腰鼓形兜孔保持架数控车加工
111509轴承保持架冲孔模的改进设计

111509轴承保持架冲孔模的改进设计
雷敬之
【期刊名称】《机械工人:热加工》
【年(卷),期】1992(000)011
【摘要】我厂每年生产“1”类轴承约20万套,以111509为例,每套轴承需两个葵形保持架配套(保持架产品见图1),在冲保持架窗孔时,一直采用单个冲孔法,在生产批量不大时,采用此法,模具简单。
但是随着生产批量的不断增大,保持架车间每年要承担该型号保持架20余万件的任务。
【总页数】2页(P18-19)
【作者】雷敬之
【作者单位】无
【正文语种】中文
【中图分类】TG385.2
【相关文献】
1.轴承浪形保持架冲孔模退料环的工艺改进 [J], 于春凤;孙福利
2.微型轴承冠形保持架压球窝模具改进设计 [J], 高飞;宗晓明;权超健;陈怀刚
3.圆锥滚子轴承保持架兜孔形状及压坡面素线改进设计 [J], 温春国;张广宪;柳雪芹;赵培振;郑广会
4.大型推力圆锥滚子轴承保持架设计改进 [J], 赵红霞;丁世平
5.球轴承C型保持架一次冲孔模设计 [J], 张振钦;张红英
因版权原因,仅展示原文概要,查看原文内容请购买。
基于DEFORM-3D的CARB轴承弧形滚子冷滚轧成形分析
( o eeo eh t n a E gne n , e a n esyo c n eadT cnlg ,uyn 7 0 3 C i ) Cl g f e a oi l n i r gH nnU i r t f i c n eh o y L oag4 10 ,hn l M r e ei v i S e o a
An l ss o l li g Fo m i fAr le sf r CARB a i g a y i n Cod Roln r ng o c Ro lr o Be rn s
Ba e n DEFOl sd o 一3 D
MA Bo, ZHANG u L o—p n W ANG e g—f i CHEN a i g, Pn e, Yu n—fn ag
Ab t a t y u i g f i lme ta a y i s f a e DE ORM 一3 ,t e c l ol g fr n rc s fa c r l r o sr c :B s nt ee n n l s o t r F n i e s w D h od r l n o mi g p o e so r ol s f r i e
-
⑨
圆 周1等分 孔 2
座 与 主轴锥 形 孔 紧 密 配 合 , 主 轴 带 动 工 装 和 工 使 件 一起 旋转 。旋 转定 位杆 等 分孔 采 用 精 密镗 床 加 工 , 以根据 工件 的 大小 及 兜 孔 等 分 数 加 工 出多 可 种 规格 的产 品 , 少 了工 装 部 件 的 重 复 制 造 。在 减
CR A B轴 承是 近 年来 广 泛 应 用 于 机 械工 业 中
的新 型 轴承 , 滚 子为 带有 弧 形 的柱 状 滚 子 , 种 其 此 独 特 的结 构特 点较 适合 采 用 冷滚 轧 成 形工 艺 。冷
菊形保持架成形凸模的数控电火花线切割加工

并插入销子。以 q ) mm 孔 为 坐 标 原 点 , 钼 丝 7 按
移 动 的距 离为 起 切点 编 写各 爪 的程序 , 工 出尺 加
图 2 线切 割加 工 凸 模 料 坯
兰 ! 兰
二 鱼 轴承 Z
2 1年 1期 02 0
CN41— 11 /TH Be rng201 No 1 48 ai 2, . 0
摘要: 分析 10 调心球轴 承菊形保 持架成形凸模传统加 工工 艺存 在的不 足 , 21 改进 采用 数控 电火花线 切割进行 加工, 提高 了凸模精度 、 寿命和生产效率 。 关键 词 : 调心球轴 承 ; 菊形保持架 ; 控电火花线切割 ; 具 数 磨 中图分 类号 :H13 3 5 T 4 4 T 3 .3 ;G 8 文献标 志码 : B 文章编号 :0 0—36 ( 0 2 1 0 2 10 7 2 2 1 ) 0— 05—0 2
持 架 凸模加 工 过程 中 找正 十 分 困难 , 且 单 个 爪 而
的强度 较低 , 热处 理后 磨 削加工 中容易 折断 , 经 造
成废 品 率 高 , 时 高 达 4 % 以 上 ; 削 加 工 有 0 磨
m . m圆弧 面 时 还 需要 一 套 复杂 的工 装 ; 具 5m 模 装 配时 由于热处 理 变 形 的原 因 , 每 个 爪 之 间 的 使 距离 发 生变 化 , 用金 刚石 锉 刀 进 行 修 整 后 才 能 需 进行 装 配 。传统 工 艺 加 工 的凸 模 不但 工 序 复 杂 、 加工 困难 , 时较 长 , 本 相对 较 高 , 且 模 具 的 耗 成 而
C5 60车床磨削大 尺寸外球面轴承外圈的分析
马 萍 罗一 元 ,
( . 肃 海 林 中科 科 技 股 份 有 限公 司 , 肃 1甘 甘 天水 7 1 1 ;. 水 生 产 力 促 进 中心 , 肃 4 08 2 天 甘 天水 7 10 ) 4 0 0
用数控车床加工实体保持架椭圆形兜孔
3 W 6O 表面质量、 M 48 球形精度、 烧伤等
专用清洗机 清洁度 日光灯等 表面缺陷 自制选别机 尺寸公差 3 啪 O Z 3 玎8Z M 0 几何精度 、 表面粗糙度 、 规值 几何精度 、 表面粗糙度 、 振动值
精磨研工序采用两块 5O OO 树脂砂轮进行 以 磨代研加工 . 比传统用铸铁板精 磨研加工缩短 5 h 加工出的钢球表面粗糙度值小 , , 无烧伤 。 可生产 出振动值低于 3 B的钢球 , Od 钢球单体振动值 的 离散度可控制到 1 2d , — B提高了轴承合套率 。
曙
吼
吼 砌 振动值 硬 度 台套率
吼 瞧 /l C 碾 6 3 6 3 % 9 0 9 2
产生表面形变强化 , 且使表层残余奥 氏体在压力作 用下诱发马氏体相变 , 使表面应力状态由拉应力变 为压应力 , 从而增加强度, 提高疲劳寿命。通过强 化, 钢球表层硬度可提高 l , 了钢球表 2I 改善 玎 面硬度不均匀的状况, 了表层组织的致密度, 增加 为精磨研加工出低噪声钢球创造了条件。
表 l 树 脂砂轮加工钢球 工艺路线
此, 选择合适的加工手段 , 优化加工方法 , 对于实 体保持架椭圆形兜孔 的精密加工至关重要。传统 的加工方法主要是使用万能工具铣床 , 利用手动 分度头进行分度 , 由两人配合操作 , 但是加工的结 果不够理想 , 是表面粗糙 。 主要 纹理混乱 , 合格率 较低 。 根据实体保持架椭 圆形兜孔的特点 , 实现 要
6 2 6 2 6 2
Байду номын сангаас
8 0 8 5 7 8
分析对比表 2 和表 3 可知, 经树脂砂轮加工的
钢球表面质量均匀。 无烧伤 , 表面粗糙度好 。 球形精
40CrNiMoA钢兜孔带锁点保持架加工工艺改进
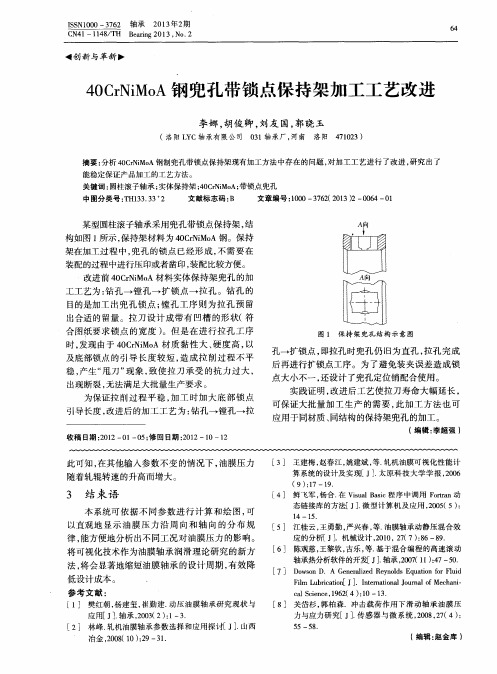
图 1 保 持 架 兜孔 结构 示 孔 仍 旧为直 孔 , 拉孔 完 成
后 再进 行扩锁 点 工序 。为 了避免 装 夹误 差 造 成锁
稳, 产生 “ 甩刀” 现象 , 致 使 拉 刀 承受 的抗 力 过 大 , 出现断 裂 , 无 法满 足大批 量生 产要求 。 为保 证 拉 削 过程 平 稳 , 加 工 时 加 大 底 部 锁 点 引导长 度 , 改进后 的加 工工 艺 为 : 钻孔 一 镗 孔一 拉
收 稿 日期 : 2 0 1 2一 o l 一 0 5 ; 修 回 日期 : 2 0 1 2—1 0—1 2
点 大小 不一 , 还设计 了兜 孔定位 销 配合使 用 。 实 践证 明 , 改 进后 工艺 使 拉 刀寿命 大 幅延 长 , 可保证 大批 量 加 工 生 产 的需 要 , 此 加 工方 法 也 可
( 9) : 1 7—1 9 .
随着轧辊转速的升高而增大。
3 结 束 语
本 系统 可依 据不 同参 数 进 行 计 算 和 绘 图 , 可
[ 4] 鲜飞军 , 杨合 . 在V i s u a l B a s i c 程 序 中调用 F o  ̄ r a n动 态链接库 的方法[ J ] . 微 型计 算机及 应用 , 2 0 0 5 ( 5) :
I 7 l D o w s o n D .A G e n e r a l i z e d R e y n o l d s E q u  ̄i o n f o r F l u i d
.
F i l m L u b i r c a t i o n [ J 1 .I n t e r n a t i o n a l J o u na r l o f Me e h a n i —
方兜孔实体保持架锁点控制方法

(. 1哈尔滨轴 承集团公司 战略规划 发展 部 , 黑龙江 哈尔滨 10 3 ;. 50 6 2哈尔滨轴 承集 团公 司 动能供应 公司 , 黑龙江 哈尔滨
10 3 5 0 6) .
摘 要 : 针对实体保持架在兜孔加工中加工深度过 大或过浅 而造成 的滚动体掉 出或夹套 问题 , 实践 的基础上总结 推 在 导出实体保持架兜孔锁 点的控制方法。 避免 了因掉滚动体 而造成 的废 品和 因夹套而返修 的问题 , 提高 了保持架 的加工 精度和效率0 关键词 : 持架 ; 保 凸台; 锁点; 兜孔加工
少 最终 集 中测试 的趋 势 。主动检 测 和在线 ( 后 ) 序 检 测 等在加 工 中得 到 推广应 用 。 中 , 保证质 量 其 在 方 面 ,许 多 用户 希望 测量 技术 能 实现 数据 的无 线
( 不需要很高精度 ) 的机种 , 另一种则是用于设 备
检测、 防灾 、 防震 领域 的高 灵 敏度机 种 。根据 不 同
r lig ee e t r p i gof rb i gca p d c nto eho fs ldc g o kpon swihp c eswa u p o ol lm n sd o p n f o en lm e . o r lm t d o oi a elc i t ep a tc , v i i sep o u t w igt ol n lm e t r p i ndb ig ca e , h c u a y h a i ft r cie a o dngwa t r d cso n r l gee nsd o pnga en lm d t ea c r c h o i n f inc f g r c si gweer ie a de ce yo a ep o e sn r as d. i c
胶布保持架兜孔加工自动换位机构的设计

第2卷 9
第3 期
哈
尔
滨
轴
承
Vo.9 No3 1 2 .
S p 2 00 8 e .
2008 年 9 月
J 0UR NAL 0F HARB N BE I ARI NG
胶 布 保 持 架 兜 孑 加 工 自动 换 位 机 构 的 设 计 L
Gru op rt n H ri 5 0 6C i ) o pC roao , ab 10 3 , hn i n a
Absrc : n lzn r c si g e up n ft r i a e t ed il g a d b rn t o swe ee p u d d Th Ia t By a ay ig p o e sn q ime to nngc g . h rln n o ig meh d r x o n e . e u i
’
艾晓峰 李文秀 ,
(.哈尔滨轴承集 团公司 物流 中心 ,黑龙江 哈尔滨 10 3 ;.哈尔 滨轴承集 团公司 精 密轴承分公 司 ,黑龙 江 哈尔滨 1 5062
10 3) 506
摘
要: 通过对车制保持架加工设备 的分析, 对钻镗孔加工方法进行 阐述 , 着重指 出了钻床加工胶布保持架兜孔的
( )胶 布管保 持架 的兜孔 加工 ; 2
( )其余 的作 用为不 同结 构零部 件 的孔 径 3
加工 。
钻 床支 座是钻 床 的一部 件 ,可 以在床 身 巾心
上 下移 动 ,控制钻 孔公 差 范 围要求 的产 品DI I : 7 尺 寸 。且支 座是 可移 动 的部件 , 由丝杠 控制 , 可左 右 移 动 , 整加 工 空 间 , 且 支 座上 有 T型 槽 , 虎 调 并 将 钳 固定在 其上 , 使产 品 固定 其 中 , 进行 加 T。
滚子轴承 保持架加工工艺流程

滚子轴承保持架加工工艺流程今天咱们来了解一下滚子轴承保持架的加工过程,就像一场有趣的手工大冒险呢!咱们先来说说这个保持架是干啥的。
想象一下,滚子轴承就像一个小滚轮,那些滚子要整整齐齐地待在里面滚动。
保持架呢,就像是给滚子们安排的小房子,让滚子们不会乱跑,乖乖地在自己的位置上工作。
那这个保持架是怎么被做出来的呢?最开始呀,要有原材料。
就好像我们做手工的时候,要先找到合适的纸或者小木棍一样。
做保持架的原材料一般是金属条或者金属片。
比如说,可能是一条长长的、亮晶晶的钢带。
然后呢,就要把这个原材料按照一定的形状来裁剪。
这就好比我们用剪刀把一张大纸剪成我们想要的小形状。
工人们会用专门的机器,那机器就像一个超级大力士,“咔嚓”一下,就把钢带剪成了保持架大致的形状。
比如说,可能会剪成一个有好多小空格的形状,那些小空格就是将来放滚子的地方。
接下来呀,这个初步剪好的保持架形状可能会有点粗糙,就像我们刚剪好的手工剪纸,边缘不那么光滑。
这时候就需要打磨啦。
打磨的时候呀,会有小砂轮之类的工具,在保持架的边缘和表面轻轻磨呀磨。
就像我们用砂纸轻轻磨我们做的小手工,让它变得滑溜溜的。
我给你们讲个小故事哦。
我有一次做一个小木头模型,刚开始的时候,木头的边边角角都是刺刺的,我一摸手就疼。
后来我就用砂纸一点点磨,磨了好久,最后木头就变得特别光滑,摸着可舒服了。
这个保持架打磨也是一样的道理,打磨好了之后,摸起来就不会扎手啦。
再之后呢,可能会有一些弯曲或者塑形的工序。
就像我们把一根铁丝弯成一个小圆圈一样。
对于保持架来说,可能要把它的某些部分弯成合适的弧度,这样它就能更好地包裹住滚子。
最后呀,还要对保持架进行检查。
就像我们做完手工后,要仔细看看有没有哪里做得不好。
工人叔叔阿姨们会用各种小工具来检查保持架的尺寸是不是对的,形状有没有歪歪扭扭的。
只有检查合格了的保持架,才能去和滚子轴承的其他部分组合在一起,成为一个完整的滚子轴承呢。
滚子轴承保持架的加工工艺流程是不是很有趣呀?就像一场精心制作小手工的旅程呢。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
加 工 程序如 下 :
O1 3 24
度 的控制 。平衡 压板 一 方 面使 工件 通 过 上 螺母 压
紧在 旋转定 位 杆 上 , 方 面 由于 该 工 装 的重 心 偏 一
点
N 0 5 .0Z 5 . 0;快速 移 动 至换 刀 1G 0X10 0 10 0 N 0 0 选择 1 刀 ( 2T 1 1; 号 中心钻 )
[ ] 李传 民 , 向丽 , 3 王 闫华军 . E O M5 0 D F R .3金属 成形 有 限元分 析实 例指 导教 程 [ . 京 : 械工 业 出版 M] 北 机
社 ,06 20 .
些 问题 , 通过 进一 步 改进 模 型 , 提 高模 拟 的准 可
[ ] 张莉 , 升 军. E O M 在金 属 塑性 成形 中的应 用 4 李 DFR
离机 床主轴 轴线 , 速旋 转 时会 产 生 离 心力 , 机 高 使
床产 生振 动 , 响工件 表 面 加 工质 量 , 同厚度 的 影 不 平衡 压板 可 以起到平 衡 工 装 的作 用 , 小离 心力 , 减
N 3S00 ;主 轴 ( 转 ) 速 80m / 3M0 10 正 转 5 m
关键词 : 动轴 承 ; 滚 保持架 ; 腰鼓形兜孔 ; 数控 加工 中图分类号 :H13 3 ;G 1. T 3 .3 T S9 1 文献标志码 : B 文章编号 :0 0— 72 2 1 )6— 0 2— 2 10 3 6 (0 2 0 0 1 0
铰 孔工 艺 , 要设 计结 构 复 杂 的工 装 或 刀具 , 精 需 且 度 很难 达 到 工 艺 要 求 。 因此 , 深 入 分 析 该 种 保 在 持 架 的结构 特 点 及 加 工 中 出现 的 问题 基 础 上 , 经 反 复试 验后 , 采取 在 数 控 车 床 上 一 次 装 夹 完 成 腰 鼓 形兜 孔 的定位 、 钻孔 和镗 孔 。
4 结束 语
通 过仿 真 C R A B轴 承 弧 形 滚 子 成 形 过 程 , 分 析 了工 件 的应 力 、 应变 的分 布 规 律及 曲线 , 并模 拟 了成 形 过程 , 以很 直 观地 看 到 金属 的流 动情 况 , 可 进 而为 判断所 选用 的工 艺 和模 具 参数 是 否 合理 提 供数 据 支持 。 仿 真结果 可在 一定 程 度上 反 映 实 际生 产 中 的
2 加 工 工装 的设 计
由于车 床 加 工 时 工 件 作 旋 转 运 动 , 具 作 进 刀
给运动, 为了加工 出腰鼓形兜孔 , 必须使每一个要
加 工 的兜孔 轴线 与车 床 主轴 轴 线 重 合 。设计 工 装
结 构如 图 2所 示 , 由底 座 、 转定 位杆 、 位 销 、 旋 定 调 整块 、 压板 ( 或平衡 块 ) 和上 、 下螺 母 组成 。锥形 底
[ . M] 北京 : 械 工 业 出版 社 ,0 9 机 20 .
( 辑: 柳 ) 编 杨
确度 , 其与 实际情 况更 为接 近 。 使
郭鹰 , : 等 腰鼓形兜孔保持架数控 车加工
误差 , 提高 工 件 加 工 精 度 。定 位 销 与 旋 转 定 位 杆 上 的定 位孑 配 合 , 加 工 中用 于 工 件 兜 孔 等 分 精 L 在
mi n
避免 机床 高速 旋转 时产 生 振 动 。下 螺母 用 于 把 分
度定 位杆 紧 固在底 座上 。
N 0 开启 冷却 液 4M 8;
N O 0 0 10 ; 5 G 0X .0Z .0 快速定 位 N O 3 0 5 ;口 中心孑 6 G 1Z一 .0 F 0 力 工 L
-
⑨
圆 周1等分 孔 2
座 与 主轴锥 形 孔 紧 密 配 合 , 主 轴 带 动 工 装 和 工 使 件 一起 旋转 。旋 转定 位杆 等 分孔 采 用 精 密镗 床 加 工 , 以根据 工件 的 大小 及 兜 孔 等 分 数 加 工 出多 可 种 规格 的产 品 , 少 了工 装 部 件 的 重 复 制 造 。在 减
N O 5 0 ; 刀 7G 0Z .0 退
N 5 . 0Z 5 . 0; 8X10 0 10 0 回换刀 点
N 0 0 ; 择 2号刀 ( 9T 2 2 选 钻头 )
N 0M0 40 ; 1 3¥0 主轴 ( 正转 ) 速 4 0mm mn 转 0 / i
N 1C OX .0 Z .0 ; 1 O 0 0 10 快速定 位
一
参考 文献 :
[ ] 刘建生 , 1 陈慧琴 , 郭小 霞. 属塑 性加工 有 限元模 拟 金 技术 与应用 [ . M] 北京 : 冶金工业 出版社 ,0 3 20 . [ ] 雷玉成 , 2 汪建敏 , 贾志宏 . 金属材料成形原 理 [ . M] 北 京: 化学工业 出版社 ,0 6 20 .
旋 转定 位杆 和 工 件 之 间可 加 一 个 调 整块 , 于 调 2 2—0 — 6 修 回日期 :0 2— 2— 0 0 1 0; 2 1 0 2
整使兜孔轴线与车床主轴轴线重合 , 并控制兜孑 L 中心 与基面 尺寸 一致 。根 据 实 际 加工 情 况 也 可 以 把 调 整 块 与旋 转 定 位 杆做 成 一 体 , 而减 少 配合 从
! Q = 鱼 轴承 墨 2
2 1 年6 0 2 期
CN41 — 1 4 /TH B a i g2 2, . 18 e r 01 No 6 n
腰鼓形兜孔保持架数控车加工
郭鹰 , 忠胜 黄
( 贵州天马虹 山轴承有 限公 司, 安顺 贵州 5 10 ) 6 0 0
摘要 : 针对某腰鼓形保持架结构 和材料 的特殊性 以及采用 传统钻 、 铰孔加 工无法 达到工 艺要求 的问题 , 改进 设 计 了车加工工装 , 分析 了工作原理 , 并 给出了数控程序。