基于PLC信息的电控系统故障定位原理及软件实现
基于PLC控制的在线式查找故障系统

• 175•随着工业技术的发展,PLC控制系统在众多行业的控制领域获得应用,其具有众多优势特点,如抗干扰性能良好、可靠性较高、通用性好等,已成为众多行业领域的首选。
基于此,本文对基于PLC控制的在线式查找故障系统做出分析研究。
设备维护保运转是企业机电部门关键的工作内容,设备维护阶段,某一故障“一闪而过”的情况时有发生,频率不高,且无规律可循。
通常而言,现场观察期间,某一故障点并无动作;进行其他工作阶段,故障点突然性的闪现,后恢复正常。
针对部分企业,大型固定设备以成套进口为主,自带PLC控制器已经申请知识产权保护,维护人员难以操作。
少数设备并未设置PLC控制系统。
所以,利用设备自身控制系统监控故障存在局限性。
因此,应制作设计PLC监控体系,用于对设备故障进行快速精准查找,将可疑故障信号有效接入PLC采取实时监测。
1 “在线式”查故障设计思路制作PLC监控体系,用于对设备故障进行快速精准查找,将可疑故障信号有效接入PLC采取实时监测。
对于该系统,需要具备如下功能:第一,监测某故障有无动作。
某一故障突然动作的情况下,无论是否恢复至正常状态,PLC监控体系可以进行准确记录,同时采取输出指示。
第二,监测某故障信号动作次数。
能够对某一信号实际动作次数做出准确有效监测,同时输出提示。
第三,判断最先出现的动作信号。
若多信号点全部能够引起系统故障,可对最先出现故障点做出快速精准查找。
2 具体实施方式2.1 硬件选型监控系统控制,以西门子200系列PLC为主。
选择CPU 222 CN 型号,或基于条件选择CPU 224或其他型号。
2.2 程序方面(1)定义变量CPU222 CN设置的数字量输入点共计8个,其中6个位于符号表,对输入点以及输出点做出相应的定义。
对输入点进行组别划分:①输入0通过I0.0做出定义,能够对输入信号动作次数做出准确记录。
②输入1、2则通过I0.1、I0.2做出定义,能够对输入信号是否动作做出有效锁存。
文献综述-基于PLC的电机故障诊断系统设计
文献综述-基于PLC的电机故障诊断系统设计文献综述电气工程及其自动化基于PLC的电机故障诊断系统设计前言对现代工业的远程监控、故障诊断技术是近几年来研究的热点。
统计显示大多数的故障都是一般性故障,通常情况下故障诊断有两种方法:故障树方法和专家系统方法。
故障树方法是利用系统的故障逻辑结构进行逻辑推理,发现错误的输出对应地找到可能的输入错误。
另外一种办法专家系统方法则是通过建立系统故障的知识库与推理机,计算机依据现场的数据依靠知识库和推理机进行深入的逻辑推理,最终找出相应的故障的原因。
PLC作为一种成熟稳定且可靠的控制器,现在已经在工业控制中得到了越来越广泛的应用。
PLC系统的设计直接影响着工业控制系统的安全可靠运行。
一个完善的PLC系统除了能够正常运行,满足工业控制的要求,还必须能在系统出现故障时及时进行故障诊断和故障处理。
故障自诊断功能是工业控制系统的智能化的一个重要标志,对于工业控制具有较高的意义和实用价值。
PLC是现在应用非常多的一种控制装置,利用PLC丰富的内部资源以及其强大的功能指令,进行编制故障检测报警程序,不仅可以替代传统继电器能实现的相应功能,还可以提高工作可靠性以及其系统的灵活性。
PLC控制系统部分PLC作为控制部分的主要结构,其设计主要包括模块的估算与选取、PLC的选取、系统框图的设计。
下面围绕这三方面逐一介绍。
1、PLC的系统模块估算与选取。
通常在PLC的系统设计时,应该详细地分析工艺过程的各个环节的特点和控制要求,和求性价比的PLC和设计相应的控制系统最后选择有较高性能价估算输入输出点数、所需存储器容量。
估算好相应的模块之后,就要进行相应模块的选择。
包括输入输出模块、存储器和电源的估算与选择。
对I/O点数进行估算时应当充分考虑适当的余量,一般情况下是根据统计的输入输出点数,在其基础之上再增加10%~20%的可扩展余量,作为输入输出点数实际估算数据来使用。
在实际订货时,还需根据制造厂商PLC 的产品特点,对输入输出点数进行调整,输入输出模块的选择应当充分考虑与应用要求的统一。
PLC诊断机电设备故障的基本原理
PLC诊断机电设备故障的基本原理机电设备的故障信号有开关量和模拟量之分,PLC采用不同的方法对这两种信号对应的故障进行诊断。
1.1基于开关量信号的故障诊断PLC对开关量信号的识别是通过其开关量输入模块完成的。
PLC控制机电设备时,设备中的压力、温度、液位、行程开关及操作按钮等开关量传感器与PLC的输入端子相连,每个输入端子在PLC的数据区中分配有一个“位”,每个“位”在内存中为一个地址。
输入“位”的工作原理IN代表开关量输入,COM为信号公共端。
IN为ON时,光敏三级管饱和导通,否则截止。
故PLC的内部电路可以“感知”开关信号的有无。
读取PLC输入位的状态值可作为识别开关量故障信号的根据。
诊断开关量故障的过程,实质就是将PLC正常的输入位状态值与相应的输入位的实际状态值相比较的过程。
如果二者比较的结果是一致的,则表明机电设备处于正常工况,不一致则表明对应输入位的设备部位处于故障工况。
这就是PLC诊断基于开关量信号故障的基本原理。
PLC输入位电路原理这种诊断方法,故障定位准确,可进行实时在线诊断。
通过PLC的梯形图编程,还可将故障诊断融入过程控制,达到保护机电设备的目的。
1.2基于模拟量信号的故障诊断PLC对模拟量信号的识别是通过PLC的模拟量输入输出模块来完成的。
模拟量输入输出模块采用A/D转换原理,输入端接收来自传感器或信号发生器的模拟信号,输出端输出的模拟信号作用于PLC的控制对象。
PLC诊断模拟量故障的过程,实质就是将在相应A/D通道读到的监测信号的模拟量的实际值与系统允许的极限值相比较的过程。
如果比较的结果是实际值远离极限值,则表明机电设备对应的受监控部位处于正常状态,如果实际值接近或达到极限值,则为不正常状态。
判断故障发生与否的极限值根据实际系统相应的参数变化范围确定,利用PLC上的模拟量设定开关可精确设置该极限值。
当模拟量的实际值达到模拟量设定开关的设定值,PLC还能按照一定的逻辑关系启动开关量模块上的输出位,或者从PLC的通讯口主动发起通讯,从而输出故障诊断的结果,并据此实现对机电设备的控制。
电力监控系统设备故障定位软件设计与实现
• 126•随着电力系统中变电站电力监控安全防护设备的增多,设备故障排查定位存在效率低、发现不及时等情况。
文章阐述了一套电力监控系统设备故障定位软件的设计和实现原理。
软件通过预存的各个变电站设备信息初始化通信设备,并基于QT 图形库实现各地域以及对应变电站的可视化管理,可以随时对各个变电站进行查看和操作内部拓扑网络关系图。
除此之外,还通过自动化的网络故障排查与定位方法,极大的提高了检修效率,减少故障带来得损失。
最后,通过记录分析设备故障情况,进一步达到事故的预防。
1.引言随着工业信息化的发展,自动化电力监测逐渐替代传统人工操作的电力监控。
电力监控系统及调度数据网是电力系统的重要基础设施,在电力系统中起着非常重要的作用。
电网的发展影响着国家经济的发展,为了满足日益增长的电力需求,加强电力监控系统的安全监测与故障排查尤为重要(李卫,配电网故障自动定位系统研究及应用:中国电力出版社,2011)。
然而现阶段,在传统的电力系统中对于各变电站电力监控安全防护设备在出现故障时仍采用原始的人工手动排查定位方法,缺少高效的管理手段,主要存在着许多突出的问题。
各变电站电力监控系统安全防护设备众多,在出现问题时采用人工对这些设备进行逐一排查以找到故障点,其工作量大且效率低,不能及时发现问题加以解决,情况严重的还会直接影响整个电力监控系统的正常运行。
电力监控系统安全息,并给出相应的分析统计数据,预防故障再次发生。
(2)自动监测软件需要实现一种监测各变电站电力监控系统安全防护设备现状的功能,采用面向无连接的ICMP 协议,能够快速的对各变电站电力监控系统安全防护设备自动检测,并能得到相应的传输出差报告。
软件还提供即时查询特定变电站功能,可以针对特殊情况进行处理。
在自动监测过程中遇到故障需要即时告警,以告知用户。
(3)可视化交互模块。
充分利用Qt 编程技术实现界面友好、可交互性强系统。
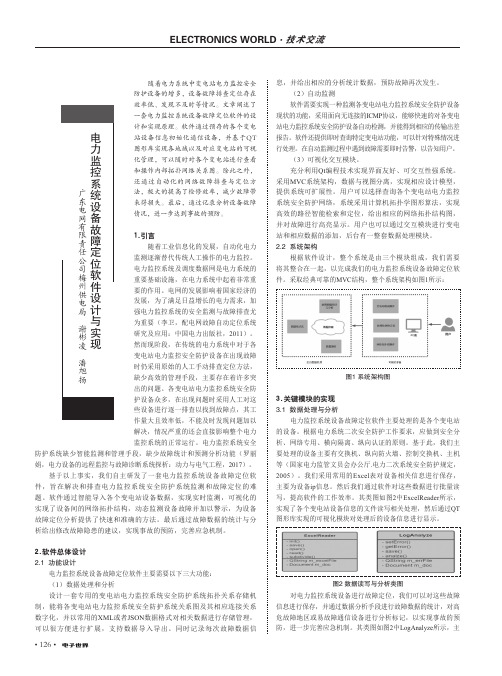
采用MVC 系统架构,数据与视图分离,实现相应设计模型,提供系统可扩展性。
基于PLC电机故障诊断系统

基于PLC电机故障诊断系统现代工业生产机械设备自动化比人力生产操作更有效率,在生产中逐渐代替了人力操作的作用。
所谓的机械化自动设备,其自动机能都受控于设备自动控制系统当中,PLC即可编程逻辑控制器就是这样一种应用于电机设备控制系统当中的控机基础,将集计算机技术处理、自动化操作以及通信技术完美融合的现代工业电机设备控制技术和逻辑控制技术。
相对于电机系统故障诊断需建立在PLC和上位机的计算机系统基础之上,PLC在电机系统故障诊断中的处理方式还是以发自按故障信号之后进行处理、将处理后的信息转化为数字信号存储,通过以上保障性操作之后将故障特征的判断完成,进而根据列出的相关问题,就专家系统程序给出完善的排除故障的建议。
1 电机系统基本构成原理PLC电机系统在操作过程中以上位计算机和PLC测控系统所组成,PLC连接变送器、互感器和电机组,根据变送器、互感器的交换比例计算机组运行量。
目前从理论上更受认可的识别管理是在将电机故障诊断出来的同时,再对对于整个系统进行排查,将可能存在的故障安全问题进行分层次化的管理,并利用层次结构做出故障诊断。
需要注意的是要将引起故障的检测点录入PLC 程序之中,是在检测电机故障诊断得出结果的过程中必要的操作。
在诊断系统允许的基础上,检测出的故障信息都需写入PLC控制程序中,继而通过这些检测记录的程序自动完成故障诊断操作。
日常诊断故障的方法一般分为两种,分别是数据推理法和诊断模型法,数据推理法常常需要在将输入之后的信号与之前数据库存档信息作出比较,以此判断电机系统设备的运转是否存在异常;诊断模型法是将电机设备输入输出的信号与信号之间做比较,通过信号之间的内在关联,对机械系统错误故障方面做出判断。
2 对PLC电机系统故障诊断的分析电机故障诊断系统是建立在PLC和上位计算机所组成的控制系统的基础之上,PLC在电机系统故障诊断中的主要功能是完成对输煤设备故障信号进行检测、实现对故障的预处理以及后续将信号转化存储并上传给上位计算机。
PLC控制系统的故障诊断和维护
PLC控制系统的故障诊断和维护概述PLC (可编程操纵器)技术已广泛应用于各操纵领域,特别是在工业生产过程操纵中,它具有其它操纵器无可比拟的优点,可靠性高、抗干扰能力强,在恶劣的生产环境里,仍然能够十分正常地工作。
作为PLC本身,它的故障发生率非常低,但对以PLC 为核心的PLC操纵系统而言,构成系统的其他外部元器件(如传感器与执行器)、外部输入信号与软件本身,都很可能发生故障,从而使整个系统发生故障,有的时候还会烧坏PLC,使整个系统瘫痪,造成极大的经济缺失,甚至危及人的生命安全。
因此技术人员务必熟悉PLC技术,并能够熟练地诊断与排除PLC在运行中的故障。
PLC操纵系统故障诊断技术的基本原理是利用 PLC的逻辑或者运算功能,把连续获得的被控过程的各类状态不断地与所存储的理想(或者正确)状态进行比较.发现它们之间的差异,并检查差异是否在所同意的范围内(包含时间范围与数值范围)。
若差异超出了该范围,则按事先设定的方式对该差异进行译码,最后以简单的、或者较完善的方式给出故障信息报警。
故障诊断的功能包含故障的检测与推断及故障的信息输出。
常见的PLC 操纵系统中,其故障的情况是多种多样的。
PLC操纵系统的通常结构与故障类型PLC操纵系统要紧由输入部分、CPU、采样部分、输出操纵与通讯部分构成, 如图1所示。
输入部分包含操纵面板与输入模板;采样部分包含采样操纵模板、AD转换模板与传感器;CPU作为系统的核心,完成接收数据,处理数据,输出操纵信号;输出部分有的系统用到DA模板,将输出信号转换为模拟量信号,通过功放驱动执行器;大多数系统直接将输出信号给输出模板,由输出模板驱动执行器工作;通讯部分由通讯模板与上位机构成。
由于PLC本身的故障可能性极小,系统的故障要紧来自外围的元部件,因此它的故障可分为如下几种:(1)输入故障,即操作人员的操作失误;■传感器故障;■执行器故障;■PLC软件故障这些故障,都能够用合适的故障诊断方法进行分析与用软件进行实时监测,对故障进行预报与处理。
如何快速定位PLC故障点并解决
如何快速定位PLC故障点并解决PLC(可编程逻辑控制器)是工业自动化领域中常用的控制设备,用于实现自动化生产过程的控制和监测。
然而,在使用PLC的过程中,难免会遇到故障问题,这给生产带来了麻烦和损失。
因此,学会如何快速定位PLC故障点并解决问题是非常重要的。
本文将介绍一些常见的PLC故障定位方法和解决技巧,希望能对读者有所帮助。
一、PLC故障定位方法1. 确认故障现象:首先,需要观察和确认PLC系统出现的故障现象,例如是否有报警、是否有显示异常、是否有设备停止工作等。
2. 检查现场设备:对于PLC系统控制的设备,需要检查设备本身是否存在问题,如传感器是否损坏、执行机构是否卡住等,确保设备正常工作。
3. 检查IO模块:IO模块是PLC系统与外部设备之间的接口,常常是故障出现的地方。
通过检查IO模块的状态指示灯,可以确定信号是否正常传输,如输入信号是否能正确读取、输出信号是否能正确输出。
4. 检查程序逻辑:PLC的程序逻辑是控制系统的核心,故障常常由程序逻辑错误引起。
通过检查程序是否正确上传,以及程序中的条件语句、计时器和计数器等是否设置正确,可以避免由程序逻辑引起的故障。
5. 运行程序调试工具:现代PLC系统通常配备了程序调试工具,可以辅助快速定位故障。
通过运行程序调试工具,可以监视信号的传输情况、查看程序的运行状态,以及进行程序的单步调试,这样可以更加准确地定位故障点。
二、PLC故障解决技巧1. 故障排除法:根据故障定位的结果,采用故障排除法逐步排查,逐个检查可能出现问题的部件或连接线路,缩小故障范围,直到找到故障点,然后进行修复。
2. 使用故障记录功能:现代PLC系统通常有故障记录功能,可以记录故障发生的时间、位置和原因等信息。
通过查看故障记录,可以发现故障出现的规律和共同点,有助于更好地解决故障和预防同类故障的再次发生。
3. 注意安全措施:在处理PLC故障时,必须注意安全措施,如断电、停机、使用绝缘工具等,以确保自身和设备的安全。
【开题报告】基于PLC的电机故障诊断系统设计
开题报告电气工程及自动化基于PLC的电机故障诊断系统设计一、综述本课题国内外研究动态,说明选题的依据和意义电机在工农业生产中应用广泛,为各种工农业设备提供原动力,是电气控制系统中的重要环节,给人们的生活带来了极大的便利。
电机故障诊断是一种了解和掌握机器在运行过程的状态,确定其整体或局部正常或异常,早起发现故障及其原因,并能预报故障发展趋势的技术。
电机故障一旦发生,对工作人员的生命财产将会造成很大的损失和严重的后果,在一些特殊的行业甚至会对国家的经济、军事、政治等造成严重后果。
同时由于电机是应用于多行业的复杂系统,尽管在设计、研制阶段已经考虑了诸多因数、采取了有力措施,但由于设计、研制、加工工艺水平等因数等客观条件的影响,甚至还要工作在无人值守、恶劣环境下,难免会发生电机故障。
因此如何提高电机工作的可靠性和安全性已经成为诸多行业关注的热点问题。
电机故障诊断系统正是适应这一需求而发展起来的。
PLC,可编程逻辑控制器,作为一种数学运算操作的电子系统,专为在工业环境应用而设计的。
它采用一类可编程的存储器,用于其内部存储程序,执行逻辑运算,顺序控制,定时,技术与算术操作等面向用户的指令,并通过数字或模仿式输入/输出控制各类型的机械或生产过称。
基于PLC的电机故障诊断系统应运而生。
PLC是现在应用最多最广泛的一种控制装置,利用PLC丰富的内部资源和强大的功能指令,编制故障检测报警程序,不仅可以替代继电器实现相应功能,还可以提高工作的可靠性和系统的灵活性。
PLC以被应用到机械制造、冶金、矿业、轻工等各个领域,大大推进了机电一体化的进程,被人们称为现在工业控制三大支柱之一。
PLC作为一种控制器,具有成熟稳定可靠的性能,到目前为止其已经在工业控制中得到广泛的应用。
PLC系统的设计直接影响着工业控制系统的安全可靠运行。
一个完善的PLC系统除了能够正常运行外,满足工业控制的要求,还必须能在系统出现故障时及时进行故障诊断和故障处理。
基于PLC的电机故障诊断系统的研究
收稿日期 :2 1-1- 1 00 1 2 作者简介:杨卓 (9 5 17 一),女 ,辽宁 昌图人,讲师 ,本科 ,研究方向为 自动化控制 。
【O 第3 卷 5】 3
第1 期
21- ( ) 0 1 下 1
务I
断路 器跳 闸 ,“ 电机开 / 机 指示灯 ” 。 关 灭
匐
I 40 是 输入 的 I R. 2 O节 点 ,表 示 A侧皮 带信号 ,
3 故障诊断程序设计
在 进 行故 障诊 断 设 计 时 ,首 先 必 须 对 整 个 系 统 可 能会 发生 的 故 障 进 行分 析 ,得 到 系统 的 故 障 层 次 结构 ,利 用这 种 层 次 结构 进 行故 障 诊 断 部分 的 设 计。 以 某厂 电机 输 送 控 制 系统 的故 障 结 构 为 例 。为 了描述 简单 ,这 里作 了一定 的简化 。 系统 故 障 结构 的层 次 性 为 故 障 诊 断提 供 了一 个合 理 的层 次 模型 。在 进 行 系统 的 P C梯形 图程 L 序设 计 时 ,应 充 分 考 虑 到 故障 结 构 的 层 次 ,合 理 安排 逻 辑 流 程 。在 引 入 故障 输 入 点 时 应 注 意 :必 须 将 系统 所 有 可 能 引 起 故 障 的 检 测 点 引 入 P C, L
l
訇 化
基于P C 电机故障诊断系统的研究 L 的
Bas ed on Pi osi ys em e ear ss t rs ch
物
卓
YANG h o Z u
( 郑州旅游职业学 院,郑州 4 0 0 ) 5 0 9
以便 系统 能 及 时 进 行 故 障 处 理 ; 在 系统 允 许 的 应
释故 障诊 断结 果 ,并 为操作 员给 出相 应的排 除故障 的 建议 。鉴 于 此 ,本 文设 计 了一个 采 用 了 P C的 L 电机故 障诊断 系统 。其 系统框图 如图 1 示 : 所
基于PLC的电机故障诊断系统设计
基于PLC的电机故障诊断系统设计摘要随着工业自动化程度的不断提高,PLC控制系统已经广泛应用于各个行业中,电机是其中最为常见的使用对象之一。
因此,针对电机的故障诊断成为越来越重要的研究领域。
本文基于PLC的电机故障诊断系统,设计开发了一个完整的故障诊断系统。
首先介绍了故障诊断的概念和方法,然后详细讨论了系统的硬件和软件设计,最后通过实验验证了系统的可行性和有效性。
关键词:PLC;电机故障诊断;故障分类;故障诊断系统AbstractWith the increasing degree of industrial automation, PLC control system has been widely used in various industries,and motor is one of the most common objects of use. Therefore, motor fault diagnosis becomes an increasingly important research field. Based on the PLC motor fault diagnosis system, this paper designs and develops a complete fault diagnosis system. Firstly, the concept and method of fault diagnosisare introduced. Then, the hardware and software design of the system are discussed in detail. Finally, the feasibility and effectiveness of the system are verified through experiments.Keywords: PLC; motor fault diagnosis; fault classification; fault diagnosis system引言随着工业自动化程度的不断提高,电机成为各个行业中最为常见的使用对象之一。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2000年3月第14卷第1期湖北汽车工业学院学报Jour nal o f Hubei Automo tiv e Industries InstituteM ar.2000V ol.14N o.1文章编号:1008-5483(2000)01-0034-04基于PLC信息的电控系统故障定位原理及软件实现张高煜1,陈春溶2,张勇3(1.湖北汽车工业学院电气工程系,湖北十堰442002; 2.湖北汽车工业学院高教研究室,湖北十堰442002; 3.东风汽车公司,湖北十堰442002) 摘 要:通过对基于PL C语句表程序控制设备的故障产生机理的剖析,论证了诊断规则自动生成的可能性和故障定位的准确性,并对如何编制相关的人工智能软件作了一些说明。
关键词:P LC;语句表程序;故障定位中图分类号:T G519.1 文献标识码:A1 引言工业现场中,由于电控系统的复杂程度以及输入输出元件的数目庞大,一旦其发生故障,对于维修人员来说,准确、迅速地找出故障点和故障原因,没有几年的现场经验和一定的理论知识,则很难做到。
因此,为减轻故障诊断人员的工作量,笔者特编制了一套故障定位软件,在PLC语句表程序控制运行的设备出现故障时,可以快速准确地找出故障发生的大致范围。
如果有需要,还可以进行简单的人机对话,将可能故障点数目缩小到维修人员可以轻易承受的程度之内。
2 基于PLC语句表程序的故障定位原理含有PLC的电控设备一旦有故障发生,其原因大多是PLC输出端的执行元件故障和输入端的控制按钮和行程开关故障。
而所谓故障特征,即是对于维修人员来讲可以看到的执行元件的故障现象,如液压阀,继电器卡死或失效等,这些浅层故障是较容易查找和排除的。
但是,如果已经排除了执行元件故障引起的可能性,那么产生输出端的误动作或不动作等故障现象就是输入端故障引起的。
而对于输入端的故障定位则是费时费力的工作,人工查找是由技术人员对PLC梯形图进行分析,由已知故障输出点号回溯查找和此故障点相关的输入点的集合作为可能的故障源集,从而确定最有可能出现故障的输入点号并现场查验。
如果电控系统的I/O点数较少,技术人员所费时间少,而一般的工业控制系统I/O点数都在百点以上,而且语句表程序中又存在互锁和自锁等基本的控制方式,使得由输出查输入的人工查找变得相当费力,经常会顾此失彼。
那么,编制一套应用软件来模拟技术人员由输出点人工查找输入点故障的过程,就可以省时省力。
⒇收稿日期:2000-01-21作者简介:张高煜(1972-),男,1993年大学毕业,讲师,研究生。
为使得本软件有较强的通用性,特采用基于规则的正向推理方式。
2.1 故障逻辑表达式的概念及含义以和泉系列的两段PLC 语句表程序为例,阐述将语句表程序转换成故障逻辑表达式的过程。
2.1.1 简单语句表程序转换的故障逻辑表达式 LOD 1OR2AND 3OU T200上段程序所对应的梯形图如图1所示:图1 简单输入输出逻辑关系的梯形图 设S n 为点号为n 的输入、输出或中间继电器发生故障且故障现象为误动作。
设F n 为点号为n 的输入、输出或中间继电器发生故障且故障现象为不动作(即失效)。
则由图1可知:S 200=S 3∩(S 1∪S 2)若用“+”代替“∪”,“*”代替“∩”,则上式可化为S 200=S 3*(S 1+S 2)=S 3*S 1+S 3*S 2(1)含义为:若点号为200的输出点误动作,则故障原因为输入3号点、1号点同时故障误动作或3、2号点同时故障误动作。
与(1)式相对应的有: F 200=F 3+F 1*F 2(2)含义为:若点号为200的输出点故障不动作,则故障原因为输入3号点故障不动作或1、2号点同时故障不动作。
对于(1)式,可知,当S 200出现时,S 3是必然发生的事件,而S 1和S 2却可二者择其一。
所以在故障预测或输入点故障查找时,首先考虑3号点状态,然后是1和2号。
对于(2)式可知:当F 200出现时,F 3或F 1*F 2都是可能发生的事件。
由于F n 为独立事件,设点号为n 的输入、输出或中间继电器在事件F 200发生时的故障不动作发生的条件概率为P (F n |F 200)<1,则可知:P(F 3|F 200)>P((F 1*F 2)|F 200)=P(F 1|F 200)*P(F 2|F 200)亦即,首先考虑检验3号点状态,然后是1、2号。
2.1.2 含有自锁与互锁逻辑的语句表程序转换的故障逻辑关系为使故障定位有通用性,对复杂的、有代表性的一段PLC 程序进行分析。
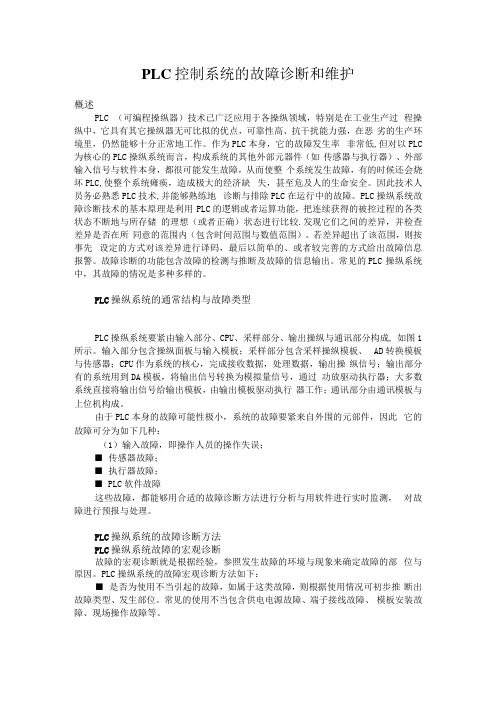
—35—第14卷第1期 张高煜等:基于P LC 信息的电控系统故障定位原理及软件实现 LID 1 AN DNO T 4AND 2O U T401ANDNO T 401LOD 400OU T400O R 401LD3O U T 200OR401图2 复杂逻辑的语句表程序对应的梯形图 以上是一段含有自锁与互锁逻辑的语句表程序,对应的梯形图如图2所示。
其语句表逻辑推导如下: S 200=S 400+S 401(3)S 401=S 3+F 4(4)S 400=F 401*S 1*S 2+F 401=F 401(5)F 401=S 4+F 3(6)由(3)、(4)、(5)、(6)式可推出 S 200=F 401=S 4+S 3+F 4+F 3(7)F 200=F 400*F 401(8)F 400=S 401+F 1+F 2(9)由(4)、(6)、(8)、(9)可推出 F 200=(S 401+F 3+F 2)*F 401=(F 4+F 1+F 2)*F 401=(F 4+F 1+F 2)*(S 4+F 3)=F 4*S 4+F 4*F 3+F 1*S 4+F 1*F 3+F 2*S 4+F 2*F 3=0+F 3*(F 4+F 1+F 2)+S 4*(F 1+F 2)(10)由(7)式可知,事件S 4、S 3、F 4、F 3、对事件S 200的重要程度是一样的。
所以故障定位于3、4号点。
由(10)式可知,事件F 3或S 4是F 200发生的必要条件,事件F 3总伴随F 4、F 1、F 2发生,事件S 4总伴随F 1、F 2发生,而且又有P ((F 4+F 1+F 2)|F 200)>P ((F 1+F 2)|F 200)所以,F 3对事件F 200的重要度优于S 4的重要度。
3 基于PLC 语句表程序的故障诊断规则的计算机自动生成由于不同的语句表程序的复杂性、多变性,将故障逻辑关系转换为故障诊断规则要比转换为故障树容易的多,并且推理机的设计也更加方便,所以本应用软件采用的是基于规则的推理,而故障诊断规则不是人工输入,而是编制程序使计算机扫描已存成文本文件的PLC 语句表程序[1],自动生成诊断规则,存入硬盘中。
鉴于篇幅,规则自动生成的算法略去,这里只将结果列出。
对应于图1的梯形图所表达的语句表程序生成规则如下:—36— 湖北汽车工业学院学报 2000年3月表1 简单语句自动生成的规则规则号 前提 结论可信度Rule 1IF S 200T HEN S 3&S 20.5Rule 2IF S 200T HEN S 3&S 10.5Rule 3IF F 200T HEN F 30.5Rule 4IF F 200T HEN F 1&F 20.5对应于图2的梯形图表达的PLC 语句表程序生成的规则如表2表2 复杂语句自动生成的规则规则号 前提 结论可信度Rule 1IF S 200T HEN S 4010.5Rule 2IF S 200T HEN S 4000.5Rule 3IF S 401T HEN F 40.5Rule 4IF S 401T HEN S30.5Rule 5IF S 400T HEN F 4011Rule 6IF F 401T HEN S 40.5Rule 7IF F 401T HEN F 30.5Rule 8IF F 200T HEN F 400&F 4011Rule 9IF F 400T HEN S 4010.33Rule 10IF F 400T HEN F 10.33Rule 11IF F 400T HEN F 20.334 推理机的设计原理:根据人机对话输入的故障特征,打开规则库,逐条提取规则,检验其前提(故障现象)和结论(故障原因),找出与输入的故障特征所对应的不可再分的故障原因放入源集合中[2],再对这些可能故障源原因进行优先级排序,使技术人员先从故障可能度最大的输入点号查起。
举例:当输入故障特征为F 200后,推理机程序通过规则的反复调用与查找,得到不可再分的故障原因,F 4*S 4、F 4*F 3、F 1*F 3、F 2*S 4、F 2*F 3,而F 4*S 4=0,所以共有5个可能原因放入可能故障源集合中,这5个故障原因中,事件F 3出现的次数为3,事件F 1或F 2、S 4的出现次数为2,所以F 3的故障优先级最高。
5 结束语综上所述,通过对基于PLC 语句表程序控制的设备故障产生机理的剖析,论证了诊断规则自动生成的可能性和故障定位的准确性,并对如何编制相关的人工智能型的软件做了一些说明。
参 考 文 献[1] 张高煜.几个C 语言函数在译码程序中的应用[J].湖北汽车工业学院学报,1999,13(1):44~48.[2] 闻新等.控制系统的故障诊断和容错控制[M ].北京:机械工业出版社,1998.(下转第41页)—37—第14卷第1期 张高煜等:基于P LC 信息的电控系统故障定位原理及软件实现 参 考 文 献[1] Kevin Skahill.可编程逻辑系统的V HDL 设计技术[M ].南京:东南大学出版社,1998.315~324.[2] 黄正瑾.在系统编程技术及其应用(第2版)[M ].南京:东南大学出版社,1999.39~46.[3] 查振亚.数字系统设计与开发[M ].武汉:华中理工大学出版社,1996.Application of Pipeline Technique in EDA DesignJ I AN G Wei -rong(Dept .of Electrical Engineering ,Hubei Au tomotive Indus tries Ins titu te ,Sh iyan 442002,China )Abstract :This pa per discusses the applica tion of pipeline technique w hich is used in very la rg e-scale integ ra ted circuit such as FPGA and C PLD.An exam ple is giv en and the result is also discussed in this paper .Key words :FPGA;C PLD;pipeline technique(Received January 20,2000)(上接第37页)The Theory &Realization of Trouble -Locatingin PLC Control SystemZ HAN G G ao -yu 1,C HEN Chun -rong 2,Z H AN G Yong 3(1.Dept .of Electrical Engin eering ,Hubei Au tomotiv e Indus tries Ins titute ,Shiyan 442002,China ;2.Dept.of High er Education R esearch,Hubei Au tomo tive Indus tries Ins titu te,Sh iyan 442002,China;3.Dong Feng M o tors Corporation,Shiyan 442002,China)Abstract:This pa per ,throug h a naly zing the reason o f PLC contro l system trouble ,demo-nstrates the possibility and accuracy of trouble-locating a nd giv es some explana tion on w riting the relev ant a rtificial intelleg ence softwa re.Key words :PLC;PLC pro gram;trouble-lo cating(Received January 21,2000)—41—第14卷第1期 蒋伟荣:ED A 设计中流水线技术的应用 。