不同电压下静电喷粉沉积效果的比较试验
实验1-等离子喷涂

➢ (3)多孔的且与基体仅以机械结合的涂层变为与基材呈冶金结合的致 密涂层。有尺寸精度要求的,要对涂层进行机械加工。由于喷涂涂层 具有与一般的金属及陶瓷材料不同的特点,如涂层有微孔,不利于散 热;涂层本身的强度较低,不能承受很大的切削力;涂层中有很多硬 的质点,对刀具的磨损很快等,因而形成了喷涂涂层不同于一般材料 的难于加工的特点。所以必须选用合理的加工方法和相应的工艺参数 才能保证喷涂层机械加工的顺利进行和保证达到所要求的尺寸精度。
(3)等离子喷涂时,劳动保护要求高,因为在等 离子喷涂过程会产生剧烈噪声、强光辐射、有害 气体(臭氧、氮氧化物等)、金属蒸汽粉尘等。
➢喷涂前期工作
准备工件
工件表面净化
粗化表面
工件的喷涂
工件预热
喷砂处理
喷涂底层
喷涂工作层
涂层后处理
作业名称 脱脂去污 除锈
清洗主要方法
溶剂清洗
碱洗 酒精或油洗 机械方法 酸洗
安全使用。②对生物体和细胞有良好的适应性和亲和性,不会产生副作用
。③耐人体体液腐蚀。④耐长期使用过程中的磨损。⑤具有人体运动所必
须的强度、韧性等力学性能。⑥喷涂层的多孔,性和粗糙表面,有利于生
物体组织向人工骨骼表而的生长和亲和。
化纤纺织滚筒等离子 喷涂Al2O3+TiO2 陶瓷
滚轴等离子喷涂Cr2O3陶瓷
基本参数 3相AC380V、50Hz 80KW 60V 0~800A 30-85V 恒流源 <1% 80%
➢ 喷枪
➢ 送粉器
项目内容 送粉方式 单筒容积
喷枪技术要求

涂装静电发生器及喷粉抢技术要求涂层技术指标及检验方法,需满足如下规定:1、涂膜外观:与标准板目测比较,无气泡、针孔、缩孔、不露底,允许有稍微流痕和桔皮。
2、漆膜厚度:40um-100um,,依据GB/T13452.2-2023((漆膜厚度测定法))测定,3、冲击强度:大于等于40kg ,依据GB/T1732-1993((漆膜耐冲击测定法))测定;4、弹性:小于等于3mm,依据GB/T1730-2023《漆膜硬度测定法》测定;5、硬度:大于HB, 依据GB/T1731-1993《漆膜柔韧性测定法》测定;6、附着力:小于等于1 级,依据GB/T1720-1979《漆膜附着力测定法》测定;7、耐盐雾试验:150H 允许有稍微变色,无起泡、生锈和脱落。
8、喷枪要求1、喷枪;深圳德贝尔喷枪4 套1〕型号Dber;T0P 960 全能自动静电喷粉抢2、电子掌握系统;电源;220v(AC) 频率;50/60Hz 输入功率;46W 输出电压;12VDC 输出电流;0.1A-1A 阀控电压;24VDC3、内置静电喷枪;.输入电压;12V 输入电流;≤0.6A 输出电流;0-100UA输出电压;-100KVDC输入频率;35KHZ4、气动掌握系统;电磁阀电压;24VDC 输入气压;5.5-8bar 压缩空气水分;sma*1.3 /NM3 压缩空气油分;sma*0.01g /NM3 空气流量;ma*19g /NM3a.功率;30Wb .极性;负极c.高压模式;内置式d.最大出重量;650g/mine.空气消耗量;MAX.13/m m.欧洲安全等级;IP54 设计制作f 脉冲频率;15-30 次/秒自动喷枪输入功能;1)要有粉量加减功能,2)雾化加减功能.3)静电加减功能.4)清洁气加减功能.5)程序选择加减功能.6)程序选择加减功能.7)复喷件喷涂模式功能.8)程序切换键功能.9)二级菜单切换键〔设置清洁气〕.11)静电开关键功能.12)工作指示灯.13)开机指示.14)电源指示.15)开关机指示。
高压静电粉末涂装技术

( ) 粉 工 艺 比氨 基 烤 漆 工 艺 具 有 成 本 低 、 产 1喷 生 效 率 高 、 利 于 改 善 生 态 环 境 和 节 约 能 耗 等 特点 。 有 () 粉技 术为机械化 、 2喷 自动 化 生 产 提 供 了有 利
条件。
18 95年 ,我 厂 中标 研 制 地 直 埋 式 增 音 机 箱 ,但 提 供 的 样 机 属 不 合 格 品 。 只是 在 直 埋 1 后 挖 出观 年 察 ,我 厂 样 机 比较 好 而 已 。耐 腐 蚀 能 力 的质 量 指 标
阶 段 。 国 从 16 我 95年 开 始 应 用 环 氧 绝 缘 粉 末 涂 料 进 行 高 压 静 电粉 末 涂 装 到现 在 也 有 3 6年历 史 了 。
喷 粉 技 术 所 以 得 到 迅 速 发 展 , 主要 原 因 是 : 其
表 面 。一般 只 需 几 秒 种 就 得 到 5 0一l0 m 的 涂 层 厚 O, u
是 表 面 涂 复 的 厚 度 和 致 密 度 。而 衡 量 涂 复 致 密 度 的 特 征 是 用 高 压 电击 来 检 验 。 指 标 是 表 面 能 耐 2 0 V 00 电击 而 不 击 穿 , 打 火 。 机 达 不 到 此 标 准 。 们 决 不 样 我
( ) 末 涂 层 在 机 械 性 能 和化 学稳 定 性 等 方 面 3粉 都 优于氨基烤漆 。 ( ) 粉 工 艺 为 文 明 生 产 创 造 了 良好 的条 件 。 4喷
第4 0卷 第 4期 2 0 0 2年 8月
氧基等 。在没有外 电场作用 时 ,本来 它们 的正负 电 荷 重 心 是 分 开 的 ,即 正 负 电荷 之 间 保 持 着 一 定 的 距
离 , 称 为极 性 分 子 。极 性 分 子 本 身 具 有 电矩 , 电 故 其
喷涂工艺详细介绍
喷粉:把塑料粉在静电场存在的条件下喷到工件表面,然后高温固化成保护层;喷涂:把合金粉末以加热的方式喷到工件表面,形成耐磨层或补上磨损的部分;喷漆:把漆料用压缩空气均匀的喷到工件表面。
喷涂大体上包括:喷(塑)粉和涂装(油漆)。
喷粉及喷粉设备简介(一)喷粉工艺【慧聪表面处理网】喷粉也称粉末涂装,是近几十年迅速发展起来的一种新型涂装工艺,所使用的原料是塑料粉末。
早在四十年代有些国家便开始研究实验,但进展缓慢。
1954年德国的詹姆将聚乙烯用流化床法涂覆成功,1962年法国的塞姆斯公司发明粉静电喷涂后,粉末涂装才开始在生产上正式采用,近几年来由于各国对环境保护的重视,对水和大气没有污染的粉末涂料,得到了迅猛发展。
粉末涂装工艺具有许多突出的优点:1、一次涂装可以得到较厚的涂层,例如涂覆100~300μm的涂层,用一般普通的溶剂涂料,约需涂覆4~6次,而用粉末涂料则一次就可以达到该厚度。
涂层的耐腐性能很好。
2、粉末涂料不含溶剂,无三废公害,改善了劳动卫生条件。
3、采用粉末静电喷涂等新工艺,效率高,适用于自动流水线涂装,粉末利用率高,可回收使用。
4、除热固性的环氧、聚酯、丙烯酸外,尚有大量的热塑性耐脂可作为粉末涂料,如聚乙烯、聚丙烯、聚苯乙烯、氟化聚醚、尼龙、聚碳酸脂以及各类含氟树脂等。
粉末涂料开始用于防护和电气缘方面,随着科技的发展,目前已广泛使用于汽车工业、电气绝缘、耐腐蚀化学泵、阀门、汽缸、管道、屋外钢制构件、钢制家具、铸件等表面的涂装。
我国自六十年代开始粉末涂装的实验研究,并在生产上得到应用。
发展到目前已广泛得到使用。
粉末涂装工艺1、流化床涂装法(又称沸腾床)。
它是由多孔隔板和容器组成,多孔隔板将容器分为上下两个部分。
其工作过程是这样的:向隔板以下的容器部分通入压缩空气、,压缩空气通过多孔隔板使上面粉末未受空气流的作用悬浮起来,并在上部容器内滚翻,呈现“沸腾”状态。
经预热的工件通过“沸腾”的粉末区达到涂覆的效果。
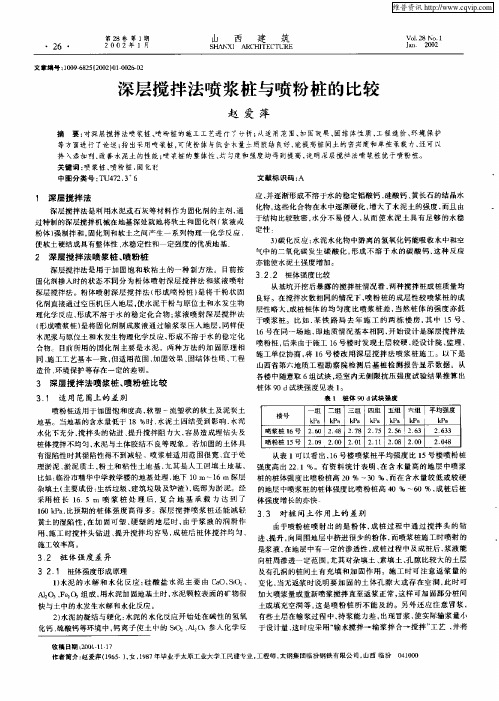
深层搅拌法喷浆桩与喷粉桩的比较
组 二组 三组 四组 五组 六 组 平均强 度
k a k P Pa ka P k k Pa Pa k a P
喷浆 桩 l 6号 2 6 2 4 2 7 2.5 2 5 2 6 0 8 8 7 6 3 喷粉 桩 1 5号 2 0 2 O 2 0 2 1 2 0 2 0 9 0 1 1 8 0
3 碳 化反应 : ) 水泥术化 物中游离的氢氧化钙能 吸收水中和空 气 中的二氧化碳 发生碳 酸化 . 成不溶 于术 的碳酸 钙 , 形 这种 反应 亦 能使 水泥土强度增加。 3 2 2 桩体强度 比较
2 深 层 搅 拌 法 喷 浆 桩 、 粉桩 喷
深层搅 拌法 是用于加 固饱和 软粘土 的一种新方 法: 目前 按
定性 。
1 深层搅 拌法
深层搅拌法 是利用水泥或石灰 等材 料作为固化剂的主剂 , 通 过特制 的深层搅拌机械在地基 深处 就地将软土和 固化剂( 浆液或
粉体 ) 强制拌 和, 固化剂 和软土之间产生一 系列物理 化学反应 . 使 软土 硬结 成具 有整体性 、 水稳定性 和一定强度的优质地基:
深 层 搅 拌 法 喷 浆桩 与喷 粉 桩 的 比较
赵 爱 萍
摘 要: 对滚层搅拌法噎浆柱 、 喷精柱 的施 工工艺进 行了挣析; 从适用 范围、 加目效果 、 固结体性质 、 程造价、 工 环境保 护 等方面进行 了论述 ; 出采用喷 浆桩 , 指 可使 粉体 与低 舍水量土质肢结 良好, 能提高柱 问土 的密实度和单桩承 载力 , 还可以 掺^ 添加剂 , 改善水泥土 的性 能; 喷浆桩的整体 睦、 均匀度和强度 均得到提高, 明潭层搅拌法 喷浆桩忧 于喷粉桩 。 说 关键词 : 喷浆柱 , 喷粉柱 , 固化剂 中图分类号 : U 7 . 6 T 4 23 文献标识码 : A 应, 并逐 渐形 成不溶于水的稳定 铝酸钙 . 硅酸钙 、 长石 的结 晶水 黄 化物 , 这些 化合物在水 中逐 渐硬 化, 增大了水泥土 的强 度, 而且由 于结构 比较致密 , 水分不易 侵入 , 而使水 泥土具 有足够 的水稳 从
【doc】氟聚合物PVDF、ECTFE、PFA与FEP涂层的热喷涂特性

氟聚合物PVDF、ECTFE、PFA与FEP涂层的热喷涂特性44?有机氟工业Organo—FluorineIndustry2005年第3期业业业业掌译文I}带带带带蒂氟聚合物PVDF,ECTFE,PFA与FEP涂层的热喷涂特性摘要:借助于火焰喷涂和等离子体喷涂两种工艺过程,制备了氟聚合物PVDF,ECTFE,PFA与FEP的高品质热喷涂涂层.与传统的静电喷涂工艺相比,这两种喷涂工艺均为不需后热处理的一步喷涂工艺法.涂布前首先表征了聚合物原料的形貌与尺寸分布.利用光学显微镜,盐喷涂实验以及酸碱浸泡实验对两种工艺所制备的热喷涂涂层进行的研究表明:涂层致密,无孔且平滑;盐喷涂实验中无腐蚀现象发生;pH为一0.7与14的酸碱浸泡实验中仅PFA涂层表现良好,其他氟聚合物涂层均有少量被腐蚀现象.1前言众所周知,氟聚合物有突出的耐酸,耐碱,耐溶剂性,优良的热稳定性和不粘性,广泛地应用于航空,汽车,石油,医药与电子工业领域.氟聚合物一般可用两种方法制备涂层.一种方法是氟树脂水相分散液的湿法喷涂,需要260—360℃的热处理,这种方法可制备厚达1mm的平滑涂层;另一种方法是静电沉积法,首先是聚合物粉末通过静电喷枪喷涂到接地的工件上,然后是工件在接近聚合物熔融温度下加热以获得平滑无孔的涂层.本文描述一种制备涂层的热喷涂法,热喷涂法能够直接沉积出具有致密结构的涂层,无需后续的热处理工艺.这种工艺可用于热处理可能引起聚合物涂层损坏的应用领域,例如造纸与化学工业中大尺寸工件或结构中不粘涂层的制备.在本工作中,用传统的热喷涂工艺制备了几种氟聚合物涂层,并对其结构以及它们在几种强腐蚀性电解质中的耐腐蚀性进行了研究.2实验用常压等离子体喷涂与两种不同的火焰喷涂工艺分别制备了氟聚合物涂层.在等离子体喷涂中使用了瑞典的SulzerMemoA3000S系统,氩气和氢气的混合物作为等离子体发生气,载气为氩气.火焰喷涂设备分别为瑞典产附带了Metco6P一Ⅱ氧炔火焰喷枪与TeroDyn3500空气丙烷火焰喷枪的Sulzer MemoA3000S实验系统.粉末进料器分别为Sulzer MetcoPT一10进料器与TecFlo3500流化床粉末进料器.需要提及的是,TeroDyn火焰喷涂系统本身就是专门针对聚合物粉末设计而成,而其他两种热喷涂设备主要用于金属和陶瓷粉末的喷涂.聚合物原料分别为FluoroplastPVDF,HalarECTFE6014,TeflonPFA532—501以及TeflonFEP 532—8000与532—8110.所有这些氟聚合物粉末都是静电沉积中常用粉末,但在本研究中用于热喷涂实验,它们的一些特性见表1.这些聚合物的使用温度范围为一200—260~(2,最高使用温度为PFA的260℃,吸水率均很小.涂层的基材为合金钢Fe37(St37).表1氟聚合物PVDF,ECTFE,PFA与FEP的特性特性PVDFECTFEPFAFEP密度(s/cm)1.781.682.152.15熔点(℃)155—170240300—310250—280最高使用温度(oC)150166260205召氏硬度1370~8013751363~651355~66拉伸强度(MPa)35—5231—4828—3021—28挠曲强度(MPa)59—7548—21吸水率(As,I'M0.04<0.01<0.03<0.01D一579)(%)原料粉末的形貌和粒径分布分别用PhilipsSEM515扫描电镜和SympatecHelosV ectra激光粒径分析仪测试.所得涂层的微结构使用Olympus的MG光学显微镜观察.耐腐蚀性可用盐喷涂实验和两种液体浸泡实验检测.实验前显微镜ZeissmodelStemiSV8与holi—daydetectorElcometer136可以证实聚合物涂层均无孔.中性盐喷涂实验中,使用了浓度为5%的NaC1溶液,实验温度为+36℃,实验时间为17天(约为408小时).液体浸泡实验中,浸泡时间为60天,温度为+50℃,两种液体分别为pH为一0.7的30vo1%H2SO溶液与pH值为14的NaOH溶液.耐2005年第3期闫玉林?氟聚合物PVDF,ECTFE,PFA与FEP涂层的热喷涂特性?45? 腐蚀实验所用涂层及其沉积方法列于表3.3结果与讨论3.1聚合物粉体在热喷涂过程中,原料为火焰及等离子体电弧产生的高温所熔融.对于这些粉体材料有一些具体的要求,如,为使材料能够充分熔融而又不至于产生过度的结构降解,粉末必须有合适的粒子尺寸与分布,比较合适的粒子尺寸大约为5O~2001xm,更小的粉末不可用,因为在高温中会轻易地因过热而燃尽.本工作中使用了商业化的氟聚合物粉末是基于他们的易获得性.表2PVDF,ECTFE,PFA与FEP粉末的粒径分布注:10%,90%代表粒径低于所示尺寸的粒子所占重量百分比表3涂层的耐腐蚀性实验PVDF粉末的粒子形状对于热喷涂而言是最佳的,如表2和图1所示,PVDF粒子是球形的且分布较窄.当颗粒是球形且均一时,颗粒能够同时熔融且热降解最小,因此能够获得高品质的涂层.其他聚合物粉末的形貌是不规则的(如图2~图5),并且因用于静电喷涂的ECTFE,PFA和FEP粉末的离子平均尺寸非常小(如表2).TeflonFEP532—811O粉末的平均尺寸相对较大,但是粒子的尺寸分布比较宽.选用这种大小混杂,分布较宽的FEP粉末意图制备较厚的FEP涂层.尽管ECTFE,PFA和FEP粉末的粒子形貌与尺寸分布对于热喷涂不是最佳,但通过调整合适的喷涂参数仍可获得成功的热喷涂涂层.不过为优化喷涂参数以制备致密涂层并避免喷涂中聚合物的降解需花费较多精力.氟聚合物的等离子体的喷涂参数列于表4.聚合物的火焰喷涂需手工实施,基材的预热温度为180~280~C.表4氟聚合物PVDF,ECTFE,PFA与FEP的等离子体喷涂参数3.2涂层的微结构聚合物喷涂涂层的显微结构列于图6~图9.可以看出,所有的涂层均为致密无孔.聚合物涂层的厚度分别为,PVDF:200pan,ECTFE约3001~m, PFA约80pan,FEP为1001.~m.尽管通过调整喷涂参数如燃烧气体,载气以及预加热温度仍难获得较厚的涂层.对于FEP,尽管采用更粗糙的粉末,涂层的厚度仍只有1001xm.低的熔体粘度与低的降解温度导致FEP难以得到更厚的涂层.在火焰喷涂实验中,氟聚合物涂层厚度的排序类似于等离子体喷涂.3.3涂层的耐腐蚀性PVDF有中等程度的耐化学腐蚀性,并且易于遭受浓碱和热的有机胺的侵蚀.ECTFE的耐化学腐蚀性较好,但易于遭受热的氯化试剂,氧化性酸和胺的侵蚀.在除氟气,碱金属和一些稀有氟化物之外的环境中,PFA与FEP均具有突出的耐化学腐蚀46?有机氟工业Organo—FluorineIndustry2005年第3期性.这些氟树脂耐化学腐蚀性的差异是由于PFA与FEP为全氟化聚合物,而PVDF与ECTFE为部分氟化聚合物.导致聚合物分子结晶的碳,氟原子的图1FluoroplastPVDF粉末的形貌图3TofIon532-50IPFA粉末的形貌图5TofIorl532—8110FEP粉末的形貌盐喷涂实验中,所有涂层耐化学腐蚀性均很好,一方面是由于盐溶液在这些涂层中腐蚀性较小,另一方面涂层的无孑L使涂层很好地保护了基材.在H:SO的强酸性溶液浸泡实验中,火焰喷涂与等离子体喷涂所得PVDF涂层以及等离子体喷涂强键合以及氟原子的较小尺寸是氟聚合物耐化学腐蚀的原因.图2HaIat"6014ECTFE粉末的形貌图4TofIon532-8000FEP粉末的形貌所得PFA涂层均表现出良好的耐腐蚀性.对于ECTFE和FEP涂层,浸泡后涂层的部分区域发生了化学腐蚀.由于立体显微镜均证实这些涂层是完全致密的,因此,这些涂层的耐腐蚀性差异是由于材料性能差异所致.在NaOH的强碱性浸泡实验中,火焰喷涂PVDF涂层被部分腐蚀.PVDF在碱性溶液中中等程度的耐化学腐蚀性在文献[2]中也被提及.等离子体喷涂所得ECTFE涂层在碱液中仅有微量腐蚀,而等离子体喷涂所得PFA与FEP涂层在碱液浸泡中均无腐蚀.PFA与FEP在所有腐蚀性介质中均表现了突出的耐腐蚀性,除了在酸性溶液中,FEP涂层的表面有轻微的腐蚀.PFA与FEP突出的耐化学腐蚀性是由于二者结构的全氟化以及氧原子与碳原子之间强的键合.所有的涂层在腐蚀性实验中都保护了基材.2005年第3期闫玉林?氟聚合物PVDF,ECTFE,PFA与FEP涂层的热喷涂特性.47?图6等离子体喷涂PVDF涂层截面图图8等离子体喷涂PFA涂层截面图4结论借助于火焰喷涂与等离子体喷涂法制备PVDF,ECTFE,PFA与FEP聚合物涂层是可能的.尽管这些粉末更适用于静电沉积喷涂法,但是通过优化喷涂参数,仍可获得无孔且平滑的高品质涂层.氟聚合物涂层在盐喷涂实验中展示了良好的耐腐蚀性.在强碱与强酸性溶液中,某些氟聚合物涂层被轻微腐蚀,但应注意到这些溶液均具极强腐蚀性.另一方面,一些氟聚合物涂层在这些溶液中有中等程度的腐蚀,PFA涂层没有腐蚀现象发生.热喷涂法被证实是制造元器件耐腐蚀氟聚台物涂层的一种合适方法.这种方法具有灵活性,无需静电沉积后的热处理工艺.然而,无孔涂层的制备要求精确的参数优化.如果具备适用于热喷涂的特殊粉体,氟聚合物涂层的制备将更加容易.另外,应当采用更适合于聚合物材料的热喷涂工艺.采用精确的温度控制,以及能够防止聚合物过热分解的低图7等离子体喷涂EGTFE涂层截面图图9等离子体喷涂FEP涂层截面图温火焰或类似的低温热源也是必要的.参考文献1H.I.Rowan,Thermoplasticfluoropolymersofengineering plastics,in:EngineeredMaterialsHandbook,vo1.2,ASM hatemational,MetalsPark,OH,1988,PP.115—119.2E.Norman,Finishing(1995)26—28.3S.Grainger(Ed.),EngineeringCoatings--DesignandAp. plication,AbingtonPubhshing,Abington,1989,PP.139—144.4D.V.Rosato,RosatoPlasticsEncyclopediaandDictiona- ry,HanserPublisher's,Passau,Germany,1993,PP.234—235.5J.Brandrup,E.H.Immergnt,E.A.Gnflke(FAs.),Pol- ymerHandbook,4thed.,Wiley,NewY ork,1999,P.V31.(闫玉林译)。
不同类型桃品种花药出粉量比较与人工辅助授粉研究
不同类型桃品种花药出粉量比较与人工辅助授粉研究作者:张斌斌郭磊陈鸿王晓俊孙朦郭绍雷张圆圆俞明亮马瑞娟来源:《果农之友》2023年第11期摘要:比較了不同类型桃品种花粉产量的差异,并对无花粉桃品种阳山2号进行了人工辅助授粉试验。
结果表明,霞晖6号、金童6号、双喜红、红蟠桃出花粉量高,可作为生产上用于花粉采集的品种。
通过比较自然授粉、传统人工点授、电动授粉器及液体喷雾授粉方式下的用工量、坐果率差异,发现液体授粉未达到预期效果;采用粗花粉或纯花粉与滑石粉进行一定比例混合,并用电动授粉器进行人工授粉,可以保证较高的坐果率,用工量也较传统授粉少。
推荐采用粗花粉∶滑石粉以1∶1质量比混合、纯花粉∶滑石粉以1∶5质量比混合两种方式进行授粉。
关键词:桃;人工辅助授粉;用工量;坐果率基金项目:现代农业产业技术体系建设专项(编号:CARS-30);江苏省现代农业产业技术体系建设项目(编号:JATS[2021]425,JATS[2022]426)。
作者简介:张斌斌(1982年—),男,汉族,山东东营人,博士,副研究员,研究方向:桃栽培生理。
E-mail:******************。
*通信作者:马瑞娟,女,汉族,浙江海盐人,研究员,研究方向:桃高效栽培技术与遗传育种。
E-mail:***************。
桃是蔷薇科李属植物,栽培历史悠久,是中国第三大落叶果树,也是重要的经济林树种,在促进农业提质增效、助推乡村振兴中发挥着重要作用[1]。
桃是自花授粉植物,借助风媒、虫媒等即可完成授粉过程,但桃开花时经常受到异常天气如连续阴雨、低温、寡光照等的影响[2-3],造成开花不整齐、花药散粉不正常、授粉成功率低、坐果少等现象发生。
此外,当前桃生产上仍有一些果园栽有阳山2号、早凤王、加纳岩、仓方早生、雨花3号等无花粉品种,需要通过配置授粉树或采用人工辅助授粉的方式来保证坐果率。
果树的授粉有人工点授、风送喷粉、液体喷雾、蜜蜂授粉等方式,不同授粉方式在用工量、花粉用量、坐果率方面都有差异[4-6]。
粉末喷涂规范
粉末喷涂规范1.目的本文件是为了对粉末喷涂的技术规范、工艺程序、质量保证及型式试验进行阐述说明。
2.适用范围2.1 机车内饰铝合金、普通钢及不锈钢部件的粉末喷涂。
3. 参照和应用文件3.1 标准NF F 16 101 铁路物质-可燃性-材料选择NF F 31-112 铁路物质-涂鸦防护-试验程序和评估方式NF X 70 100 燃烧试验-热解和燃烧气体分析-管炉方式BS 3900 Part-D5 涂层检测-光泽度检测BS 3900 Part-C5 涂层检测-厚度检测BS 3900 Part-E6 涂层检测-附着力试验BS 3900 Part-E2 涂层检测-划擦硬度BS 6496-16 涂层检测-冲击试验BS 3900 Part-E4 涂层检测-杯突试验BS 3900 涂层检测-弯曲试验BS 6496-15 涂层检测-盐雾试验BS 3900 Part F-2 涂层检测-湿热试验BS 3900 Part F-3 涂层检测-耐候性试验3.2 内部文件-前处理作业指导书-前处理槽液分析作业指导书-喷粉作业指导书-喷涂外观接受标准4.规范4.1 材料规范4.1.1 粉末类型热塑性或热固性粉末;4.1.2防涂鸦依据标准NF F 31-112;4.1.3 防火依据标准NF F 16-101;4.1.4 颜色依据标准BS 4800;4.1.5 光泽度50%-90%+-10%;4.1.6 厚度装饰:50~60um耐磨:100~120um4.2 工艺规范粉末喷涂工艺主要分为前处理(产品的清洗及保护膜的形成)和喷涂(保护涂层或装饰涂层的形成)两大工序。
4.2.1 前处理工艺金属材料不同,粉末喷涂的前处理也有不同的表面处理方式。
4.2.1.1 铝合金产品的前处理要经过除油、表蚀、中和、铬化、定铬等过程。
药水槽内的槽液浓度必须专人监控,确保前处理后产品表面有一层均匀稳定的保护膜。
具体操作请参照《前处理作业指导书》和《前处理槽液分析作业指导书》。
喷 塑 工 艺
二、工艺流程
前处理
静电喷涂
高温固化
装饰处理
二、工艺流程
二、工艺流程
1、前处理
目的:除掉工件表面的油污、灰尘、锈迹,并在 工件表面生成一层抗腐蚀且能够增加喷涂涂层 附着力的“磷化层”;
主要工艺步骤:除油、除锈、磷化、钝化。
二、工艺流程
1、前处理
相关设备:前处理槽(混凝土做槽 ,数量等同于 前处理工序数);
a、固定被试零部件,使其被冲击时无晃动现象。 b、将冲击器垂直竖立于被测件的被 测部位,以头部镶 有¢12mm钢球、外径为¢17mm全重为100g的重外向 锤,在内径为¢19的冲击器内按1m高度自由垂直落下, 对被测件的涂层进行落体冲击。 c.将冲击器移开,冲击部位的涂层应无剥落和裂纹。在 同一被 测件上相距不小于100mm位置外,重复进行3次 冲击试验,若有一次不合格,即判定该件不合格。
相关材料(化学药品):硫酸、盐酸、纯碱 (Na2CO3)、酸性除油剂、磷化液、钝化液。
二、工艺流程
2、静电喷涂
目的:将粉末涂料均匀地喷涂到工件的表面上, 特殊工件(包含容易产生静电屏蔽的位置)应 该采用高性能的静电喷塑机来完成喷涂。
工艺步骤: 利用静电吸附原理,在工件的表面均匀的喷
上一层粉末涂料; 落下的粉末通过回收系统 回收,过筛后可以再用。
四、喷塑工艺考虑要点
1、死角多、缝隙又窄又深,容易产生比较强烈 的静电屏蔽效应;
2、外表过于光滑,喷上的粉末很容易被喷枪气 流吹走;
3、导电性差,与静电喷涂的其本工作原理相矛 盾。
五、生锈失效机理
1、漆面附着力不够; 2、前处理不干净,工件表面有锈、水、油
污、粉尘、灰尘; 3、工件的氧化膜未去除; 4、工件烘烤温度不合适或者保温时间不合
喷涂功率对稀土元素掺杂氧化锆涂层微波介电性能的影响
喷涂功率对稀土元素掺杂氧化锆涂层微波介电性能的影响梁莹;李天天;李昕;王博
【期刊名称】《电子元件与材料》
【年(卷),期】2024(43)3
【摘要】以Yb_(2)O_(3)、Gd_(2)O_(3)、Y_(2)O_(3)和ZrO_(2)为原材料,采用固相反应法合成了锆酸钆钇镱(YGYZ)陶瓷粉末,采用等离子喷涂技术在不同喷涂功率下制备了YGYZ涂层。
系统研究了喷涂功率变化对涂层微观结构、物相组成、孔隙率、介电常数以及力学性能的影响。
结果表明,随着喷涂功率的升高,涂层内部会产生应力,涂层的密度和介电常数随之升高,而涂层的孔隙率、介电损耗和显微硬度则随之降低。
喷涂功率为65kW时,涂层微波介电常数最小,其值为13.31,对应的介电损耗为3.8×10^(-2)。
采用镱、钆和钇稀土元素掺杂的氧化锆涂层具有较低的介电常数和较高的热稳定性,在航空发动机领域具有应用前景。
【总页数】7页(P284-290)
【作者】梁莹;李天天;李昕;王博
【作者单位】中国航发沈阳黎明航空发动机有限责任公司;电子科技大学
【正文语种】中文
【中图分类】TB34
【相关文献】
1.轴向送粉等离子喷涂Ni/Al2O3涂层的力学及微波介电性能
2.掺杂稀土元素对Ag(Nb_(1-x)Ta_x)O_3介电性能的影响
3.Al_2O_3掺杂对微波介质陶瓷
Ca_(0.16)Sr_(0.04)Li_(0.4)Nd_(0.4)TiO_3烧结特性和微波介电性能的影响4.大气等离子喷涂Al_(2)O_(3)/ZnO/TiO_(2)涂层微波介电性能的研究5.稀土元素Y、La、Sm掺杂对钛酸钡陶瓷介电性能的影响研究
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
⁄ ≤⁄
Π⁄
Π⁄
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
卷
≤Π⁄
1 1 1 1 1 1 1 1 1
1 1 1 1 1 1 1 1 1 1
1
1
1
1
平均值
1
1
1
1
1
1
1
1
1
1
√
测试试验是在晴天微风条件下进行的 且玻片表面均与喷粉方向保持平行 ∀ 静电喷粉条件下的玻 片沉积粉粒数与常规喷粉有较大的差异 这说明静电喷粉条件下所喷出的粉粒由于带静电而与玻片表 面有主动的吸附效应 故沉积在玻片表面的粉粒数成倍地高于常规喷粉 ∀ 从试验结果还可看出 不同电 压条件下的静电喷粉效果是不同的 电压越高 喷粉效果越好 1 ≅ ∂ 电压条件下 静电喷粉效果不 佳 玻片每视野沉积粉粒数平均为 1 与常规喷粉效果区别不大 仅为常规喷粉的 1 倍 1 ≅ ∂ 和 1 ≅ ∂ 电压条件下 静电喷粉效果很理想 玻片每视野平均沉积粉粒数分别为 1 和 1 与常 规喷粉效果区别很大 分别为常规喷粉的 1 和 1 倍 ∀ 这说明 喷头所施加的电场越强 从喷嘴喷
病虫害的效果会更好 ∀ 因为烟剂或油烟剂粒度很细 不含水分 质量很轻 很易被诱带电 ∀
参考文献
熊惠龙 舒朝然 陈国发 静电喷粉效果测试和静电喷粉防治马尾松毛虫试验研究 昆虫与环境 中国昆虫学会 北京 中国农业科技出版社
张宗炳 杀虫剂药剂的毒力测定 北京 科学出版社 浅野和俊 静电散布 植物防疫 日本
排也即距喷粉机喷口垂直距离为 1 ∗ 1 处的载玻片 ∗ 号中 组静电喷粉的第 号位的 载玻片的每视野沉积数最高 分别为 ! ! 而相对应的常规喷粉为 即 组静电喷粉分别为常 规喷粉的 1 ! 1 ! 1 倍 组静电喷粉的第 号位的载玻片每视野沉积数最低 分别为 ! ! 而相对应的常规喷粉仅为 1 即 组静电喷粉分别为常规喷粉的 ! ! 倍 组静电喷粉在第 排的 载玻片平均每视野沉积数分别为 1 ! 1 ! 1 而相对应的常规喷粉平均每视野沉积数仅为 1 即 组静电喷粉平均分别为常规喷粉的 1 ! 1 ! 1 倍 ∀ 从玻片 ∗ 号 组静电喷粉每视野沉积 数平均分别为 1 ! 1 ! 1 而常规喷粉平均为 1 组静电喷粉每视野沉积数平均为常规喷粉的 1 ! 1 ! 1 倍 ∀ 另外 从镜检观察 静电喷粉条件下的载玻片表面沉积粉粒数远比常规喷粉密而均 匀 而且另一面 未涂凡士林 也明显有多而密的粉粒 而常规喷粉的载玻片的另一面 未涂凡士林 虽 有 但少而不明显 ∀ 与上述规律类似 静电喷粉条件下 凡是涂有凡士林的一面有密集粉粒沉积的载玻 片 其另一面 未涂凡士林 也有较为密集的粉粒沉积 ∀ 例如 第 排 号位的载玻片未涂凡士林的一面 上的粉粒沉积密度也较高 组静电喷粉分别为 ! ! 而相对应的常规喷粉仅为 1 第 排第 号位的载玻片未涂凡士林的一面上的粉粒沉积密度也很高 组静电喷粉分别为 ! ! 而相对应 的常规喷粉仅为 从 ∗ 号载玻片的未涂凡士林的一面上的粉粒沉积数统计看 组静电喷粉的粉 粒沉积密度 每视野 平均数分别为 ! 1 ! 1 而常规喷粉平均为 1 即 组静电喷粉在载玻片未 涂凡士林的一面上的粉粒沉积密度平均为常规喷粉的 1 ! 1 ! 1 倍 ∀
按顺序编为 ∗ 号 静电喷粉用载玻片和常规喷粉用载玻片编号要一一对应 ∀ 载玻片的一面均匀涂
上一薄层凡士林油 置于按试验组编号的玻片标本盒内待用 ∀ 另做 根长 1 宽 且有一定厚
度的毛竹片 竹片的一端削尖 可直插于疏松的土壤中 ∀ 而另一端则沿横断面纵切一条缝 可使载玻片
插立 或夹于 其中 ∀ 选一块平地 晴天微风日 风速 #
• ƒ2 ≥ 型背负式喷粉机 山东临沂药械厂 加装高压静电发生器 1 ≅ ∂ ! 1 ≅ ∂ ! 1 ≅
∂ 和诱电电极 ∀
1 .2 供试粉剂
为能够直观地观察喷粉效果 采用铁红颜料粉 细度为 目以上 ∀
1 .3 静电喷粉效果测试方法
Байду номын сангаас
采用玻片喷粉计数法 张宗炳
进行测试 ∀ 试验分为 组 其中 组为静电喷粉试验 即将高
×
⁄∞
°≤
年学术年会论文集
说明
本刊 年第 期刊登的/ 瑞香狼毒提取物对山楂叶螨的生物活性及酶活性影响0一文 师光禄为 通讯作者 ∀
林业科学
表 1 不同电压(高压)条件下粉粒沉积密度镜检统计比较
Ταβ . 1 ∆εποσιτ δενσιτψ οφ ελεχτροστατιχ δυστινγ βψ υσινγ διφφερεντ ηιγ η ϖολταγεσ
编号 静电喷粉
静电喷粉
静电喷粉 ≤ 常规喷粉 ⁄
∞
∞
∞
≤
⁄
1
≅∂
≅∂
1≅ ∂
压静电分为 1 ≅ ∂ ! 1 ≅ ∂ ! 1 ≅ ∂ 组 另一为常规喷粉试验作为对照 ∀ 取一般实验用载玻
片 片 也分为 组 每组 片 其中 组用于静电喷粉试验 另 组用于常规喷粉试验 ∀ 每组玻片均
收稿日期
∀
3 吉林省汪清林业局的金玉石 !金英镒 !强玲惠参加了实验工作 在此一并致谢 ∀
第期
熊惠龙等 不同电压下静电喷粉沉积效果的比较试验
图 不同电压下的静电喷粉与常规 喷粉粉粒沉积密度的比较
静电喷粉效果 ∀ 但其后再大幅增大电场强度 如增大到
ƒ
⁄
∏
1 ≅ ∂ 粉粒沉积密度的增加并不明显 也即静电喷
粉效果仅比 1 ≅ ∂ 的喷粉效果提高 1
并未随
着电压的大幅度提高而大幅度提升 其内在原因尚不清
∏
√
≠ 为喷粉机喷口与各排载玻片的水平距离 ⁄
∏
楚 需进一步探讨 ∀ 从节能 !安全和实用的角度考虑 使用 1 ≅ ∂ 电压进行静电喷粉是最理想的 ∀
药粉粒经过喷粉机喷口的高压静电场时的带电程度也与粉粒直径大小 !重量 !干燥程度有关 粉粒越细
质量越轻 越干燥 越易被诱带电 因而喷出后越易与植物体表面吸附 ∀ 因此 对药物的粉粒细度要求较
严格 一般要求 目以上 ∀ 由此可想到 把静电喷粉技术推广应用来进行烟剂和油烟剂的施放 防治
本低 熊惠龙等
∀ 这是传统液力或风力喷药技术无法做到的 ⁄
∀ 为了开发应用这
项技术 笔者对常规喷粉机做了改进 增加了高压静电发生器和高压诱电电极 利用载玻片计数法 张宗
炳
进行了不同电压 1 ≅ ∂ ! 1 ≅ ∂ ! 1 ≅ ∂ 下的静电喷粉效果的试验 其效果明显优
于常规喷粉 ∀
材料与方法
1 .1 供试机器
将 组静电喷粉和常规喷粉的各排载玻片的粉粒沉积密度的平均值一一对应进行比较 便可得出 图 的结果 ∀ 由图看出 常规喷粉效果与距离密切相关 距离越远 效果越差 1 ≅ ∂ 电压的静电喷 粉效果不佳 与常规喷粉没有明显的差别 1 ≅ ∂ 和 1 ≅ ∂ 电压的静电喷粉效果在 ∗ 区间 远远优于常规喷粉 特别在 ∗ 区间效果最好 为常规喷粉的 倍以上 但 1 ≅ ∂ 与 1 ≅ ∂ 的效果之间没有明显的区别 ∀
Σηενψανγ Αγριχυλτυραλ Υνιϖερσιτψ Σηενψανγ
Αβστραχτ ×
∏
1≅
∏
∏
Κεψ ωορδσ ∞
∂ 1≅ ∏
∏
√
∏×∏
∂
1 ≅ ∂√
∏
∂
⁄
∏
√1 1
∏
√
∏
1
∏
≅ ∂√
静电喷粉过程中使粉粒带电 喷出后由于静电作用能与植物表面主动吸附 浅野和俊
因而
对植物覆盖面广 在植物表面 无论正面或背面 的沉积密度大 分布均匀 对病虫体防效好 用药少 成
第 卷第 期 年月
林业科学
≥≤ ∞ ×
≥ ∂∞ ≥ ≤∞
∂1
1
不同电压下静电喷粉沉积效果的比较试验 3
熊惠龙 舒朝然 陈国发 陈 方
国家林业局森林病虫害防治总站 沈阳
詹敏
沈阳农业大学 沈阳
摘 要 利用玻片计数法测定了 1 ≅ ∂ ! ≅ ∂ ! ≅ ∂ 种电压下的静电喷粉效果 并与常规喷粉效 果作了比较 ∀ 结果表明 ≅ ∂ ! ≅ ∂ 和 1 ≅ ∂ 高压下的粉粒在靶标上的沉积密度分别是常规喷粉 的 1 ! 1 和 1 倍 ∀ 实际应用中 应用 万伏高压即可达到理想的喷粉效果 ∀ 关键词 静电喷粉 电压 粉粒沉积密度
结论与讨论
上述试验结果说明 静电喷粉能大大增加对靶标物
的覆盖面 成倍地提高药粉在靶标物表面 正面和反面
的沉积 施加于喷头的电场越强 电压越大 带电粉粒沉
积于靶标物表面的密度越大 当电场强度足够强大 即达
到 1 ≅ ∂ 以上时 带电粉粒附着于靶标物表面的密度 也达到最大 为常规喷粉的 倍以上 也即可获得最佳的
第期
熊惠龙等 不同电压下静电喷粉沉积效果的比较试验
出的带电粉粒与靶标表面之间的吸引力越强 因而被吸 附到玻片表面的粉粒密度越大 ∀ 但 1 ≅ ∂ 和 1 ≅
∂ 下的静电喷粉效果相近 并未因电压的大幅增大而 大幅提高 ∀ 这说明在一定电压 或电场强度 范围内 静 电喷粉效果的提高与电压的增大成一直线上升关系 但 当喷头所施加的电场足够强大后 静电喷粉效果并非随 着电压的继续增大而呈简单的直线提升 ∀
ΣΤ Υ∆ Ψ ΟΝ ΕΦΦΕ ΧΤΣ ΟΦ ΕΛΕ ΧΤΡ ΟΣΤ ΑΤΙΧ ∆ ΥΣΤΙΝΓ ΒΨ ΥΣΙΝΓ ∆ΙΦΦΕ Ρ Ε ΝΤ ΗΙΓ Η ς ΟΛΤ ΑΓ ΕΣ