TBA22(050V)灌装机的操作及维护术语定义及缩写
灌装机使用说明书
全自动灌装机使用说明书目录在安装使用前请务必仔细阅读此说明书按规定方法正确安装与维护保养并妥善保留此说明书,以备日后查用一、三位一体机概述 (3)二、技术参数 (3)三、设备安装 (3)四、工作过程 (4)五、使用与操作 (4)六、面板功能 (5)七、维护与注意事项 (7)八、常见故障的判断与处理 (7)一、三位一体机概述桶装生产线是专供3加仑、5加仑桶装饮用水生产之用。
整机集冲洗、灌装、封盖功能于一体。
是矿泉水、蒸馏水、纯净水生产的理想设备。
整体采用不锈钢材质,耐腐蚀,易清洗。
主要电气原件均采用SIEMENS、OMRON产品,气路系采用名牌产品,该机构紧凑,占用厂房小,工作效率高且稳定可靠,自动化程度高。
操作工人仅需二人,是机电气三位一体的全自动桶装设备。
二、技术参数规格型号:GF-100型灌装能力:80桶/ 小时操作压力:0.6 ~ 0.8 Mpa 用气量:250 升/ 分钟灌装容量:3加仑桶形尺寸:∮276*370 或∮276*490额定电压:220V 50HZ功率: 2.2 Kw设备总重:160 Kg外形尺寸:2600 mm ×550mm ×1600mm三、设备安装本机无需预埋地脚螺丝,设备拆箱后,整机安放于坚实而平整地面,然后调整支腿螺丝高度,并用水平仪纠正倾斜,使各支腿受力均匀,设备调整好后,接通进水管、排污管、电源、气源并固定好。
四、工作过程桶装线按其功能可分冲洗、灌装、封盖三个步骤,其工作过程如下:1、空桶桶口朝下倾斜入送桶装托,空桶间隙运动链条运动一个工位,此时,空桶为倒立状进行桶口桶身冲洗。
2、冲洗过程共有四道工序:第一道为清水;第二道为消毒液;第三道为无菌水冲洗;第四道无菌水再冲洗;冲洗过后有20S时间用于水桶沥干。
3、冲洗干净的净桶链条向下转动45度,水桶自行滑出,然后由顶桶气缸将桶向下翻转45度,使空桶置于灌装位,等待灌装。
4、灌装阀由气缸推动伸入桶口,自动排气灌装阀逐之打开灌装,灌装时间由PLC设定,并可根据液位高低使用面板多功能按钮进行修正灌装时间,以达到最佳位置,灌装至液位后,多余的水经自动排水口回到纯水箱,以减少纯水浪费。
灌装封尾机操作、维护、保养规程
目的:建立一个灌装机操作、维护保养规程,以规范设备正确操作与维护和保养,确保设备的完整的良好运行。
范围:适用于工厂灌装机操作、维修保养人员。
责任:工程部、生产部。
内容:一、操作规程1.检查各部件是否完好及牢固,电源电压是否正常气路是否正常。
2.检查管座链、杯座、凸轮、开关以及色标等传感器是否完好可靠。
3.检查各机械部位连接、润滑是否良好。
4.检查上管工位、压管工位、对光工位、灌装工位、封尾工位是否协调一致。
5.清楚设备周围工具其它物品。
6.检查供料机组各部件是否完好及牢固。
7.检查控制开关是否处于原始位置,并用手轮盘动机器确定有无故障。
8.确定前面工序正常后,打开电源和气阀,点动机器试运行,先低速运行,待正常逐步提高到正常运行速度。
9.上管工位调节上管电机速度,使其电动拨杆速度与机器速度匹配,保证自动落管运行。
10.压管工位通过凸轮连杆机构的上下往复运动带动压头同时运动,将软管压至正确位置。
11.对光工位使用手轮盘动车盘动车至光工位,转动对光凸轮使其对光凸轮接近开关工作,并使光电开关的光速照射色标中心处,距离5-10毫米。
12.灌装工位是软管在对光工位被抬起时,管子顶起锥端上面的控管接近开关接近开关按通信号通过PLC再通过电滋阀使其动作,在离开软管尾端20毫米时灌装射膏结束。
13.灌装量调节先松开螺母,再拧动各自螺杆并移动冲程臂杆滑块位置,增加往外,反之往里调节,最后锁紧螺母。
14.封尾工位根据管子的需要来调整封尾刀架的上下位置,封尾刀的间隙0.2毫米左右。
15.打开电源和气源,启动自动运行系统,灌装封尾机进入自动运行。
16.严禁非维护人员任意调节各设定参数,如果设定不正确,可能造成机组无法正常工作,严重时可能造成机组损坏。
如果在应用过程中确有需要调节,请务必在机组停止运行时进行。
17.严禁在机组运行状态下调整机组。
18.停机按下“停止”按钮,后关闭电源开关的气源开关。
19.全面清洁供料机组及灌装时封尾机组。
TBA19利乐灌装机操作手册
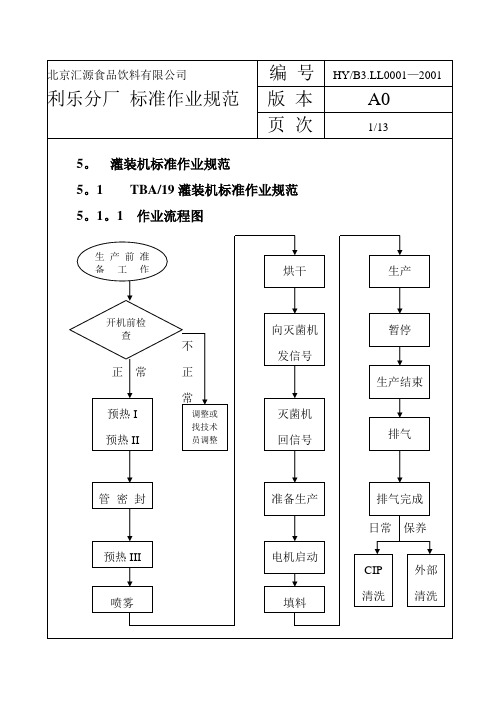
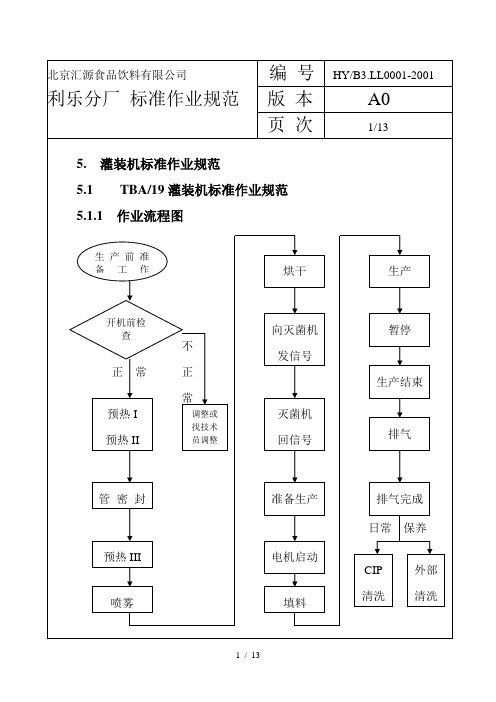
利乐分厂标准作业规范版本A0页次2/135.1.2作业程序5.1.2.1生产前准备工作确认开机所需的各种原物料如:双氧水、液压油、润滑油、油墨、酒精、PP条、包材等是否准备就绪。
5。
1.2.2开机前检查A、确认与灭菌机管道的正确连接。
B、打开进水阀检查水压是否在3—4.5bar。
C、打开空气进入阀检查气压是否在6-7bar.D、打开蒸汽阀检查压力是否不低于1。
7bar.E、检查液压油、润滑油液位是否不低于油缸的1/3液位。
F、检测H2O2浓度在30—50%之间。
G、检查水压积蓄器的水压是否达到0.5bar.H、打开总电源开关,按动面板警视测试按钮检查面板所有警视灯是否都能发光.I、检查面板包装计数器是否归零.5.1。
2。
3上检查均符全合要求后将操作面板上的选择开关转向左,按动程序上“预热I"定光。
利乐分厂标准作业规范版本A0页次3/135.1.2.4手动打开排水阀排放清洗管内水后关闭。
5.1.2.5开始更换管道,首先移走产品管,装上清洗回流管盖子,提升清洗杯用临近开关切断支路,松开螺母取下清洗附件。
5.1.2.6移走清洗管,检查垫圈是否完好无损,安上无菌空气管,装上产品管。
5。
1.2.7拆卸进入清洗管,将弯管接至无菌空气管。
5.1.2。
8关闭所有安全门和盖,按动警视复位钮关掉“安全监视”信号灯。
5.1。
2.9打开上无菌室门,转开折痕辊,将包材从导向上拉下穿过无菌室,转回折痕辊关上无菌室门。
5.1.2.10打开下无菌室,打开分开成形环,让卷筒纸正确通过分开成形环后关上分开的成形环并将卷筒纸拉至下成形环。
5。
1。
2.11关上下无菌室门,按动警视复位钮。
5.1。
2。
12转开光电池,取下下填料管检查浮动器是否自由转动,再将下填料管正确装回。
5.1.2.13检查流量指示器上的LED(0%)及停车LED是否发光。
5.1.2.14将包材下拉至夹爪,用干布或酒精擦净光电池镜面后转回到生产位置。
利乐分厂标准作业规范版本A0页次4/135.1.2.15将选择开关转向左,按机器渐动按钮直至夹爪将包材拉下.5。
505-名词术语-缩帽机操作、维护、安全事项
缩帽机操作、维护、安全事项
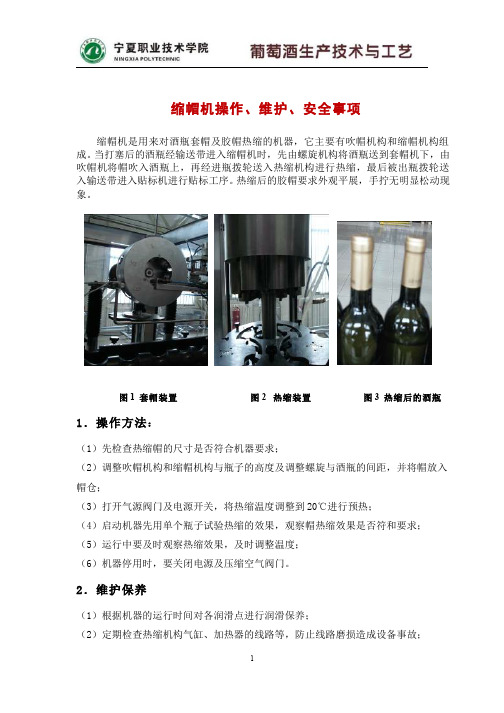
缩帽机是用来对酒瓶套帽及胶帽热缩的机器,它主要有吹帽机构和缩帽机构组成。
当打塞后的酒瓶经输送带进入缩帽机时,先由螺旋机构将酒瓶送到套帽机下,由吹帽机将帽吹入酒瓶上,再经进瓶拨轮送入热缩机构进行热缩,最后被出瓶拨轮送入输送带进入贴标机进行贴标工序。
热缩后的胶帽要求外观平展,手拧无明显松动现象。
图1 套帽装置 图2 热缩装置 图3 热缩后的酒瓶
1.操作方法:
(1)先检查热缩帽的尺寸是否符合机器要求;
(2)调整吹帽机构和缩帽机构与瓶子的高度及调整螺旋与酒瓶的间距,并将帽放入帽仓;
(3)打开气源阀门及电源开关,将热缩温度调整到20℃进行预热;
(4)启动机器先用单个瓶子试验热缩的效果,观察帽热缩效果是否符和要求;(5)运行中要及时观察热缩效果,及时调整温度;
(6)机器停用时,要关闭电源及压缩空气阀门。
2.维护保养
(1)根据机器的运行时间对各润滑点进行润滑保养;
(2)定期检查热缩机构气缸、加热器的线路等,防止线路磨损造成设备事故;
(3)检查各光电控制开关动作是否正常。
3.安全事项
(1)定期排出压缩空气的水汽以防热缩后的帽不平展。
(2)未打塞的酒瓶进入机器时机器能自动停机,要排除故障方能继续运行。
(3)机器出现异常要立即停机排出。
TBA19利乐灌装机操作手册
利乐分厂标准作业规范版本A0页次2/135.1.2作业程序5.1.2.1生产前准备工作确认开机所需的各种原物料如:双氧水、液压油、润滑油、油墨、酒精、PP条、包材等是否准备就绪。
5.1.2.2开机前检查A、确认与灭菌机管道的正确连接。
B、打开进水阀检查水压是否在3-4.5bar。
C、打开空气进入阀检查气压是否在6-7bar。
D、打开蒸汽阀检查压力是否不低于1.7bar。
E、检查液压油、润滑油液位是否不低于油缸的1/3液位。
F、检测H2O2浓度在30-50%之间。
G、检查水压积蓄器的水压是否达到0.5bar.H、打开总电源开关,按动面板警视测试按钮检查面板所有警视灯是否都能发光。
I、检查面板包装计数器是否归零。
5.1.2.3上检查均符全合要求后将操作面板上的选择开关转向左,按动程序上“预热I”定光。
利乐分厂标准作业规范版本A0页次3/135.1.2.4手动打开排水阀排放清洗管内水后关闭。
5.1.2.5开始更换管道,首先移走产品管,装上清洗回流管盖子,提升清洗杯用临近开关切断支路,松开螺母取下清洗附件。
5.1.2.6移走清洗管,检查垫圈是否完好无损,安上无菌空气管,装上产品管。
5.1.2.7拆卸进入清洗管,将弯管接至无菌空气管。
5.1.2.8关闭所有安全门和盖,按动警视复位钮关掉“安全监视”信号灯。
5.1.2.9打开上无菌室门,转开折痕辊,将包材从导向上拉下穿过无菌室,转回折痕辊关上无菌室门。
5.1.2.10打开下无菌室,打开分开成形环,让卷筒纸正确通过分开成形环后关上分开的成形环并将卷筒纸拉至下成形环。
5.1.2.11关上下无菌室门,按动警视复位钮。
5.1.2.12转开光电池,取下下填料管检查浮动器是否自由转动,再将下填料管正确装回。
5.1.2.13检查流量指示器上的LED(0%)及停车LED是否发光。
5.1.2.14将包材下拉至夹爪,用干布或酒精擦净光电池镜面后转回到生产位置。
利乐分厂标准作业规范版本A0页次4/135.1.2.15将选择开关转向左,按机器渐动按钮直至夹爪将包材拉下。
无菌灌装注入机操作作业指导书
无菌灌装注入机操作作业指导书1.目的规范操作,保证操作正确。
2.适用范围适用于公司无菌线灌装注入机的操作。
3.职责3.1 灌注岗位操作工直接负责本作业指导书的执行。
3.2 生产主任与领班负责监督此作业指导书的执行。
3.3 生产经理对本文件的有效性负责。
4.定义FILLER:灌注机RINSER:冲瓶机INJECTOR:杀菌液喷射机CLOSER:封盖机BLOC:组合机组STERILIER WATER UHT:无菌水HYGIENE CENTRE :PAA 配制CLEAN ROOM:百级区空调PCS:主操作控制器5.程序5.1 开机前准备5.1.1 检查水、电、气、蒸汽等动力是否正常及化学品是否充足。
5.1.2 检查管道手动阀是否在正确位置5.1.3 检查 UHT、HYGIENE CENTRE、FILLER是否设定在所需程序:①UHT 处于自动状态并在STEP501 POSITION;②HYGIENE CENTRE 处于自动状态;③FILLER 处于自动状态并确认选择 BLOC MODE;并确定以上机器无故障报警。
5.2 CIP5.2.1 TAKE IN THE CIP CUPS:①FILLER 操作台钥匙打到“1”手动状态;②去 RINSER 点动机器手动装好 CIP 帽;③在 FILLER 操作面板上点击PRO-GRAMMES进入FILLER,然后点击“CIP CUPS RINSER INLAID”(此步骤是给 PCS 手动发送装好 CIP帽信号);④把钥匙打回“0”自动,并 RESET。
5.2.2 把 FILLER 出口的保护电眼屏蔽5.2.3 START CIP: ①在 PCS 操作面板点击 PROGAMME SELETION 进入操作菜单,根据 QC 要求选择 CAUSTIC,CAUSTIC-ACID,RINSING WITHOUT CIP CUPS;②以 CAUSTIC-ACID 为例,a 点击 CLEANING-b 点击 CAUSTIC-ACID-c 点击“”(注:此按键只有完成 b 才出现)。
TBA19灌装机标准操作规程
文件制修订记录一、开机前准备:1、检查机器液压油、润滑油油位在1/3以上;蒸汽、冷却水、压缩空气、主电源供应正常;2、检查双氧水浓度在30%~35%之间;3、移去清洗管,装上无菌空气管和产品管,在无菌空气管上接上肘形,并确认垫圈完好,管道连接正确;4、务必关好所有无菌室及所有安全门;5、穿好包装材料;并将接纸平台酒精消毒;6、装上下填充管,并将包材拉至夹爪;7、确使包装材料卷筒纸正确地固定在管带导向器上;8、更换日期及批号,并装好日期打印装置;9、渐动机器,直到夹爪夹住包装材料并向下拉。
二、开机:1、按下程序向上直至预热Ⅱ信号灯固定发光;2、穿好LS带;3、当管密封信号及程序上按钮开始闪光时,按下程序上,机器进行管密封,包装材料管密封后,预热Ⅲ信号灯会固定发光;4、当达到预热消毒温度时,喷雾信号灯和程序向上按钮闪光;5、按程序上按钮,机器进行双氧水喷雾消毒,喷雾信号灯固定发光;6、喷雾后,机器自动进入烘干步骤,烘干信号灯固定发光;7、当消毒机信号和程序上按钮开始闪光时,按下程序上,消毒机信号灯固定发光,对消毒机发出信号;8、当消毒机准备运作时,程序按钮闪光,按程序上不放,当电动机启动信号固定发光时,放松程序上按钮,机器将自动上升到填料、生产步骤。
三、生产检查:1、按包装检查程序检查包装,全部合格,若发现问题,及时停机调整;2、生产过程中每8小时检测双氧水浓度一次,保证在30%~35%之间;3、检查所有压力表、温度表均达到正确的设定值,并做好记录;4、检查冲洗水管是否打开,并检查冲洗水管是否运作;四、停机:1、生产完毕,机器恢复烘干步骤,连续按两下程序下,机器恢复排气步骤;2、15分钟后完成排气的信号开始闪光,打开无菌室门,切断包装材料及LS带。
按程序下,机器恢复到零位。
五、CIP清洗:1、取下产品管和无菌空气管,然后接上清洗管;2、从无菌空气管上拆去肘形管,在将肘形管接到清洗管上。
3、将选择开关转向左边,并按渐动按钮,直至所有切下的包装材料被拉出;4、取下下填充管,清洗后放入浸泡筒用15%以上的双氧水浸泡;5、连接清洗附件,并拧紧,连接上产品管;6、打开蒸汽阻挡层;7、将选择开关转向右边,并按下程序上,CIP信号灯固定发光;8、关好排水阀门,此时机器已为CIP做好准备。
手动灌装机安全操作及保养规程
手动灌装机安全操作及保养规程手动灌装机是一种常用的包装设备,广泛应用于食品、医药、化妆品等行业中,主要用于将液体或半流体物质灌装到各种包装容器中。
由于涉及到人员安全和产品质量问题,操作手动灌装机时需要遵守一些操作规程和保养维护方法。
本文介绍手动灌装机的安全操作和保养规程,旨在提高操作人员的安全意识和设备使用效率。
一、安全操作规程1.1 前期准备在进行灌装操作之前,应先进行设备检查和调整。
具体操作步骤如下:1.检查设备和周围环境是否符合要求,确保设备处于安全状态。
2.检查设备的主要组件和零部件是否完好,例如电机、传动带、切换开关、调整旋钮和压盖模具等。
3.检查液体质量是否符合要求,确保无异物、无杂质、无悬浮物。
4.确认包装容器是否清洁,没有水分、灰尘和杂质。
5.调整设备灌装速度和容量,根据需求进行调整。
1.2 操作安全规程在进行手动灌装操作时需要注意以下安全规程:1.操作前要认真阅读使用说明书,了解设备性能和使用方法。
2.手动灌装机操作前,需要清洁设备并将包装容器摆放好,避免碰撞和溅跳。
3.操作人员需要戴好手套、口罩和眼镜,并注意个人卫生和安全。
4.灌装时需要将液体缓慢注入灌装器,避免气泡产生和液面波动。
5.确认开关和控制器是否正常后,缓慢将液体灌入包装容器中,不可过快或过多。
6.灌装完成后,需要用布清洁工具和容器,避免残留物附着。
7.操作结束后,将设备关机并清洁设备和周围环境,确保设备处于安全状态。
二、设备保养规程手动灌装机在长时间使用中,需要定期保养和维护,以确保设备性能和使用寿命。
具体保养规程如下:1.每天使用完毕后,清洗设备和灌装器,避免液体残留。
特别是在更换不同种类的液体时,需要彻底清洗设备。
2.定期清理电机和传动带、切换开关、调整旋钮和压盖模具等主要组件和零部件,检查其是否存在磨损或损坏现象。
3.对设备进行润滑和保养,将润滑油或VAS线喷淋到关键部位,如滑轨、导板、连杆、轴承等处。
4.对设备进行检查和调整,如校准液位计、调整红外线感应器、调整包装容器高度等。
隔离器,灌装机,夹套等中英对照
dispersion equipment heat exchangers pulse pause ACC DIN CAD CAM auto clavable SOP ambient temperature steam temperature syringable HIGH PURITY BALL VALVES heavy body full passage brosilicate PTEE diaphragms soda lime glasses quick couple female thread platinum Platinum Cured silicone tube standard features handweel PTFE(TEFLON) available upon request semiconductor silicone rubber medical guide tube
限束孔径小孔操作面板上料侧操作面板卸料侧料斗普通胶塞铝盖isolator隔离器pathogenicmicroorganismswatervapourseparationcontinuum隔离连续体sterilitytesting无菌状态的检测asepticfilling无菌灌装asepticprocessing无菌操作reactor反应器blender搅拌器tableting压片toxicdispensingcontainmentisolator密封隔离器aspeticisolator无菌隔离器downflowbooth负压称量罩flowpatternlaminarflow层流turbulentflow紊流screwininletfilter拧入式进气过滤器inhouse内部的内行的dispensingsamplingsievingblendingchargingapiadditionmixinggranulationcentrifuge离心机freezedryeroffloadpackoff冷冻干燥器卸载filterdryeroffloadpackoff过滤干燥卸载millingmicronisingtabletting压片finalpackingblisterpackintermediate中间体stirrer搅拌器condenser电容器thermostatcontrol恒温器控制evaporator蒸发器reactorvessel反应器容器blisterpacking透明包装samplingshowcase展示inputoutputdistributedcontrolsystemdcscontainedtransfersystemctswipworkproducthallmarkiso146441cleanroomassociatedcontrolledenvironment洁净室及相关受控环境fs209eairborneparticulatecleanliness空气微粒洁净cgmpguidelinescurrentgoodmanufacturingpractices现行良好生产规范ispeguidelinesmedicaldeviceprofessionals食品药品监管mcamedicalcontrolagencyamericangloveboxsocietyguidelines美国手套箱协会应用程
TBA试题
TBA试题 TBA/19试题A卷默认分类2009-11-06 22:09:24 阅读229 评论1 字号:大中小 1.TBA/19的主润滑油管线的压力大约为(54bar) 2、TBA/19中EM表示为电气手册,TEM是指(技术手册) 3、TBA/19在暂停时拉动摇车开关,设备会到达(排气)步骤。 4、顺时针旋转TBA操作屏的电位器旋钮,成品包的横向折痕将向(上)移动。 5、TBA的恒流阀流量是(3.8L/min)。 6、TBA/19 250B的LS重叠宽度为( 7-9)mm。 7、压力胶条伸出保持器小于(1 )毫米需更换。 8、液压油过滤器指示器的颜色变(红)需更换过滤器。 9、L10、L11、L12、L13电压分别(0)V(24)V (24)V(24)V。 10、预热Ⅱ时当预热杀菌温度达到( 270)℃时机器可以喷雾 二、判断题。 1、各个部位的油必须用指定型号的油,不能混用。(√) 2、TBA19在AIC时需打开C阀。(×) 3、TBA19在生产中纵封短停温度报警机器不会停机。(√) 4、TBA19在生产中液压油位报警机器会在5分钟后停机。(×) 5、TBA19在生产中润滑油压力报警机器会在5分钟后停机。(×) 6、TBA/19后无菌室压力应为1-5mm WC。(×) 7、UHT在生产中V22阀可以不用。(√) 8、H2O2是一种无色、易燃、易暴的强氧化性液体,TBA/19使用中每周或间隔120小时更换,要求浓度为30-50%。(√) 9、生产中TBA19的水压报警机器会掉到烘干。(×) 10、TBA19中各部位的温度探头是可互相通用的。(×) 三、选择题。 1、双氧水浓度低于(C )认为是无害的? A、1.5% B、0.5% C、1.0% D、0.1% 2、下列哪种报警机器回到零位。(B ) A、冷却水供应 B.主供气供应 C.电动机超载 D.夹爪过载 3、.喷雾的时间为( A )秒。 A. 112 B. 114 C. 115 D. 120 4、.喷雾系统灌注失败机器恢复(C )。 A.预热Ⅱ B.排气 C.预热Ⅲ D.管密封 5、TBA的导曲辊筒最高转速为(C )r/min A、128 B、130 C、135 D、145 6、TBA的下灌注管浮子重量约为(C )克 A、248 B、182 C、208 D、218 7、TBA切割夹爪压力为(C )Mpa A、5-6 B、6-7 C、8-9 D、10-11 8、纸管内产品的流量:( D ) A、被电眼检测; B、依产品本身而定; C、总是恒定的; D、被调节阀和浮筒控制。 9、产品通过:( B ) A、A阀→B阀→调节阀; B、A阀→C阀→调节阀; C、C阀→A阀→调节阀; D、A阀→B阀→调节阀 10、清洗时用酸洗是为了洗掉管路中残留的( D )。 A、糖份 B、脂肪 C、蛋白质 D、盐和矿物质 四、简答题。 1、影响清洗效果的因素有哪些? 清洗介质种类;清洗液浓度; 清洗液温度; 清洗时间;清洗液流量 2、如果生产中TBA19平均每一小时出现一次双氧水槽低液位报警,试分析其原因。如何处理? 若每一小时出现一次低液位则有可能是由于顶灌注阀故障所致,需停机后检查顶灌注阀。 3.TBA22型机纵封板与TBA19型机有什么区别? 加热方式不同,19型为高温空气而22型为高频感应加热 纵封板个数不同,19型为两块有纵封板和短停纵封板,22型为一块 动作方式不同,19型为侧向移动而22型上下移动 4.缓冲塔的作用是什么,蛛形盘之所以能上下自由移动其动能是什么? 当灌装机后面的附机如贴管机和装箱机发生故障时,起到一个缓冲的作用,将产品有序排到缓冲链上,当后面附机故障排除时再将产品送回。 蛛形盘本身没有动能,是依靠缓冲塔进出两条链条速度差和运动方向相反来产生动能并上下移动的。 孤独的我的TBA/19试题B卷 利乐灌装试题 一.填空题。 1、左夹爪容量偏低,应(左)旋(右)侧容量手轮。 2、在(人员安全及设备安全受到威胁)的情况下使用紧急停机。 3、用手轮来调节夹爪的容量,是利用手轮心轴上的(两个螺纹的螺距差)来改变容量凸轮间的间隙的。 4、TBA的双氧水升温是利用(水浴)加热的。 5、Bending Roller表面结垢通常是因为包材上(双氧水残留)过多造成的。 6、TBA/19夹爪冷却水流量至少是(0.8)l/min; 7、1Mpa=( 1000 )Kpa=(10 )bar。 8、TBA中A506是(紧急停机模组)A507是安全停机模组。 9、灌装机使用的蒸汽压力为(170)±--30 KPA。 10、水浴水压力至少应达到(0.5 )巴。 二.判断题。 1、成品包上掉上油后擦干净装箱入库。(×) 2、各个部位的油必须用指定型号的油,不能混用。(√) 3、H2O2是一种无色、易燃、易暴的强氧化性液体,使用中每周或间隔120小时更换,要求浓度为30-50%。(√) 4、生产中TBA的水压报警机器会掉到烘干。(×) 5、烘干时双氧水槽内就应该有H2O2 。(×) 6、纵封喷嘴向包材内调整则加热程度增加。(√) 7、在管封时纵封短停加热器不得电且不动作。(×) 8、TBA型机靠空气高温杀菌而得到无菌环境。(×) 9、TBA/19型灌装机中横封和纵封的加热机理是一样的,均为利乐感应加热。(×) 10、TBA在预热Ⅰ时纸仓供纸马达就会得电,因此在此时穿纸会很容易。(√) 三、选择题。 1、.生产中将压缩空气主阀关闭机器将(C )。 A. 暂停 B. 降烘干 C. 降零位 D. 排气 2、TBA/19气刀温度设定值为(D )℃。 A. 80 B.100 C.260 D.125 3、TBA/19生产中产品高液位报警机器将降至( A )。 A. 烘干 B. 暂停 C.排气 D. 零位 4、.TBA/19中LS代表什么( B )。 A. 横封 B. 纵封 C.左边 D.右边 5、如果你的眼睛溅上过氧化氢,要用温水彻底冲洗眼睛。以( B ) 分钟为宜。 A.10 B.15 C.13 D.20 6、下列哪种报警机器回到零位。( B ) A、冷却水供应 B.主供气供应 C.电动机超载 D.夹爪过载 7、.喷雾的时间为( A )秒。 A. 112 B. 114 C. 115 D. 120 8、TBA生产中LS使用(B )温度探头。 A、纵封喷嘴的 B、纵封加热器的 C、两个 D、任意一个 9、如果断裂能引起夹爪抱在一起的皮带是(C )。 A主电机三角带B、终端同步计时带C、脉冲传送器同步计时带 10、角度编码器是采用( C )进制运算的。 A、2 B、10 C、8 D、16 四、简答题。 1、为什么不论UHT还是TBA在进行AIC时,都不能打开TBA的蒸汽障? 1、当TBA在进行AIC时,UHT供料管内仍留有产品即:A阀的供料管内仍留有产品。而清洗时清洗液的压力会大于供料管路中产品的压力,如果此时A阀阀头关闭不严,在打开蒸汽障的情况下将导致清洗液混入产品中引发质量事故; 2、如果UHT在进行AIC时,供料管中的清洗液是无菌的低温液体,而TBA的清洗液不是无菌的清洗液,如果此时打开蒸汽障,在A阀关闭不严时两种清洗液就会混合导致UHT供料管被污染。而UHT在AIC时 是不对供料管再进行杀菌的。所以不论UHT还是TBA在进行AIC时,都不能打开TBA的蒸汽障 2、喷雾和烘干阶段导曲马达都有一段转动时间,意义何在? 喷雾时运转是为了使导曲辊筒表面都能均匀附着上H2O2 ,烘干结束转动是为了烘干辊筒与包材接触面上的残留H2O2 3如何判断固态继电器的好坏? 答:在固态继电器的输入端加上一个4—32vdc电压然后测量输出端:如果加电压导通、去掉电压不通就说明固态继电器是好的;反之则是坏的。 4 包材卷侧面的箭头是代表什么意思? 答:箭头表示:此处经过加工拼接,有包材自带的接头 5.喷码机短时间内经常开关机会有什么影响?为什么? 答:喷码机粘度会报警,由于每次关机时喷码机都进行清洗,清洗后将其冲到主墨箱里,短时间内经常开关机导致墨水浓度下降,从而粘度低报警。 1.TBA/22机生产中,插入夹爪手柄,程序降至干燥,顺时针摇车程序直接升到清洗步骤。2.MPM条跑偏原因:纸路不稳,气缸调节不灵活,导向轮位置不正确。 3.影响TS的因素:功率、压力、时间、压力胶条、对中脉冲。 4.影响LS的因素:功率、压力、时间、纵封板位置、纸路、压力滚轮、分纸轮。 5.图案系统的作用:调节纸管的供给速度,使之尽可能与夹爪运动速度一致。 6.TBA/22有四处冷却水:(1)SA高频变压器(2)LS高频变压器 (3)TS高频变压器(4)导轨冷却(前、后) 7.蝶阀的作用:调节供气量,以保证无菌室压力及温。 8.在欲消毒步骤,通向喷雾杯的气体为何处于常通状态? (1)保证管路疏通 (2)排出可能残留在管路或喷雾杯内的H2O2 。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
TBA22(050V)灌装机的操作及维护术语定义及缩写
2.1术语及定义
2.1.1乳品:指以牛乳为主要原料加工制成的各种制品。
如纯牛奶、优酸乳等。
2.1.2商业无菌:产品处于无致病微生物,无微生物产生的毒素,在正常的仓储运输条件下微生物不发生增殖的这种状态称为商业无菌。
2.1.3无菌包装:将经过灭菌的牛乳在无菌环境中包装,封闭在经过灭菌的容器中,使其在不加防腐剂、不用冷藏条件下得到较长的货架寿命。
2.1.4低酸食品:PH值>4.5的食品。
2.1.5高酸食品: PH值<4.5的食品。
2.1.6胀包:指产品在贮存期间由于微生物繁殖代谢产气而导致包装膨胀的现象,胀包有时伴随酸包出现。
2.1.7酸包:指液体包装食品,在贮存期间由于微生物及其生化作用使产品PH值降低,口味变酸的现象。
2.1.8苦包:指液体包装食品,在贮存期间由于微生物繁殖代谢产生苦味变质的现象。
2.2缩写解释。