04_Pre-launch control plan(试生产控制计划)
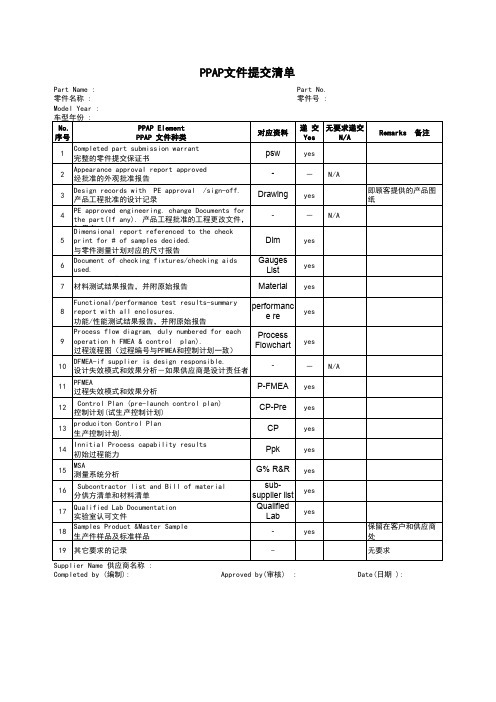
PPAP文件提交清单
3
Design records with PE approval /sign-off. 产品工程批准的设计记录
PE approved engineering. change Documents for 4 the part(If any). 产品工程批准的工程更改文件,
如Di果me有nsional report referenced to the check 5 print for # of samples decided.
yes
Process flow diagram, duly numbered for each 9 operation h FMEA & control plan).
过程流程图(过程编号与PFMEA和控制计划一致)
Process Flowchart
yes
10
DFMEA-if supplier is design responsible. 设计失效模式和效果分析-如果供应商是设计责任者
PPAP文件提交清单
Part Name : 零件名称 : Model Year : 车型年份 :
No. 序号
PPAP Element PPAP 文件种类
1
Completed part submission warrant 完整的零件提交保证书
2
Appearance approval report approved 经批准的外观批准报告
-
- N/A
11
PFMEA 过程失效模式和效果分析
P-FMEA yes
12
Control Plan (pre-launch control plan) 控制计划(试生产控制计划)
CP-Pre yes
PPAP
Supplier:供应商:Customer:EMCON Technologies 客户:Part Name:零件名称:Part No.:零件号:E4038933EMCON TechnologiesTAIL PIPE ASSY 尾管总成Ningbo Jiangbei BaoLong Exhaust System Co.,LTD宁波市江北保隆消声系统制造有限公司Production Part Approval ReportPPAP批准报告Project:项目名称:Part Name :Part No.零件名称 :零件号 :PPAP submit date:No. of samples submitted for PPAP : PPAP 提交日期:提交PPAP 的样品数量 :No.序号递 交Yes无要求递交N/A 1√2√3√4√5√6√7√8√9√10√11√12√13√14√15√16√17√18√19√20√21√22√23√Completed by(编制): 占丰生Approved by(审核): 谢移财Date(日期):2008.4.12Qualified Lab Documentation 实验室认可文件Sample Product & Master Sample 生产件样品及标准样品Subcontractor list and Bill of material 分供方清单和材料清单Bull Material Requirements Checklist(for Bulk material PPAP only)散装材料要求检查清单Floor plan场地平面布置图Packaging Specifications 包装规范Innitial Process capability results 初始过程能力MSA测量系统分析Produciton Control Plan 生产控制计划Pre-launch control plan 试生产控制计划Design Failure Mode and Effect Analyis -if supplier is design responsible.设计失效模式和效果分析-如果供应商是设计责任者Process Failure Mode and Effect Analyis 过程失效模式和效果分析Functional/performance test results-summary report with all enclosures.功能/性能测试结果总结报告,并附原始报告Process flow diagram, duly numbered for each operation (co-relate with FMEA & control plan)过程流程图(工位编号与FMEA 和控制计划一致)Document of checking fixtures/checking aids used检具及检查辅具文件Material test results summary report (incl. All child parts) with all enclosures in original 材料测试结果总结报告,包括所有分零件,并附原始报告Dimension checked print for all parts (Inclusive assembly or sub-parts)对所有零件尺寸检查标识-包含总成、零件总成、零件图Dimensional report referenced to the check print for # of samples decided 与尺寸检验标识对应的尺寸报告Criticial characteristic / specification characterisitc listCC/SC 特殊性清单PE approved engineering. change Documents for the part(If any).产品工程师批准的工程更改文件(如果有)Appearance approval report approved经批准的外观批准报告Test specification with PE approval /sign-off产品工程部\师批准或签发的试验规范PPAP ElementPPAP 文件种类Remarks 备注Completed part submission warrant完整的零件提交保证书尾管总成E4038933 2008.4.15PPAP Checklist PPAP 检查清单Supplier name:宁波市江北保隆消声系统制造有限公司尾管总成供应商名称:铸模/型腔/生产过程 Mold / Cavity / Production Process 冲压模、组装夹具/1出1、1出1/ 冲压、装配声明 Declaration解释/说明 Remark/Explanation :N/A授权的供方代表签字职务日期Supplier Deputy SignaturePosition TitleDate零件认可情况□批准 □拒绝Decision of Part Approval Approved Rejected Periodic Approved- Deviation Application No.主管工程师签字/日期主管部门经理签字/日期Responsible Engineer Signature / DateConcerned Dept Manager Signature/DateFor Customer Usage Only□临时批准----偏差申请单编号( )我在此声明,本保证书使用的样品是我们的代表性零件;已符合顾客图样和规范的要求;是在正常生产工装上使用规定的材料制造而成,没有不同于正常加工过程的其他操作。
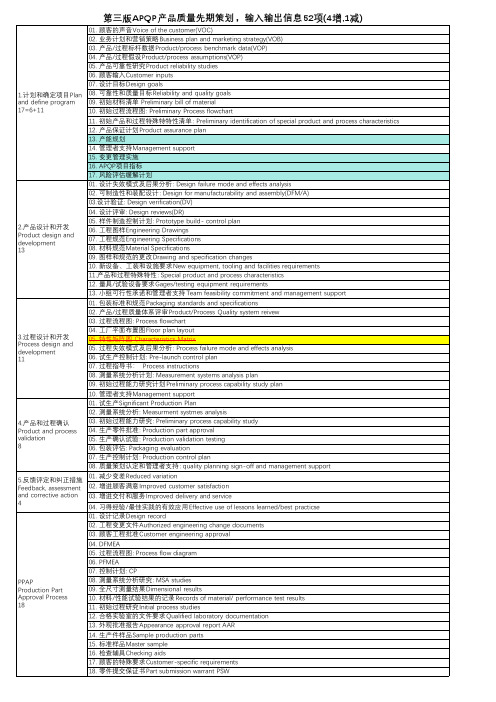
第3版APQP输入输出信息资料
PPAP Production Part Approval Process 18
01. 设计记录Design record 02. 工程变更文件Authorized engineering change documents 03. 顾客工程批准Customer engineering approval 04. DFMEA 05. 过程流程图: Process flow diagram 06. PFMEA 07. 控制计划: CP 08. 测量系统分析研究 : MSA studies 09. 全尺寸测量结果Dimensional results 10. 材料/性能试验结果的记录 Records of material/ performance test results 11. 初始过程研究Initial process studies 12. 合格实验室的文件要求 Qualified laboratory documentation 13. 外观批准报告Appearance approval report AAR 14. 生产件样品Sample production parts 15. 标准样品Master sample 16. 检查辅具Checking aids 17. 顾客的特殊要求Customer-specific requirements 18. 零件提交保证书Part submission warrant PSW
35
DFM/A
36 2.2 产品开发
设计验证
37
设计评审
38
产品和过程特殊特性清案
40 2.4 样件制造 41
样件-CP A-8样件-CP检查清单
42 2.5 工程图样
工程图样
43 2.6 工程规范
顾客技术协议工程规范
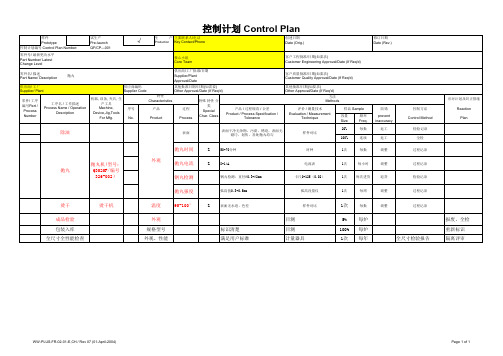
控制计划Control Plan
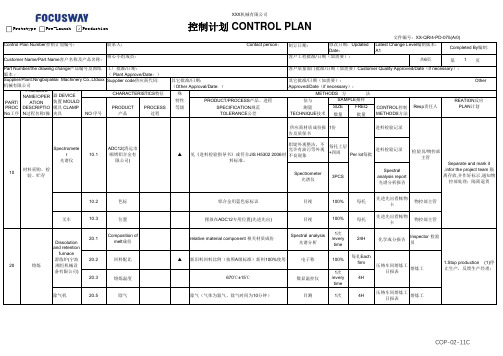
制订日期:共6页第1页SPEC特殊CHAR特性PRODUCT/PROCESS产品、进程EVALUATION/评估与PRODUCT PROCESS CLASS等级SPECIFICATION规范MEASUREMENT测量SIZE FREQ CONTROL控制产品过程TOLERANCE公差TECHNIQUE技术数量批量METHODS方法供应商材质成份报告及质保书1份进料检验记录铝锭外观整洁,不允许有油污等外观不良现象每托上层+四周进料检验记录10.2色标铝合金用蓝色标标识目视100%每托先进先出看帐物卡物控部主管叉车10.3位置摆放在ADC12专用位置(先进先出)目视100%每托先进先出看帐物卡物控部主管20.1Composition ofmelt成份relative material component 相关材质成份Spectral analysis光谱分析1次/everytime24H化学成分报告Inspector 检验员20.2回料配比▲新旧料回料比例(按照A级标准)新料100%使用电子称100%每扎Eachfirm20.3熔炼温度670℃±15℃数显温控仪1次/everytime4H除气机20.5除气除气(气体为氮气、除气时间为10分钟)目测1次4H 压铸车间熔炼工日报表熔炼工Customer Name/Part Name客户名称及产品名称:核心小组成员:客户工程批准/日期(如需要):Part Number/the drawing change产品编号及图纸版本:工厂批准/日期:( Plant Approve/Date:)客户质量部门批准/日期(如需要)Customer Quality Approved/Date(if necessary):控制计划 CONTROL PLAN文件编号:XX-QR/4-PD-075(A/0)Control Plan Number控制计划编号:联系人: Contact person:修改日期:UpdatedDate:Latest Change Level编制版本:A1Completed By编制:Supplier/Plant:Ningbojialilai Machinery Co.,Ltdxxx 机械有限公司Supplier code供应商代码:其它批准/日期:(Other Approval/Date: )其它批准/日期(如需要): OtherApproved/Date(if necessary):PART/ PROC No工序PROCESSNAME/OPERATIONDESCRIPTION过程名称/操MACHINE机器 DEVICE装置 MOULD模具 CLAMP夹具CHARACTERISTICS特征METHODS 方法NO 序号SAMPLE抽样Resp责任人REATION反应PLAN计划10材料采购、检验、贮存Spectrometer光谱仪10.1ADC12(清远市顺博铝合金有限公司)20熔炼Dissolutionand retentionfurnace溶炼炉(宁波湘恒机械设备有限公司)1.Stop production (1)停止生产,反馈生产经理;压铸车间熔炼工日报表熔炼工▲见《进料检验指导书》或符合JIS H5302 2006材料标准。
控制计划-中英文
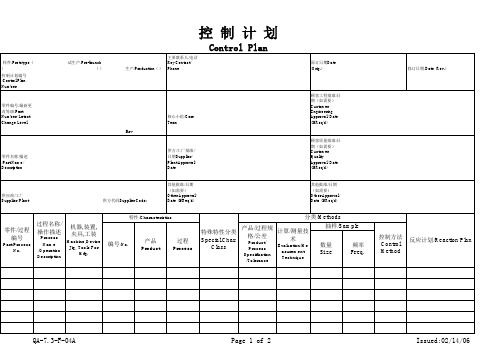
控制方法 Control Method
反应计划/Reaction Plan
QA-7.3-F-04A
Page 1 of 1
Issued:02/14/06
控 制 计 划
Control Plan
样件/Prototype ( ) 试生产/Pre-launch ( ) 生产/Production ( ) 主要联系人/电话Key Contact/ Phone 原订日期Date (Orig.) 修订日期/Date (Rev.) 控制计划编号/Control Plan Number 零件编号/最新更改等级/Part Number/ Latest Change Level Rev. 零件名称/描述/Part Name/ Description 供方/工厂批准/日期Supplier/ Plant Approval/ Date 顾客质量批准/日期(如需要)Customer Quality Approval/ Date (If Req'd) 核心小组/Core Team 顾客工程批准/日期(如需要)Customer Engineering Approval/ Date (If Req'd)
供应商/工厂Supplier/ Plant
供方代码Supplier Code:
其他批准/日期(如需要)Other Approval/ Date (If Req'd)
其他批准/日期(如需要)Other Approval/ Date (If Req'd)
特性/Characteristics
零件/过程 编号
称/ 操作描述
Process Name /Operation Description
抛丸控制计划
Product
过程 Process
特殊 特性 分 类
Special Charoduct / Process Specification /
Tolerance
创建日期 Date (Orig.)
客户工程批准/日期(如要求) Customer Engineering Approval/Date (If Req'd)
样品 Sample
容量 Size
频率 Freq.
除油
表面
表面干净无杂物、污渍、锈迹,表面无 碰巧、划伤,各处抛丸均匀
样件对比
20% 100%
每批 连续
修订日期 Date (Rev.)
防错 prevent inaccuracy
返工 返工
抛丸时间
Z
50-70分钟
时钟
1次
每批
调整
抛丸
抛丸机(型号: Q3525F/编号
客户质量批准/日期(如要求) Customer Quality Approval/Date (If Req'd)
其他批准/日期(如要求) Other Approval/Date (If Req'd)
方法 Methods
评价 / 测量技术 Evaluation / Measurement
Technique
Page 1 of 1
Supplier/Plant
Approval/Date
供应商编码
其他批准日期/日期(如需要)
Supplier Code
Other Approval/Date (If Req'd)
机器, 设备, 夹具, 生 产工具
Machine, Device,Jig,Tools
控制计划程序文件
1. Purpose and objective2. Process definitions2.1 Scope2.2 Process responsibility2.3 Involved functional divisions 2.4 Definitions2.5 Measurables3.0Procedure3.1 Control plan for prototypes3.2 Control plan for pre-launch3.3 Control plan for production3.4 Product and process changes, relocation of production3.5 Archiving4. Notes and remarks5. Other applicable documents 1. 目的2.过程定义2.1范围2.2过程职责2.3相关职能部门2.4 定义2.5评价3.0流程3.1 样件控制计划3.2试生产控制计划3.3 生产控制计划3.4产品和工艺变更,生产地的变更3.5 存档4. 备注和注释5. 其他适用文件During product and process development, every individual production step for product manufacture must be planned in such a way thatadherence to all specified product characteristics is guaranteed using controlled, economicalsequences.all planned production, assembly and testing sequences for a product from receipt of theproduction materials through to delivery of thefinished product to the customer are collated in aclearly manageable layout in the form of a controlplan.changes to described production, assembly and testing sequences are only introduced followingprior assessment and approval.The control plan is maintained as a controlled document 在产品和工艺发展阶段,产品制造的每一步生产步骤必须以下的方式进行计划:确保所有规定的产品特性在生产过程中受控以及经济的。
控制计划书
分析仪器确认
8-15min
自动确认/ 计时器确认
4A/dm2
目视确认/电流表确认
开缸/添加时 1回/1日
分析记录表
生产担当 分析员
每LOT
生产作业记录 生产担当
每LOT
生产作业记录 生产担当
PH
9.5-10.5
目视/PH试纸
每LOT
生产作业记录 生产担当
温度
45-50℃
目视确认/温度计确认
每LOT
生产作业记录 生产担当
目视/标识票确认
分析仪器确认
目视/PH试纸 自动确认/ 计时器确认 目视确认/温度计确认 目视确认 目视确认
开缸/添加时 1回/1日
分析记录表
生产担当 分析员
每LOT
生产作业记录 生产担当
每LOT
程序检查 生产担当
每LOT
生产作业记录 生产担当
生产担当
添加 仪表自校
6
酸活化
酸洗槽
镀层密着性 脱脂能力
主要联系人/电话:孟海冰 13316361101 Core Team核心小组: 项目小组: 孟海冰 刘胜 黄永孝 黄亮 毛书丹
Date(Orig.) 编制日期: 2008.03.05 版本号:A 审核:
Date(rev.) 修改日期: 2008-07-25
日期:
Customer Engineering Approval /Date (If Req’d)
2
上挂具
装置・夹具・ 模具
部品
挂具 塑胶 支点
加工管理
N 说明
管理项目
惠州市新协和表面处理厂
管理标准
管理方法
客户LOT号/不良品 数量
PPAP文件5-控制计划
Control
Prototype 样件 Pre-launch 试生产 Production 生产 Ctrl. Plan No.控制计划编号 Part No./Rev. 零件号/更改级别: Supplier Part No.供应商零件号: Part Name/Description 零件名称 Supplier/Plant 供应商 Supplier Code 供应商代号
Evalua. /Meas. Technique 评价/测量技术
Page 2 ate(Orig.) 编制日期 Date(rev.) 修改日期 Customer Engineering Approval /Date (If Req’d) 顾客工程批准/日期(如需要) Customer Quality Approval/Date (If Req’d) 顾客质量批准/日期(如需要) Other Approval/Date (If Req’d) 其它批准/日期 (如需要)
工序 号
Operation Description
工序名称
Machine, Jig Tools for Mfg.
Characteristics 特性
No 编 号
Product 产品
Process 工艺
生产设备
Product/Process Specification/Tolerance 产品/工艺规范/公差
Characteristics 特性 Product 产品 Process 工艺
生产设备
Special C&C 特殊 特性
Methods 方法
Product/Process Specification/Tolerance 产品/工艺规范/公差 Evalua. /Meas. Technique 评价/测量技术
铸造控制计划范例
核心小组 Core Team
零件名/ 描述 Part Name/ Description
合金铝锭
供应商/ 工厂 Supplier/ Plant 有限公司
零件/ 工序 编号Part / Process Number
工序名 / 工作描述 Process Name / Operation
Description
热电偶测试仪
100% 每炉
《铸铝锭生产卡》
取样温度
720-740℃
热电偶测试仪
100% 每炉
氢气含量
Z 0.15-0.20ml/100g
测氢仪
1次 每炉
《铸铝锭生产卡》
精炼温度
Z 730-750℃
热电偶测试仪
100% 每炉
炉内处理
保温炉
渣滓含量
精炼时间
Z 20-25分钟 Z 铝水表面无明显渣滓
时钟 目测、K模试验
目测核对
样品 Sample
容量 Size
频率 Freq.
1次 每批
验证供应商材质报告 1次 每批
化学元素分析
1次 每批
验证供应商材质报告 1次 每批
磅秤
100% 每炉
光谱分析仪
1次 每炉
热电偶测试仪
100% 每炉
自动温控仪
连续 每炉
目测、K模试验
100% 每炉
防错
控制方法
prevent inaccuracy
客户质量批准/日期(如要求) Customer Quality Approval/Date (If Req'd)
其他批准/日期(如要求) Other Approval/Date (If Req'd)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
6
11.38+0.14
NQ-040-67
Altimeter
0.01/0-300
Process checking recorder
1
40%
Measuring instruction paper
Tracing/
Adjustment
/re-checking
Production/ Quality
Incoming material checking records
1
Each batch
Each batch
Separate/
reject
Quality
Material
SAE1215
Chemical composition and Mecs
Incoming material checking records
Prototype样件◄ Pre-launch试生产
Production生产Ctrl. Plan No.控制计划编号2005-10-25-26267
Key Contact/phone联系人/电话
Hou Lai You 86-025-84350565
Date(Orig.)编制日期2005-10-25
Date(rev.)修改日期
1
5%
Measuring instruction paper
Tracing/
Adjustment
/re-checking
Production/ Quality
4
Position
Φ0.14AB
CMM
CMM checking records
1
5%
Measuring instruction paper
Tracing/
23
Diameter
7
Φ20.10+0.01
–0.05 *
NQ-030-67
Micron Gauge 0.001/0-25
Process checking recorder
1
40%
Measuring instruction paper
Tracing/
Adjustment
/re-checking
Production/ Quality
26267rev2coreteam核心小组tanruichunqinchaoyinyuqianghoulaiyoucustomerengineeringapprovaldatereqd顾客工程批准日期如需要partnamedescription零件名称pivotmainsupplierplantapprovaldate供应商工厂批准日期customerqualityapprovaldatereqd顾客质量批准日期如需要supplierplant供应商promaxengineeringnanjingyuejinjingdingmotorpartsco
007
lathe machining 2
NC lathe TC30A
12
Length
2
18.85 +0.12
–0.16 *
NQ-030-67 Micron Gauge 0.001/0-25
Process checking recorder
1
40%
Measuring instruction paper
Separate
/reject
Production/ Quality
004
Heat press
Press machine
Process dimensions
¢13+0.5*10.0+0.5
φ30+0.5*8.5+0.5
φ22+0.5*9.5+0.5
φ18+0.5*16.0+0.5
NQ-010-67
Caliper
0.01/0-125
Process checking recorder
1
10%
Measuring instruction paper
Tracing/
Adjustment/
re-checking
Production/ Quality
005
Turning
Meter lathe
Process dimensions
for Mfg.
生产设备
Characteristics特性
Special
C & C
特殊特性分类
Methods方法
Reaction
Plan
反应
计划
Dep.
Resp.
责任部门
Product/Process Specification/
Tolerance
产品/工艺规范/公差
Evalua. /Meas.
Technique
7
Length
3.47+0.18
NQ-040-67
Altimeter
0.01/0-300
Process checking recorder
1
10%
Measuring instruction paper
Tracing/
Adjustment
/re-checking
Production/ Quality
21
25
Position
Φ0.14AB
CMM
CMM checking records
1
5%
Measuring instruction paper
Tracing/
Adjustment
/re-checking
Production/ Quality
9
Position
Φ0.14AB
CMM
CMM checking records
Supplier Code供应商代号PRO360
Other Approval/Date(If Req’d)
其它批准/日期(如需要)
Other Approval/Date (If Req’d)
其它批准/日期(如需要)
Proc No.
工序
号
Operation
Desc
工序名称
Machine,
Jig Tools
5
Diameter
Φ28.58+0.22
–0.26 *
NQ-010-67
Caliper
0.01/0-125
Process checking recorder
1
10%
Measuring instruction paper
Tracing/
Adjustment
/re-checking
Production/ Quality
10.0+0.4
NQ-010-67
Caliper
0.01/0-125
Process checking recorder
1
10%
Measuring instruction paper
Tracing/
Adjustment
/re-checking
Production/ Quality
006
lathe machining 1
Part No./Rev.零件号/更改级别:26267-REV.2
Supplier Part No.供应商零件号:26267-REV.2
Core Team核心小组
Tan ruichun,Qin chaoyin,Yu qiang,Hou lai you
Customer Engineering Approval /Date (If Req’d)
Tracing/
Adjustment
/re-checking
Production/ Quality
顾客工程批准/日期(如需要)
Part Name/Description零件名称PIVOT MAIN
Supplier/Plant Approval/Date供应商/工厂批准/日期
Customer Quality Approval/Date (If Req’d)
顾客质量批准/日期(如需要)
Supplier/Plant供应商Promax Engineering/NanJing Yuejin Jingding Motor Parts CO,.lTD
8
Diameter
3
Φ16.85+0.05
–0.09 *
NQ-030-67
Micron Gauge 0.001/0-25
Process checking recorder
1
40%
Measuring instruction paper
Tracing/
Adjustment
/re-checking
Production/ Quality
Tracing/
Adjustment/
re-checking
Production/ Quality
10
Chamfer
0.50+0.25*45°+1°
Multi angle gauge(2′)
Process checking recorder
1
10%
Measuring instruction paper
Process Length
4.1+0.10
0
NQ-010-67
Caliper
0.01/0-125
Process checking recorder
1
10%
Measuring instruction paper