螺旋埋弧焊钢管标准对照表
最新螺旋埋弧焊钢管技术要求

双面螺旋缝埋弧焊钢管及3PE加强级外防腐技术要求钢管的技术要求1、产品名称:双面螺旋缝埋弧焊钢管。
2、燃气管道设计压力为0.4MPa。
3、材质:Q235B卷板。
4、卷板宽度:D219×7≥500mm(纵剪); D273×7≥500mm(纵剪);D325×7≥750mm(纵剪);D426×8≥750mm(纵剪)。
5、执行标准:GB/T9711.1-1997《石油天然气工业输送钢管交货技术条件第1部分:A级钢管》。
6、钢管外径:管径小于457的钢管,管体外径允许公差±0.75%。
D325×7和D426×8钢管在距管端101.6mm范围内,钢管外径允许下偏差为0.79mm且在距管端101.6mm范围内,应能允许内径比钢管规定外径大2.38mm的环规通过。
7、钢管壁厚:D219×7、D325×7、D426×8钢管壁厚公差下偏差允许范围为6%δ。
8、单根钢管的长度为12m(误差不大于0.02m)。
9、直度偏差不得超过钢管长度的0.2%。
10、钢管材料的化学成分其化学成分应符合下表:执行标准:GB/T700-200611、钢管的力学性能钢管的力学性能应符合下表12、钢管的试验和检验:应符合GB/T9711.1-1997的相关规定。
双面螺旋缝埋弧焊钢管的三层PE加强级外防腐的技术要求1、执行标准:GB/T23257-20092、防腐层应按GB/T23257-2009标准加工检验,并应有满足GB/T23257-2009标准要求的合格证书。
3、每批防腐管均应按GB/T23257-2009标准附录B的方法进行阴极剥离性能检验,结果应符合GB/T23257-2009的规定。
若不合格可再截取一次样品,若仍不合格不得降级使用,检验查处的不合格品,应重新进行防腐涂敷。
4、防腐管的吊装,应采用尼龙吊带或其他部损坏防腐层的吊具,防腐管堆放时,其底部应采用3道(或以上)支垫垫起,支垫最小宽度为100MM,运输时应采用尼龙带等捆绑固定,每根防腐管的捆绑带应大于正常出厂捆绑带的直径,防腐管的堆放层数不得大于5层。
螺旋埋弧焊管(SSAW)
⑵、螺旋埋弧焊管(SSAW)螺旋埋弧焊管设备投资较少,因采用价格较低的窄带(板)卷连续焊接生产大口径(Ф1016~2400mm)焊管,生产工艺简单、运行费用低,具有低成本运行优势,在中大口径低压输水、热力和打桩管等市场具有价格优势,但在压力管道工程,尤其是燃气管线中应用应具有必要的硬件配置,如无损检测和理化检验设施,加强质量保证措施,严格按生产许可证实施监管。
目前,在我国油气输送螺旋焊管已形成了以石油系统所属钢管厂为主的基本格局。
采用低残余应力成型和管端机械扩径等先进技术,经过严格质量控制的螺旋焊管在质量上可与直缝焊管相媲美,在我国西气东输等油气长输管道工程中获得了广泛应用,是我国油气长输管道工程采用的主要管型。
其目前的产能已经能够满足我国油气长输管道工程建设的需要,并已大量出口。
因此应加强现有机组的技术改造,严格控制新的产能建设。
⑶、直缝埋弧焊管(LSAW)直缝埋弧焊在我国是较晚发展起来的先进制管技术,过去主要采用UOE技术制造,近年来渐进式JCOE在我国和全世界逐渐成为另一种新的主流技术。
直缝埋弧焊管质量可靠,广泛应用用于油气高压输送主干线上。
该焊管机组由于投资相对较大,使用的原材料为成本较高的单张宽厚板,工艺较复杂,生产效率低,产品成本较高。
因此,该技术受到原料(钢板)质量、价格以及制管成本的制约,在一般应用领域里缺乏竞争力。
由于我国高压油气输送管线每年需要大中口径焊管100万吨左右。
主要采用螺旋焊管,直缝埋弧焊管将作为螺旋焊管的补充,主要应用于螺旋焊管机组不能生产的大壁厚钢管(17.5mm以上)和弯管用母管,其用量受到一定限制。
宝钢计划建设的新的UOE机组投产后,国内直缝埋弧焊管产能将超过我国高压油气输送管线建设需要,今后不宜再建设新的直缝埋弧焊管机组。
现有机组要加强技术改造,进一步提高质量和技术水平。
应加快高韧性焊接材料和X80以上管线钢板,尤其是直缝埋弧焊管用管线钢宽厚板的国产化,以适应将来洲际大口径输气管线建设的需要。
螺旋焊管执行标准

螺旋焊管执行标准螺旋焊管是指采用螺旋成型技术制成的焊管,其执行标准在不同国家和地区有所不同。
下面介绍几个常见的螺旋焊管执行标准:1.中国国家标准GB/T 9711-2017中国国家标准GB/T 9711-2017是针对石油天然气工业用焊接钢管的标准,其中包括了螺旋焊管的相关规定。
该标准对螺旋焊管的材料、尺寸、外观、性能等方面都作出了具体要求。
例如,对于用于输送石油天然气的螺旋焊管,其管径范围为DN25~DN400,壁厚范围为2.5~25毫米。
在性能方面,标准要求螺旋焊管应具有良好的冲击韧性、弯曲性能和焊接性能。
此外,该标准还对螺旋焊管的制造、检验和试验方法等作出了具体规定。
1.美国石油学会标准API 5L美国石油学会标准API 5L是针对石油天然气输送用钢管的标准,其中包括了螺旋焊管的相关规定。
API 5L标准对螺旋焊管的材料、尺寸、外观、性能等方面都作出了具体要求。
例如,对于用于输送石油天然气的螺旋焊管,其管径范围为DN20~DN400,壁厚范围为2.5~37毫米。
在性能方面,标准要求螺旋焊管应具有良好的冲击韧性、弯曲性能和焊接性能。
此外,该标准还对螺旋焊管的制造、检验和试验方法等作出了具体规定。
1.欧洲标准EN 10216-2欧洲标准EN 10216-2是针对压力用途的钢管标准,其中包括了螺旋焊管的相关规定。
该标准对螺旋焊管的材料、尺寸、外观、性能等方面都作出了具体要求。
例如,对于用于输送石油天然气的螺旋焊管,其管径范围为DN25~DN400,壁厚范围为2.5~37毫米。
在性能方面,标准要求螺旋焊管应具有良好的冲击韧性、弯曲性能和焊接性能。
此外,该标准还对螺旋焊管的制造、检验和试验方法等作出了具体规定。
1.日本工业标准JIS G3456日本工业标准JIS G3456是针对高强度结构用碳素钢钢管的标准,其中包括了螺旋焊管的相关规定。
该标准对螺旋焊管的材料、尺寸、外观、性能等方面都作出了具体要求。
螺旋焊管执行标准性能指标一览表

t>20㎜ 最大为2㎜
3.18㎜两者的最小值
t>12.5㎜ 错边不超过0.25t
t>13㎜不得超过0.25t
坡口角度
30º(+5º-0º)
30º(+5º-0º)
30º(+5º-0º)
30º(+5º-0º)
30º(+5º-0º)
45º(+5º-0º)
管端
钝边 切斜
1.6㎜ ± 0.8㎜ <1.6㎜
1.6㎜ ±0.8㎜ ≤3
M=0.02466(D-t)t
一根钢管螺旋长度计算:L(管长 /S)
每种钢级均由最大值要求
每熔炼批取2个试样
每熔炼批取2个试样
每熔炼批取1个试样
母 材:每熔炼批取1个试样 母 材:每熔炼批取1个试样 螺旋焊缝:每熔炼批取1个试 螺旋焊缝:每熔炼批取1个试 焊接接头试验应不多于80根 对头焊缝:低样于50个取1个试 样对头焊缝:低于50个取1个试 同规格钢管中取1个试样
±12.5 %t ±10.0 %t
219≤D≤610 ≤1.5%D;610<D 219≤D≤610 ≤1.5%D;610<D≤
≤1422 D/T≤75时≤1%D,D/T>75 1430 D/T≤75时≤1%D,D/T>75时
时 ≤1.5%D;D>1422协议
≤1.5%D;D>1430 协议
D>508㎜ ±1%D
钢管直度
焊缝高度
610<D≤1422±0.005D最大为±4
273.1<D≤508 ±0.0075D
D>1422 协议 t≤5 ±0.5
5< t<15 ±0.1t t≥15 ±1.5
D>508 ±0.01D或±10取较大者 ±10%t
螺旋焊管主要质量指标对照表
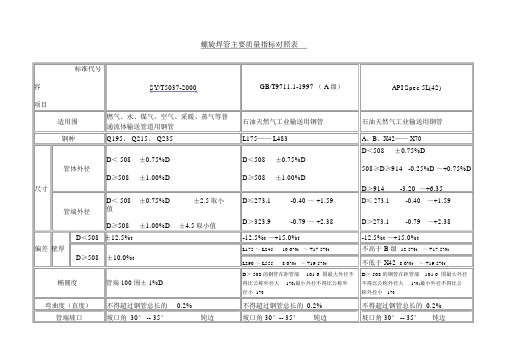
螺旋焊管主要质量指标对照表标准代号容SY/T5037-2000GB/T9711.1-1997 ( A 级)API Spec 5L(42)项目适用围燃气、水、煤气、空气、采暖、蒸气等普石油天然气工业输送用钢管石油天然气工业输送用钢管通流体输送管道用钢管钢种Q195、 Q215、 Q235L175—— L483A、B、X42—— X70D<508±0.75%DD< 508±0.75%D D<508±0.75%D508≥D≥914 -0.25%D ~+0.75%D 管体外径D≥508±1.00%D D≥508±1.00%DD>914-3.20 ~+6.35尺寸D< 508±0.75%D±2.5取小D≤273.1-0.40~ +1.59D≤ 273.1-0.40~+1.59管端外径值D≥508±1.00%D±4.5取小值D>323.9-0.79~ +2.38D>273.1-0.79~+2.38 D<508 ±12.5%t-12.5%t ~+15.0%t-12.5%t ~+15.0%t偏差壁厚±10.0%t L175 ~ L245-10.0%t~ +17.5%t不高于 B 级-12.5%t~ +17.5%tD≥508L290 ~ L555-8.0%t~ +19.5%t不低于 X42 -8.0%t~+19.5%tD> 508 的钢管在距管端101.6 围最大外径不D> 508 的钢管在距管端101.6 围最大外径椭圆度管端 100 围± 1%D得比公称外径大1%;最小外径不得比公称外不得比公称外径大1%;最小外径不得比公径小 1%称外径小1%弯曲度(直度)不得超过钢管总长的0.2%不得超过钢管总长的 0.2%不得超过钢管总长的 0.2%管端坡口坡口角 30° -- 35°钝边坡口角 30°-- 35°钝边坡口角 30° -- 35°钝边1.6 ±0.8 1.59 ±0.79 1.59 ±0.79D<813 ,≤1.6< 1.59<1.59切斜D≥813 , ≤3.0t ≤12.70.35t 且不得大于 3.0≤1.59≤1.59错边0.25t0.1251 与 3.18 的取最小值0.1251 与 3.18 的取最小值t >12.7t ≤13< 3.2t ≤12.7 < 3.18t ≤12.7 < 3.18焊缝余高t > 13<4.8t >12.7<4.76t >12.7<4.76化学分析每熔炼批取 1 个试样每熔炼批取 2 个试样每熔炼批取 2 个试样母材 : 每熔炼批取 1 个试样母材 : 每熔炼批取 1 个试样拉伸试样每检验批取一个焊接接头试样螺旋焊缝 : 每熔炼批取 1 个试样螺旋焊缝 : 每熔炼批取 1 个试样对头焊缝 : 不多于 50 根取一个试样对头焊缝 : 不多于 50 根取一个试样导向弯曲试验不做每检验批取一个正弯试样和一个反弯试样,每检验批取一个正弯试样和一个反弯试样,对头焊缝不多于50 根取一个正弯试样和一个对头焊缝不多于50 根取一个正弯试样和一反弯试样个反弯试样合同要求时, 夏比冲击每熔炼批取 3 个 ;合同要求时,夏比冲击每熔炼批取 3 个 ;断裂韧性试验不做D≥508 时 , 落锤冲击每熔炼批取 2个D≥508 时 , 落锤冲击每熔炼批取 2个补焊焊缝 , 对头焊缝 , 环向焊缝应进行X 射线或超声100X 检验或 100%超声波检测 , 加对头焊缝、无损检验100X 检验或 100%超声波检测 , 加对头焊缝、波检验 ; 螺旋焊缝抽查 20%的钢管 , 用于可燃气体输丁字焊缝和管端 203mm X射线检验送管的螺旋焊缝应 100%的检验丁字焊缝和管端 203mm X射线检验D:钢管公称外径 ,mm t: 钢管公称壁厚 ,mm[ σ] 静水压试验的试验应力 ,MPa;L: 单根钢管长度P: 静水压试验压力 ,Pa钢管规格重量钢管静水压值钢管性能成份螺旋钢管规格钢管尺寸钢管型号钢管的规格一般以钢管的外径 D 、径和壁厚 S 的毫米( mm )数标定。
螺旋钢管壁厚压力对照表
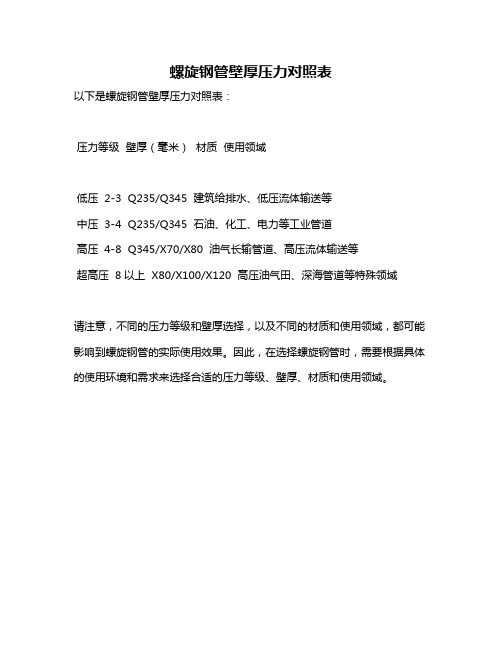
螺旋钢管壁厚压力对照表
以下是螺旋钢管壁厚压力对照表:
压力等级壁厚(毫米)材质使用领域
低压 2-3 Q235/Q345 建筑给排水、低压流体输送等
中压 3-4 Q235/Q345 石油、化工、电力等工业管道
高压 4-8 Q345/X70/X80 油气长输管道、高压流体输送等
超高压 8以上 X80/X100/X120 高压油气田、深海管道等特殊领域
请注意,不同的压力等级和壁厚选择,以及不同的材质和使用领域,都可能影响到螺旋钢管的实际使用效果。
因此,在选择螺旋钢管时,需要根据具体的使用环境和需求来选择合适的压力等级、壁厚、材质和使用领域。
螺旋焊管主要质量指标对照表模板
螺旋焊管主要质量指标对照表
1
螺旋焊管主要质量指标对照表
2
3
钢管规格重量钢管静水压值钢管性能成份
螺旋钢管规格钢管尺寸钢管型号
钢管的规格一般以钢管的外径 D 、内径和壁厚 S 的毫米( mm ) 数标定。
钢管尺寸分不定尺和定尺: 不定尺( 一般长度) 凡产品尺寸( 长度或宽度) , 在标准规定范围内, 而又不要求固定尺寸的叫不定尺。
定尺按订货要求切成固定尺寸的称为定尺。
按定尺长度交货时, 所交金属材料必须具有需方在订货合同中指定的长度。
因此规定了允许有偏差。
钢管理论重量
4
注: 绿色部分是钢管的生产范围
5-18mm是钢管壁厚, 219-2020mm是钢管外径
5。
SY 5037-92 普通流体输送管道用螺旋缝埋弧焊钢管
普通流体输送管道用螺旋缝埋弧焊钢管SY/T5037-92代替SY5037-83[11月10日] 普通流体输送管道用螺旋缝埋弧焊钢管SY/T5037-92代替SY5037-831主题内容与适用范围本标准规定了普通流体输送管道用螺旋缝埋弧焊钢管(以下简称“钢管”)的质量要求。
本标准适用于水、煤气、空气、采暖蒸汽等普通流体输送管道用钢管,也适用于具有类似要求的其他流体输送管道用钢管。
2引用标准(略)3符合、代号D :钢管公称外径,mm;t:钢管公称壁厚,mm;m:钢管每米理论重量:kg/m;p:静水压试验的试验压力,MPa;4尺寸、外型和重量4.1公称尺寸4.1.1钢管公称外径应符合表1规定。
4.1.2钢管公称壁厚应符合表1规定。
4.2钢管长度4.2.1通常长度:6~12m。
根据需方要求,经供需双方协议,可将供应的通常长度加长或缩短。
4.2.2定尺长度:定尺长度应通常长度范围内,其极限偏差±500mm。
4.2.3精定尺长度:经供需双方协议,可供应长度极限偏差比4.2.2条规定更严格的精定尺长度的钢管。
4.3尺寸极限偏差4.3.1钢管外径4.3.1.1钢管管体外径的级符合表2的规定。
用周长法测量。
4.3.2钢管壁厚4.3.2.1钢管应检查壁厚,除焊缝外,任何一处壁厚的极限偏差应符合表3规定。
4.3.2.2测量壁厚可采用壁厚千分尺或其他具有相应精度的无损检查装置。
在对壁厚发生争议或进行仲载检测时,应以壁厚千分尺所测量的结果为准。
4.4椭圆度在管端100mm 长度范围内,钢管最大外径不得比公称外径大1%D,最小外径不得比公称外径小1%D。
采用能够测量最大和最小外径的卡尺、杆规或其他测量工具测量。
4.5弯曲度钢管的弯曲度不得超过钢管长度的0.2%。
可从钢管侧表面的一端至另一端且平行钢管轴线拉一根细绳或细金属丝,测量拉紧的细绳或细金属丝至钢管测表面的最大距离。
4.6管端4.6.1钢管管端应加工坡口,坡口角为,钝边尺寸为1.6±0.8mm。
螺旋焊管主要质量指标对照表
螺旋焊管主要质量指标对照表螺旋焊管是一种常见的焊接钢管,由焊接钢带经过辊压成型而成。
在使用螺旋焊管之前,了解其主要质量指标是非常重要的。
本文将详细介绍螺旋焊管的主要质量指标,并提供一个对照表,用于比较和评估不同规格和型号的螺旋焊管。
1. 外观质量螺旋焊管的外观质量是评估其性能和使用寿命的重要因素之一。
以下是一些常见的外观质量指标:•表面光洁度:螺旋焊管的表面应光洁平整,不得有裂纹、皱褶、气孔等缺陷。
•铁锈和污垢:螺旋焊管表面应无锈斑和污垢,以确保其防腐性能和耐久性。
•脱皮和剥落:焊管表面的涂层不得有脱皮和剥落现象,以保证其耐用性和使用寿命。
2. 尺寸和几何形状螺旋焊管的尺寸和几何形状直接影响其安装和使用情况。
一些常见的尺寸和几何形状指标包括:•外径:螺旋焊管的外径应符合国家或行业标准,并在规定的公差范围内。
•壁厚:螺旋焊管的壁厚也应符合国家或行业标准,并有明确的公差要求。
•直线度:螺旋焊管的直线度应满足规定的要求,以保证其安装的牢固性。
•管口弯曲度:对于部分需要连接的螺旋焊管,其管口弯曲度也需要符合要求。
3. 物理性能螺旋焊管的物理性能是评估其强度、韧性和耐久性的关键指标。
以下是一些常见的物理性能指标:•屈服强度:螺旋焊管的屈服强度应符合国家或行业标准,以确保其在应力下不会发生塑性变形。
•抗拉强度:螺旋焊管的抗拉强度也应满足规定的要求,以保证其承载能力和使用寿命。
•冲击韧性:一些特殊应用场景下的螺旋焊管需要具备良好的冲击韧性,以承受外界冲击和振动。
•抗腐蚀性:螺旋焊管通常用于输送液体或气体,其抗腐蚀性应符合相关标准。
4. 化学成分螺旋焊管的化学成分会直接影响其物理性能和抗腐蚀性能。
以下是一些常见的化学成分指标:•碳含量:螺旋焊管中的碳含量应符合国家或行业标准,以控制其硬度和强度。
•锰含量:适当的锰含量有助于提高螺旋焊管的韧性和冲击韧性。
•硫含量:过高的硫含量会降低螺旋焊管的焊接性能和抗腐蚀性能。
螺旋焊管主要技术指标对照
在任何方向上尺寸大于 50mm,单点压痕硬 度值应低于 35HRC(327HB)。
大 13mm;D/T>75 时,协议;管体 D/T≤75
时,1.5%D 最大 15mm;D/T>75 时协议;
D>1422 协议
弯曲度(直度) 不得超过钢管总长的 0.2%
不得超过钢管总长的 0.2%
钢管全长相对于直线的总偏离不得超过钢 管总长的 0.2%; 管端 1000mm 长度上相对于直线的局部偏离 不得超过钢管总长的 0.2% ≤4.0mm
也适用于具有类似要求的其他流体输送管 条件。
钢管制造要求。
用于可燃流体输送用钢管。
道用钢管.
钢种/钢级 Q195、Q215、Q235
L175--L555
L175(A25)--L485(X70)
L245NB--L555MB
D<508 ±0.75%D 管体外径
D≥508 ±1.00%D
尺 寸
D<508 ±0.75%D ±2.5 取小值 管端外径
坡口角 钝边
30°--35° 1.6±0.8
D≤220 不超过 1 mm D>220 为 0.005D 最 大为 1.6 mm
≤1.59 0.125T 与 3.18mm 的最小值
T≤15 15<T≤25 T>25
≤1.5mm ≤0.1T ≤2.5mmLeabharlann T≤10 最大错边为 1mm
10<T≤20 0.1T
±0.5mm ±10%T ±1.5mm
D>1430 时协议
T≤10 (+1.0 –0.5) 10<T<20 (+10% –5%) T≥20 (+2mm –1mm)
内部资料
第2页共8页
禁止外传
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
前言
本对照表是为输送管道用螺旋缝埋弧焊钢管的相关标准内容的比照。
本对照表是由五个标准中的螺旋缝埋弧焊钢管部分组成的,其中SY/T5037-2000为中国石油行业标准,GB/T9711.1~3为国家标准,(GB/T9711.1~2 eqv ISO3183.1~2 GB/T9711.3 IDT ISO3183.3),API-5L为美国石油协会标准,其他标准号在对照表中有相关的中文表达,除SY/T5037-2000标准中所用的钢材为普通碳素结构钢外,其它标准所用的均为石油天然气用的管线钢。
IDT(identical) 等同采用:是指技术内容完全相同,不做或稍做编辑性修改。
eqv(equivanlent) 等效采用:是指技术内容只有小的差异,编写上不完全相同。
ref(refence) 参照:是指技术内容根据我国实际做了某些变动,但性能和质量水平与被采用的国际标准相等,在通用、互换、安全、卫生等方面与国际标准协调一致。
SR:对于强制性试验增加了补充部分选择试验。
API-5L为石油天然气工业用管线钢管,该标准规范了管线钢管的基本要求。
其中计量单位有美国惯用单位和国际单位制(米制)。
本对照表可做为螺旋埋弧焊钢管生产、检验和销售人员使用参考,也可供管理人员和技术人员参考。
希望使用人员在实际工作中理出各标准的共同要求和各自的特殊要求,为今后的工作有所帮助。
由于工作水平所限,加之编写时间只是几天时间,本对照表一定存在不少缺点和错误,希望给予批评和指正。
编者
2006.9.6
螺旋埋弧焊钢管标准对照表
表24焊接钢管无损检验方法
符号:
EMI=电磁检验 UT=超声波检验 RT=射线检验
A= 一种方法式要求的组合方法
N=不要求
R=要求
RU=要求,购方和制造厂协商采用射线检验除外
NU=不要求,购方和制造厂协商采用射线检验除外
附录1
表A1依据规定最小屈服强度,列出本部分规定的钢级ANST/API5L(第40版)规定的类似钢级的对照表然而所列对立钢级在其它方面可能不同
表A1钢级比较(摘自GB/T9711.3-2005)
附录2
附录3
附录4
a:碳含量比规定最大含碳量每降低0.01%,锰含量则允许比规定最大含锰量提高0.05%,但对X42~X52钢级,最高含锰量不允许超过1.50%,对高于X52的但低于X70钢级,最高含锰量不允许超过1.65%,对X70以上钢级,最高含锰量不允许超过2.00%。
b:铌与钒含量之和不应超过0.03%,经购方和制造厂协商,可改变最大含量。
c:有制造厂选择可以添加铌、钒获其组合。
d:铌钒钛含量之和不应超过0.15%。
e:铌与钒含量之和不应超过0.06%,经购方和制造厂协商,可改变最大含量。
f:只要满足角注d的要求及表中对P和S的要求,经购方和制造厂协商,钢管可以其它化学成分交货。
附录5
a :标距长度为2in(50.8mm)试样的伸长率最小值应按下式计算:美国惯用单位公式 e=6250009.02.0U A SI 单位公式 e=19449.02
.0U
A 式中:e —标距长度为2in (50.8mm )
试样伸长率最小值,修约到最临近的1%;A —拉伸试样横截面积,按下列方法确定:
1) 对圆棒试样
—0.500in.和0.350in.试样为0.20in 2(130mm 2); —0.250in.试样为0.10in 2(65mm 2)
2) 对全截面试样,取(i )0.75in 2(485mm 2)和(ii)采用钢管规定外径和规定壁厚计算的试样横截面积两者中的较小者,圆整到最邻近的0.01in 2(10mm 2)
;
3) 对板状试样,取(i )0.75in 2(485mm 2)和(ii )采用试样规定宽度和钢管规定壁厚计算的试样横截面积两者中的较小者,圆整到最临近的0.01in 2(10mm 2);
U —规定抗拉强度最小值,psi (MPa )。
各种尺寸及钢级拉伸试样规定伸长率最小值见附录D 。
b中间钢级的屈服强度最大值应为表列相邻较高钢级的屈服强度最大值。
c所有中间钢级的抗拉强度最大值为110000psi(758Mpa)。
d由于尺寸限制而必须采用纵向试样的B级钢管屈服强度最大值为72000psi(496Mpa)。
e 壁厚大于0.98in(25.0mm)时,屈服强度大值应由购方与制造厂协商确定。
附录6
表3熔炼分析化学成分1)
附录7
附录8
表3 拉伸性能要求
1)
附录9
有关缩写及符号的汇总(供参考)不包括化学元素及符号
A 延伸率;弯芯直径;面积;A 级钢管(或钢);一种方法,或要求的组合方法。
AI 如果购方合同规定采用无损检测方法,一种方法或要求的组合方法。
Al tot 含铝量总和。
ASTM 美国材料协会
B B 级钢管(或钢)
C C 级钢管(或钢)
CE (IIW ) 碳当量CE (IIW )=CEV CEV 碳当量 CEV =C +
6Mn +5V Mo Cr +++15
Ni
Cu + CLR 裂纹长度率
COW 复合焊
CSR 裂纹敏感率 CTR 裂纹厚度率 D 外径
DWTT 落锤撕裂试验
e 应变 标准长度为2in(50.8mm)试样伸长率最小值 EMI 电磁检验 eqv 等效采用 E2 验收等级2
g 克 质量单位 1g=1×10-
3kg GB 国家标准
HA 热处理符号表示临界以下时效硬化 HB 布氏硬度符号 hel 螺旋焊缝 HFW 高频焊
HiC 氢致开裂试验
HN 热处理符号表示正火加回火 HQ 热处理符号表示淬火加回火
HS 热处理符号表示临界点以下消除应力 HRC 洛氏硬度(C 标尺)符号 HV 维氏硬度符号
Ib 磅英制单位 /Ib =0.45359237kg IIW 国际焊接学会
in 英时(") 1"=25.4mm J 焦耳
k 千 词头(小写)表示103
kgf 千克力(公斤力)非国际单位制 KV 冲击功
L 管线钢级符号第一个字母 lgt 直缝
M 兆 词头表示106 强制性要求
m 米 长度单位 1m=1000mm 强制性要求 Max 最大 Min 最小
MPa 兆帕 1 MPa =1N/mm 2 mm 毫米 长度单位
N 牛顿 力单位 热处理状态符号表示正火 不要求 NDT 无损检测 O 可选要求 OD 外径
P 压力(水压) Pcm 碳当量 Pcm =C+
10V +15Mo +20Cu Mn Cr +++30Si +60
Ni +5B (冷裂纹系数) PSi 美国惯用单位制
PSL 产品规范水平
R 半径 要求 ref 参政 参考 Reh 上屈服强度 Rel 下屈服强度 Rm 抗拉强度 RT 射线检验
Rt 规定总延伸强度
RU 要求,购方和制造厂协商采用射线除外
RI 图像质量级别1级(射线检验)
S 无缝环向应力酸性条件下服役
SI 国际单位制
SAW 埋弧焊
SR 补充条件
SSCC 硫化物开裂试验
T(t) 壁厚推荐
TD 设计温度
tot 总和
X X射线
U 抗拉强度
V 冲击缺口形式维V型DWTT试验缺口为V型δnp环向应力
δ5短标距下的伸长率(新GB/T228-2002 已不采用)。