h型钢厚度允许偏差
钢结构允许误差标准

t<14
t≥14
焊接连接制作组装的允许偏差应符合表的规定
表 焊接连接制作组装的允许偏差(mm)
项目
允许偏差
图例
对口错边△
t/10,且不应
大于
间隙α
±
搭接长度α
±
缝隙△
续表
项 目
允许偏差
图 例
高度h
±
垂直度△
b/100,且不应大于
中心偏移
±
型钢
错位
连接处
其他处
箱型截面高度h
±
宽度b
±
垂直度△
b/200,且不应大于
L2>1000
柱截面尺寸
连接处
±
用钢尺检查
非连接处
±
柱脚底面平面度
用直尺和塞尺检查
续表
项目
允许偏差
检验方法
图 例
翼缘板对腹板的垂直度
连接处
用直角尺和钢尺检查
其他处
b/100,且不应大于
柱脚螺栓孔对柱轴线的距离α
用钢尺检查
箱型截面连接处对角线差
箱型柱身板垂直度
H(b)/150,且不应大于
用直角尺钢尺检查
允许偏差
检验方法
图例
柱身
扭曲
牛腿处
用拉线、吊线和钢尺检查
其他处
柱截面几何尺寸
连线处
±
用钢尺检查
非连线处
±
翼缘对腹板的垂直度
连接处
用直角尺和钢尺检查
非连线处
b/100,且不应大于
柱脚底平面度
用lm直角尺和塞尺检查
柱脚螺栓孔中心对柱轴线的距离
用钢尺检查
多节钢柱外形尺寸的允许偏差应符合表的规定。
h型钢重量偏差标准
h型钢重量偏差标准
H型钢的重量偏差标准通常是根据国家标准或行业标准来规定的。
在中国,H型钢的重量偏差标准通常参考国家标准《GB/T 11263-2010 热轧H型钢》。
根据该标准,H型钢的重量偏差标准通常遵循以下规定:
1. 钢材的理论重量和允许偏差:H型钢的理论重量是根据截面尺寸和长度计算得出的,国家标准中通常规定了不同型号和规格的H型钢的理论重量。
允许偏差通常以百分比的形式给出,例如允许偏差为正负5%。
2. 实际重量和理论重量之间的偏差:国家标准通常规定了H型钢实际重量和理论重量之间的偏差范围,这个范围通常以允许偏差的方式给出,例如允许偏差为正负2%。
3. 其他相关要求:国家标准还可能对H型钢的表面质量、尺寸偏差等方面提出了具体的要求。
需要注意的是,不同国家、不同地区的标准可能会有所不同,因此在具体使用H型钢时,需要参考当地的国家标准或行业标准来了解具体的重量偏差标准。
H型钢最新规范

#428×407 20 35 24 361.4 284 119000 39400 18.2 10.4 5580 1930
*458×417 30 50 24 529.3 415 187000 60500 18.8 10.7 8180 2900
400×300 390×300 1O 16 25 136.7 107 38900 721O 16.9 7.26 2000 481
450×300 440×300 11 18 24 157.4 124 56100 8110 18.9 7.18 2550 541
482×300 11 15 28 146.4 115 60800 6770 20.4 6.80 2520 451 500×300
#344×348 10 16 20 146.0 115 33300 11200 15.1 8.78 1940 646 350×350
350×350 12 19 20 173.9 137 40300 13600 15.2 8.84 2300 776
#388×402 15 15 24 179.2 141 49200 16300 16.6 9.52 2540 809
488x300 n 18 28 164.4 129 71400 8120 20.8 7.03 2930 541
582×300 12 17 28 174.5 137 103000 7670 24.3 6.63 3530 511
600×300 588×300 12 20 28 192.5 151 118000 9020 24.8 6.85 4020 601
*900×300 *900×300 16 28 28 309.8 243 411000 12600 36.4 6.39 9140 843
钢结构允许误差标准
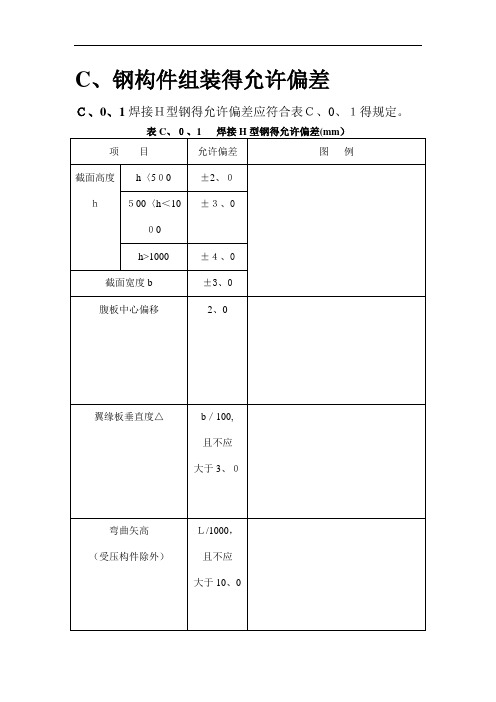
C、钢构件组装得允许偏差C、0、1焊接H型钢得允许偏差应符合表C、0、1得规定。
续表C、0、1C、0、2 焊接连接制作组装得允许偏差应符合表C、0、2得规定、0、2 焊接连接制作组装得允许偏差(mm)表C续表C、0、2型钢 错位连接处 1、0其她处2、0箱型截面高度h±2、0宽度b ±2、0 垂直度△b/200,且不应大于3、0C 、0、3单层钢柱外形尺寸得允许偏差应符合表C 、0、3得规定。
项 目允许偏差检验方法图 例柱底面到柱端与桁架连接得最上一个安装孔距离L ±l/1500 ±15、0用钢尺检查柱地面到牛腿支承面距离L 1 ±L1/2000 ±8、0 牛腿面得翘曲△2、0用拉线、直角尺与钢尺检查 柱身弯曲矢高H/1200,且不应大于12、0续表C、0、3项目允许偏差检验方法图 例柱身扭曲牛腿处3、0 用拉线、吊线与钢尺检查其她处8、0柱截面几何尺寸连线处±3、0 用钢尺检查非连线处±4、0翼缘对腹板得垂直度连接处1、5 用直角尺与钢尺检查非连线处b/100,且不应大于5、柱脚底平面度5、0用lm直角尺与塞尺检查柱脚螺栓孔中心对柱轴线得距离3、0 用钢尺检查C、0、4多节钢柱外形尺寸得允许偏差应符合表C、0、4得规定.表C、0、4多节钢柱外形尺寸得允许偏差(mm)项目允许偏差检验方法图例一节高度H ±3、0 用钢尺检查两端最外侧安装孔距离L3±2、0铣平面到第一个安装孔距离α±1、0柱身弯曲矢高f H/1500,且不应大于5、0 用拉线与钢尺检查一节柱得柱身扭曲h/250,且不应大于5、0 用拉线、吊线与钢尺检查牛腿端孔到柱轴线距离L2±3、0 用钢尺检查牛腿得翘曲或扭曲△L2≤10002、0 用拉线直角尺与钢尺检查L2〉1000 3、0柱截面尺寸连接处±3、用钢尺检查非连接处±4、柱脚底面平面度5、0 用直尺与塞尺检查项目允许偏差检验方法图例翼缘板对腹板得垂直度连接处1、5 用直角尺与钢尺检查其她处b/100,且不应大于5、0柱脚螺栓孔对柱轴线得距离α3、0 用钢尺检查箱型截面连接处对角线差3、0箱型柱身板垂直度H(b)/150,且不应大于5、0用直角尺钢尺检查C、0、5 焊接实腹钢梁外形尺寸得允许偏差应符合表C、0、5得规定。
钢结构允许误差标准
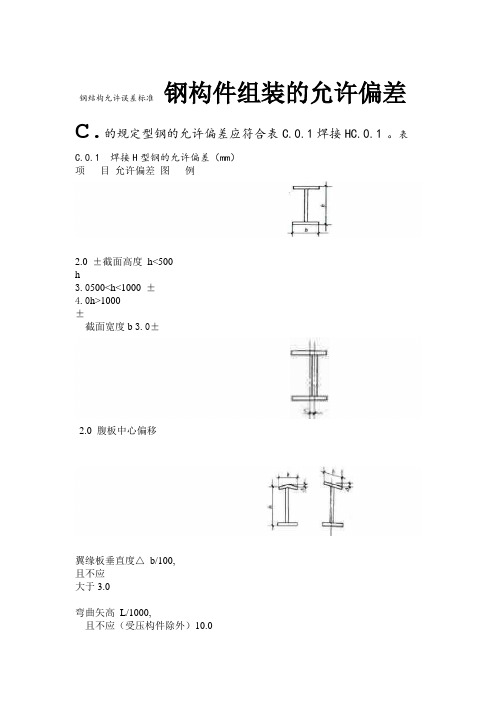
钢结构允许误差标准钢构件组装的允许偏差C.的规定型钢的允许偏差应符合表C.0.1焊接HC.0.1。
表C.0.1 焊接H型钢的允许偏差(mm)项目允许偏差图例2.0 ±截面高度h<500h3.0500<h<1000 ±4.0h>1000±截面宽度b 3.0±2.0 腹板中心偏移翼缘板垂直度△b/100,且不应大于3.0弯曲矢高L/1000,且不应(受压构件除外)10.0大于C.0.1续表.钢结构允许误差标准图例目允许偏差项h/250 扭曲且不应5.0大于3.014 < t腹板局部f平面度2.014≥t C.0.2 焊接连接制作组装的允许偏差应符合表C.0.2的规定表C.0.2 焊接连接制作组装的允许偏差(mm)项目允许偏差图例t/10,且不应对口错边△3.0 大于±1.0间隙α搭接长度α±5.01.5缝隙△续表C.0.2项目允许偏差例图2.0 高度±h且不垂直度△b/100,3.0应大于钢结构允许误差标准2.0 ±中心偏移1.0型错2.0其处2.0 箱型截面高度h±2.0 宽度b ±且不b/200,垂直度△3.0应大于的规定。
C.0.3C.0.3单层钢柱外形尺寸的允许偏差应符合表)C.0.3单层钢柱外形尺寸的允许偏差(mm表例允许偏差检验图项目方法用钢±l/1500 柱底面到柱端与尺检±桁架连接的最上15.0查一个安装孔距离LL1/2000柱地面到牛腿支±承面距离±8.0 L12.0用拉牛腿面的翘曲△直线、,且柱身弯曲矢高H/1200角尺不应大于和钢12.0尺检查 C.0.3续表例项目允许偏图检验方法差 3.0用拉线、吊牛腿处柱身线和钢尺检扭曲.钢结构允许误差标准8.0 其他处查3.0连线处柱截用钢尺检查±面几何尺±4.0非连线寸处1.5 用直角尺和连接处翼缘钢尺检查对腹板的非连线b/100,且垂直处不应大度于5.05.0 直角用柱脚底平面度lm尺和塞尺检查3.0 用钢尺检查中螺栓孔柱脚的轴线心对柱距离C.0.4 多节钢柱外形尺寸的允许偏差应符合表C.0.4的规定。
h钢允许偏差

h钢允许偏差H钢允许偏差是指在生产和使用过程中,H型钢所允许的尺寸偏差范围。
在H型钢的生产和使用中,由于各种因素的影响,如材料、加工工艺、设备等,会导致H型钢的尺寸偏差。
因此,为了保证H型钢的质量和使用效果,需要对其允许的尺寸偏差进行规定和控制。
H型钢的允许偏差主要包括以下几个方面:1.尺寸偏差:H型钢的尺寸偏差主要指其截面尺寸和长度的偏差。
在生产过程中,由于材料和设备的差异,以及加工工艺的不同,会导致H型钢的截面尺寸和长度产生偏差。
为了保证H型钢的使用效果,国家对其尺寸偏差进行了严格的规定和控制。
2.形状偏差:H型钢的形状偏差主要指其截面形状的偏差。
在生产过程中,由于各种因素的影响,如材料、设备、加工工艺等,会导致H型钢的截面形状产生偏差。
为了保证H型钢的使用效果,国家对其形状偏差也进行了严格的规定和控制。
3.表面质量偏差:H型钢的表面质量偏差主要指其表面的缺陷和不良现象。
在生产过程中,由于各种因素的影响,如材料、设备、加工工艺等,会导致H型钢的表面出现缺陷和不良现象。
为了保证H型钢的使用效果,国家对其表面质量偏差也进行了严格的规定和控制。
以上三个方面是H型钢允许偏差的主要内容。
在生产和使用过程中,需要对其进行严格的控制和检测,以确保H型钢的质量和使用效果。
在H型钢的生产和使用中,允许偏差的控制是非常重要的。
如果允许偏差过大,将会影响H型钢的使用效果和安全性能,甚至会造成事故。
因此,对H型钢的允许偏差进行规定和控制,是保证H型钢质量和使用效果的重要措施。
在实际应用中,对H型钢的允许偏差进行控制,需要采用一系列的技术手段和方法。
例如,采用先进的生产设备和工艺,对原材料进行严格的筛选和检测,对生产过程进行全面的监控和控制等。
同时,还需要对H型钢进行严格的检测和评估,以确保其符合国家和行业标准的要求。
总之,H型钢允许偏差是保证其质量和使用效果的关键因素之一。
在生产和使用过程中,需要对其进行严格的规定和控制,采取一系列的技术手段和方法,确保H型钢的质量和使用效果。
H型钢规范
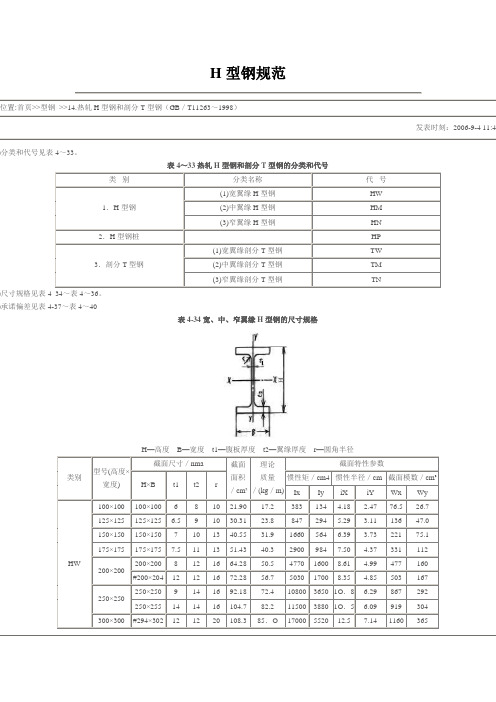
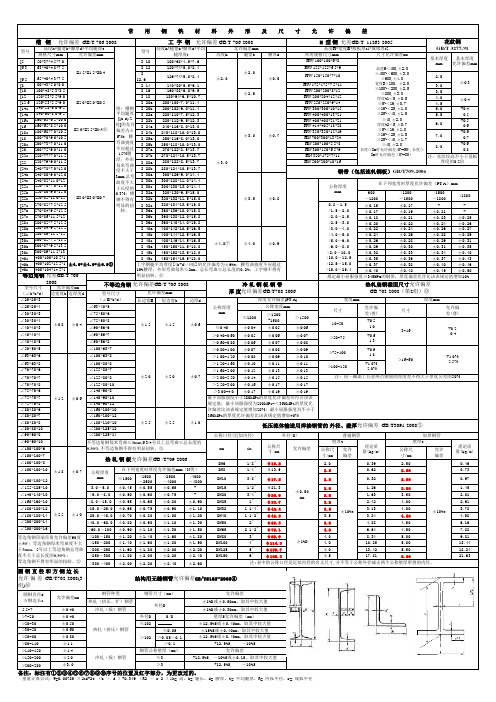
H型钢规范位置:首页>>型钢>>14.热轧H型钢和剖分T型钢(GB/T11263~1998)发表时刻:2006-9-4 11:42)分类和代号见表4~33。
表4~33热轧H型钢和剖分T型钢的分类和代号类别分类名称代号1.H型钢(1)宽翼缘H型钢HW(2)中翼缘H型钢HM(3)窄翼缘H型钢HN2.H型钢桩HP3.剖分T型钢(1)宽翼缘剖分T型钢TW(2)中翼缘剖分T型钢TM(3)窄翼缘剖分T型钢TN)尺寸规格见表4_34~表4~36。
)承诺偏差见表4-37~表4~40表4-34宽、中、窄翼缘H型钢的尺寸规格H—高度B—宽度t1—腹板厚度t2—翼缘厚度r—圆角半径类别型号(高度×宽度)截面尺寸/nma 截面面积/cm²理论质量/(kg/m)截面特性参数H×B t1 t2 r惯性矩/cm4 惯性半径/cm 截面模数/cm³Ix Iy iX iY Wx WyHW 100×100 100×100 6 8 10 21.90 17.2 383 134 4.18 2.47 76.5 26.7 125×125 125×125 6.5 9 10 30.31 23.8 847 294 5.29 3.11 136 47.0 150×150 150×150 7 10 13 40.55 31.9 1660 564 6.39 3.73 221 75.1 175×175 175×175 7.5 11 13 51.43 40.3 2900 984 7.50 4.37 331 112200×200200×200 8 12 16 64.28 50.5 4770 1600 8.61 4.99 477 160#200×204 12 12 16 72.28 56.7 5030 1700 8.35 4.85 503 167250×250250×250 9 14 16 92.18 72.4 10800 3650 1O.8 6.29 867 292250×255 14 14 16 104.7 82.2 11500 3880 1O.5 6.09 919 304 300×300 #294×302 12 12 20 108.3 85.O 17000 5520 12.5 7.14 1160 365HN #400×150 #400×150 8 13 16 71.12 55.8 18800 734 16.3 3.21 942 97.9 400×200396×199 7 1 16 72.16 56.7 20000 1450 16.7 4.48 1O1O 145400×200 8 13 16 84.12 66.0 23700 1740 16.8 4.54 1190 174 #450×150 #450×150 9 14 20 83.41 65.5 27100 793 18.O 3.08 1200 106 450×200446×199 8 12 20 84.95 66.7 29000 1580 18.5 4.31 1300 159450×200 9 14 20 97.41 76.5 33700 1870 18.6 4.38 1500 187 #500×150 #500×150 10 16 20 98.23 77.1 38500 907 19.8 3.04 1540 121 500×200496×199 9 14 20 101.3 79.5 41900 1840 20.3 4.27 1690 185500×200 10 16 20 114.2 89.6 47800 2140 20.5 4.33 1910 214HN 500×200 #506×201 11 19 20 131.3 103 56500 2580 20.8 4.43 2230 257 600×200596×199 10 15 24 121.2 95.1 69300 1980 23.9 4.04 2330 199600×200 1 17 24 135.2 106 78200 2280 24.1 4.11 2610 228#606×201 12 20 24 153.3 120 910()0 2720 24.4 4.21 3000 271 700×300#692×300 13 20 28 211.5 166 172000 9020 28.6 6.53 4980 602700×300 13 24 28 235.5 185 201000 10800 29.3 6.78 5760 722 *800×300*792×300 14 22 28 243.4 191 254000 9930 32.3 6.39 6400 662*800×300 14 26 28 267.4 210 292000 11700 33.O 6.62 7290 782 *900×300*890×299 15 23 28 270.9 213 345000 10300 35.7 6.16 7760 688*900×300 16 28 28 309.8 243 411000 12600 36.4 6.39 9140 843*912×302 18 34 28 364.0 286 498000 15700 37.0 6.56 10900 1040:1.“#”表示的规格为专门用规格。
各种国标钢材尺寸允许偏差范围(2013)
I 40a 400*142*10.5*16.5
[28c 280*86*11.5*12.
I 40b 400*144*12.5*16.5
[30a 300*85*7.5*13.5 [30b 300*87*9.5*13.5
I 40c I 45a
400*146*14.5*16.5 450*150*11.5*18.0
>4000 ~4800
-
±0.50 ±0.60 ±0.75
-
±0.55 ±0.65 ±0.80
±0.90
DN8
DN10
DN15 DN20 DN25
1/4"Βιβλιοθήκη φ13.52.53/8" φ17.2
2.5
1/2" φ21.3
2.8
3/4" φ26.9
±0.50 mm
2.8
1"
φ33.7
3.2
0.62
0.32
≥25~<40,±1.5 ≥40,±2.0
厚度t2<5,±0.7 ≥5~<16,±1.0 ≥16~<25,±1.5 ≥25~<40,±1.7
5.5
-0.5
6.0
+0.5
-0.6
7.0
+0.6 -0.7
HN 200*100*5.5*8 HN 300*150*6.5*9
≥40,±2.0 长度≤8m时允许偏差(0~+50),长度>
126*53*5.5*9.0 140*58*6.0*9.5 140*60*8.0*9.5 160*63*6.5*10.0 160*65*8.5*10.0 180*68*7.0*10.5 180*70*9.0*10.5 200*73*7.0*11.0 200*75*9.0*11.0 220*77*7.0*11.5
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
H型钢厚度允许偏差
1. 引言
H型钢是一种常用的结构钢材,广泛应用于建筑、桥梁、船舶等领域。
在生产和使
用过程中,钢材的厚度是一个重要的参数,对于保证结构的安全性和稳定性具有重要意义。
然而,在生产过程中,由于各种因素的影响,H型钢的厚度可能会出现一
定的偏差。
本文将探讨H型钢厚度允许偏差的相关问题。
2. H型钢厚度标准
H型钢的厚度是指其截面板材的厚度,通常以毫米(mm)为单位进行表示。
在国内,对于H型钢的厚度有一系列标准规定,例如GB/T 11263-2017《热轧H型钢》中规
定了不同型号和尺寸的H型钢板材的允许偏差范围。
根据该标准,H型钢板材的厚
度允许偏差应符合以下要求:
•对于截面尺寸较小(小于等于200mm)的H型钢,其厚度允许偏差为正负
1.5mm;
•对于截面尺寸较大(大于200mm)的H型钢,其厚度允许偏差为正负2.0mm。
3. H型钢厚度允许偏差的原因
H型钢板材的厚度允许偏差是由多种因素共同引起的。
以下是一些常见的原因:
3.1 生产工艺因素
在H型钢的生产过程中,涉及到多道工序,例如轧制、冷却等。
每个工序都可能对板材的厚度产生影响。
例如,在轧制过程中,由于轧辊磨损、温度变化等原因,可能导致板材厚度出现偏差。
3.2 材料性质因素
H型钢板材通常由碳素结构钢制成,其材料性质也会对厚度产生影响。
例如,不同
牌号和批次的钢材可能存在化学成分和力学性能上的差异,进而导致板材厚度出现一定的偏差。
3.3 测量误差因素
在测量H型钢板材厚度时,使用的测量仪器和方法也可能引入一定的误差。
例如,使用的测量工具的精度限制、操作人员的技术水平等都会对测量结果产生影响,进而导致厚度偏差的出现。
4. 厚度允许偏差对H型钢的影响
H型钢板材厚度允许偏差直接关系到其在实际工程中的使用性能和安全性。
以下是
一些可能的影响:
4.1 结构强度和稳定性
H型钢作为结构材料,其截面尺寸和厚度直接影响到结构的强度和稳定性。
如果板
材厚度偏差过大,将导致结构强度不足或者失去稳定性,从而对工程安全产生隐患。
4.2 加工精度
在一些特殊应用场景中,例如机械制造领域,对于H型钢板材的加工精度要求较高。
如果板材厚度偏差较大,将会对后续加工过程带来困难,并且可能影响到零部件的装配和使用。
4.3 表面质量
H型钢板材表面质量是一个重要指标,在一些需要外观要求较高的工程中尤为重要。
如果板材厚度偏差过大,可能会导致表面不平整、凹凸不平等问题,影响到工程的美观性。
5. 控制H型钢厚度允许偏差的方法
为了控制H型钢板材厚度允许偏差,可以采取以下方法:
5.1 优化生产工艺
通过优化生产工艺,例如改善轧制过程中的辊系设计、提高冷却效果等,可以降低生产过程中引入的厚度偏差。
5.2 严格控制材料质量
对于H型钢板材的原材料进行严格把关,确保其化学成分和力学性能符合要求,可以降低因材料性质引起的厚度偏差。
5.3 引入精密测量仪器和方法
采用更加精密的测量仪器和方法进行H型钢板材厚度测量,可以提高测量精度,并减少测量误差对厚度偏差的影响。
结论
H型钢板材厚度允许偏差是一个需要重视的问题,在生产和使用过程中都需要加以
控制。
了解厚度允许偏差的原因和影响,采取相应的控制方法,可以提高H型钢结构的安全性、稳定性和使用性能。
通过综合考虑生产工艺、材料质量和测量方法等方面的因素,可以有效减少H型钢板材厚度偏差,并提高产品质量。
参考文献:
1.GB/T 11263-2017《热轧H型钢》
2.张三, 李四. H型钢厚度允许偏差控制方法研究[J]. 钢铁科技, 2020,
44(2): 12-17.
3.王五, 赵六. H型钢板材厚度测量误差分析与控制[J]. 工程力学, 2019,
36(1): 123-128.。