冷轧辊双频感应淬火热处理工艺探讨
轧辊的失效及其修复技术

轧辊的失效及其修复技术摘要:轧辊生产率与生产成本都取决于轧制的生产质量,当轧辊不足供应,价格高时,整个轧辊都会磨损失效,这会导致大量的材料报废。
轧辊的修复是轧辊行业的主要问题。
过早磨损最常见轧辊失效的原因,轧辊的工作表面的硬度取决于耐磨性,正确的热处理符合辊的硬度要求。
轧机是轧辊变形的主要工具。
通过自己的材料和恶劣的工作条件,延长寿命需要修复技术,失效甚至报废。
概述了轧辊的工作条件、材料和失效,介绍了几种常见的修复技术。
关键词:冷轧辊热轧辊;失效修复;表面改性技术引言激光处理技术在钢铁工业中的应用越来越多。
随着钢铁工业的复苏和世界钢需求量的增加,我国的钢铁产量目前地位领先。
轧辊消费量大幅增加,进一步提高了产量和质量。
与此同时,各种新角色正在应用于钢铁行业。
因此,轧辊的修复和化是钢铁工作者和激光设备的一个重要问题。
减少组件消耗会对企业的生产成本和经济性产生积极影响,并提供显着的成本节约机会。
目前,激光用于加固和修复辊面,引起了业界的关注。
1轧辊的损坏形式1.1正常磨损轧辊金属微粒在轧制和磨削过程中辊身分离,工作层变薄,直径较小,吨位随磨辊次数的增加而减小。
如果直径太小,以致于表面硬度降低到某个特定值,则即使没有其他缺陷(自然磨损或正常磨损),辊也无法继续工作。
这种磨损是可预见的,也是有风险的,最危险的损害通常是非正常磨损。
1.2非正常损坏如果辊的直径和表面硬度仍处于连续运转状态,则由于另一个缺陷甚至断裂,无法使用,这称为“非正常”和“特殊损坏”,具体由:(1)表面裂纹。
冷轧辊的裂纹分别为60%和20%,且裂纹的区域通常位于辊的中心。
裂缝有所不同的概率大致相同。
轧辊的制造质量对裂缝的形成和扩大至关重要。
因此,减少裂纹是提高轧辊的制造质量的关键。
例如,碎裂是轧槽经轧制过程中的冷热影响以及钢坯的磨损较低,导致轧槽表面上出现网格裂纹,从而导致断裂。
冷却水压力不足可能导致裂内部的汽化扩张力大,有助于增加裂缝。
轧辊淬火感应器设计制造
成秉 武-
(. 重 集 团 大 连加 氢 公 司 生 产 技术 部 工 程 师 ,辽 宁 大 连 16 1) 1一 1 13
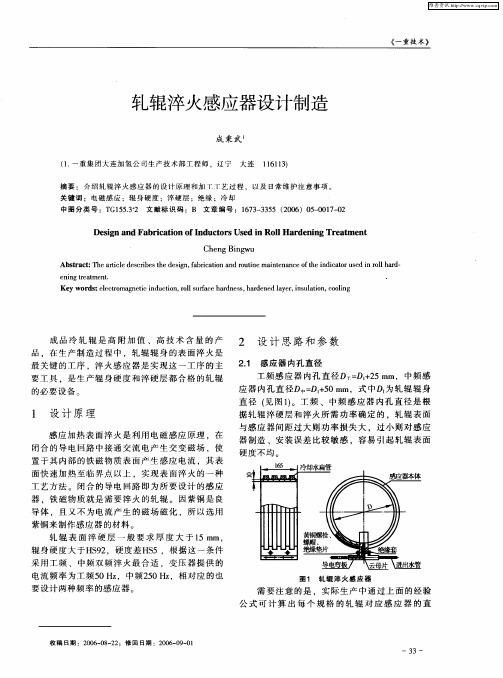
摘 要 :介 绍 轧 辊 淬 火感 应 器 的设 计 原 理 和加 T T 艺 过 程 ,以及 日常 维 护 注 意 事项 。 关 键 词 :电磁 感 应 ;辊 身 硬度 ;淬 硬 层 ;绝 缘 ;冷 却 中图 分 类 号 :T 1 5  ̄ 文 献标 识 码 :B 文 章 编 号 :1 7 — 3 5 ( 0 6 5 0 1 — 2 G 5.2 3 6 3 3 5 2 0 )0 — 0 7 0
e i g tea me . n n r t nt .
Ke r s e e t ma n t d c in r l s r c a d e s h r e e y r i s l t n c o ig ywo d : l cr o g ei i u t , ol u f eh r n s , ad n d l e , n u ai , o l cn o a a o n
De in nd Fab iato o sg a r c i n fI nduc o sUs d n Ro lHa de i e m e t r e i l r n ngTr at nt Ch ngBi g e n wu
Ab t a t T ea t l d s r e ed s n fb c t n a d ru i eman e a c f h d c tru e nr l h r — sr c : h r ce e c b s h e i , a r a i n o t i tn n eo e i iao s d i o l a d i i t g i o n t n
公 式 可 计 算 出每 个 规 格 的 轧 辊 对 应 感 应 器 的 直
高频感应加热表面淬火实验报告
竭诚为您提供优质文档/双击可除高频感应加热表面淬火实验报告篇一:高频感应加热表面淬火-验证高频感应加热表面淬火一、实验目的1、了解感应加热的原理;2、了解电流透入深度与材料电阻率及电流频率之间的关系;3、了解淬硬层深度的测定方法;4、掌握高频感应加热淬火的方法。
二、实验原理1.电磁感应当感应线圈通以交流电时,在感应线圈的内部和周围同时产生与电流频率相同的交变磁场,将工件置于高频感应线圈内,受电流交变磁场的作用,在工件内相应地产生感应电流,这种感应电流在金属工件内自行闭合,称为涡流。
其感应电动势瞬时值为:d?e??Kd?式中,K-比例系数;ф-工件上感应电流回路包围面积上的总磁通;dф/dτ-磁通量变化率;负号表示感应电动势方向与磁通量变化率方向相反。
工件中感应出来的涡流方向,在每一瞬时和感应线圈中的电流方向相反。
涡流强度If取决于感应电动势(e)及工件涡流回路的电抗(Z),而电抗Z由电阻R和感抗(xL)组成,则涡流强度:eeIf??Z2R2?xL2.表面效应涡流强度If随高频电磁场强度由工件表面向内层逐渐减小而相应减小的规律称为表面效应或集肤效应。
离表面x 处的涡流强度:x?Ix?I0?e式中,I0-表面最大的涡流强度;x-到工件表面的距离;Δ-与工件材料物理性质有关的系数。
所以,当x=0时,Ix=I0当x>0时,Ix<I01?0.368(:高频感应加热表面淬火实验报告)I0e工程规定,当涡流强度从表面向内层降低到表面最大涡流强度的36.8%(即1I0?)时,由该处到表面的距离Δ称为电流透入深度。
e 在感应加热实践中,钢中电流透入深度的计算常常使用下列简化公式:20在20℃时:?20?(mm)f500在800℃时:?20?(mm)f?当x=Δ时,Ix?I0?式中,f-感应线圈交流电频率。
3.淬硬层深度工件经感应加热淬火后的金相组织与加热温度沿截面分布有关,一般可分为淬硬层、过渡层及心部组织三部分。
MC5钢感应加热淬火工艺参数
万方数据万方数据万方数据MC5钢感应加热淬火工艺参数作者:邵红霞, Shao Hongxia作者单位:东北特殊钢集团北满基地锻钢公司,黑龙江,161041刊名:大型铸锻件英文刊名:HEAVY CASTING AND FORGING年,卷(期):2011(2)参考文献(3条)1.刘冶山9Cr3Mo冷轧辊钢的热处理 1996(12)2.殷光虹轧辊材料金相图谱3.康人韬大型锻件材料及热处理 1998本文读者也读过(10条)1.王福磊MC3冷轧工作辊立式中频淬火[期刊论文]-江苏冶金2007,35(4)2.王勤.沈伟芳.陈彬.华陈亮.Wang Qin.Shen Weifang.Chen Bin.Hua Chenliang锻钢冷轧工作辊双中频感应淬火机组特点及工艺技术[期刊论文]-冶金设备2007(3)3.沈伟芳.刘志刚.王勤.李新京.陈彬.华陈亮.SHEN Wei-fang.LIU Zhi-gang.WANG Qin.LI Xin-jing.CHEN Bin. HUA Chen-liang共昌冷轧工作辊双频淬火设备及工艺技术探讨[期刊论文]-热处理2007,22(1)4.沈伟芳.陈光明.王昌建.熊学端.李新京.肖金磊.Shen Weifang.Chen Guangming.Wang Changjian.Xiong Xueduan.Li Xinjing.Xiao Jinlei冷轧工作辊双频感应加热淬火模拟测温试验[期刊论文]-金属热处理1999(6)5.杨岚.李强合金球铁压光辊中频表面淬火工艺[期刊论文]-国外金属热处理2005,26(4)6.廖保莲冷轧工作辊表面强化修复[期刊论文]-焊接2002(6)7.沈伟芳.陈光明.王聪.范庆国.shen Wei-fang.Chen Guang-ming.Wang Cong.Fan Qing-guo冷轧工作辊辊颈淬火试验与研究[期刊论文]-热处理2000(4)8.夏英丽.易晓明冷轧工作辊缺陷产生原因及控制措施[会议论文]-20059.付志云.Fu Zhiyun支承辊边部缺陷分析与控制技术[期刊论文]-大型铸锻件2011(2)10.孙雪翠.刘多智.曹维东MC3冷轧工作辊的热处理工艺[期刊论文]-大型铸锻件2003(1)引用本文格式:邵红霞.Shao Hongxia MC5钢感应加热淬火工艺参数[期刊论文]-大型铸锻件 2011(2)。
国家标准锻钢冷轧工作辊通用技术条件修订.pdf

{技术规范标准}国家标准锻钢冷轧工作辊通用技术条件修订国家标准《锻钢冷轧工作辊通用技术条件》(送审稿)编制说明宝钢集团常州轧辊制造公司二○○七年九月中华人民共和国国家标准《锻钢冷轧工作辊通用技术条件》(送审稿)编制说明1修订任务来源根据冶金工业信息标准研究院冶信标院[2003]045号文“关于转发2003年制修订国家标准项目和2002年增补项目计划的函”的要求,国家标准GB/T13314-1991《锻钢冷轧工作辊通用技术条件》的修订工作由常州宝菱重工机械有限公司(以下简称常州宝菱)承担。
根据宝钢集团内部产品结构调整,今年九月,常州宝菱和宝钢集团常州轧辊制造公司(以下简称常州轧辊)配合商量,报请冶金机电标准化技术委员会同意,标准的修订工作由常州轧辊承担。
国家标准GB/T13315-1991《锻钢冷轧工作辊超声波探伤方法》的修订工作由中钢集团衡阳重机有限公司(以下简称中钢衡重)承担。
2修订本标准的重要性由常州冶金机械厂起草的GB/T13314-1991《锻钢冷轧工作辊通用技术条件》和由衡阳冶金机械厂起草的GB/T13315-1991《锻钢冷轧工作辊超声波探伤方法》,自1991年发布实施后,在指导锻钢冷轧辊设计、推动锻钢冷轧辊制造技术的发展,提高轧辊及冷轧产品质量起到了积极作用。
近十年来,冷轧机设计性能及装机水平不断提高,冷轧产品的结构、品种不断增加,促进了轧辊的制造技术迅速发展。
2.1轧机性能的发展变化上世纪九十年代以前,以二辊、四辊单机架不可逆轧制为主,仅宝钢、本钢、攀钢等国有大型钢厂有几套串联式连轧机,近十年特别是进入二十一世纪以来,我国引进或自行设计制造了批量的串联式连轧机组、六辊或四辊可逆机。
轧机自动化控制程度高、轧制速度快、产量高,板形控制能力强。
轧机按板型控制形式分主要有CVC系列、HC系列、UC系列,大量采用冷轧辊在线轴向移动或交叉、弯辊。
为降低工作辊备件消耗,控制轧机生产成本,工作辊的有效使用层深度增加,这对冷轧工作辊的设计及制造质量提出了新的要求。
齿轮轧辊深冷箱工艺

齿轮轧辊深冷箱工艺
齿轮轧辊深冷箱工艺是一种通过低温处理来提高齿轮和轧辊性能的工艺。
该工艺利用深冷箱对齿轮和轧辊进行处理,使其在温度低于常温的条件下注入氮气等元素,从而使其具有更高的硬度和耐磨性。
该工艺主要分为以下几个步骤:
1.预处理:对待处理的齿轮和轧辊进行清洗、研磨,以保证表
面光洁度和减少表面缺陷。
2.淬火:将齿轮和轧辊置于深冷箱中,降至-60℃左右,然后
迅速加热至500℃左右,保持一定时间,使其达到淬火温度。
3.表面处理:在淬火后,利用氮气等元素对齿轮和轧辊表面进
行渗透处理,形成一层坚硬的表面层,提高其硬度和耐磨性。
4.回火:在表面处理后,将齿轮和轧辊回火,以减少内部应力
和提高韧性。
5.调质:在回火后,加入一定比例的合金元素,进行调质处理,以提高强度和耐磨性。
通过齿轮轧辊深冷箱工艺的处理,可以提高齿轮和轧辊的硬度、耐磨性和韧性等性能,延长其使用寿命,提高生产效率和产品质量。
Cr3型和Cr5型成品辊的试制
分消 除淬火 应 力 避 免 开 裂 , 时可 以调 整 辊 身 的 同
硬度 以达 到技术 条件要 求 的范 围并 使组 织稳 定 。 双频淬 火 工 艺 制 订 要 考 虑 以下 几 个 问 题 : 第
一
小, 在冷 却过 程 中易形 成 比较 缓 和 的组 织 过 渡 区 ,
一
4 C 3型 和 C 5型 成 品 辊 试 制 难 点 r r
工 艺 控 制
影 响轧 辊使用 寿命 的 因素很 多 , 面剥 落 、 表 环
状裂纹 是影 响轧 辊 质 量 的主 要 问 题 , 轧 辊 生 产 是
般机 械产 品 。我 们在 制 造冷 轧 辊 的过 程 中进行
了大量 的热 处 理 试 验 , 采 用 较 为 先 进 的 双频 感 并 应 表 面淬火 工艺 , 提高 了冷轧 辊质 量 , 并取 得 了满
下面 安置一 个 喷 水 圈 , 应 器 和喷 水 圈均 固定 不 感
热 的温度 非 常 高 , 随 后 的冷 却 过 程 中极 易 出现 在 环 裂 。这 次 , 们将 工艺 做 了 大 幅度 调 整 , 我 中频 正 常启动 , 中频 升 温 部 分 改 为 四级 甚 至 三 级 升 功 将 率( 原来 是六 级 )对 防止 环裂 的产生 极 为有利 。 ,
( ) 高辊 身 的 加 热 温 度 。感 应 加 热 方 式 是 3提
动 , 身经感 应器 加热 后不 断 下 降 , 辊 被喷 水 圈 喷 出 的水 激冷硬化 , 喷水结 束后辊 身继续 侵水 冷却 , 最
后进 行低 温 回火 , 经低 温 段 的长 时 间保 温 , 以部 可
感应热处理技术发展六十年
感应热处理技术发展六十年20世纪50年代,感应热处理开始在国内应用,当时此工艺被称做“高周波淬火”。
这门热处理新工艺利用线圈电磁感应加热钢铁件是很新奇与吸引人的,它具有加热快、局部淬火、节能、在线生产、便于自动化等特点,很快为热处理工作者所接受。
当时感应淬火主要的目标是,提高工件的耐磨性,代替渗碳与氰化,缩短时间周期与降低生产成本。
当时,前苏联、捷克、特别是“一五”计划苏援156项目中,感应加热技术大量进入我国机床、汽车、拖拉机制造行业。
此外,纺机行业也从美国进口了电子管高频成套设备,用于罗拉表面淬火。
一、当时感应热处理技术的特点(1)电子管高频电源是主要的变频电源,只有第一汽车制造厂大量应用机式中频发电机,并且采用一台变频机供给3~5个淬火台,各个淬火台可以轮流交替工作,即第一台上工件正加热,第二台可以在喷液,第三台可以在装卸料等,大大地提高了机式发电机的负载系数,如图1所示。
(2)淬火机可以安装在生产线上而不是集中在热处理车间,可减少工件往返运输工作。
(3)为减少操作者劳动量,采用半自动或全自动的淬火机,如曲轴颈半自动淬火机,履带销全自动淬火机等,履带销淬火生产率达180件/h,工人只需往料斗加零件。
(4)采用多工件加热感应器,如隔套端面加热感应器一次加热4件,刹车蹄片(矩形面淬火)感应器一次可加热7个工件,如图2所示。
(5)带夹具感应器解决了工件与感应器同心及定位基准的调整工作,如汽车钢板弹簧销等多种小零件,换上感应器,电、热规范一调整,即刻可以生产,工件进出感应器极快,生产率极高,如图3所示。
对需要旋转加热的工件,图2则感应器底部装有水涡轮,利用淬火水驱动,按压手把,可将工件顶出感应器,如图4所示。
(6)高频淬火采用自回火工艺。
一汽、一拖的曲轴颈中频淬火及生产线上用45钢制轴类、销子类小零件均采用K3舍皮里科夫斯基所创建的自回火工艺,节省了电能、劳力与生产面积,简化了工序。
(7)推广用中碳钢感应淬火代替调质与渗碳工艺,以汽车热处理件为例,感应热处理件的数量与千克重不断增加,建厂开始时(1957年)解放车只31种,148.5kg感应淬火件,到80年代,CA141汽车的感应淬火件已扩大到52种,重245kg,数量为原来的167%,重量为原来的165%。
感应加热表面淬火
目 录
Contents
第一章:请第在一此章处:输入您的标 感应加热表题面淬火简介
第二章:请第在二此章处:输入您的标 感应加热表题面淬火技术
第三章:请第在三此章处:输入您的标 感应加热表题面淬火案例
2
感应加热表面淬火简述
Click here to add your title
3
感应加热表面淬火简介
22
工程上规定,当电流强度从
表面向内部降低到表面最大电流
强度的0.368(即I0/e)时,则
该处到表面的距离称为电流透入
深度δ,单位用mm表示。
50300 f
感应电流的基本特性
23
钢的磁导率和电阻率随温度变化 图 钢的磁导率,电阻率与加热
而变化。电阻率随温度升高而增 大,在800-900摄氏度时,各类
感应电流(涡流)值: I e e
Z
R2 X 2
Z -自感电抗,Ω; X -零件材料的电阻,Ω;
R -零件材料的电阻,Ω;
涡流在零件上产生的热量:
Q 0.24I 2R
假设无漏磁条件下,1cm高单匝感应圈中零件表面吸收功率为:
P 1.25103 R I 2 f
a
0
R0 -零件半径,cm; μ -零件磁导率,H/m;
本质区别是热态时钢材是顺
磁体,磁导率极低,因此热态比
冷态透入深度大几十倍。
24
感应加热过程分为三个阶段:冷态、 图 高频加热时零件截面电流密
过渡态和热态。
度与温度变化
感应加热开始时,零件处于室温,
电流透入深度很小(冷态电流分布)。
当表面温度升高到达磁性转变温度,加
热层被分为两层,外层磁性消失,而与