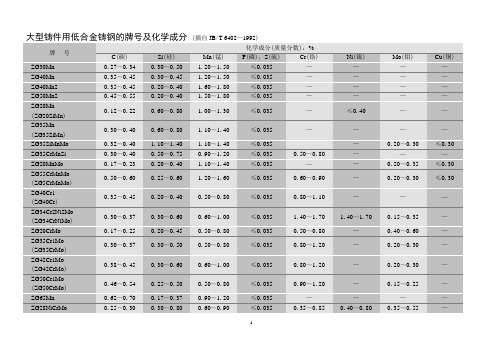
大型铸件用低合金铸钢的牌及化学成分
MS27铸件-钢材,中等及高强度低合金标准

铸件钢材,中等及高强度低合金范围这个标准定义了一种用于结构应用的中等强度低合金铸钢和一种高强度低合金铸钢的等级.MS27 60 KSI (415Mpa)产量, 90KSI (620Mpa)抗张强度, 187-241 HBW MS27QT 94KSI (645Mpa)产量, 115KSI (790MPa)抗张强度, 255-302 HBW这些钢材表现出良好的冲击韧性,可焊接性和热处理反应.材料1.化学成分应该与表I中所列要求一致.2.合金成分应该被控制在最大碳含量(CE)为0.65%.3.机械性能应该与表II中所列要求一致.4.所有提供给这个标准的钢材铸件应该通过列在热处理部分(Heat TreatmentSection)里的其中一种办法进行热处理.5.铸件质量应该符合这个标准中列在质量部分(Quality section)中的要求.6.假如发生了列在焊接部分里的情形,缺点是可以通过焊接来修补的.参考文件(ASTM标准)E8 用于金属材料抗张测试的标准测试方法E10 用于金属材料压球硬度的标准测试方法E446 厚度达到2英寸(51mm)的钢材铸件的标准射线照片E709 磁性粒子检查的标准指南化学成分符合这个标准的铸件应该是由铝粒子精炼成的,并且应该包括充足的合金以开发在适当热处理之后的指定的最小机械性能.表I中的要求将应用于MS-27的的两个等级.表I –化学成分A(重量% - 热分析家- 除备注以外的所有数值为最大值)A化学成分应该被控制用来生产带有指定机械性能的最低碳含量. 同时, 碳含量应该采用以下公式计算以严格达到0.65%的最大值.CE = %C + %Mn/6 + (%Cu + %Ni)/15 + (%Cr + %V + %Mo)/5机械性能标准测试样品, 他们展示的热处理铸件, 应该按照表II的要求表现出它们的机械性能. 指定的硬度应该不但包括在测试样品里,而且还应该包括在展示的测试样品铸件表面. 适当的金属切削后,最小0.06英寸(1.5mm),在工程图纸上的指定点的铸件上测量硬度.如果没有指定的测试位置, 除非其他的约定, 测试位置应该是由接收工具选择.表II –机械性能A(1 铸棒性能–除备注以外的所有数值为最大值)A张力测试样品应该从标准测试券和加工到一个带有或不带有螺纹的0.505(12.5mm)英寸直径准备,并按照ASTM E8测试. 两套测试棒应该通过加热灌注上识别的热数字号, 并且按照他们展示的铸件进行热处理. 如果需要, 一套应该被测试, 而另一套则保留至少6个月以作参考.B 按照ASTM E10标准测量硬度.C 规格化热处理, 规格化和锻炼, 或者淬火和锻炼过程, 参照热处理部分.D 通过水淬和锻炼的热处理, 参照热处理部分.热处理所有按照这个标准加工的铸件应该通过热处理以分裂成铸粒结构和达到指定的硬度, 并且有与参考的斗山热处理过程标准中指定部分相似的细密纹理的显微结构.MS27 (187-2441 HBW)规格化或规格化和锻炼(PS-5X-123), 或水淬和锻炼(PS-1X-2)MS27QT (255-302 HBW) 水淬和锻炼(PS-1X-2)不管热处理过程怎样, 铸件应该一律地被加热到转换温度之上的一个温度. 温度和温度时间应该被有效地溶解并破碎成铸显微结构.质量1.铸件应该符合工程图纸或斗山提供的样品. 移除门和提升接触不能生产超过铸件设计轮廓的发射或低压, 除非经斗山产品工程批准的以外.2.铸件应该被机械地清洗,以清除掉沙尘,疤迹和污垢. 鳍应该通过地面冲洗所有外表面,并且应该内表面高度不超过1/16英寸(1.5mm). 在一个完成装配的零件同时使用的过程中,内表面应该没有材料以至能够松开.3.铸件应该避免裂缝,收缩,空穴,热撕裂,膨胀,刻度,底洞,针孔的多孔性和其他影响外观和性能的缺点.任何在机加工操作中暴露出来的缺点可以作为拒绝的依据.4.铸件应该按照ASTM E709中描述的方法进行磁性粒子检查. 通过这些方法发现的所有线性表面的中断是不接受的.这包括,但不限于,所有线性铸件缺点,例如热撕裂和裂缝.5.铸件要经过X光线检查. 经ASTM E446的X光线质量应该符合或超过以下类别的严重水平:类别A –水平3类别B –水平2类别C –水平3焊接如果使用低氢加工法,则要用焊接修复缺陷,并符合下列条件:1.缺陷应当用打磨,修正,火焰切割或刨削,机加工或电弧气刨方法去除。
低合金钢铸件标准
低合金钢铸件标准一、概述低合金钢铸件是一种具有优良机械性能和化学成分的合金铸件,广泛应用于机械、建筑、船舶、汽车等领域。
本标准规定了低合金钢铸件的机械性能标准、化学成分标准和表面质量标准等方面的要求。
二、机械性能标准1.抗拉强度:低合金钢铸件应具有一定的抗拉强度,根据不同的使用场合和要求,抗拉强度应符合相关标准的规定。
2.屈服强度:低合金钢铸件应具有一定的屈服强度,以确保铸件在使用过程中不会过早发生塑性变形。
3.伸长率:低合金钢铸件应具有一定的伸长率,以使其在承受冲击载荷时具有较好的塑性变形能力。
4.硬度:低合金钢铸件应具有一定的硬度,以使其在使用过程中具有良好的耐磨性和抗疲劳性能。
5.冲击韧性:低合金钢铸件应具有一定的冲击韧性,以确保在使用过程中能够承受冲击载荷而不发生断裂。
三、化学成分标准1.碳:低合金钢铸件应含有适量的碳元素,以使其具有较好的强度和硬度。
2.硅:低合金钢铸件应含有适量的硅元素,以提高其抗氧化性和耐腐蚀性。
3.锰:低合金钢铸件应含有适量的锰元素,以增强其强度和硬度。
4.磷:低合金钢铸件应控制磷元素的含量,以避免影响其塑性和韧性。
5.硫:低合金钢铸件应控制硫元素的含量,以避免影响其耐腐蚀性和加工性能。
6.铬:低合金钢铸件可含有适量的铬元素,以提高其耐腐蚀性和抗氧化性。
7.钼:低合金钢铸件可含有适量的钼元素,以提高其强度和韧性。
8.其他元素:根据需要,低合金钢铸件可含有适量的其他合金元素,以满足特定的性能要求。
四、表面质量标准1.表面平整度:低合金钢铸件表面应平整,无明显的凸起、凹陷、气孔等缺陷。
2.表面光洁度:低合金钢铸件表面应具有一定的光洁度,以使其在使用过程中具有良好的抗腐蚀性能和外观效果。
3.表面处理:根据需要,低合金钢铸件表面可进行涂层、喷丸等处理,以提高其抗腐蚀性能和使用寿命。
铸造低合金钢(ZG30Cr06)技术要求

铸造低合金钢(ZG30Cr06)技术要求
1.使用范围
本标准规定了铸造低合金钢(ZG30Cr06)用于液压支架铸件的技术要求。
2.引用标准
下列标准所包含的条文通过本标准引用而成为本标准的条文。
GB11352-89 一般工程用铸造碳钢件
GB222-81 钢铁及合金化学分析方法
GB228-76 金属拉力试验法
GB231 金属布氏硬度试验法
3.技术要求
3.1 技术要求
3.1.1 合金成分
低合金铸钢(ZG30Cr06)的化学成分见表1
ZG30Cr06化学成分表1
注:碳当量CE按下式计算,此公式已为国际焊接学会和美国ASTM学会采用。
CE=(C+Mn/6+Cr/5)%,碳当量CE一般控制在≤0.61%。
3.1.2 机械性能
低合金铸钢(ZG30Cr06)的机械性能见表2,应根据不同的使用要求进行选择。
ZG30Cr06的机械性能表2
注:单铸拉力试棒(标准试棒),拉力试棒随铸件同炉浇注,同炉热处理。
3.1.3 其他性能要求
低合金铸钢(ZG30Cr06)铸件的技术要求,除机械性能外,其它性能按一般铸件国家通用标准执行。
(新)中德材料牌号对照表

不使用 不使用 相似
室温KV 室温KV, 未脱氧 室温KV, 未脱氧, 适合冷 成形 室温KV, 不允许未脱氧 室温KV, 不允许未脱氧. 适合冷成形 0℃ KV 0℃ KV, 适合冷成形. -20℃ KV, 完全脱氧钢 -20℃ KV, 完全脱氧钢 -20℃ KV, 完全脱氧钢,适 合冷成形 室温KV
16Mn
GB 1591-88
注意:对厚度达60mm的钢板, 高强度低合金 不接受在开膛式炉中处理, 结构钢 KV值仅为室温KV. 注意:对厚度达60mm的钢板, 高强度低合金 不接受在开膛式炉中处理, 结构钢 KV值仅为室温KV. 注意:对厚度达60mm的钢板, 高强度低合金 不接受在开膛式炉中处理, 结构钢 KV值仅为室温KV. 注意:对厚度达60mm的钢板, 高强度低合金 不接受在开膛式炉中处理, 结构钢 KV值仅为室温KV. 纯工程用钢 普碳钢 C含量0.28-0.38%, 可焊性受 限制. C含量0.42-0.50%, 可焊性受 限制.
相同
S355J0
1.0553
_
DIN EN 10025
0℃ KV
16Mn
GB 1591-88
不使用
S355 J2G3
1.0570
St 52-3N
DIN EN 10025
16Mn
GB 1591-88
不使用
-20℃ KV, 完全脱氧钢
S355 J2G3C 1.0569 _ DIN EN 10025
-20℃ KV, 完全脱氧钢,适 合冷成形 _
标准
名称
备注
性能匹配
不锈钢管 X6CrNiTi18-10
奥氏体化
0Cr18Ni10Ti 0Cr18Ni10Ti 0Cr18Ni10Ti 0Cr18Ni10Ti 0Cr18Ni10Ti
一般工程用铸造碳钢的牌号及化学成分

企业铸钢产品所采用的标准一般工程用铸造碳钢的牌号及化学成分( 摘自GB / T11352 ― 1989冶金)一般工程用铸造碳钢的力学性能( 摘自GB / T11352 ― 1989 冶金)牌号力学性能 (最小值 ),试验环境温度为10 ~30 ℃屈服点或屈服强度σs或σ0.2/MPa抗拉强度σb/ MPa伸长率δ ( % )按合同规定断面收缩率ψ( % )冲击功A K/ J冲击值 a k/kJ · m -2ZG200 - 400( ZG15 )200 400 25 40 30 600牌号元素最高含量(质量分数 ),%C(碳 )Si(硅 )Mn(锰 )S(硫 )P(磷 )残余元素 (总量≤ 1 . 00 %)Ni(镍 )Cr(铬 )Cu(铜 )Mo(钼 )V (钒 )ZG200 - 400 0 . 20 0 . 50 0 . 80 0 . 04 0 . 30 0 . 35 0 . 30 0 . 20 0 . 05ZG230 - 450 0 . 30 0 . 50 0 . 90 0 . 04 0 . 30 0 . 35 0 . 30 0 . 20 0 . 05 ZG270 - 500 0 . 40 0 . 50 0 . 90 0 . 04 0 . 30 0 . 35 0 . 30 0 . 20 0 . 05 ZG310 - 570 0 . 50 0 . 60 0 . 90 0 . 04 0 . 30 0 . 35 0 . 30 0 . 20 0 . 05ZG340 - 640 0 . 60 0 . 60 0 . 90 0 . 04 0 . 30 0 . 35 0 . 30 0 . 200 . 05ZG230 - 450( ZG25 )230 450 22 32 25 450 ZG270 - 500( ZG35 )270 500 18 25 22 350 ZG310 - 570( ZG45 )310 570 15 21 15 300 ZG340 - 640( ZG55 )340 640 10 18 10200一般工程用铸造碳钢的特性和应用牌号主要特性应用举例ZG200 - 400( ZG15 )低碳铸钢,韧性及塑性均好,但强度和硬度较低,低温冲击韧度大,脆性转变温度低,导磁、导电性能良好,焊接性好,但铸造性差机座、电气吸盘、变速箱体等受力不大,但要求韧性的零件ZG230 - 450 ( ZG25 )用于负荷不大、韧性较好的零件,如轴承盖、底板、阀体、机座、侧架、轧钢机架、箱体、犁柱、砧座等ZG270 - 500( ZG35 )中碳铸钢,有一定的韧性及塑性,强度和硬度较高,切削性良好,焊接性尚可,铸造性能比低碳钢好应用广泛,用于制作飞轮、车辆车钩、水压机工作缸、机架、蒸气锤气缸、轴承座、连杆、箱体、曲拐ZG310 - 570 ( ZG45 )用于重负荷零件、如联轴器、大齿轮、缸体、气缸、机架、制动轮、轴及辊子ZG340-640高碳铸钢,具有高强度、高硬度及高耐磨性,塑性韧性低,铸造、焊接性均差,裂纹敏感性较大起重运输机齿轮、联轴器、齿轮、车轮、阀轮、叉头大型铸件用低合金铸钢的牌号及化学成分牌号化学成分 (质量分数 ),%C ( 碳 ) Si ( 硅 ) Mn ( 锰 )P( 磷 ),S( 硫 )Cr ( 铬 ) Ni ( 镍 ) Mo ( 钼 ) Cu ( 铜 )ZG30Mn0 . 27~0 . 340 . 30~0 . 501 . 20~1 . 50≤0 . 035————ZG40Mn 0 . 35~0 . 450 . 30~0 . 451 . 20~1 . 50≤0 . 035————ZG40Mn20 . 35~0 . 450 . 20~0 . 401 . 60~1 . 80≤0 . 035————ZG50Mn20 . 45~0 . 550 . 20~0 . 401 . 50~1 . 80≤0 . 035————ZG20Mn0 . 12~0 . 220 . 60~0 . 801 . 00~1 . 30≤0 . 035—≤0 . 40——ZG35Mn0 . 30~0 . 400 . 60~0 . 801 . 10~1 . 40≤0 . 035————ZG35SiMn Mo 0 . 32~0 . 401 . 10~1 . 401 . 10~1 . 40≤0 . 035——0 . 20~0 . 30≤0 . 30ZG35CrMn Si 0 . 30~0 . 400 . 50~0 . 750 . 90~1 . 20≤0 . 0350 . 50~0 . 80———ZG20MnM o 0 . 17~0 . 230 . 20~0 . 401 . 10~1 . 40≤0 . 035——0 . 20~0 . 35≤0 . 30ZG55CrMn Mo 0 . 50~0 . 600 . 25~0 . 601 . 20~1 . 60≤0 . 0350 . 60~0 . 90—0 . 20~0 . 30≤0 . 30ZG40Cr10 . 35~0 . 450 . 20~0 . 400 . 50~0 . 80≤0 . 0350 . 80~1 . 10———ZG34Cr2N i2Mo 0 . 30~0 . 370 . 30~0 . 600 . 60~1 . 00≤0 . 0351 . 40~1 . 701 . 40~1 . 700 . 15~0 . 35—ZG20CrMo0 . 17~0 . 250 . 20~0 . 450 . 50~0 . 80≤0 . 0350 . 50~0 . 80—0 . 40~0 . 60—ZG35Cr1M o 0 . 30~0 . 370 . 30~0 . 500 . 50~0 . 80≤0 . 0350 . 80~1 . 20—0 . 20~0 . 30—ZG42Cr1M o 0 . 38~0 . 450 . 30~0 . 600 . 60~1 . 00≤0 . 0350 . 80~1 . 20—0 . 20~0 . 30—ZG50Cr1M o 0 . 46~0 . 540 . 25~0 . 500 . 50~0 . 80≤0 . 0350 . 90~1 . 20—0 . 15~0 . 25—ZG65Mn0 . 62~0 . 700 . 17~0 . 370 . 90~1 . 20≤0 . 035————ZG28NiCr Mo 0 . 25~0 . 300 . 30~0 . 800 . 60~0 . 90≤0 . 0350 . 35~0 . 850 . 40~0 . 800 . 35~0 . 55—ZG30NiCr Mo 0 . 25~0 . 350 . 30~0 . 600 . 70~1 . 00≤0 . 0350 . 60~0 . 900 . 60~1 . 000 . 35~0 . 50—ZG35NiCr Mo 0 . 30~0 . 370 . 60~0 . 900 . 70~1 . 00≤0 . 0350 . 40~0 . 900 . 60~0 . 900 . 40~0 . 50—。
铸钢材质说明书
铸钢铸钢(cast steel)用以浇注铸件的钢。
铸造合金的一种。
铸钢分为铸造碳钢、铸造低合金钢和铸造特种钢3类。
①铸造碳钢。
以碳为主要合金元素并含有少量其他元素的铸钢。
含碳小于0.2%的为铸造低碳钢,含碳0.2%~0.5%的为铸造中碳钢,含碳大于0.5%的为铸造高碳钢。
随着含碳量的增加,铸造碳钢的强度增大,硬度提高。
铸造碳钢具有较高的强度、塑性和韧性,成本较低,在重型机械中用于制造承受大负荷的零件,如轧钢机机架、水压机底座等;在铁路车辆上用于制造受力大又承受冲击的零件如摇枕、侧架、车轮和车钩等。
②铸造低合金钢。
含有锰、铬、铜等合金元素的铸钢。
合金元素总量一般小于5%,具有较大的冲击韧性,并能通过热处理获得更好的机械性能。
铸造低合金钢比碳钢具有较优的使用性能,能减小零件质量,提高使用寿命。
③铸造特种钢。
为适应特殊需要而炼制的合金铸钢,品种繁多,通常含有一种或多种的高量合金元素,以获得某种特殊性能。
例如,含锰11%~14%的高锰钢能耐冲击磨损,多用于矿山机械、工程机械的耐磨零件;以铬或铬镍为主要合金元素的各种不锈钢,用于在有腐蚀或650℃以上高温条件下工作的零件,如化工用阀体、泵、容器或大容量电站的汽轮机壳体等。
[编辑本段]铸钢钢冶炼后材质的变化特点304 316铸钢是目前应用最为广泛的不锈钢,304,C≤0.08 Ni8.00~10.00 Cr18.00~20.00,Mn<=2.0Si<=1.0 S<=0.030 P<=0.035304LC≤0.03其他的元素与304相同304 316是奥氏体铸钢,无磁性的,430 403 410 这些是奥氏体-铁素体不锈钢有磁性。
铸铁英文名:cast iron含碳量在2%以上的铁碳合金。
工业用铸铁一般含碳量为2%~4%。
碳在铸铁中多以石墨形态存在,有时也以渗碳体形态存在。
除碳外,铸铁中还含有1%~3%的硅,以及锰、磷、硫等元素。
合金铸铁还含有镍、铬、钼、铝、铜、硼、钒等元素。
MS27铸件-钢材,中等及高强度低合金

铸件钢材,中等及高强度低合金范围这个标准定义了一种用于结构应用的中等强度低合金铸钢和一种高强度低合金铸钢的等级.MS27 60 KSI (415Mpa)产量, 90KSI (620Mpa)抗张强度, 187-241 HBW MS27QT 94KSI (645Mpa)产量, 115KSI (790MPa)抗张强度, 255-302 HBW这些钢材表现出良好的冲击韧性,可焊接性和热处理反应.材料1.化学成分应该与表I中所列要求一致.2.合金成分应该被控制在最大碳含量(CE)为0.65%.3.机械性能应该与表II中所列要求一致.4.所有提供给这个标准的钢材铸件应该通过列在热处理部分(Heat TreatmentSection)里的其中一种办法进行热处理.5.铸件质量应该符合这个标准中列在质量部分(Quality section)中的要求.6.假如发生了列在焊接部分里的情形,缺点是可以通过焊接来修补的.参考文件(ASTM标准)E8 用于金属材料抗张测试的标准测试方法E10 用于金属材料压球硬度的标准测试方法E446 厚度达到2英寸(51mm)的钢材铸件的标准射线照片E709 磁性粒子检查的标准指南化学成分符合这个标准的铸件应该是由铝粒子精炼成的,并且应该包括充足的合金以开发在适当热处理之后的指定的最小机械性能.表I中的要求将应用于MS-27的的两个等级.表I –化学成分A(重量% - 热分析家- 除备注以外的所有数值为最大值)A化学成分应该被控制用来生产带有指定机械性能的最低碳含量. 同时, 碳含量应该采用以下公式计算以严格达到0.65%的最大值.CE = %C + %Mn/6 + (%Cu + %Ni)/15 + (%Cr + %V + %Mo)/5机械性能标准测试样品, 他们展示的热处理铸件, 应该按照表II的要求表现出它们的机械性能. 指定的硬度应该不但包括在测试样品里,而且还应该包括在展示的测试样品铸件表面. 适当的金属切削后,最小0.06英寸(1.5mm),在工程图纸上的指定点的铸件上测量硬度.如果没有指定的测试位置, 除非其他的约定, 测试位置应该是由接收工具选择.表II –机械性能A(1 铸棒性能–除备注以外的所有数值为最大值)A张力测试样品应该从标准测试券和加工到一个带有或不带有螺纹的0.505(12.5mm)英寸直径准备,并按照ASTM E8测试. 两套测试棒应该通过加热灌注上识别的热数字号, 并且按照他们展示的铸件进行热处理. 如果需要, 一套应该被测试, 而另一套则保留至少6个月以作参考.B 按照ASTM E10标准测量硬度.C 规格化热处理, 规格化和锻炼, 或者淬火和锻炼过程, 参照热处理部分.D 通过水淬和锻炼的热处理, 参照热处理部分.热处理所有按照这个标准加工的铸件应该通过热处理以分裂成铸粒结构和达到指定的硬度, 并且有与参考的斗山热处理过程标准中指定部分相似的细密纹理的显微结构.MS27 (187-2441 HBW)规格化或规格化和锻炼(PS-5X-123), 或水淬和锻炼(PS-1X-2)MS27QT (255-302 HBW) 水淬和锻炼(PS-1X-2)不管热处理过程怎样, 铸件应该一律地被加热到转换温度之上的一个温度. 温度和温度时间应该被有效地溶解并破碎成铸显微结构.质量1.铸件应该符合工程图纸或斗山提供的样品. 移除门和提升接触不能生产超过铸件设计轮廓的发射或低压, 除非经斗山产品工程批准的以外.2.铸件应该被机械地清洗,以清除掉沙尘,疤迹和污垢. 鳍应该通过地面冲洗所有外表面,并且应该内表面高度不超过1/16英寸(1.5mm). 在一个完成装配的零件同时使用的过程中,内表面应该没有材料以至能够松开.3.铸件应该避免裂缝,收缩,空穴,热撕裂,膨胀,刻度,底洞,针孔的多孔性和其他影响外观和性能的缺点.任何在机加工操作中暴露出来的缺点可以作为拒绝的依据.4.铸件应该按照ASTM E709中描述的方法进行磁性粒子检查. 通过这些方法发现的所有线性表面的中断是不接受的.这包括,但不限于,所有线性铸件缺点,例如热撕裂和裂缝.5.铸件要经过X光线检查. 经ASTM E446的X光线质量应该符合或超过以下类别的严重水平:类别A –水平3类别B –水平2类别C –水平3焊接如果使用低氢加工法,则要用焊接修复缺陷,并符合下列条件:1.缺陷应当用打磨,修正,火焰切割或刨削,机加工或电弧气刨方法去除。
大型铸件用低合金铸钢的牌号及化学成分
(摘自JB/T 6402—1992)(1)中国GB标准一般工程用碳素铸钢|[GB/T 11352—1989]a. 一般工程用碳素铸钢的钢号与化学成分,见表5-1。
表5-1 一般工程用碳素钢的钢号与化学成分(质量分数) (%)钢号旧钢号C Si Mn P≤S≤残余元素(≤)ZG200-400 ZG15 <=0.20 <=0.50 <=0.80 0.040 0.040 Cr<=0.35Ni<=0.30Mo<=0.20Cu<=0.30V<=0.05ZG230-450 ZG25 <=0.30 <=0.50 <=0.90 0.040 0.040ZG270-500 ZG35 <=0.40 <=0.50 <=0.90 0.040 0.040ZG310-570 ZG45 <=0.50 <=0.60 <=0.90 0.040 0.040ZG340-640 ZG55 <=0.60 <=0.60 <=0.90 0.040 0.040①实际碳含量上限每减少ω(C)0.01% ,允许实际锰含量上限超出ω(Mn)0.04%。
对ZG200-400的锰含量ω(Mn)1.00%,其余4个钢号的锰含量最高为1.20%。
②残余元素总含量不得超过1.00%;如需方无要求,残余元素可不作分析。
b. 一般工程用碳素钢的力学性能,见表5―2。
表5-2 一般工程用碳素钢的力学性能钢号热处理力学性能(不小于)正火或退火温度/ ℃回火温度/ ℃σ/MPa σ/MPa δ(%) ψ (%) AKVJ Akv/(J/cm2)ZG200-400 920-940 ------ 400 200 25 40 30 6.0ZG230-450 890-910 620-680 450 230 22 32 25 4.5ZG270-500 880-900 620-680 500 270 18 25 22 3.5ZG310-570 870-890 620-680 570 310 15 21 15 3.0ZG340-640 840-860 620-680 640 340 10 18 10 2.0①表中为室温力学性能,适于厚度<=100mm的铸件②伸长率和冲击吸收功Akv根据双方协议选择。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
大型铸件用低合金铸钢的牌号及化学成分(摘自JB/T 6402—1992)(1)中国GB标准一般工程用碳素铸钢|[GB/T 11352—1989]a. 一般工程用碳素铸钢的钢号与化学成分,见表5-1。
表5-1 一般工程用碳素钢的钢号与化学成分 (质量分数) (%)钢号旧钢号 C Si Mn P≤ S≤残余元素(≤)ZG200-400 ZG15 <=0.20 <=0.50 <=0.80 0.040 0.040 Cr<=0.35Ni<=0.30Mo<=0.20Cu<=0.30V<=0.05ZG230-450 ZG25 <=0.30 <=0.50 <=0.90 0.040 0.040ZG270-500 ZG35 <=0.40 <=0.50 <=0.90 0.040 0.040ZG310-570 ZG45 <=0.50 <=0.60 <=0.90 0.040 0.040ZG340-640 ZG55 <=0.60 <=0.60 <=0.90 0.040 0.040①实际碳含量上限每减少ω(C)0.01% ,允许实际锰含量上限超出ω(Mn)0.04%。
对ZG200-400的锰含量ω(Mn)1.00%,其余4个钢号的锰含量最高为 1.20%。
②残余元素总含量不得超过1.00%;如需方无要求,残余元素可不作分析。
b. 一般工程用碳素钢的力学性能,见表5―2。
表5-2 一般工程用碳素钢的力学性能钢号热处理力学性能(不小于)正火或退火温度 / ℃回火温度/ ℃σ/MPa σ/MPa δ(%) ψ (%) AKVJ Akv/(J/cm2)ZG200-400 920-940 ------ 400 200 25 40 30 6.0ZG230-450 890-910 620-680 450 230 22 32 25 4.5ZG270-500 880-900 620-680 500 270 18 25 22 3.5ZG310-570 870-890 620-680 570 310 15 21 15 3.0ZG340-640 840-860 620-680 640 340 10 18 10 2.0①表中为室温力学性能,适于厚度<=100mm的铸件②伸长率和冲击吸收功Akv根据双方协议选择。
如需方无要求,由供方选择其中之一。
③屈服点或屈服强度。
C.一般工程用碳素钢的性能与用途,见表5-3。
表 5。
3 一般工程用碳素钢的性能与用途钢号性能特点用途举例ZG200-400 低碳铸钢,强度和硬度较低,韧性与塑性好,低温冲击韧度高,脆性转变温度低,导电、电磁性能好,焊接性良好,但铸造性能差用作受力不大、要求冲击韧度的各种机械零件,如机座、变速箱客等ZG230-450 用作受力不大、要求冲击韧度的各种机械零件,如砧座、轴承盖、外壳、犁柱、阀体等ZG270-500 中碳铸钢,强度和硬度较好,有一定韧性与塑性,切削加工性能良好,焊接性尚可,铸造性能比低碳钢用作轧钢机架、轴承座、连杆、箱体、横梁、曲拐、缸体等ZG310-570 用于载荷较高的耐磨零件,如辊子、缸体、制劳轮、大齿轮等ZG340-640 高碳素钢,强度、硬度和耐磨性均高,但韧性、塑性低,铸造行能差,裂纹敏感性大用作齿轮、棘轮、叉头等(2)中国GB标准焊接结构用碳素铸钢[GB/T 7659--1987]a. 焊接结构用碳素铸钢的钢号与规定的化学成分,见表5―4表 5-4焊接结构用碳素铸钢的钢号与规定的化学成分(质量分数)(%)钢号 C Si Mn P ≤ S ≤残余元素≤ZG200-400H ≤0.20 ≤0.50 0.80 0.040 0.040 Cr ≤0.30Ni≤0.30Mo≤0.15Cu≤0.30V≤0.05ZG230-450H ≤0.20 ≤0.50 1.20 0.040 0.040 ZG275-485H ≤0.25 ≤0.50 1.20 0.040 0.040①钢号后缀字母“H”表示焊接用钢。
②实际碳含量上限每减少ω(C)0.01%,允许实际锰含量上限超出ω(C)0.04%,但总超出量不得大于ω(Mn)0.20%③残余元素含量不得超过ψ(总含量)0.80%。
b. 焊接结构用碳素铸钢主要化学成分推荐的控制范围,见表5-5。
表 5-5 焊接结构用碳素铸钢主要化学成分推荐控制范围(质量分数)(%)钢号 C Si Mn 残余元素总和碳当量有碳当量要求时得成本控制范围ZG200-400HZG230-450H——≤0.80≤1.20≤1.20 ≤0.40≤0.40≤0.40 ≤0.38≤0.42≤0.46无碳当量要求时得成本控制范围ZG200-400HZG200-400H 0.17-0.200.20-0.25 0.20-0.500.20-0.50 1.00-1.201.00-1.20 ≤0.80≤0.80 ——碳当量计算公式:CE(%)=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15,此公式已为国际焊接学会和美国ASTM学会采用。
c. 焊接结构用碳素铸钢的力学性能,见表5-6。
表 5-6 焊接结构用碳素钢的力学性能钢号拉伸性能(不小于)冲击性能(不小于)σb /MPa σs / Mpa δ(%) ψ(%) AKV/J aKU/(J/cm2)ZG200-400H 400 200 25 40 30 59ZG230-450H 450 230 22 35 25 44ZG275-485H 485 275 20 35 22 34(3)中国JB标准熔模铸造用碳素钢件(JB/T 5100--1991)a. 熔模铸造用碳素钢件的钢号与化学成分,见表 5-7。
表 5—7熔模铸造用碳素钢件的钢号与化学成分(质量分数)(%)钢号 C Si Mn P≤ S≤残余元素(≤)RZG200--400 ≤0.20 ≤0.50 0.80 0.040 0.040 Cr≤0.35Ni≤0.30Mo≤0.20Cu≤0.30V<=0.05RZG230--450 ≤0.30 ≤0.50 0.90 0.040 0.040RZG270--500 ≤0.40 ≤0.50 0.90 0.040 0.040RZG310--570 ≤0.50 ≤0.50 0.90 0.040 0.040RZG340--640 <=0.60 <=0.50 0.90 0.040 0.040①实际谈含量上限每减少ω(C)0.01%,允许实际锰含量上限超出ω(Mn)0.04%;对RZG200-400锰含量ω(Mn)<=1.00%,其余4个刚号锰含量ω(Mn)<=1.20%②残余元素含量不得超过ω(残余总含量)1.00%;如需方无要求,残余元素可不作分析。
B.熔模铸造用炭素铸钢件的力学性能,见5-8。
表5-8熔模铸造用炭素铸钢件的力学性能钢号σb /MPa σ0.2 /MPa δ(%) ψ(%) AKV/J aKU/(J/cm2)不小于不小于RZG200--400 400 200 25 40 30 6.0RZG230--450 450 230 22 32 25 4.5RZG270--500 500 270 18 25 22 3.5RZG310--570 570 310 15 21 15 3.0RZG340--640 640 340 10 18 10 2.0①根据试验结果确定σsσ0.2。
(4)国GB标准一般工程与结构用低合金铸钢[GB/T14408—1993]a.一般工程与结构用低合金铸钢标准规定的磷、硫含量和力学性能,见表5-9。
b.一般工程与结构用低合金铸钢的化学成分实例,见表5-10c.一般工程与结构用低合金铸钢的力学分析性能实例,见表5—11。
般工程与结构用低合金铸钢标准规定的磷、硫含量和力学性能(质量分数)(%)钢号磷、硫含量力学性能(不小于)P≤ S≤σb/Mpa σs 或σ0.2/Mpa δ5(%) φ(%)ZGD270-480 0.040 0.040 480 270 18 35ZGD290-510 0.040 0.040 510 290 16 35ZGD345-570 0.040 0.040 570 345 14 35ZGD410-620 0.040 0.040 620 410 13 35ZGD535-720 0.040 0.040 720 535 12 30ZGD650-830 0.040 0.040 830 650 10 25ZGD730-910 0.035 0.035 910 730 8 22ZGD840-1030 0.035 0.035 1030 840 6 20注:该标准中化学成分的其他元素含量未作规定。
除非供需双方另有协定,一般低合金铸钢的化学成分由供方确定。
表5-10 一般工程与结构用低合金铸钢的化学成分实例(质量分数)(%)牌号 No C Si Mn P S Cr Ni Mo 其他ZGD290-510 3 0.23 0.60 1.00~1.50 0.025 0.025 0.30 0.40 0.15 —4 0.15~0.20 0.30~0.60 0.50~0.80 0.040 0.040 1.20~1.50 — 0.45~0.55 —ZGD345-570 5 0.30~0.40 0.50~0.75 0.60~1.20 0.030 0.030 0.50~0.80 ——6 0.25~0.35 0.60~0.80 1.10~1.40 0.040 0.040 ——— Cu0.33Al 0.01ZGD410-620 7 0.20 0.75 0.40~0.70 0.040 0.040 4.00~6.00 0.40 0.45~0.65 Cu0.30 8 0.22~0.30 0.50~0.80 1.30~ZGD730-910 13 0.25~0.35 0.30~0.60 0.90~1.50 0.040 0.040 0.30~0.90 1.60~2.00 0.15~0.35 —14 0.10~0.18 0.20~0.40 0.30~0.55 0.030 0.030 1.20~1.70 1.40~1.80 0.20~0.30 Cu 0.30V 0.03~0.15ZGD840-1030 15 0.30~0.38 — 0.70~0.90 0.040 0.040 0.40~0.60 0.60~0.80 0.17~0.25 —16 0.22~0.34 0.30~0.60 0.30~0.80 0.025 0.025 0.5~1.3 0.5~3.0 0.2~0.7 Cu 0.4表5-11 一般工程与结构用低合金铸钢的力学性能实例钢号 No 热处理力学性能(不小于)硬度HBSσb/MPa σ0.2/MPa δ5(%) φ (%) AKV/ JZGD270-480 1 正火+675℃回火 485 275 20 35 ——2 正火+回火 483 276 18 35 ——ZGD290-510 3 正火+回火 510 295 14 30 39 1564 正火+回火 540 295 15 35 39ZGD345-570 5 二次正火+回火 590 345 14 30 — 2176 正火+回火 590 345 14 25 ——ZGD410-620 7 调质 620 420 13 — 25 179~2258 正火+回火 622 416 22 45 44.1 179~241ZGD535-720 9 正火+回火 736 539 13 30 — 21210 正火+回火 725 550 18 30 41 —ZGD650-830 11 调质 835 685 13 45 35 269~30212 调质 850 680 12 25 22 260ZGD730-910 13 淬火+回火 981 784 9 20 ——14 淬火+回火 1000 750 10 20 ——ZGD840-1030 15 淬火+回火 1050 875 9 22 ——16 退火+淬火+回火 1060 880 8 30 — 262~321。