PZGLI007-PZGLI007-QP-06 产品防护控制程序(锡条 锡线 锡丝 锡膏)
产品防护控制程序精编
财务部严格按凭证控制产品出仓,《发货通知单》上有关签名、盖章齐全、数量相符时方可发货出仓。凭证上数额不得涂改。
采购业务部应派专人按合同中规定的运输方式、到货时间将产品交付顾客,货物须卸在指定场所,做到不混规格,不遗漏数目;
6.相关文件和记录
6.1Q/BFB – -01-2003《标识和可追溯性管理制度》
5.4防护控制
当产品尚未发货仍属于本公司时,仓库管理人员应按《仓库管理制度》对产品进行防护和管理,并做好保管记录;
仓库应随时保持通风、干燥、清洁,物资堆放区域须划分明确,对宜变质的物资须按《仓库管理制度》进行特殊保管;
防护期产品应于本公司物资实行隔离管理,并注明标识,予以区别;
仓库管理人员应按月对库存物资进行检查,并报告库存品的状况,发现物资损坏、变质应通知相关部门评审处理。
6.2Q/BFB– -01-2003《进货检验和试验控制程序》
6.3Q/BFB – -02-2003《过程检验和试验控制程序》
6.4Q/BFB– -03-2003《最终检验和试验控制程序》
6.5Q/BFB – -01-2003《合同评审程序》
6.6《仓库管理制度》
《入库单》
BF/QJ – 37 《物料收发台帐》
包装控制
包装的设计
包装的设计应保证产品在其内部的稳固和安全,防止产品在搬运、贮存的过程中受到损伤。包装的外部标识应符合技术标准的规定且清晰、准确;
包装的材料不能对被包装的产品质量产生不良影响;
顾客对包装的设计有特殊要求时,应由采购业务部提供资料,由工程部按顾客要求重新设计包装,在符合国家标准的前提下,设计方案须经顾客方审定认同后方可使用;
生产部负责加工制造过程中的控制。
4. 定义:无
PZGLI007-品质管理-SMT岗位作业指导书(4.回流)
谭学元
共2页
日期
签名
校对
何辉
审查
姚立军
第1页
标记
处数
文件号
签名
日期
标准检查
谭伟
册号:SMT-11GZ-4.1
XXX光电科技股份有限公司
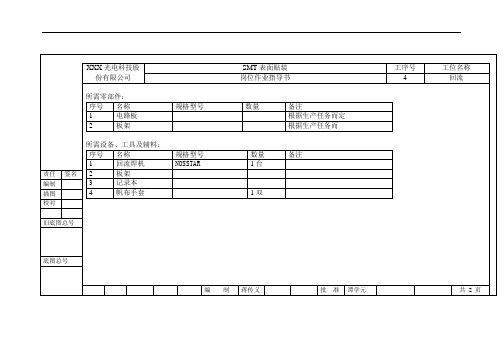
SMT表面贴装
工序号
工位名称
岗位作业指导书
4
回流
工位操作内容
1.开气,再开机,检查设备里面有无杂物,做好清洁,确保安全后,开机
2.双击回流焊软件快捷方式,点开机,选择生产程序
XXX光电科技股份有限公司
SMT表面贴装
工序号
工位名称
岗位作业指导书
4
回流
所需零部件:序号源自名称规格型号数量备注
1
电路板
根据生产任务而定
2
板架
根据生产任务而
所需设备、工具及辅料:
序号
名称
规格型号
数量
备注
1
回流焊机
NOSSTAR
1台
2
板架
3
记录本
4
帆布手套
1双
责任
签名
编制
描图
校对
旧底图总号
底图总号
编制
蒋传义
5.戴手套接取回流焊PCB,只能接触PCB边沿
责任
签名
编制
描图
校对
旧底图总号
底图总号
日期
签名
共2页
第2页
标记
处数
文件号
签名
日期
标记
处数
文件号
签名
日期
标记
处数
文件号
签名
日期
册号:SMT-11GZ-4.2
PZGLI007-品质管理-质量控制计划
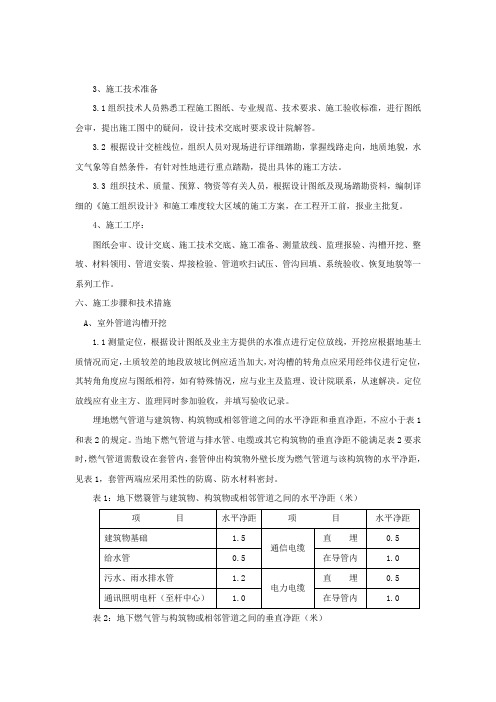
3、施工技术准备3.1组织技术人员熟悉工程施工图纸、专业规范、技术要求、施工验收标准,进行图纸会审,提出施工图中的疑问,设计技术交底时要求设计院解答。
3.2 根据设计交桩线位,组织人员对现场进行详细踏勘,掌握线路走向,地质地貌,水文气象等自然条件,有针对性地进行重点踏勘,提出具体的施工方法。
3.3 组织技术、质量、预算、物资等有关人员,根据设计图纸及现场踏勘资料,编制详细的《施工组织设计》和施工难度较大区域的施工方案,在工程开工前,报业主批复。
4、施工工序:图纸会审、设计交底、施工技术交底、施工准备、测量放线、监理报验、沟槽开挖、整坡、材料领用、管道安装、焊接检验、管道吹扫试压、管沟回填、系统验收、恢复地貌等一系列工作。
六、施工步骤和技术措施A、室外管道沟槽开挖1.1测量定位,根据设计图纸及业主方提供的水准点进行定位放线,开挖应根据地基土质情况而定,土质较差的地段放坡比例应适当加大,对沟槽的转角点应采用经纬仪进行定位,其转角角度应与图纸相符,如有特殊情况,应与业主及监理、设计院联系,从速解决。
定位放线应有业主方、监理同时参加验收,并填写验收记录。
埋地燃气管道与建筑物、构筑物或相邻管道之间的水平净距和垂直净距,不应小于表1和表2的规定。
当地下燃气管道与排水管、电缆或其它构筑物的垂直净距不能满足表2要求时,燃气管道需敷设在套管内,套管伸出构筑物外壁长度为燃气管道与该构筑物的水平净距,见表1,套管两端应采用柔性的防腐、防水材料密封。
表1:地下燃簔管与建筑物、构筑物或相邻管道之间的水平净距(米)表2:地下燃气管与构筑物或相邻管道之间的垂直净距(米)1.2 管沟开挖前,应首先摸清地下管线情况,如遇地下管道、电缆,必须按照《交叉建筑物工程施工方案》进行施工。
1.3 沟槽开挖聚乙烯(PE)管采用埋地敷设,钢管采用埋地和架空敷设,埋深不小于0.8米(至管顶)。
1.3.1 沟槽采用人工开挖,沟槽底部如果有积水,则开挖排水沟,将水引至集水坑,然后采用潜水泵抽出,确保铺管时沟槽底部无积水。
PZGLI007-品质管理-起重机械特殊检验项目检验实施细则doc-分类
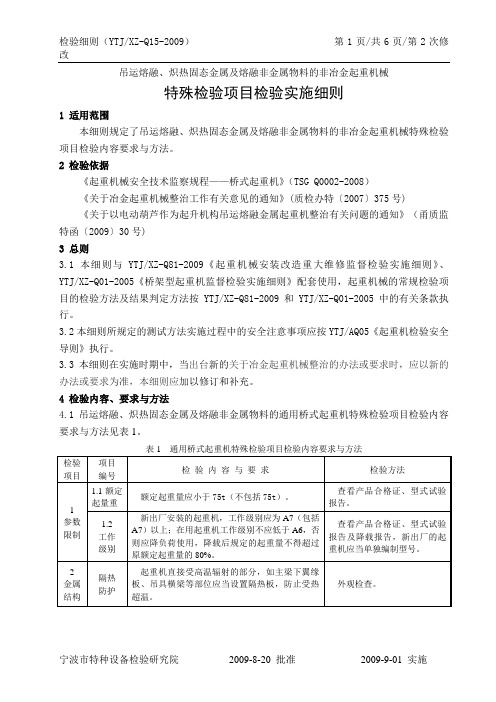
吊运熔融、炽热固态金属及熔融非金属物料的非冶金起重机械特殊检验项目检验实施细则1 适用范围本细则规定了吊运熔融、炽热固态金属及熔融非金属物料的非冶金起重机械特殊检验项目检验内容要求与方法。
2 检验依据《起重机械安全技术监察规程——桥式起重机》(TSG Q0002-2008)《关于冶金起重机械整治工作有关意见的通知》(质检办特〔2007〕375号)《关于以电动葫芦作为起升机构吊运熔融金属起重机整治有关问题的通知》(甬质监特函〔2009〕30号)3 总则3.1本细则与YTJ/XZ-Q81-2009《起重机械安装改造重大维修监督检验实施细则》、YTJ/XZ-Q01-2005《桥架型起重机监督检验实施细则》配套使用,起重机械的常规检验项目的检验方法及结果判定方法按YTJ/XZ-Q81-2009和YTJ/XZ-Q01-2005中的有关条款执行。
3.2本细则所规定的测试方法实施过程中的安全注意事项应按YTJ/AQ05《起重机检验安全导则》执行。
3.3本细则在实施时期中,当出台新的关于冶金起重机械整治的办法或要求时,应以新的办法或要求为准,本细则应加以修订和补充。
4 检验内容、要求与方法4.1吊运熔融、炽热固态金属及熔融非金属物料的通用桥式起重机特殊检验项目检验内容要求与方法见表1。
表1 通用桥式起重机特殊检验项目检验内容要求与方法4.2吊运熔融、炽热固态金属及熔融非金属物料的以电动葫芦作为起升机构的桥式起重机特殊检验项目内容要求与方法见表2。
5 检验记录与检验结果判定和处理5.1 检验性质为纳入起重机械安装改造大修监督检验,具体见各品种起重机械施工监检原始记录;纳入起重机械定期检验范围,具体见表A1、表A2。
5.2 检验记录的填写要求和签章手续按YTJ/CX16的规定执行,在检验原始记录的工作环境栏与检验报告的设备名称栏后面分别加标“(熔融金属)”、“(熔融非金属)”和“(炽热金属)”字样。
5.3在定期检验报告其它栏内增设“吊运熔融、炽热固态金属及熔融非金属物料的非冶金起重机械特殊检验项目”,所有特殊检验内容全部符合的,则该项目合格,否则该特殊检验项目不合格,特殊检验项目不合格的,应当判定整机不合格。
产品防护控制程序(同名23178)
产品防护控制程序(同名23178)质量管理体系文件产品防护控制程序版本号:A/0受控状态:受控编号:2013-9-10 发布 2013-9-10 实施目录1目的 (4)2适用范围 (4)3职责 (5)4工作程序 (5)4.1..................................................................................... 包装要求54.2..................................................................................... 搬运要求64.3................................................................................. 贮存与保护64.4............................................................................................. 交付13 5相关文件 . (13)6记录 (14)7附加说明 (14)1目的产品在内部处理和交付到预定的地点期间, 对产品的标识、搬运、包装、贮存、保护进行控制,防止产品损坏、变质、功能失效和丢失,保证产品符合规定的要求。
2适用范围适用于毛坯、外购外协件、在制品、半成品和成品在内部处理和交付到预定地点期间的标识、运输、搬运、包装、贮存、保护的控制。
3职责3.1计划部仓库对产品的出入库进行搬运、运输及产品储存过程中的标识和防护进行控制;3.2 生产车间负责生产过程中的产品搬运﹐并对产品进行相应的包装和防护;3.3 工艺部负责提供产品防护相关技术文件;3.4质量部负责对产品交付到预定的地点之前的所有产品的防护控制进行监督检查。
4工作程序4.1 包装要求4.1.1技术部应根据产品的特点制定产品的包装要求并对包装进行设计。
PZGLI007-品质管理-总混岗位说明书
工作权限
有权拒用上道工序不合格的产品。
任职者素质要求
年龄
35岁以下
学历
初中以上
职称
不限
性别
女
专业
不限
工作经历
不限
资格认证具有公司颁发的上岗证。
相关技能岗位技能。
其他:身心健康、责任心强。
总混、分离岗位说明书
岗位编号:
岗位名称
总混、分离
所属部门
提取车间
直接主管
班长
直接下属
无
编写日期
编写部门
提取车间
工作目的:为了使药液能够充分混合以及除去药液中的油脂等杂物,保证产品质量。
工作职责
1、生产前清洁药液贮罐以及平台;
2、按分离岗位操的贮罐车间;
产品防护控制程序
----------------------------精品 word 文档 值得下载 值得拥有----------------------------------------------
1. 目的: 为了确保产品的安全和对产品进行保护,避免原材料、零配件、半成品及成品在 搬运、包装、贮存过程中的损伤,保证提供顾客产品的质量。
------------
----------------------------精品 word 文档 值得下载 值得拥有----------------------------------------------
4.5.4 产品堆放的管理
各种原材料、零配件、半成品及成品的储存,须装载于容具、料架或搁板上,不得
----------------------------精品 word 文档 值得下载 值得拥有----------------------------------------------
浙江宝泰电子有限公司程序文件
产品防护控制程序
拟 定:
审 核:
批 准:
文件编号: BT/QSP-2004-17
文件状态:
BT/QSP-2004-17 B/0
----------------------------精品 word 文档 值得下载 值得拥有--------------------------------------------------------------------------------------------------------------------------------------------------------------
或逾期的库存品时应填写《超期库存品清单》,通知品管部对产品进行再检验,检
PZGLI007-品质管理-LFY-WI-SMT-008 回流焊操作规范
第 1 页 共 2 页 文件编号: 版次:A0 Y 文件名称 回流焊操作规范 生效日期: 制定部门 工程部 页次: 拟制: 审核: 批准:
1.目的:规范作业方法,促进品质向上。 2.适用范围 SMT工程人员及有可能操作该设备的人员。 3.职责 使用部门负责制定本规定,部门经理批准,相关部门共同实施。 4.程序 4.1 HELLER 1800EXL回流焊操作说明 4.1.1开机步骤 a) 将机器总电源开关置于“ON”的白线位置,POWER ON; b) 启动电脑,旋开紧急开关; c) 按下“START”启动键,启动REFLOW软件,选择程序; d) 打开网链,运风,加热,冷却。 4.1.2关机步骤 a)在选择栏中保存文件,待温度降到80度以下,关闭REFLOW软件; b) 将紧急开关按下; c) 关闭计算机。 4.1.3 基本操作 a) 进入“REFLOW”软件后,调出将要过炉机种的程序; b) 调整好炉子轨道宽度,需确认“OK”。 4.1.4 注意事项 a) 过炉前需确认将要过炉机种的名称与炉子程序名是否一致; b) 程序中的温度,链条速度的设定与报表中的是否一致; c) 机器在正常运转中严禁按紧急开关; d) 机器出现任何异常时,请在第一时间通知技术人员; e) 中检过炉时每块PCB保持在10—15cm之间。 4.1.5 其它事项 略
5.相关文件
略 6.记录 略 第 2 页 共 2 页 文件编号: 版次:A0 Y 文件名称 回流焊操作规范 生效日期: 制定部门 工程部 页次: 拟制: 审核: 批准:
PZGLI007-品质管理-漆包线检验标准指导书
从同一线轴上取长 60cm 之试料 2 根,各对绞如下
表之张力及扭绞之回数,扭绞部分长度约为 12cm 绝缘破 长,剪去连接部分接着两导体间,外加适当 60HZ
5
坏电压 近似,交流电正弦波电压,电压以约 500V/秒的平
试验 均速度上升,其破坏电压不得低于附件表二:
《丝包绞线,热风漆包绞线针孔性能判定标准
如附表三的扭绞次数,扭绞部分长度约为 12cm 长,将对折处剪断,两端接测试仪的+、-级,
然后将是压从 0V 以每秒 100V 的速度增加,漏电流 1mA,直至击穿为止,记录击穿电压值后与
表二比较是否符合要求。
6.2.5.4.测量工具:耐压测试仪
6.2.6 直焊性检验
6.2.6.1 从来料中随机抽取 5 个线轴样本并分别截取约 15cm 长作为测试样本进行检验.
3.3 原材料《承认书》
4.0 定义:无
5.0 相关权责
5.1 品管部 IQC 人员负责所有来料丝包绞线,热风漆包绞线的检查.
6.0 作业程序
6.1. 检验项目、缺点区分,抽样方案,判定标准:
检验项目 外观及包装
针孔 线径及外径
铜阻 抗电强度 直焊性
缺点区分 MI MA MA MA CR MA
抽样方案 MIL-STD-105E 二级
博罗县龙溪镇 XXXX 电子有限公司
丝包绞线/热风绞线 检验标准指导书
建立日期 修订日期
版次 页次
+0.003
0.007
0.174
0.189
908.8
1300
A0 第6 页共 8 页
15.0
+0.003
0.007
0.184
0.199
PZGLI007-SPC知识-控制图2
c.单值控制图( X Chart )
(应用范围:同上,但检验时间应短于加工时间)
d.单值-移动极差控制图(X-Rm Chart )
(应用范围:同上,但用于一定时间内只能获取1个数据的控制)
控制图的种类(性质分类)
二.计数值控制图(Control Charts For Attributes)
a.不良率控制图 ( P Chart )
机器号码:RK006
品质特性:GAP
操 作 者:55230
测定单位:mm
测 定 者:58664
制造场所:A线
抽样期间:03/10/99~03/12/99
GROUP X1 X2 X3 X4 X5 X R
Min Max
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 0.64 0.64 0.64 0.68 0.62 0.70 0.65 0.71 0.70 0.66 0.59 0.62 0.61 0.67 0.72 0.65 0.60 0.72 0.69 0.64 0.61 0.63 0.70 0.65 0.67 0.66 0.68 0.70 0.68 0.63 0.67 0.66 0.60 0.66 0.68 0.66 0.64 0.72 0.66 0.61 0.62 0.68 0.68 0.70 0.70 0.65 0.70 0.63 0.64 0.62 0.60 0.65 0.68 0.64 0.61 0.72 0.61 0.70 0.68 0.61 0.68 0.66 0.67 0.68 0.68 0.65 0.71 0.64 0.63 0.70 0.62 0.58 0.63 0.64 0.66 0.70 0.70 0.65 0.67 0.62 0.60 0.61 0.69 0.61 0.72 0.73 0.64 0.60 0.67 0.66 0.64 0.60 0.62 0.60 0.70 0.61 0.62 0.66 0.67 0.64 0.63 0.64 0.68 0.66 0.68 0.68 0.68 0.66 0.66 0.65 0.62 0.62 0.63 0.64 0.67 0.67 0.63 0.69 0.67 0.62 0.08 0.07 0.06 0.09 0.10 0.08 0.07 0.11 0.07 0.08 0.08 0.08 0.08 0.07 0.11 0.11 0.10 0.07 0.03 0.03 0.60 0.61 0.64 0.61 0.62 0.65 0.64 0.60 0.63 0.62 0.59 0.58 0.60 0.60 0.61 0.61 0.60 0.65 0.66 0.61 0.68 0.68 0.70 0.70 0.72 0.73 0.71 0.71 0.70 0.70 0.67 0.66 0.68 0.67 0.72 0.72 0.70 0.72 0.69 0.64
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
产品防护控制程序 文件编号: 版本/版次:A / 0 页 次: 第 1 页 共 5 页 分发栏: ■营销中心 ■研发部 ■品质部 ■生产部 ■采购部 ■物料部 ■管理部 文件修订记录
版本 修 正 内 容 生效日期 文件编号 签 名
A/0 新发行
批核栏: 版本 营销 中心 研发部 物料部 品质部 生产部 采购部 管理部 管理代表 总经理
A/0
印章控制栏: 产品防护控制程序 文件编号: 版本/版次:A / 0 页 次: 第 2 页 共 5 页 1.0 目的:
对本公司所有原材料、辅料、半成品、成品等的包装、标识、记录、搬运、储存、交付等过程进行必要和有效的防护控制,以确保产品质量不受损坏、变质或误用,符合公司和客户的要求。 2.0 范围:
适用于本公司所有原材料、辅料、半成品、成品(包括顾客财产)。 3.0 职责:
3.1仓库:负责对所有在制WIP的流转、出入仓物品的贮存保管、收发或交付活动进行合理和有效的防护管理。 3.2生产部:负责对所有制造全过程中、在制品的防护管理,包括采取正确而有效的措施进行包装、标识、记录、贮存保管、转序收发和搬运等活动。 3.3品质部:负责对来料、在制品、产成品的检验判定和品质状态标识、记录。 3.4研发部:负责根据产品特点或客户要求对产品工艺、制程、包装、贮存等管理制定必要的作业 指导书。 4.0 定义:无
5.0 作业程序
5.1原材料的防护 5.1.1验收: ①供应商来料时,仓管员收取物料按《订购单》检查外包装、品名规格及数量等标示,且核对与送货单是否一致,对所收物料进行数量检查,检查完毕后,仓管依据来料及送货单填写《材料入库单》注明“品名及规格、代号、数量、供应商名称、送货单号”,通知IQC检验。 ②IQC协同仓管首先检查供应商来料的包装方式是否正确,确保无来料弯曲、变形、磨损、碰伤、混料等现象发生,下雨天应注意防雨淋,以免锡锭、锡铜合金等粘水氧化。标识齐全、明确、清晰。核对送货单据与实际来料品名、规格、材质、数量等一致。 ③IQC根据来料填写相应的检验报告,锡锭填写《进料检验记录表》,辅助材料《入库物料验收单》,锡粉填写《来料检验报告》,并现场标识来料品质状态。 ④检验后来料符合要求,立即通知仓管办理入库手续。若不合格则需隔离,通知采购与供应商协商退料事宜,具体按《不合格品控制程序》执行。 5.1.2搬运: ①搬运前选择合适的搬运工具如手推车、叉车,将材料整齐排列放置于卡板上,小心搬运。 ②移动、搬运过程中注意防止材料被雨淋、重压、猛烈撞击等,以免材料变形或损坏。 5.1.3入库、标识、贮存: ①仓库首先应确保仓储环境通风、通光、干燥、干净,必要时安装抽湿机、防爆灯等。 ②所有物料/成品按其状态(如待检、良品、待处理、HS专属区等)定位、定量、整齐排放于规定区域内。 ③不同材质、不同规格的材料分区放置,不可混放,以免误用。对于客供物料,应设置专区分类独立隔离存放,醒目标识。 产品防护控制程序 文件编号: 版本/版次:A / 0 页 次: 第 3 页 共 5 页 ④材料入库上架后,填写《物料标示卡》,放置于现场料架上。 ⑤每月底盘点一次,确保物物有帐、帐物相符。 ⑥对于有保质期的原材料,仓管员与IPQC必须核对物料的生产日产,同时在相应的《物料标示卡》和对应的现场来料品质标示卡上备注上相应的保质期。 ⑦每年底至少清理一次呆、滞料。 5.1.4发放:
①生产部按照《生产通知单》内容填写《领料单》,经部门主管审批后交仓库,仓管根据《领料单》核对《生产通知单》无误后,遵循先进先出的原则发料,有特殊情况或品质部有特别要求时,仓管员需按要求进行发料,并记录于《领料单》备注栏中,并录入仓库帐目。 ②研发、品质部及其它部门因试验、制作样品或其它公务需领料时,由需求人开立《领料单》经部门主管或经理批准,仓管员方可发料。 ③对仓库物料有储存期限要求的,仓管员所发物料确保仍在储存期限内,有储存期限要求且已过期之物料, 在未得到品质部的书面通知时,不可发放,本司产品及原料的保质期如下: 产品名称 保质期 锡条 2年 锡线 1年 锡膏 6个月 锡粉 6个月 助焊膏 6个月 化工原料 6个月 ④收发双方现场检查、核对,准确交接完毕,仓管清理现场。 5.1.5补料、退料: ①补料:生产过程中因材料损耗超标或生产不良无法满足生产任务需补料时,由生产部填写《领料/退料单》,注明补料原因,经品质部确认不良品,补料部门主管审批后交仓库补发料。 ②退料:制造过程中因来料不良或生产有余料时,由生产部填写《领料/退料单》,注明退料 原因,经品质部确认所退材料品质,退料部门主管审批后将材料退回仓库。 ③仓库应将补料或退料数量、原因和单据记录于仓库帐目中。 5.2在制品的防护 5.2.1调机生产:` 制造部按照产品工艺流程以及《生产通知单》要求生产。 5.2.2填写《焊料标示卡》: 生产部负责自第一道工序开始准确填写《焊料标示卡》,并随产品流转至后续工序,各道工序必须保持“标示卡”清淅、完好、齐全。 5.2.3制程检验: 品质部IPQC根据《生产通知单》及相应的《制程检验规范》对在制品的品质进行检验、判定并标 产品防护控制程序 文件编号: 版本/版次:A / 0 页 次: 第 4 页 共 5 页 识、记录品质状态。 5.2.4贮存、搬运: ①使用合适的容器(如塑胶盆、不锈钢盆、不锈钢桶或纸箱等)盛装产品,产品须整齐排列,锡条应逐层单个摆放。装有产品的盆叠放高度以2~3盆为限,防止倾倒。胶盆、其它不相关重物不可直接压在产品表面上,以免下层产品被压伤或受压变形。 ②轻拿轻放,不可猛力扔放产品。使用手推车、叉车运送,不可碰撞、跌落、倾倒,防止碰花、碰伤产品,避免混货发生。 5.2.5转序: ①在制品周转:所有在制产品流入下道工序,由仓管员将物料流转入下个部门接收生产,出入库双方现场核对品种、规格、数量等准确无误后办理交接。 ②交接和单据:在制半成品入库时由生产部填写《锡条/锡筒记录表》,出库时由仓库填写《领料单》,随货交生产部责任人(再次)确认并签名。出入库双方现场核对品种、规格、数量等准确无误后办理交接。 5.3成品的防护 5.3.1终检: ①品质部QC(OQC)根据《生产通知单》及相应的《成品检验规范》实施检验。 ②检验标识和记录:成品终检后及时填写《成品检验报告》,并将良品、不良品、返工返修品严格区分开。 ③QA抽检,填写相关检验记录报告。 5.3.2包装: ①产品外箱采用瓦楞纸箱、泡沫箱或塑胶桶包装(必要时用木箱)。根据产品《包装作业指导书》或客户包装要求进行包装,外箱均需张贴《物料标签》,注明“品名、规格型号、生产批号、数量、生产日期”,客户有特殊标识要求的张贴客户专用标签。 ②包装后的成品由QA再次抽检、验证,合格则签盖检验合格印章,不合格签盖不合格印章,将不合格品退回QC(OQC),按《不合格品控制程序》执行。 5.3.3入库: ①包装组填写《成品入库单》交给生产部高级组长,组长将对应的产品规格型号,数量等录入ERP系统同时打印《缴库单》交给包装组,包装组将打印的《缴库单》随产品与仓库交接入库。 ②仓管必须认真核对包装方式、品名、规格、数量、标识、单据等内容,验收无误后将产品纳入仓库,按区域分类定位、定量摆放,并将数据录入ERP系统。 ③入库的成品必须是经最终检验合格的产品,不合格品一律不得纳入仓库。 5.3.4贮存、保管: ①贮存环境:保持通风、通气、通光、干净、干燥 ②遵循三原则:先进先出、整存零取;定点、定位、定量;防水、防火、防压、防盗。 ③同种规格产品分类、集中摆放,存取方便,标识明确,防止混货。 ④仓库所有物料/成品在搬运过程中必须做到轻拿轻放,避免碰撞;原材料、成品的最高叠放高度为: 产品防护控制程序 文件编号: 版本/版次:A / 0 页 次: 第 5 页 共 5 页 2M ⑤严禁将产品或包装箱直接放置于地面,须摆放在卡板或货架上。 ⑥检查包装箱是否破损,否则应及时更换,防止产品遗失、混货。 ⑦每日定时清理仓库内的垃圾、杂物(包括纸皮、胶带等),擦拭地面,检查电掣、电线和物品稳固程度,保持仓库环境整洁,消除安全隐患,符合6S规范。 ⑧每月底盘点一次,确保物物有帐、帐物相符。 ⑨存期超过半年(含)以上的成品在交付客户前须经品质部复检。 ⑩每年底清理一次呆、滞品、变质品。 5.3.5出库(出货): ①营销中心编写《备货、检验通知单》通知仓库,仓管员根据《备货、检验通知单》进行备货,放入备货区,备货时仓管员必须执行“先进先出”原则。 ②仓管员备货完成后,需根据《送货单》重新与实物核对品名、规格、数量,同时通知品质人员作出货检验。 ③出货检验完毕后,仓管使用合适的搬运工具将物品搬运致指定出货地点,装载上车,注意货物摆放方式,防止倾倒,以免损坏产品及包装箱,出货完毕后,清理现场,保持整洁。 ④仓管员根据《送货单》进行相应的帐务处理. 6.0相关程序文件: 6.1《记录控制程序》…………………………………………LZD-GP-04 6.2《不合格品输出程序》……………………………………LZD-GP-06 6.3《产品检验控制程序》……………………………………LZD-QP-04 6.4《产品标识和追溯控制程序》……………………………LZD-QP-08 7.0相关表单记录: 7.1材料入库单…………………………………………………FW-QP-028 7.2入库物料验收单……………………………………………FW-QP-029 7.3 物料标示卡 ………………………………………………FW-QP-030 7.4领料单 …………………………………………………FW-QP-031 7.5退料单 …………………………………………………FW-QP-032 7.6焊料标示卡…………………………………………………FW-QP-033 7.7成品入库单…………………………………………………FW-QP-034 7.8缴库单………………………………………………… FW-QP-035 7.9备货、检验通知单 ……………………………………… FW-QP-036 7.10送货单 ………………………………………………… FW-QP-037 7.11盘点表………………………………………………… FW-QP-038 7.12物料管理卡 ………………………………………………FW-QP-040 8.0附件: 无