MACH2的简单使用教程
mach3各轴校准方法,步骤

Mach3 校准各轴的方法,步骤
1 在 mach3 界面中点击出现设置界面,点击复位键reset上的set stepsper,注意:在这个版本中()复位键必定要让他闪耀时
点击 stepsperunit,才管用,会出现以下界面
选择你所要校准的轴,ok
2输入你想要轴挪动多少距离,点击
ok,走完以后量一下轴实质挪动多
少,走了多少就填多少,然后点击ok
mach3 自动调理电机所需要的脉冲,点击是(y)。
,其余轴一样。
各轴校准完成,可连结电路板,启动mach3 测试。
注意: mach3运转时不正常,与其余软件共同运转时受影响,可封闭软件,或许重启
电脑从头测试。
MastercamX2应用教程第8章MastercamX2加工基础课件
27
2024/2/23
8.3.3 刀具路径模拟
通过刀具路径模拟就可以在屏幕 上精确显示出刀具与工件之间的 相对位置关系。
在工具栏图标中单击“模拟已选 择的操作”按钮,将弹出“刀路 模拟”对话框,并在绘图区上方 显示一个“刀路模拟播放”工具 栏。
2024/2/23
8.2.2 材料管理器
利用“材料表”对话框 可以选择当前加工所使 用的材料,也可以对材 料库的材料列表进行管 理。
单击鼠标右键,从弹出 的右键快捷菜单中可以 选择不同的命令选项。
19
2024/2/23
8.2.2 材料管理器
无论是编辑还是创建一种新材料,系统都将弹出“材料定义”对 话框。可以设置某种材料在加工时所需的切削数据, Mastercam可利用这些数据精确计算出主轴转速和进行率。
2.控制定义的设置
单击“设置”/“控制器定义”命令,将弹出 “自定义控制器”对话框。
可以重新设置刀具路径所有参数的默认值,也 可以增加或删除某些操作;还可以通过“文件” 栏选择操作文件。
可以进行有关“控制系统信息”的详细设置。
10
2024/2/23
8.1.5 后处理器
1.如何将后处理文件(后处理器)配置到控制定义中 在Mastercam X(或X2)中,后处理文件不能单独使用,必须
1.控制定义的主要功能 1)用于存储控制单元及其能力的所有设定值。 2)建立与后处理器的链接。 3)配置一个后处理的环境。 4)为后处理器提供了许多预定义的变量值。 对于熟悉Mastercam早期版本的用户,许多需要解决
的后处理问题,现在要由控制定义的设置给予解决。
mach3子程序调用案例
mach3子程序调用案例摘要:1.引言2.Mach3 子程序的定义和作用3.Mach3 子程序的调用过程4.Mach3 子程序调用的实际案例5.总结正文:1.引言在Mach3 编程中,子程序是非常重要的一个功能,它能够帮助程序员实现代码的模块化,提高程序的可读性和可维护性。
通过子程序,我们可以将一些功能相似的代码段封装在一起,然后在主程序中通过调用子程序来实现这些功能。
这样,不仅可以减少代码的冗余,还可以使得程序的结构更加清晰。
在本文中,我们将通过一个实际的案例,来介绍如何在Mach3 中调用子程序。
2.Mach3 子程序的定义和作用Mach3 是一种基于G 代码的数控编程语言,它常用于编写数控机床的控制程序。
在Mach3 中,子程序是由G 代码编写的,用于实现某种特定功能的代码段。
子程序在Mach3 中的作用主要有两点:一是实现代码的模块化,二是提高程序的执行效率。
3.Mach3 子程序的调用过程在Mach3 中,调用子程序的过程非常简单。
首先,需要在主程序中定义子程序,这可以通过使用G 代码中的`G90`指令来实现。
例如,我们可以定义一个名为`SUBROUTINE_NAME`的子程序,其代码如下:```G90 DEFINE SUBROUTINE_NAME(一些G 代码指令)G90 END```然后,在主程序中,可以使用`G60`指令来调用子程序。
例如,如果我们想要在主程序中调用上面定义的子程序,可以使用以下代码:```G60 CALL SUBROUTINE_NAME```这样就完成了对子程序的调用。
在调用子程序之后,子程序中的所有G 代码指令都会被执行。
4.Mach3 子程序调用的实际案例下面,我们通过一个实际的案例,来说明如何在Mach3 中调用子程序。
假设我们有一个数控车床,需要按照一定的加工工艺来加工一个零件。
我们可以将这个加工工艺分解为以下几个步骤:- 刀具快速移动到初始位置- 刀具进行粗加工- 刀具进行精加工- 刀具快速移动到结束位置对于这个加工工艺,我们可以编写一个子程序,然后在主程序中调用这个子程序。
赫斯曼交换机培训资料
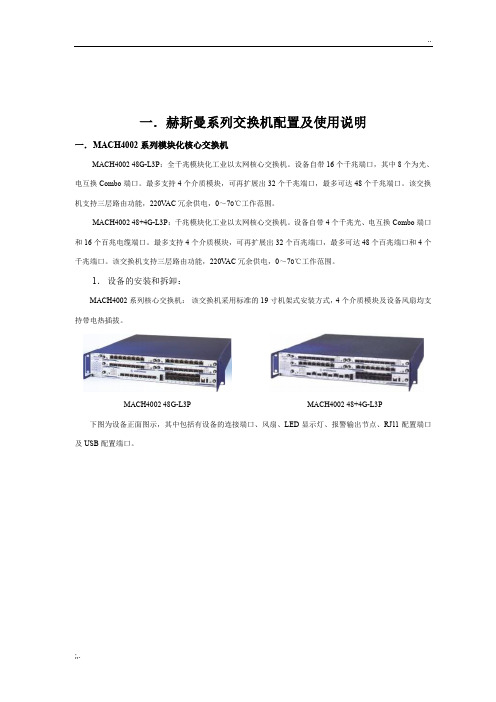
一.赫斯曼系列交换机配置及使用说明一.M ACH4002系列模块化核心交换机MACH4002 48G-L3P:全千兆模块化工业以太网核心交换机。
设备自带16个千兆端口,其中8个为光、电互换Combo端口。
最多支持4个介质模块,可再扩展出32个千兆端口,最多可达48个千兆端口。
该交换机支持三层路由功能,220V AC冗余供电,0~70℃工作范围。
MACH4002 48+4G-L3P:千兆模块化工业以太网核心交换机。
设备自带4个千兆光、电互换Combo端口和16个百兆电缆端口。
最多支持4个介质模块,可再扩展出32个百兆端口,最多可达48个百兆端口和4个千兆端口。
该交换机支持三层路由功能,220V AC冗余供电,0~70℃工作范围。
1.设备的安装和拆卸:MACH4002系列核心交换机:该交换机采用标准的19寸机架式安装方式,4个介质模块及设备风扇均支持带电热插拔。
MACH4002 48G-L3P MACH4002 48+4G-L3P 下图为设备正面图示,其中包括有设备的连接端口、风扇、LED显示灯、报警输出节点、RJ11配置端口及USB配置端口。
LED显示灯位于正面左下方,如下图所示:交换机的背面为基本电源模块安装位置,如下图所示:2.设备的配置:设置IP地址的方法:1.通过超级终端的命令行(需要有专用的线缆:串口转V.24);2.通过HiDiscovery 软件,搜索所有的网络设备,设置其IP地址和子网掩码;3.使用BOOTP和DHCP服务器来设置IP地址。
(本方法不推荐在这里使用); 4.使用自动设置适配器ACA21(USB接口)常用的配置方法:1.通过超级终端的命令行(同上);2.通过WEB界面(需要IE5.5以上,并且要装有JA VA 1.3以上),在IE地址栏里输入交换机的IP地址,即可访问设置界面。
每次更改设置需要点击“SET”按键,并选择保存; 3. 使用网管软件HiVision进行配置,每次的修改同样需要进行SET和保存。
第1讲 认识并熟悉Mastercam X2

图1-17 设置拉伸参数
图1-18 拉伸实体结果
5.
(1) (2) (3) (4)
创建拉伸实体2。
取消隐藏图层3。 执行【实体】/【拉伸】命令。 选择两个外圆作为拉伸截面,如图1-19所示,单击 按钮确定。 然后系统打开【实体拉伸的设置】对话框,在该对话框中设置 拉 伸的深度为15,拉伸的方向向上,设置完成后单击 按钮确定, 结 果如图1-2弹出的 菜单中选择【自动抓点】选项,除保留【相切】选项外,关 闭其他的自动抓点功能。
(4)
单击 按钮,再在弹出工具栏中单击 果如图1-14所示。
按钮,修剪图形,结
图1-12 绘制圆
图1-13 绘制公切线
图1-14 修剪图层
(5)
隐藏图层2,将图层3设置为当前图层,使用 圆,如图1-15所示。
按钮,绘制出两个
4.
(1) (2)
创建拉伸实体1。
隐藏图层3和图层1,取消隐藏图 层2,将图层4设置为当前图层。 执行【实体】/【拉伸】命令。
(3)
(4)
设置【视图模式】为“等角视图”。
选择外部封闭的截面,选取外边 界的任一线条,系统将自动选中与 之相接的图素,选取效果如图1-16
图1-15 绘制圆
四、基本设计要点
掌握Mastercam X2的以下设计要点可以帮助用户更好地使用该软件。 • 造型方法的选择:几何建模是现代CAD技术的核心,没有模型, 现代制造业就没有实现的载体。Mastercam X2提供了线框、曲面和实体 等3种造型方法,数控编程人员可以按加工要求和设计需要进行选择。 • 图形的编辑与修改:对设计图形进行编辑和修改是保证设计正 确性和精确性的重要手段。必须熟练掌握各种图形编辑和修改工具的用 法。
mach3教程

m a c h3教程本页仅作为文档封面,使用时可以删除This document is for reference only-rar21year.March安装培训教程声明:本雕刻机作为网络交流的个人作品,成品及半成品及套件并非严格意义上的商品,使用者需具备相关知识,凡是涉及机械、电子、计算机的设备都有可能因使用不当或病毒、与其它软件兼容原因等造成故障,此故障可能造成一定的危险及经济损失,本人不对直接及间接损失承担相应责任。
有关软件版权:本机器所涉及的相关软件均来自互联网,原作者享有版权,作为学习了解之用请及时删除并购买授权软件,使用没有授权的软件造成一切损失及法律问题由使用者自行承担。
有关培训范围:本人只对CNC雕刻机承担相应的责任,货款只是设备本身的价格未包含任何软件及软件培训费用,货到后用户在手册指导或通过网络在作者指导下设备调试成功即确认作者的工作完成,本设备使用过程中所涉及到的所有软件不在作者的培训责任之内,作者只能给予适当知道及在自己则能力之内给予答疑解惑网络时代请广大玩家尽量利用网络工具求助交流设备及软件的安装及设置警告:变频主轴属于精密高速专业主轴,变频是设置非常专业,设置不当将造成变频器和主轴电机的损毁,用户不要私自更改变频器设置,不要拆解主轴电机和变频器,变频器内部有高压可能对您造成伤害,变频器的频率很高如果设备接地不合格可能对系统造成干扰不能正常工作。
数控雕刻机是依靠相关软件控制工作的,设备上的一些安全触发装置也是依靠正确的软件设置才能正常运行,在没有完全确认设置正确的情况下冒然装刀试机可能都设备造成永久的损伤!本设备采用计算机并行接口和PC连接,控制软件MACH3通过并口端口控制雕刻机各轴按照指令运行WINDOWS请用sp2版本,其他版本可能出问题提示:并口(打印口)要求工作在EPP模式,任何其它模式可能造成雕刻机不能正常运行,有关EPP模式的设置应在计算机主板BIOS中进行,各个厂家的设置方法不尽相同,请参阅计算机的说明书进行设置。
Mastercam X2应用与实例教程(第2版)第6章
6.1 外形铣削
也称轮廓铣削,是指沿着零件的边界轮廓对工件外形进行铣削加工。
6.1.1 外形铣削的操作步骤
(1)选择【机床类型】(Machine Type)/【铣削系统】(Mill)/【默认】 (Default)命令 。 (2)设置加工环境(定义刀具、设置工件尺寸与原点、安全区域等 )。 (3)选择【刀具路径】(Toolpaths)/外形铣削(Contour)命令,并输 入新NC文件的名称 。 (4)定义所需加工的工件轮廓边界 。 (5)设置外形铣削的刀具参数。 (6)设置外形铣削的专用参数 。 (7)刀具路径模拟或实体切削验证 。 (8)后置处理,创建NCI文件和NC文件。
Mastercam X2应用与实例教程
6.1.2 外形铣削的加工类型
1.2D/3D外形铣削加工 二维外形铣削产生的是二维刀具路径,即刀具路径的铣削深度固定不变; 三维外形铣削可以产生二维或三维的刀具路径。 2.2D/3D外形倒角加工 外形铣削后,可选择倒角专用成型铣刀进行二维或三维外形倒角加工。
(a)二维的外形铣削路径 (b)三维的外形铣削路径 图6.8 三维外形铣削的刀具路径
Mastercam X2应用与实例教程
第6章 二维加工
Mastercam X2应用与实例教程
本章学习目标
掌握刀具路径生成的基本步骤
掌握外形铣削的基本方法 掌握挖槽加工的基本方法 掌握平面铣削的基本方法 掌握钻孔加工和雕刻加工的基本方法 能独立完成简单的二维零件加工
Mastercam X2应用与实例教程
图6.9 外形倒角加工的设定
Mastercam X2应用与实例教程
3.斜插下刀加工 仅对二维串连外形有效,用于对整个轮廓外形采用斜线渐降的进刀方式进 行加工。 4.残料加工 对大尺寸刀具及大进刀量粗加工后的区域,自动搜素工件残料余量进行加 工。
龙泉站MACH2系统非保护性跳闸分析
一
板 卡及 其相关 盘柜 内板 卡) 。
M AC H2系 统 双 主 机 监 测 的 非 电气 量 超 过 量 程
次设 备 自身保 护检测 到故 障引起 的跳 闸 。龙 泉站
[ 图 分 类 号] TM7 11 中 2 . [t 标 识 码 ] B 3献 [ 章 编 号] 10 —96 2 1 ) 10 2 —3 文 0 63 8 (0 20 ~0 20
Ana y i f t n p o e tv i n Lo g u n Co v r e l s so he No 。 r t c i e Tr p i n q a n e t r
[ e od] n np oet eti ;h s c ek K yw rs o —rtci r v p o t h c ;DC ta s sins se rn mi o y tm s
1 故 障简 介
高压 直 流输 电控 制 保 护 系 统 MACH2非 保 护
性 跳 闸是指 检测 系统检测 到被 检测 系统 的两套 控制
机 退 出“ 运行 ” 状态 , 此 时 另一 套 B系统 主 机 也 出 若 现 严重 故 障 或 因硬 、 件 故 障 死 机 , C 软 P P系 统 主机 则 立 即动作 跳开极 I( 或极 Ⅱ) 换流 变高 压侧 交流 断
路器 。
态 , AC 4 则 P 1主机判 断 AF 8 1 8 2均退 出“ P 2/2 运行 ” 状 态 , 第 三 大 组 交 流 滤 波 器 进 线 断 路 器 58 、 将 0 2
・
2 ・ 2
MCD2快速入门
MCD2快速入门篇第一章、安装软件:1.1先不要连接硬件,将产品配套光盘放入要安装软件的电脑光驱内,打开光盘下\mplabide文件夹,执行下面的MPLABV6.60.EXE开始安装软件。
1.2按提示操作执行软件的安装,安装完成后按系统提示重新启动计算机.注意:在WIN98下安装IE6.0的环境下,MPLAB IDE 6.XX安装完后调用IE时显示帮助文件,被IE6.0拒绝,之后运行MPLAB IDE会出现"非法操作"然后退出。
解决方法:主要原因是安装程序因为IE6.0的无法调用而退出,后面的动态连接库没有注册到WINDOWS的注册表。
只要执行X:/Program Files/MPLABIDE/dlls/egister.bat便可解决问题。
如果安装的软件不能打开或使用,可能是光盘在刻录时数据丢失,这时就请你到我们的网站“技术资料”一栏重新下载一个MPLAB IDE V6.60安装.第二章、设置串口属性:(先不要连接硬件)2.1打开“我的电脑”进入“控制面板”,执行“控制面板”下“系统”,进入“硬件”一栏点击“设备管理区”,进入设备管理区点击“端口(COM和LPT)”,下拉出电脑现在存在的几个端口.2.2现在将对我们MCD2将要使用的串口进行设置(注意:设置好以后,MCD2必须固定这个串口或USB口),双击我们要使用的串口如:“通信端口(COM1)”,此时将弹出COM1的属性设置窗,进入“端口设置”一栏,将串口的流控制设为硬件,如下图:2.3点击“高级(A)”进入缓冲设置窗口,关闭串口的使用FIFO缓冲区即将前面的钩去消,如上右图。
2.4设置好以后点击“确定”退出高级设置,再“点击”确定退出串口属性设置,关闭设备管理区以及控制面板等。
2.5重新启动电脑以使上面的硬件设置生效。
第三章、U SB驱动程序的安装:3.1用随机配套的USB连接线连接MCD2主机至电脑,先可以不用连接用户板或实验板。
mach3铣床使用说明
策略 ................................................................................................................................. 4-7 开关 ................................................................................................................................. 4-8 开关的安装位置 .............................................................................................................. 4-9 Mach3 如何使用共享开关 ............................................................................................... 4-9 运行中的基准 ................................................................................................................ 4-10 其他复原和限位选项及注意事项.................................................................................. 4-10
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
MACH2的简单使用教程
作者:htht99 原载:磁动力电子论坛
做这个教程的原由是看到很多爱好者发帖求问,而回帖的基本没有
首先声明,偶不是高手,半瓶醋而已,所以作的很简单,但看明白了雕刻机可以运行,
请高手指导,偶也顺便学习下
首先下载MACH2和破解(废话)点机安装文件一路NEXT
图1(点击看大图)
图2(点击看大图)
图3(点击看大图)
把破解文件复制到C盘(默认安装目录)MACH2根目录下覆盖原文件
图4(点击看大图)
运行桌面的Mach2Mill,点击配置----端口和引脚选相
图5(点击看大图)
点输出脚分配,根据你的驱动板设置各端口引脚号
图6(点击看大图)
再点电机运行参数调整,每单位步数的意思是行走1MM的距离所需要的步数,根据你
用的丝杆螺距设置,假如螺距为5MM,驱动板设置为整步,那么1MM需要40步。速度和
加速度设置要根据你用的电机慢慢由低到高调,以电机不失步为原则,此时是你的电机最高
运行速度,刻硬质材料要调低速度,调整时要一轴调好保存在调下一个轴参数,最后别忘了
点确定保存
图7(点击看大图)
调好后点REST,让不停变换的红绿状态固定在绿色上
图8
点击文件--加载G代码
图9(点击看大图)
点Cycle Start? Alt-r运行G代码,至此雕刻机可以动作了
图10(点击看大图)
PS:仓促之做,水平有限难免出现错误,请指正我会修改