博创注塑机参数对照表
注射成型机的技术参数.
4、塑化能力
定义: 注射机塑化装置在1h内所能塑化物料的kg数(以PS为准) ;
测试方法: JB/T7267-94;
要求: 规定的时间内能提供足够量的塑化均匀的物料。
若塑化能力高而机器的空循环时间太长,则不能发挥塑化装置的能力;反之,则会加长 成型周期。
目前注射机的塑化能力有了较大的提高。
实际的注射压力的分类
(1)注射压力<70 MPa,用于低黏度的塑料,且形 状简单、壁厚制品; (2)注射压力70~l00 MPa,用于低黏度塑料,形 状、精度要求一般制品; (3)注射压力100~140 MPa,用于中、高黏度塑 料,且形状、精度要求一般的制品; (4)注射压力140~180 MPa,用于较高黏度的塑 料,且制品壁薄、流程长、厚度不均,精度要 求较高; (5)对于精密塑料制品的注射成型,注射压力 230~250 MPa。
注射速率或注射速度的意义
注射速率或注射速度或注射时间,直接影响到制品的质量和 生产率。
注射速率过低(即注射时间过长),制品易ቤተ መጻሕፍቲ ባይዱ成冷接缝,不 易充满复杂的模腔。
合理地提高注射速率,能缩短生产周期,减少制品的尺寸公 差,能在较低的模温下顺利地获得优良的制品,特别是在成 型薄壁、长流程制品及低发泡制品时采用高的注射速率,能 获得优良的制品。因此目前有提高注射速率的趋势。
3、注射速度、注射速率和注射时间
定义: 注射速度:指注射时螺杆或柱塞移动速度; 注射速率:指单位时间内熔料从喷嘴射出
的理论容量; 注射时间:指螺杆或柱塞作一次注射量所需
的时间。
3、注射速度、注射速率的计算式
U——注射速度,cm/s; S——注射行程,螺杆或柱塞移动距
离,cm; t——注射时间,s; V——注射速率,cm3/s; Q——一次最大注射量,cm3。
注塑机参数2012-7-17

22
ቤተ መጻሕፍቲ ባይዱ
22
16
16
11
11
11
11
Par:Guo Qinxue
Date:2006-01
Par:Guo Qinxue
Date:2006-01
大悍(天津)汽车零部件有限公司注塑机参数表
机型Type 厂家Producer Distance betweent tie bars(H) 1 格林间距(水平) Distance betweent tie bars(V) 2 格林间距(垂直) Platen dimension(H )模板尺寸 3 (水平) Platen dimension(V )模板尺寸(垂 4 直) Maxium mould thickness 5 最大模具厚度 Minium mould thickness 6 最小模具厚度 最小模具尺寸 Opening stoke 7 开模行程 Ejection stroke 8 顶出行程 Core number 9 抽芯组数 Screw diameter of the ejcetor 10 顶出拉杆螺丝直径 Screw diameter 11 螺杆直径 3 12 Max. Injection capacity (CM ) 最大注射容积 注射重量g Diamè de centrage tre 13 定位圈直径 注塑机喷嘴孔直径 Radius of the nozzle of the 14 machine 注射机喷嘴半径 Radius of the nozzle of the 15 MOULD 模具喷嘴半径 水嘴标准接头 16 Water connector standard 17 油管接头 Hydraulic connector 18 安全开关 Safty switch 热流道接口 19 Hot runner connector 说明:1。未注明单位均为毫米。 No. 1000T 海天 1160 1160 1650 1698 1160 500 810*810 1220 320 4+3 800T 海天 1000 1000 1465 1485 1000 420 700*700 1040 280 4+3 530T 海天 840 830 1240 1250 850 350 590*580 850 220 3+3 470T 海天 820 800 1210 1180 780 320 580*560 780 200 2+2 320T 海天 680 680 990 990 680 250 475*475 640 160 2+2 250T 海天 580 580 860 860 580 220 400*400 540 150 2+2 160T 海天 470 470 705 705 520 180 330*330 430 140 2+2 120T 海天 410 410 625 627 450 150 290*290 360 120 2+2 2+2 1+1 120T 震雄 390 350 560 560 100T 震雄 350 310 525 490
博创注塑机界面操作指南

博创注塑机界面操作指南一、引言博创注塑机是一种先进的注塑设备,具有高效、稳定、精确的特点。
为了更好地操作该设备,我们需要掌握其界面操作方法。
本文将为大家详细介绍博创注塑机界面的操作指南。
二、界面概述博创注塑机界面分为主界面和子界面两部分。
主界面显示设备的整体状态和控制选项,而子界面则用于详细设置和调整参数。
通过界面操作,我们可以实现对注塑机的各种功能和参数进行调整。
三、主界面操作1. 登录界面首次进入界面时,需要输入用户名和密码进行登录。
确保只有授权人员可以访问和操作设备。
2. 主界面布局主界面通常分为几个区域,包括设备状态显示区、操作按钮区、参数显示区等。
设备状态显示区用于显示设备的运行状态,如温度、压力等。
操作按钮区包含了各种功能按钮,如启动、停止、急停等。
参数显示区用于显示当前设备的各项参数。
3. 设备状态显示在设备状态显示区,我们可以实时监测设备的运行状态。
通过观察温度、压力等指标,可以及时发现异常情况并采取相应措施。
4. 操作按钮主界面的操作按钮区包含了各种功能按钮,如启动、停止、急停等。
在进行操作之前,首先确保设备处于停止状态。
然后,根据实际需求点击相应按钮进行操作。
四、子界面操作1. 进入子界面点击主界面的设置按钮或相应选项,可以进入子界面进行详细设置和调整参数。
2. 参数设置在子界面中,我们可以对各项参数进行设置。
例如,可以设置注射速度、保压时间、冷却时间等。
根据注塑产品的要求,调整相应参数,以实现最佳效果。
3. 曲线显示博创注塑机界面还提供了曲线显示功能,可以实时显示温度、压力等参数的变化趋势。
通过观察曲线,可以判断设备运行是否正常,及时调整参数。
4. 报警信息子界面还会显示设备的报警信息,如温度过高、压力过低等。
当出现报警时,需要及时处理,以避免设备故障或产品质量问题。
五、操作技巧1. 注意安全在操作注塑机时,要注意安全。
遵守操作规程,佩戴好防护设备,确保自身和他人的安全。
2. 熟悉设备功能在操作之前,要熟悉注塑机的各项功能和操作方法。
[指南]注塑机参数
![[指南]注塑机参数](https://img.taocdn.com/s3/m/333bda09a66e58fafab069dc5022aaea998f418b.png)
注塑机参数一)、技术参数要求1、注塑部分320T 定模定位圈尺寸为¢150, 470T-650T 定位圈尺寸为¢200,800T 、1000T 注塑机定模定位圈¢250,每台注塑机需配送加长射嘴(长度为150mm )现每台注塑机需配送加长射嘴如模具做延伸唧嘴,定位环内直径必须做80mm 以上射嘴伸进模板大于30MM, 定位环内直径必须做80mm以上具体见B尺寸机台号射嘴外径 A 发热圈到射嘴前端距离B206H011/17 (320吨) D45 30 208H017-19 (480/500吨) D50 50 209G004-6 (560吨) D50 50 210H004-7 (650吨) D50 50 211G001-4 (780/800吨) D50 50 1011H003-4 (780/800吨) D50 50发件人:李健锋 [mailto:***************.cn]发送时间: 2010年7月14日 16:19收件人: 'zhongshengmould'抄送: '肖云辉'; '高一浪'; '美的公司陈庆高'主题:注塑机资料现每台注塑机配送加长射嘴如模具做延伸唧嘴,定位环内直径必须做80mm以上唧嘴R要做到SR22模具在300T(包括300T)以下注塑机定位环要用直径100mm模具在320T(包括320T)以上注塑机定位环要用直径150mm模具在800T-1250T注塑机生产,在现有定位环外还要套上一个¢250的定位环.模具在470T-650T注塑机生产,在现有定位环外还要套上一个¢200的定位环.定位环内直径必须做¢80mm000000000000000000000000000000000000000000。
注塑机参数及技术规格表

最大开模距 离mm (机台标 称) 550 550 490 580 704 1330 1035 985 580 580 660 710 735 819 2000 280 280 280 365 270 270 270 340 410 410 410 410 280 280 280 270 325 325 2000
1# 2# 3# 4# 5# 6# 7# 8# 9# 10# 11# 12# 13# 14# 15# 16# 17# 18# 19# 20# 21# 22# 23# 24# 25# 26# 27# 28# 29# 30# 31# 32# 33# 34# 35#
联升 联升 伊之密 伊之密 海天 海天 海天 海天 联升 联升 海天 东华 海太 海天 联升 联升 联升 联升 联升 伊之密 伊之密 伊之密 伊之密 伊之密 伊之密 伊之密 伊之密 联升 联升 联升 海天 海天 海天 百塑 联升
2009.12 2009.12 2006.02 2007.06 2006.09 2007.08 2006.07 2001.06 2009.12 2009.12 2001.08 2007.08 2004.01 2004.05 2013.01 2009.11 2009.11 2009.11 2009.11 2008.09 2008.09 2008.09 2006.02 2007.05 2007.05 2007.05 2007.05 2013.02 2013.02 2013.02 2011.01 2011.01 2011.01 2011.09 2014.03
顺德某模具公司制品部注塑机技术规格
以PS材料计 实际注射重 总功率(kw) 算(密 理论注射重 量g 油泵电机功 (机台标 度:1.05g/cm 量(g) (以理论值的 率(KW) 称) 3) 85%计算) 1.05 1.05 1.05 1.05 1.05 1.05 1.05 1.05 1.05 1.05 1.05 1.05 1.05 1.05 126.1 1.05 1.05 1.05 1.05 1.05 1.05 1.05 1.05 1.05 1.05 1.05 1.05 2.9 2.9 2.9 1.05 1.05 1.05 1.05 126.1 830.55 830.55 786.77 1124.87 1300.95 6056.4 4690.35 3628.8 1413.3 1413.3 1305.15 2541 2457 2938.95 3574 96.6 96.6 96.6 171.15 87.26 87.26 87.26 259.14 389.45 389.45 389.45 389.45 84 84 84 92.4 160.65 160.65 3574 664 664 629 900 1041 4845 3752 2903 1131 1131 1044 2033 1966 2351 2859 77 77 77 137 70 70 70 207 312 312 312 312 71 71 71 74 129 129 2859 40 40 35.5 52.5 58.1 155 135.15 132.45 51 51 56.65 61.2 80 96.85 103 13 13 13 18 12 12 12 19.8 26.1 26.1 26.1 26.1 13.3 13.3 13.3 12.6 17.2 17.2 103 19 20 22 30 37 55/37 37/25 45/45 22 22 37 37 45 48 30*2 5.2 5.2 5.2 7.9 7.5 7.5 7.5 10 15 15 15 15 5.8 5.8 5.8 5.7 8.4 8.4 6.68/3.75 30*2 模板尺寸 mm (实测尺 寸) 920*870 920*870 825*825 950*950 1040*1040 1820*1820 1480*1480 1460*1460 940*940 940*940 1020*1020 1090*1090 1060*1060 1250*1250 1430*1430 470*470 470*470 470*470 610*610 470*470 470*470 470*470 610*610 667*667 667*667 667*667 667*667 470*470 470*470 470*470 470*470 530*530 530*530 1430*1430
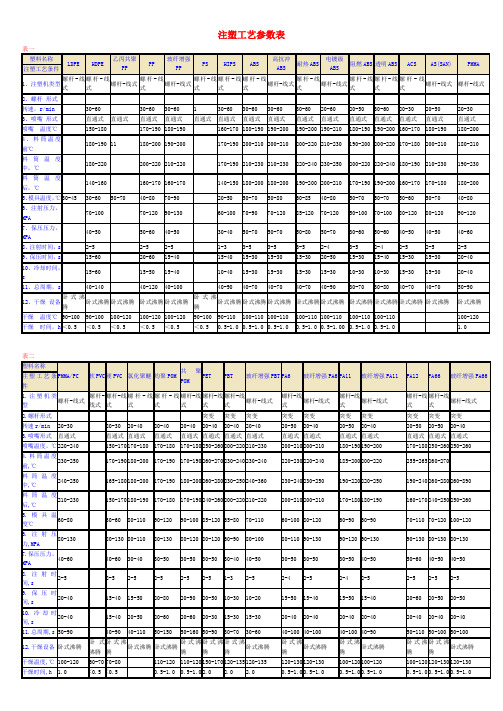
注塑工艺参数表
210-230
190-200
200-220
170-180
200-210
180-210
料筒温度中,℃
180-220
200-220
210-220
170-190
210-230
210-230
220-240
230-250
200-220
220-240
180-190
210-230
190-230
料筒温度后,℃
PA6
玻纤增强PA6
PA11
玻纤增强PA11
PA12
PA66
玻纤增强PA66
注塑工艺条件
1.注塑机类型
螺杆-线式
螺杆-线式
螺杆-线式
螺杆-线式
螺杆-线式
螺杆-线式
螺杆-线式
螺杆-线式
螺杆-线式
螺杆-线式
螺杆-线式
螺杆-线式
螺杆-线式
螺杆-线式
螺杆-线式
螺杆-线式
2.螺杆形式
突变
突变
突变
突变
突变
突变
突变
螺杆-线式
螺杆-线式
螺杆-线式
螺杆-线式
螺杆-线式
2、螺杆 形式
转速,r/min
30-60
30-60
30-60
1
30-60
30-60
30-60
30-60
20-60
20-50
30-60
20-30
20-50
20-30
3、喷嘴 形式
直通式
直通式
直通式
直通式
直通式
直通式
直通式
直通式
直通式
注塑机参数(需要)

560
700
700
750
1120
1100
3000
模具高度(最大)/mm
450
700
700
800
960.68
1000
2000
(最小)/mm
300
240(440)
300
300
500
400
250
1000
模板尺寸/mm
700X850
1180×1180
1350×1250
2650×2460
拉杆间距/mm
540X440
120
130
250
注射压力/MPa
104
135
121
121
90
90.0.115. 0
127.5
130
注射行程/mm
200
190
260
280
340
380
注射时间/s
2.7
2.7
3
4
3.8
约4
约10
螺杆转速(r/min)
20\25、32、38、42、50、60、80
19〜152
21、27、35、40、45、50、65、83
14
14
14.0.15.0
14
14、0,21. 0
电动机功率/kW
22
30
40,5.5,5.5
40,7.5
40,40
45,55
142
3×155、30.0.75
螺杆扭矩N.m
加热功率/kW
14
17
16.5
18,25
21
40
45.2
外形尺寸/m
注射成型机的基本参数-很全.
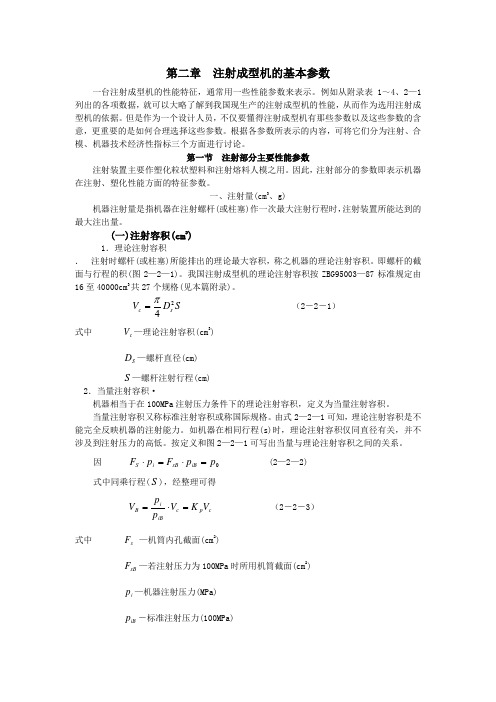
第二章 注射成型机的基本参数一台注射成型机的性能特征,通常用一些性能参数来表示。
例如从附录表1~4、2—1列出的各项数据,就可以大略了解到我国现生产的注射成型机的性能,从而作为选用注射成型机的依据。
但是作为一个设计人员,不仅要懂得注射成型机有那些参数以及这些参数的含意,更重要的是如何合理选择这些参数。
根据各参数所表示的内容,可将它们分为注射、合模、机器技术经济性指标三个方面进行讨论。
第一节 注射部分主要性能参数注射装置主要作塑化粒状塑料和注射熔料人模之用。
因此,注射部分的参数即表示机器在注射、塑化性能方面的特征参数。
一、注射量(cm 3、g)机器注射量是指机器在注射螺杆(或柱塞)作一次最大注射行程时,注射装置所能达到的最大注出量。
(一)注射容积(cm 3)1.理论注射容积. 注射时螺杆(或柱塞)所能排出的理论最大容积,称之机器的理论注射容积。
即螺杆的截面与行程的积(图2—2—1)。
我国注射成型机的理论注射容积按ZBG95003—87标准规定由16至40000cm 3共27个规格(见本篇附录)。
S D V s c 24π= (2-2-1)式中 c V —理论注射容积(cm 3)S D —螺杆直径(cm)S —螺杆注射行程(cm)2.当量注射容积·机器相当于在100MPa 注射压力条件下的理论注射容积,定义为当量注射容积。
当量注射容积又称标准注射容积或称国际规格。
由式2—2—1可知,理论注射容积是不能完全反映机器的注射能力。
如机器在相同行程(s)时,理论注射容积仅同直径有关,并不涉及到注射压力的高低。
按定义和图2—2—1可写出当量与理论注射容积之间的关系。
因 0p p F p F iB sB i S =⋅=⋅ (2—2—2)式中同乘行程(S ),经整理可得 c p c iBi B V K V p p V =⋅= (2-2-3) 式中 s F —机筒内孔截面(cm 2)sB F —若注射压力为100MPa 时所用机筒截面(cm 2)i p —机器注射压力(MPa)iB p -标准注射压力(100MPa)B V —当量注射容积(cm 3)p K —压力比值由上式可知,在一台机器上仅变更不同直径的螺杆和料筒,其当量注射容积是不变的。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
博创注塑机参数对照表
50T大约:2.2T
100T大约:2.7T
120t大约:3.4T
138t大约:3.8T
160T大约:5T
180T大约:6T
240T大约:8T
268T大约:8.5T
360T大约:11.5T
420T大约:16T
500T大约:36T
588T大约:26T
650T大约:36T
780T大约45T
1080T大约:56T
1280T:大约:65T
1680T大约:100T
注塑机又名注射成型机或注射机。
它是将热塑性塑料或热固性塑料利用塑料成型模具制成各种形状的塑料制品的主要成型设备。
分为立式、卧式、全电式。
注塑机能加热塑料,对熔融塑料施加高压,使其射出而充满模具型腔。
注塑机的工作原理与打针用的注射器相似,它是借助螺杆(或柱塞)的推力,将已塑化好的熔融状态(即粘流态)的塑料注射入闭合好的模腔内,经固化定型后取得制品的工艺过程。