重油催化裂化装置主要工艺流程说明
石油化工催化裂化装置工艺流程图

炼油生产安全技术-催化裂化的装置简介类型及工艺流程催化裂化技术的发展密切依赖于催化剂的发展。
有了微球催化剂,才出现了流化床催化裂化装置;分子筛催化剂的出现,才发展了提升管催化裂化.选用适宜的催化剂对于催化裂化过程的产品产率、产品质量以及经济效益具有重大影响。
催化裂化装置通常由三大部分组成,即反应¾再生系统、分馏系统和吸收稳定系统。
其中反应––再生系统是全装置的核心,现以高低并列式提升管催化裂化为例,对几大系统分述如下:㈠反应––再生系统新鲜原料(减压馏分油)经过一系列换热后与回炼油混合,进入加热炉预热到370℃左右,由原料油喷嘴以雾化状态喷入提升管反应器下部,油浆不经加热直接进入提升管,与来自再生器的高温(约650℃~700℃)催化剂接触并立即汽化,油气与雾化蒸汽及预提升蒸汽一起携带着催化剂以7米/秒~8米/秒的高线速通过提升管,经快速分离器分离后,大部分催化剂被分出落入沉降器下部,油气携带少量催化剂经两级旋风分离器分出夹带的催化剂后进入分馏系统。
积有焦炭的待生催化剂由沉降器进入其下面的汽提段,用过热蒸气进行汽提以脱除吸附在催化剂表面上的少量油气。
待生催化剂经待生斜管、待生单动滑阀进入再生器,与来自再生器底部的空气(由主风机提供)接触形成流化床层,进行再生反应,同时放出大量燃烧热,以维持再生器足够高的床层温度(密相段温度约650℃~68 0℃)。
再生器维持0.15MPa~0。
25MPa (表)的顶部压力,床层线速约0。
7米/秒~1。
0米/秒。
再生后的催化剂经淹流管,再生斜管及再生单动滑阀返回提升管反应器循环使用。
烧焦产生的再生烟气,经再生器稀相段进入旋风分离器,经两级旋风分离器分出携带的大部分催化剂,烟气经集气室和双动滑阀排入烟囱。
再生烟气温度很高而且含有约5%~10% CO,为了利用其热量,不少装置设有CO 锅炉,利用再生烟气产生水蒸汽。
对于操作压力较高的装置,常设有烟气能量回收系统,利用再生烟气的热能和压力作功,驱动主风机以节约电能。
催化裂化工艺流程
催化裂化工艺流程
催化裂化是一种重要的石油加工工艺,广泛应用于炼油厂中。
该工艺通过使用催化剂来降低石油馏分的沸点,从而将重质油转化为轻质石油产品,例如汽油和液化石油气。
下面是一个简要的催化裂化工艺流程的描述。
首先,原料石油会经过预处理装置的处理,去除其中的杂质和硫化物等。
然后,经过加热装置对石油进行加热至适宜的反应温度,通常在480℃到540℃之间。
接下来,加热后的石油会进入裂化装置。
裂化装置通常由裂化炉和分馏塔组成。
在裂化炉中,石油会与催化剂接触反应,催化剂可以是一种活性酸或酸式酸催化剂,其主要成分通常是硅酸铝。
在裂化反应过程中,重质分子会被断裂成较轻的分子,形成较多的石油气和汽油。
随后,裂化产物会进入分馏塔进行分馏。
在分馏塔中,石油通过不同的温度区间进行分离。
由于不同馏分的沸点不同,它们会在不同高度的分馏柱中分离出来。
较重的产品,例如重油和渣油,会较低地冷凝并收集。
而较轻的产品,例如液化石油气和汽油,则会升至较高位置冷凝后收集。
最后,冷凝后的液态产品会经过进一步的处理,例如脱硫、氢气处理等,以提高产品的质量和纯度。
处理后的产品可以直接用作燃料,也可以作为生产化工产品的原料。
总结起来,催化裂化工艺是一种将重质石油转化为轻质石油产
品的重要工艺。
通过预处理、加热、裂化和分馏等步骤,石油馏分可以被高温下的催化剂断裂成较轻的分子,形成更多的石油气和汽油。
这种工艺为石油加工厂提供了一种有效的途径,可以生产出更多的高附加值产品,同时也减少了对环境的影响。
催化裂化装置工艺流程及设备简图
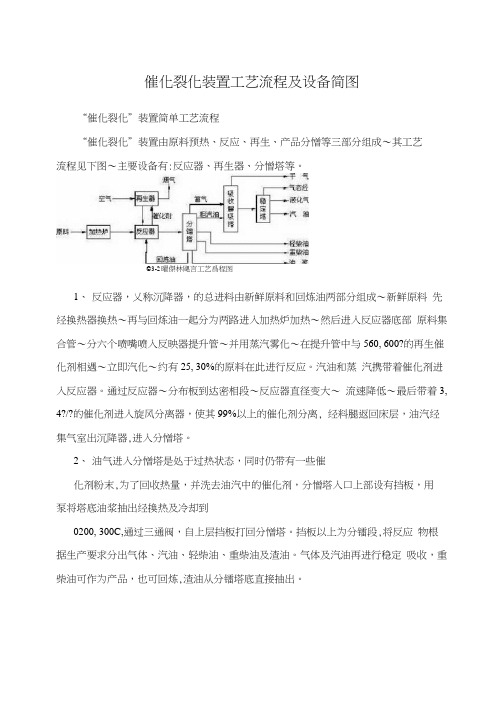
催化裂化装置工艺流程及设备简图“催化裂化”装置简单工艺流程“催化裂化”装置由原料预热、反应、再生、产品分憎等三部分组成〜其工艺流程见下图〜主要设备有:反应器、再生器、分憎塔等。
©3-2曜傑林飓言工艺爲程图1、反应器,乂称沉降器,的总进料由新鲜原料和回炼油两部分组成〜新鲜原料先经换热器换热〜再与回炼油一起分为两路进入加热炉加热〜然后进入反应器底部原料集合管〜分六个喷嘴喷入反映器提升管〜并用蒸汽雾化〜在提升管中与560, 600?的再生催化剂相遇〜立即汽化〜约有25, 30%的原料在此进行反应。
汽油和蒸汽携带着催化剂进入反应器。
通过反应器〜分布板到达密相段〜反应器直径变大〜流速降低〜最后带着3, 4?/?的催化剂进入旋风分离器,使其99%以上的催化剂分离, 经料腿返回床层,油汽经集气室出沉降器,进入分憎塔。
2、油气进入分憎塔是处于过热状态,同时仍带有一些催化剂粉末,为了回收热量,并洗去油汽中的催化剂,分憎塔入口上部设有挡板,用泵将塔底油浆抽出经换热及冷却到0200, 300C,通过三通阀,自上层挡板打回分憎塔。
挡板以上为分镭段,将反应物根据生产要求分出气体、汽油、轻柴油、重柴油及渣油。
气体及汽油再进行稳定吸收,重柴油可作为产品,也可回炼,渣油从分镭塔底直接抽出。
3、反应生焦后的待生催化剂沿密相段四壁向下流入汽提段。
此处用过热蒸汽提出催化剂,颗粒间及表面吸附着的可汽提桂类,沿再生管道通过单动滑阀到再生器提升管,最后随增压风进入再生器。
在再生器下部的辅助燃烧室吹入烧焦用的空气, 以保证床层处于流化状态。
再生过程中,生成的烟通过汽密相段进入稀相段。
再生催化剂不断从再生器进入溢流管,沿再生管经另一单动滑阀到沉降器提升管与原料油汽汇合。
4、山分镭塔顶油气分离出来的富气,经气压机增压,冷却后用凝缩油泵打入吸收脱吸塔,用汽油进行吸收,塔顶的贫气进入二级吸收塔用轻柴油再次吸收,二级吸收塔顶干气到管网,塔底吸收油压回分憎塔。
140万吨重油催化裂化装置操作规程

目录第一章装置概况 (1)第一节装置简介 (1)第二节物料平衡及催化剂 (4)第三节主要工艺流程说明 (6)第四节主要设计条件及工艺计算汇总 (21)第五节消耗指标及能耗 (34)第六节装置设备规格表 (42)第七节机械规格表 (50)第八节安全阀规格表 (62)第九节装置仪表规格表 (63)第十节反再部分设备仪表管嘴明细表 (81)第十一节限流孔板表 (86)第十二节装置开工以来大的动改项目汇总 (88)第二章岗位操作法 (89)第一节反应――再生单元操作法 (89)第二节 CO焚烧炉-余热锅炉单元操作法 (131)第三节机组单元操作法 (169)第一部分三机组单元操作法 (169)第二部分备用风机操作法 (193)第三部分增压风机操作法 (202)第四部分气压机单元操作法 (209)第四节分馏单元操作法 (233)第五节吸收-稳定单元操作法 (253)第六节汽油脱臭单元操作法 (273)第七节脱硫单元操作法 (278)第八节特殊设备操作法 (291)第九节装置开停工步骤 (300)第十节装置生产运行大事记 (301)第三章装置安全常识 (307)第一节基本概念 (307)第二节基本常识 (310)第三节基本技能 (315)第四节有关规定、规章制度、标准 (317)第一章装置概况第一节装置简介一. 装置设计依据及规模中国石油化工股份有限公司济南分公司为原油一次加工能力500万吨/年的大型燃料-润滑-化工型石油加工企业。
鉴于分公司原油加工量逐年递增的实际情况,原有二次加工能力已不能满足生产发展的需要,增上本套140万吨/年重油催化裂化装置,对提高济南分公司原油加工深度及为下游化工装置提供原料将发挥重要作用。
本装置催化裂化部分由中国石化北京设计院设计,设计规模为140万吨/年,产品精制部分由济炼设计室设计,设计规模为干气10万吨/年、液化气20万吨/年、汽油70万吨/年,由中石化第二、第十建安公司建设安装。
催化裂化工艺流程
催化裂化工艺流程催化裂化工艺流程是一种将重质石油分子裂解为较轻质产品的炼油工艺。
它主要通过在高温和高压环境下,加入催化剂催化作用以降低石油原料的分子量,从而得到更多的汽油和石脑油等较轻质产品。
下面将详细介绍催化裂化工艺的流程。
催化裂化工艺流程一般分为进料、预处理、裂化、分离和催化剂再生等几个步骤。
首先是进料过程。
石油作为原料进入装置后,首先要通过减压闪蒸,将大部分脱硫脱沥青剂蒸发掉,减少催化剂的构备和阻塞。
接下来是预处理过程。
原料经过减压闪蒸后,进入预处理装置。
预处理主要是通过加热和混合来改变原料的物理性质,提高其在催化剂床上的分散性和渗透性,以增加催化剂的接触效果。
然后是裂化过程。
经过预处理后的原料进入裂化装置,装置内部有一定数目的催化剂床。
在高温(约400至600摄氏度)和高压(10至30兆帕)的环境下,原料与催化剂发生接触和反应,其中的长链烃分子被裂解成较短链的烃分子,生成较轻质的汽油、石脑油等产品。
接下来是分离过程。
裂化产物经过冷却后进入分离塔,根据烃分子的沸点不同,采用分馏的方法将产品进行分离。
这样可以得到汽油、石脑油、液化气等不同产品。
而裂解后生成的气体在塔顶被收集并冷凝回收,而液体则通过不同的出口流出。
最后是催化剂再生过程。
随着催化剂的使用,其活性会逐渐降低。
因此,需要对催化剂进行再生。
催化剂再生的方法有多种,常用的方法包括烧结再生和煅烧再生。
再生后的催化剂可以继续使用。
催化裂化工艺流程是一种高效、可靠的炼油工艺,能够将重质石油分子裂解成较轻质的产品,提高汽油和石脑油等产量。
然而,催化裂化工艺也存在一些挑战,例如对催化剂的选择和再生过程的控制等。
因此,在实际生产中,需要不断优化和改进工艺流程,以提高产量和质量,降低能耗和环境污染。
重油催化裂化装置工艺流程简述

重油催化裂化装置工艺流程简述重油催化裂化装置:包括反应—再生部分、分馏部分、吸收稳定部分、主风机部分、气压机部分、余热回收部分。
1.1 反应-再生部分自装置外来的常压渣油进入原料油缓冲罐(V1201),由原料油泵(P1201AB)升压后经循环油浆—原料油换热器(E1215AB )加热至280C左右,与自分馏部分来的回炼油混合后进入提升管中部,分4路经原料油进料喷嘴进入提升管反应器(R1101A)下部,与通过预提升段整理成活塞流的高温催化剂进行接触完成原料的升温、汽化及反应,反应油气与待生催化剂在提升管出口经粗旋风分离器得到迅速分离后经升气管进入沉降器单级旋风分离器,在进一步除去携带的催化剂细粉后,反应油气离开沉降器,进入分馏塔。
待生催化剂经粗旋及沉降器单级旋风分离器料腿进入位于沉降器下部的汽提段,在此与蒸汽逆流接触以置换催化剂所携带的油气。
汽提后的催化剂沿待生立管下流,经待生塞阀并通过待生塞阀套筒进入再生器(R1102)的密相床,在700r左右的再生温度、富氧(3%)及CO助燃剂的条件下进行逆流完全再生。
再生后的再生催化剂通过各自的再生立管及再生单动滑阀,进入两根提升管反应器底部,以蒸汽和干气作提升介质,完成催化剂加速、分散过程,然后与雾化原料接触。
来自蜡油再生斜管的再生催化剂与来自汽油待生循环管的汽油待生催化剂通过特殊设计的预提升段整理成活塞流。
轻重汽油分离塔顶回流油泵出口来的轻汽油,分两路进入汽油提升管反应器(R1104A)。
R1104A 的反应油气在提升管出口经粗旋迅速分离,油气经单级旋风分离器进一步除去携带的催化剂细粉,最后离开汽油沉降器,进入分馏塔。
来自R1104 粗旋以及汽油沉降器单级旋风分离器回收的催化剂进入汽油汽提段,在此与蒸汽逆流接触以汽提催化剂所携带的油气,汽提后的一部分催化剂经汽油待生斜管、汽油待生滑阀进入蜡油提升管反应器(R1101A)底部预提升段,与再生催化剂混合。
再生后的催化剂通过各自的再生立管及再生单动滑阀,进入提升管反应器(R1101A)和汽油提升管反应器(R1104A)底部。
催化裂化工艺流程简述

催化裂化工艺流程简述催化裂化工艺是炼油工业中最重要的生产工艺之一,其主要目的是将原油分解成较小的石油产品,如汽油、柴油和石蜡等。
下面将详细介绍催化裂化工艺的流程。
首先,原油在经过预热后进入预分离器。
预分离器的作用是将原油分离成气态、液态和固态组分。
气态组分主要是轻质油气,液态组分是重油和油脂,而固态组分主要是沥青和杂质。
然后,气态组分进入催化裂化器,该装置包含了催化剂床。
催化剂是由稀土和金属组成的固体颗粒,其具有促进油品分解反应的催化作用。
气态组分在催化剂床上通过催化剂时,原油中的长链烃分子会被分解成较短的分子链。
这个过程是通过裂解反应实现的,主要是通过热裂解和催化裂解两种方式。
催化裂化的裂解反应需要一定的温度和压力条件。
通常,裂化温度在480至540摄氏度之间,压力大约在1.5至3.5兆帕之间。
此外,还需要适量的氢气作为反应介质,以提高催化裂化过程的效果。
在裂解过程中,长链烃分子被分解为较短的分子链,并产生了大量的烃气。
这些烃气通过催化裂化反应器床顶部的气体出口进入分离器,以将轻质油气和重质油气进行分离。
分离后的轻质油气进一步冷凝成液体石油产品,如汽油和柴油。
而重质油气则返回到催化裂化器进行进一步的分解。
最后,经过一系列分离、冷凝和脱硫处理的液体石油产品被收集和储存。
而废气中的硫化氢、氯化氢等有害气体会进行处理,以保护环境。
总的来说,催化裂化工艺是一种高效且经济的原油加工工艺,可以将原油转化为各种石油产品。
其具有重要的意义,可以满足社会对汽油、柴油等石油产品的需求。
通过合理控制工艺参数,优化催化剂的选择和管理,可以进一步提高催化裂化工艺的效果,实现更高的产量和更好的产品质量。
因此,催化裂化工艺在炼油工业中具有重要的应用价值。
重油催化裂化装置主要工艺流程说明
重油催化裂化装置主要工艺流程说明一. 反再系统1.反应部分混合蜡油和常(减)压渣油分别由罐区原料罐送入装置内的静态混合器(D-214)混合均匀后,进入原料缓冲罐(D-203/1),然后用原料泵(P-201/1.2)抽出,经流量控制阀(8FIC-230)后与一中回流换热(E-212/1.2),再与油浆(E-201/1.2)换热至170~220℃,与回炼油一起进入静态混合器(D-213)混合均匀。
在注入钝化剂后分三路(三路设有流量控制)与雾化蒸汽一起经六个进料喷嘴进入提升管,与从二再来的高温再生催化剂接触并立即汽化,裂化成轻质产品(液化气、汽油、柴油)并生成油浆、干气及焦炭。
新增焦化蜡油流程:焦化蜡油进装后先进焦化蜡油缓冲罐(D-203/2),然后经焦化蜡油泵(P-201/3.4)提压至1.3MPa 后分为两路:一路经焦化蜡油进提升管控制阀(8FIC242)进入提升管反应器的回炼油喷嘴或油浆喷嘴,剩余的焦化蜡油经另一路通过D-203/2的液位控制阀(8LIC216)与进装蜡油混合后进入原料油缓冲罐(D-203/1)。
新增常压热渣油流程:为实现装置间的热联合,降低装置能耗,由南常减压装置分出一路热常渣(约350℃),经8FIQC530直接进入D-213(原料油与回炼油混合器)前,与原料混合均匀后进入提升管原料喷嘴。
反应油气、水蒸汽、催化剂经提升管出口快分器分离出大部分催化剂,反应油气经过沉降器稀相沉降,再经沉降器(C-101)内四组单级旋风分离器分离出绝大部分催化剂,反应油气、蒸汽、连同微量的催化剂细粉经大油气管线至分馏塔人档下部。
分馏塔底油浆固体含量控制<6g/L。
旋分器分出的催化剂通过料腿返回到汽提段,料腿装有翼阀并浸没在汽提段床层中,保证具有正压密封,防止气体短路,汽提蒸汽经环形分布器进入汽提段的上中下三个部位使催化剂不仅处于流化状态,并汽提掉催化剂夹带的烃油气,汽提后的催化剂通过待生滑阀进入一再催化剂分布器。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
重油催化裂化装置主要工艺流程说明一. 反再系统1.反应部分混合蜡油和常(减)压渣油分别由罐区原料罐送入装置内的静态混合器(D-214)混合均匀后,进入原料缓冲罐(D-203/1),然后用原料泵(P-201/1.2)抽出,经流量控制阀(8FIC-230)后与一中回流换热(E-212/1.2),再与油浆(E-201/1.2)换热至170~220℃,与回炼油一起进入静态混合器(D-213)混合均匀。
在注入钝化剂后分三路(三路设有流量控制)与雾化蒸汽一起经六个进料喷嘴进入提升管,与从二再来的高温再生催化剂接触并立即汽化,裂化成轻质产品(液化气、汽油、柴油)并生成油浆、干气及焦炭。
新增焦化蜡油流程:焦化蜡油进装后先进焦化蜡油缓冲罐(D-203/2),然后经焦化蜡油泵(P-201/3.4)提压至1.3MPa 后分为两路:一路经焦化蜡油进提升管控制阀(8FIC242)进入提升管反应器的回炼油喷嘴或油浆喷嘴,剩余的焦化蜡油经另一路通过D-203/2的液位控制阀(8LIC216)与进装蜡油混合后进入原料油缓冲罐(D-203/1)。
新增常压热渣油流程:为实现装置间的热联合,降低装置能耗,由南常减压装置分出一路热常渣(约350℃),经8FIQC530直接进入D-213(原料油与回炼油混合器)前,与原料混合均匀后进入提升管原料喷嘴。
反应油气、水蒸汽、催化剂经提升管出口快分器分离出大部分催化剂,反应油气经过沉降器稀相沉降,再经沉降器(C-101)内四组单级旋风分离器分离出绝大部分催化剂,反应油气、蒸汽、连同微量的催化剂细粉经大油气管线至分馏塔人档下部。
分馏塔底油浆固体含量控制<6g/L。
旋分器分出的催化剂通过料腿返回到汽提段,料腿装有翼阀并浸没在汽提段床层中,保证具有正压密封,防止气体短路,汽提蒸汽经环形分布器进入汽提段的上中下三个部位使催化剂不仅处于流化状态,并汽提掉催化剂夹带的烃油气,汽提后的催化剂通过待生滑阀进入一再催化剂分布器。
2.再生部分第一再生器在比较缓和的条件下进行部分燃烧,操作压力为0.15~0.25MPa(表),温度660~690℃,在床层中烧掉焦炭中绝大部分氢和部分碳。
由于有水蒸汽存在,一再温度要控制低一些,以减轻催化剂的水热失活。
烧焦用风分别由一再主风及过剩氧较高的二再烟气提供。
从一再出来的半再生催化剂通过半再生滑阀进入二再下部,并均匀分布。
二再压力在0.27MPa(表),720~760℃温度下操作,催化剂上剩余碳用过量的氧全部生成CO2。
由于一再烧掉绝大部分氢,从而有效降低了二再水蒸汽分压,使二再可在较高的温度下操作。
二再烟气由顶部进入一再,热再生催化剂从二再流出,通过再生滑阀进入提升管底部,实现催化剂的循环。
3.外取热部分为维持两器热平衡,增加操作灵活性,在一再旁设置可调热量的外取热器。
由一再床层引出的高温催化剂(660~690℃)流入外取热器(C-104)经取热列管自上向下流动,取热管浸没于流化床内,管内走水。
取热器底部通入流化风,以维持良好流化状态,实现流化床催化剂对直立浸没管的良好传热。
经换热后的催化剂温降150℃左右,通过外取热下滑阀流入二再底部。
外取热器用的除氧水自余热炉来,进入汽包(D-118),与外取热器换热出来的汽水混合物混合传热并进行汽液分离后产生3.9MPa(绝)饱合蒸汽送至余热锅炉进行过热。
汽包里的饱和水由循环水泵(P-103/l-3)抽出,采取强制循环方式进入外取热器取热管束。
4.主风部分一、二再烧焦用主风由主风机(K—101)供给。
主风机出口分出一路主风经增压机(K-103/1.2)升压0.1MPa后作为外取热器流化风,实际生产运行中,作为一项重要节能措施,开工至今未开增压机,外取热器流化风由主风机出口主风经增压机出入口跨线提供,通过控制适宜的外取热器藏量以保证流化风的正常进入。
二. 机组系统1.三机组部分来自再生器具有一定压力的高温烟气首先进入一台多管式三级旋风分离器,分出其中大部分细粉催化剂,使进入烟气轮机的烟气中催化剂含量<0.2g/Nm3 、>10μm颗粒基本除去,以保证烟气轮机叶片长周期运转。
烟气从三旋出来分两路:一路经事故切断闸阀和调节蝶阀轴向进入烟气轮机膨胀作功,驱动主风机回收烟气中的压力能及热能。
做功后的烟气压力从0.22MPa(表)降至0.005MPa(表),温度由620℃降至500℃,经水封罐(D-115/1)和另一旁路经双动滑阀调节放空的烟气汇合后进入CO焚烧炉——余热锅炉回收烟气中的化学能和热能,发生3.9MPa(绝)、410℃的过热蒸汽,烟气经CO焚烧炉——余热锅炉后的温度降至200℃后排入烟囱。
为了维持三旋系统的压力平衡,约3~5%的烟气夹带着三旋回收下来的催化剂细粉从细粉收集罐顶经临界流速喷嘴排入烟囱。
此喷嘴在烟气接近临界流速并含有一定量催化剂细粉的条件下使用,其喷嘴采取了耐磨措施。
2.气压机组部分由分馏塔顶油气分离器(D-201)来的富气,压力0.17~0.25MPa(a),流量650~700Nm3/Min、温度45℃,经气压机入口Dg700的事故切断阀蝶阀进入一段压缩,压缩至0.34~0.557MPa(绝),进入级间冷却器(E-301)。
为防止在冷却器中形成氨盐结晶和除去部分H2S等有害物质,在压缩富气进入冷却器前注入洗涤用净化水,流量约8000kg/h。
气体经冷却器冷至40℃进入级间分液罐(D-305)进行气液分离。
气相进入气压机进行二段压缩,至 1.08~1.8MPa(a),然后经Dg350事故切断闸阀去吸收稳定部分。
D-305中凝液由凝液泵(P-310/1-3)打入吸收稳定凝缩油罐(D-301)或自压至分馏单元粗汽油罐(D-201),含硫污水则自压至含硫污水罐(D-207)。
蒸汽透平用 3.3~3.5MPa(a)、400~410℃过热蒸汽驱动,直接变为凝结水,用凝结水泵(P-311/1.2)打至软化水罐(D-208)或进入锅炉除氧器。
为防止气压机飞动,在气压机一、二段均设有防喘振控制器,并共用一个防喘振调节阀。
该系统的防喘振控制线是根据气压机流量及进出口温度、压力、气压机转速等六个参数经计算确定的。
它能在操作点达到防喘振控制点时迅速打开防喘振调节阀,防止喘振的发生。
在正常操作时,防喘振控阀关闭。
装置反应沉降器顶压力通过气压机入口前压力间接控制,机入口压力通过调速器调节汽轮机转速来改变富气流率,从而实现反应压力恒定的目的。
考虑到紧急状态下控制反应压力,设有富气放火炬系统,由Dg600和Dg400的大、小放火炬蝶阀各一个。
三. 锅炉系统本装置设置了两台CO焚烧炉-余热锅炉,型号为CG-BQ84/506-68-3.82/420,此锅炉产汽量为68t/h,蒸汽压力为3.82MPa,温度为420℃。
燃用三种燃料,一是燃烧催化再生烟气中的一氧化碳,使排放出的烟气能满足环保要求;二是燃烧分公司高压瓦斯(燃料气);三是本装置油浆作为补充燃料,在高压瓦斯系统压力较低时投用。
设计每台燃烧式CO焚烧炉-余热锅炉自身产饱和汽约46t/h,而装置外取热器产饱和汽及油浆蒸汽发生器产饱和汽共约44t/h,分二路进锅炉过热,过热后的每一台炉发生的蒸汽约68t/h,绝大部分送出装置供全厂使用。
由于装置掺炼外油和掺渣比的提高,锅炉过热能力不足和省煤器低温腐蚀等方面的问题日趋严重。
在2001年装置大检修中对两台锅炉进行了扩能防腐改造,采用了水热媒新技术,锅炉效率得到极大提高。
改造项目包括:拆除原错列式布置的光管省煤器;将原有的省煤器系统按烟气流向分为三部分,即低低温过热器、两组省煤器(高温段、低温段)和烟气换热器(高温段、低温段),以上各部分均采用高效翅片管;在每台锅炉的烟气尾段增上25组固定旋转式蒸汽吹灰器以加强吹灰;引入150℃左右的低温除氧水作为水热媒介质,与锅炉各部分进行换热;锅炉给水泵出口增设两台给水换热器,热媒水分别与锅炉上水、外取热器和油浆蒸汽发生器上水进行换热;锅炉鼓风机出口风道增设空气预热器,利用热媒水对空气进行加热,以提高风温,保证燃烧的稳定性并节约燃料。
外来饱和汽先进入低低温过热器,被加热到300℃后再进入到锅炉的原有低、高温过热器,同时烟气温度由476℃降至426℃;锅炉上水(150℃)进入省煤器,被加热后进入上汽包,同时烟气由426℃降至285℃;热媒水进入烟气换热器升至190℃后进入热媒水换热器、空气预热器,同时烟气温度由285℃降至209℃进入烟囱排入大气。
四、分馏系统分馏塔(C-201)共32层塔盘,塔底部装有10层人字挡板。
来自沉降器的反应过热油气进入分馏塔人字挡板底部,与顶部人字挡板返回的245~260℃循环油浆逆流接触,油气自下而上被冷却洗涤。
油气经分馏后得到裂解气,粗汽油,轻柴油,回炼油和油浆。
为了提供足够的内回流使塔的负荷分布均匀,分馏塔设四个中段循环回流。
1.分馏塔顶油气流程分馏塔顶压力为0.2~0.25MPa(绝),温度95~120℃油气自分馏塔顶馏出,送至E-203/l~5,与热煤水换热到80℃,然后进入空气冷却器(EC-201/1~14)冷却至60℃,再进入分馏塔顶后冷器(E-209/l~5)冷至40℃后进入油气分离器(D-201)分离。
从D-201分离出的富气进入气体压缩机,粗汽油分两路:一路用泵(P-203/1.2)加压后送至吸收稳定部分的吸收塔顶作为吸收剂;另一路用P-203/3加压后又分为两路,一路打至分馏塔顶作冷回流,另一路进入提升管作中止剂。
分出的污水外送至污水汽提装置进行处理。
2.轻柴油流程轻柴油由C-201第2l层板自流进入轻柴油汽提塔(C-202),用1.0MPa蒸汽汽提后,由泵(P-206/1.2)抽出,先经E-206/5.6与E-203/1~5来热煤水换热后,再与E-206/1.2与除盐水换热,之后再经E-206/3.4与循环水换热至约50℃后,作为产品送出装置。
贫吸收油从C-201第2l层或从顶循泵入口跨线用顶循环油作吸收剂由贫吸收油泵(P-207/1.2)抽出,首先进入换热器(E-204/1.2),与富吸收油换热,然后进贫吸收油冷却器(E-2l0/1.2),冷却至40℃后作为再吸收剂送到再吸收塔塔顶。
富吸收油与贫吸收油经E-204/1.2换热后返回分馏塔第23层塔盘或跨入顶循返塔线。
3.顶循环回流流程顶循环油由P-204/1.2从分馏塔第29层抽出,温度为110~140℃,首先进E-202/1.2与E-203/1~5来热煤水换热后,再进入E-205/1.2与除盐水换热,温度降至90℃左右,再进E-205/3,或经8TIC-202热旁路返回分馏塔第32层塔盘。
4.一中段循环回流流程一中油由P-205/1.2从分馏塔第18层塔盘抽出,温度为263℃左右,先作为脱吸塔底重沸器(E-303)热源,温度降至197℃左右,然后进E-212/1.2与原料油换热温度降至约160℃,返回分馏塔第20层塔盘。