
( . qn t o te nId sr sCo a y An ig 2 6 0 , h iChn 1 An ig Ci S uh r n u t e mp n , qn 4 0 0 An u, ia y i
正 火 可 选 用 空 冷 、 风 冷 、 喷 雾 冷 。 ② 淬 火 + 回 火 ,可 选 用 油 淬 后 高 温 回火 。⑧ 等 温 淬 火 , 可 在 盐 浴 炉 中 加 热 ,视 所 获 组 织 的 需 要 ,其 温 度 在 20 8 5  ̄3 0℃ 范 围 选 择 ,温 度 应 严 格 控 制 。④ 铸 态
应 力 磨 损 , 其 典 型 应 用 为 浆 泵 、输 送 管 、 叶 片类 零 件 。腐 蚀 的 工作 环 境 分 为干 态 和 湿 态 。
1 1 凿 削磨损 工况 .
凿 削 磨 损 工 况 条 件 下 ,主 要 采 用 合 金 化 的 各 类 高 锰 钢 。 为 使 各 种 结 构 特 点 的合 金 高 锰 钢 铸 件 获 得 良好 的 淬 透 性 和 组 织 的 一 致 性 ,并 提 高 其 综
z 第 l7 年期 1
温低于 4 O℃ 。
特 性 决 定着 材 料 的 耐腐 蚀 性 能 。对 此 材 料 的热 处 理 旨在 减 少 残 余 应 力 , 降 低 成 分 偏 析 ,改 善 组 织
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
低合金耐磨铸钢技术研究与应用
低合金耐磨铸钢技术的发展已经有几十年的发展历史,社会各界对这种廉价
的高性能材料进行了广泛的研究,并在不同领域进行了应用。低合金耐磨铸钢的
性能比一般的铸钢性能要高出许多,使用寿命也更长,在大型水泥磨、破碎机的
锤头等上面进行了很好的使用。文章将对低合金耐磨铸钢技术进行简要的介绍,
探讨低合金耐磨铸钢技术的研究与应用。
标签:低合金;耐磨;铸钢技术
前言
耐磨材料是矿山、煤炭等行业特别需要的一种材料,只有具备了极高的硬度、
强度、韧性,才能成为合格的耐磨材料,在使用中发挥良好的性能。耐磨材料中
比较常见的是耐磨高锰钢,但是其在应用场合上具有一定的限制,于是人们开始
关注低合金耐磨铸钢,并对低合金耐磨铸钢技术进行了广泛的研究和应用,取得
了令人满意的成果,发展潜力巨大。
1 低合金耐磨铸钢的简介
低合金耐磨铸钢是在工业生产对耐磨材料大量需求的前提下产生的,它的产
生逐渐代替了耐磨高锰钢,因为其在韧性、硬度等方面的性能都优于高锰钢,适
用性更强。低合金耐磨铸钢是由不同的化学成分组成的,在低合金耐磨铸钢中含
有碳、硅、锰、铬、钼、镍等化学元素,形成了低合金耐磨铸钢的高耐磨性能。
在低合金耐磨铸钢之中,对其耐磨性影响最大的化学元素就是碳,碳含量的
不同会造成低合金耐磨铸钢硬度和韧性的差异[1]。在对低合金耐磨铸钢进行萃
取时,要将碳含量控制在适当的范围内,才能保证低合金耐磨铸钢的硬度以及耐
磨性。在低合金耐磨铸钢中含有硅元素,硅元素能够对钢进行脱氧作用,并且对
钢进行固化,从而在钢的耐磨性上进行提高。在贝氏体耐磨铸钢之中,硅元素可
以对碳元素的析出進行抑制,提高低合金耐磨铸钢的稳定性。低合金耐磨铸钢之
中比较主要的元素是锰,锰元素可以有效提高钢的淬透性,对钢基体起到固化的
作用。铬、钼、镍是低合金耐磨铸钢中十分主要的合金化学元素,在低合金耐磨
铸钢中进行合理的搭配,可以有效提高低合金耐磨铸钢的淬透性和韧度。
2 低合金耐磨铸钢分类及性能
2.1 贝氏体耐磨铸钢
高硅贝氏体的耐磨铸钢是通过三十分钟的奥氏体进行等温技术淬火时获得
的,是以贝氏体为主的显微组织,其中含有一定量的奥氏体,在强度和韧性方面
都表现出较高的性能。主要显微组织为贝氏体的低合金耐磨铸钢,已经成为各界
普遍研究的一个方向[2]。贝氏体的低合金耐磨铸钢是一种多元的低合金耐磨铸
钢,铸造工艺主要采取的是等温淬火方式,工艺上比较复杂,不适合大铸件的规
模化生产,在化学成分上很难进行控制。之后对于贝氏体低合金耐磨铸钢的主要
研究方向就是对其稳定性和均匀性的研究。
2.2 马氏体耐磨铸钢
多元低合金耐磨铸钢在使用中具有良好的性能,与高锰钢相比无论在硬度还
是韧性上都有了很大的提升,应用在挖掘机和各种机械装备的耐磨件上,不但可
以高效的完成作业,还能够减少断裂与变形情况的发生。低合金马氏体耐磨铸钢
分为三种,一种是水淬,一种是油淬,还有一种是空淬,三种低合金马氏体耐磨
铸钢的性能各不相同,分别具有各自的优势。
水淬低合金马氏体耐磨铸钢的特点是其中具有很少的碳含量,经过淬取之后
得到了马氏体组织,这种低合金耐磨铸钢的抗断裂性能较好,但是其还没有将耐
磨性与硬度进行很好的调试,硬度最高时耐磨性并不能达到最好。油淬低合金马
氏体耐磨铸钢可以在碳含量提高时,有效避免在铸钢过程中的开裂状况,这种低
合金耐磨铸钢在硬度上具有很高的性能,但冷却速度较慢[3]。空淬低合金马氏
体耐磨铸钢中的碳含量较高,合金含量也在前两种耐磨铸钢之上,在硬度上具有
更好的性能。
3 低合金耐磨铸钢技术的研究和应用
低合金耐磨铸钢技术包括高纯净化技术、精炼技术、过滤技术、热处理技术
等,国内外对低合金耐磨铸钢都进行了广泛的研究与应用,取得了一定的成果。
3.1 国外的相关研究与应用
国际市场的高新技术发达,对耐磨材料的要求也越来越高,球磨机、电铲等
设备在进行不断的更新,对其中使用的耐磨材料的性能要求更高,不但要具有更
高的耐磨性,还要抗断裂,使用寿命要不断增加。高锰钢等传统的耐磨材料已经
无法满足其在各种性能上的需求,于是专家学者开始对新的耐磨材料进行研究,
也就是低合金耐磨铸钢[4]。国外专家学者通过对碳含量的改变,来调节低合金
耐磨铸钢的硬度和强度,得到许多显微组织为马氏体的低合金耐磨铸钢,在球磨
机衬板中进行了广泛的应用。
3.2 国内的相关研究与应用
我国对于低合金耐磨铸钢的研究与国外相比时间较短,应用范围也十分狭
窄,随着高锰钢的缺陷逐渐显现,人们才越来越重视这种在硬度和韧度等性能都
优于高锰钢的耐磨材料,应用领域也在逐渐扩大。
磨损行为研究是要使其在高荷载冲击下具有较高的耐磨性,通过对不同强度
的荷载情况下的磨损行为与高锰钢进行比较,可以发现在不同的荷载强度下,磨
损机制也呈现出一定的差异,为提高低合金耐磨铸钢的耐磨性提供了相应的理论
依据[5]。之后对低合金耐磨铸钢与高锰钢及其他几种耐磨材料在同等强度的荷
载条件下进行了比较,发现高锰钢的耐磨性最低,而低合金耐磨铸钢在耐磨性方
面具有很高的性能。通过研究表明耐磨材料中的碳含量对铸钢的耐磨性具有很大
的影响,材料的硬度越高,抗磨损性能越好。
碳含量对低合金耐磨铸钢的组织和性能具有很大的影响,通过研究可以发现
其中的具体关系,在对低合金耐磨铸钢进行应用时,可以根据具体的使用环境对
碳含量进行调节,选择高韧性或者高耐磨性。硅锰等化学元素的含量对低合金耐
磨铸钢的硬度与抗冲击性也具有很大的影响,由于其中使用的一些化学元素是十
分稀缺的资源,所以对其进行研究具有重要意义。
4 低合金耐磨铸钢技术的发展前景
我国对于低合金耐磨铸钢技术的研究已经取得了一定的成就,并且在矿山、
建材等领域都进行了很好的应用。今后对于低合金耐磨铸钢的研究工作将不断的
持续,研究重点可以放在同时提高其韧性和硬度方面,全面提高其耐磨性;也可
以在铸造工艺上进行提升,提高钢铁耐磨材料的质量;开展大铸件大规模的生产,
扩大低合金耐磨铸钢的适用范围。低合金耐磨铸钢在国内外的研究和应用形势都
十分良好,具有十分广阔的发展前景,可以在此基础上强化对低合金耐磨铸钢的
研究与应用。
5 结束语
低合金耐磨铸钢技术为耐磨材料的开发及应用提供了更加广阔的发展空间,
在硬度、韧性、耐磨性等性能方面比传统的高锰钢具有很大的提高。随着工业生
产对耐磨材料需求的增加,低合金耐磨铸钢技术的研究与应用将会取得更大的进
步,为工业发展做出卓越的贡献。
参考文献
[1]王建民,李兴志,范贵龙,等.稀土中碳低合金耐磨铸钢的组织及性能研
究[J].内蒙古工业大学学报(自然科学版),2005(1):18-22.
[2]杨军,吴占文.多元低合金耐磨铸钢的热处理工艺研究[J].铸造技术,2005
(9):817-820.
[3]裴新华.空冷低合金耐磨铸钢的研究及应用[J].梅山科技,2003(1):40-43.
[4]匡加才,符寒光.耐磨铸钢在火电厂磨机衬板上的应用研究[J].润滑与密
封,2006(12):169-171+196.
[5]张锦志,米国发,关西周.低合金耐磨钢的研究与应用进展[J].金属加工(热
加工),2009(15):29-31.