齿轮轴械加工工序卡片
倒档齿轮加工工艺过程卡和工序过程卡
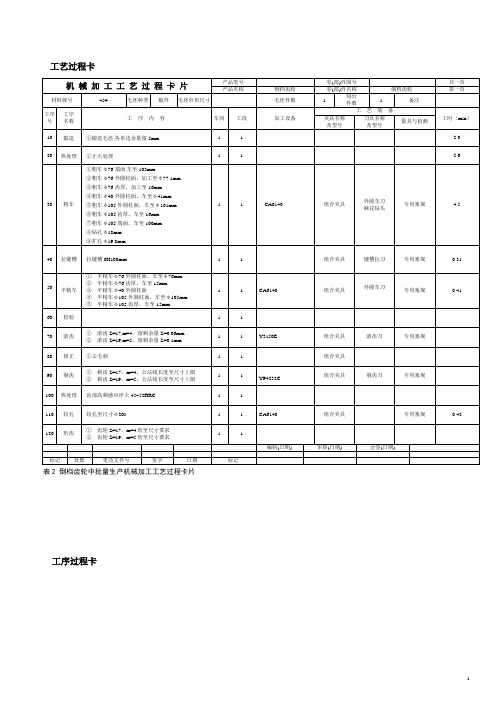
工艺过程卡表2 倒档齿轮中批量生产机械加工工艺过程卡片工序过程卡1机械加工工序卡片产品型号零(部)件图号产品名称零(部)件名称倒档齿轮车间工序号工序名称材料牌号3 粗车45#毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件64工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/n)切削深度(mm)进给次数工步工时机动辅助1 粗车Φ76端面高速钢面车刀,麻花钻,扩孔刀450108.60.53 1 22.8描图 2 粗车Φ76外圆柱面及齿厚500 119 0.5 1.5 1 63 粗车Φ40圆柱面1400 159 0.5 1 1 6.5 描校4 粗车Φ105圆柱面及齿厚400 132 0.5 1 1 7.85 粗车Φ105端面320 101.9 0.6 3 2 10 底图卡6 钻Φ18mm孔125 7.85 0.76 100 1437 扩Φ19.8mm孔125 7.7 1.24 100 85 装订号设计日期审核日期标准化日期会签日期标记处数更改文件号签字日期标记处数更改文件号签字日期陈德发07-08 杜道07-08机械加工工序卡片产品型号零(部)件图号产品名称零(部)件名称倒档齿轮1422223机械加工工序卡片产品型号 零(部)件图号产品名称倒档齿轮零(部)件名称 倒档齿轮车 间 工 序 号工序名称 材料牌号 5 半精车 45# 毛坯种类 毛坯外形尺寸每毛坯可制件数每台件数锻件 1 1 设备名称 设备型号 设备编号同时加工件数卧式车床CA61401 夹 具 编 号夹 具 名 称 切 削 液专用夹具 工位器具编号工位器具名称工序工时 准 终 单 件146 工步号 工 步 内 容 工 艺 装 备主轴转速 (r/min ) 切削速度(m/min) 进给量(mm/n) 切削深度(mm) 进给次数工步工时(s )机动辅助1.半精车φ76外圆柱面至φ76mm及齿厚15mmW18C r 4V 车刀,游标卡尺710 185 0.3 0.55 1 4.8 描 图 2. 半精车φ40外圆柱面至φ40mm 1400 197 0.25 0.5 1 13.2 3 半精车φ105外圆柱面至φ105mm 及齿厚15mm 500 159.4 0.3 1 1 6.6s 描校底图卡设计日期审核日期标准化日期会签日期标记处数更改文件号签 字日 期标记处数更改文件号签 字日 期机械加工工序卡片产品型号 零(部)件图号产品名称零(部)件名称 倒档齿轮车 间 工 序 号工序名称 材料牌号 7 滚齿 45# 毛坯种类 毛坯外形尺寸每毛坯可制件数每台件数锻件 1 1 设备名称 设备型号 设备编号同时加工件数齿轮滚床Y32b1 夹 具 编 号夹 具 名 称 切 削 液专用夹具 工位器具编号工位器具名称工序工时 准 终 单 件10 工步号 工 步 内 容工 艺 装 备主轴转速 (r/min ) 切削速度(m/min) 进给量(mm/n) 切削深度(mm)进给次数工步工时机动辅助1.滚齿Z=17,m=4留剃余量Z=0.06mm 滚齿刀50 25 1.5 17 3 30 描 图 2 滚齿Z=19,m=5,剃余量Z=0.1mm6030 1.5 16.5 3 35 描校 底图卡设计日期 审核日期标准化日期会签日期标记处数更改文件号签 字日 期标记 处数 更改文件号签字 日 期2222224。
齿轮加工工艺卡

台州职业技术学院
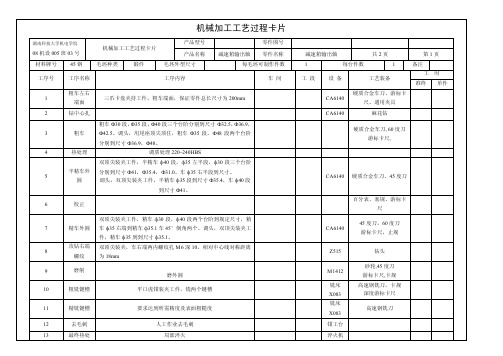
机械加工工艺过程卡片
产品型号
零件图号
共1页
产品名称
零件名称
主动齿轮
第1页
材料牌号
45
毛坯种类
模锻
毛坯外形尺寸
64mm×Ø120mm
每件毛坯可制件数
1
每台件数
1
工序号
工序名称
工序内容
车间
工段
设备
工艺装备
工时
准终
单件
1
模锻
模锻
锻工
2
热
正火
30
车
车两端面,钻中心孔
金工
描校
14
入库
涂上防锈油
底图号
设计
〔日期〕
审核
〔日期〕
标准化
〔日期〕
会签
〔日期〕
装订号
标记
处数
更改文件号签字日期标记处数更改文件名
签字
日期
.21
CA6140
YT15 45°右偏刀,中心孔钻
4
车
粗车外圆Ø90-91mm,Ø117-118mm,Ø107-108mm,
金工
CA6140
YT1590°右偏刀、,三爪卡盘,游标卡尺
5
车
粗车内圆Ø68Ø94Ø90Ø71
金工
CA6140
三爪卡盘,镗孔车刀,游标卡尺
6
热
调质处理30-35HRC
7
车
精车内外圆,倒角,车刀槽
金工
CA6140
YT1590°右偏刀、,三爪卡盘,镗孔车刀,刀槽车刀
8
铣
铣左端凹槽和圆形凹槽
金工
X6132和卧式铣床
减速器输出轴机械加工工艺过程卡片
半精车外 分别到尺寸 Ф41,Ф35.4,Ф31.0。车 ф35 右半段到尺寸。
5
圆
调头,双顶尖装夹工件,半精车 ф35 段到尺寸 Ф35.4,车 ф40 段
到尺寸 Ф41。
6
校正
双顶尖装夹工件,精车 ф30 段,ф40 段两个台阶到规定尺寸,精
7
精车外圆 车 ф35 右端到精车 ф35.1 车 45°倒角两个。调头,双顶尖装夹工
件,精车 ф35 到到尺寸 ф35.1。
攻钻右端 双顶尖装夹,车右端两内螺纹孔 M 6 深 10,相对中心线对称距离
8
螺纹
为 18mm
9
磨削
磨外圆
10
粗铣键槽
平口虎钳装夹工件,铣两个键槽终热处
要求达到所需精度及表面粗糙度
人工作业去毛刺 局部淬火
减速箱输出轴
共2页
第1页
1 工段
钻头
砂轮,45 度刀 游标卡尺,卡规 高速钢铣刀,卡规 深度游标卡尺
高速钢铣刀
理及清洗
14
检查
终检
等 游标卡尺,卡规,塞规, 直尺
标记 处数 描图
更改文件号
日 签字
期 描校
标记
处数
更改文件号 底图号
签字
日期
设计(日期)
2011 年 6 月 7 日 装订号
审核(日 标准化(日期) 会签(日期)
期)
钻中心孔
粗车 Ф30 段,Ф35 段,Ф40 段三个台阶分别到尺寸 Ф32.5,Ф36.9,
3
粗车
Ф42.5。调头,用尾座顶尖顶住,粗车 Ф35 段,Ф48 段两个台阶
分别到尺寸 Ф36.9,Ф48。
4
热处理
(完整版)机械加工工艺过程卡片及工序卡片模板

工序号
工序名称
Ⅰ
粗车端面和外圆
Ⅱ
粗镗内孔
机械加工工艺过程卡片
产品型号 产品名称
HT200
毛坯种 类
铸造
毛坯外形尺寸
填料箱盖
零件图号 零件名称 每毛坯件数
填料箱盖
每 台件数
工
序
内
容
车间
粗车Φ 155 的端面 粗车Φ 155 的外圆 粗车Φ 100 的外圆 粗车Φ 75 的外圆
粗镗Φ 60 的内孔
同时加工件数 切削液
工序工时 (分 )
准终
单件
工步号 工
Ⅰ
步
内
切槽
容
工艺 装备
成形刀具
主轴转速
r/min
90
切削速度
m/min
44.93
进给量
mm/r
0.65
切削深度
mm
5.25
进给 次数
工步工时
基本
辅助
0.124
设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)
标记 处数 更改文件号 签字 日期 标记 更改文件号 签字 日期
填料箱盖
车间
毛坯种类
零件图号
零件名称 工序号
填料箱盖
共8
工序名称
Ⅴ
镗孔
毛坯外形尺寸 每毛坯可制件数
页第 6 页 材 料 牌号
每 台 件数
设备名称
设备型号
设备编号
同时加工件数
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时 (分 )
准终
单件
工步号 工
Ⅰ Ⅱ Ⅲ
圆柱齿轮机械加工工序卡
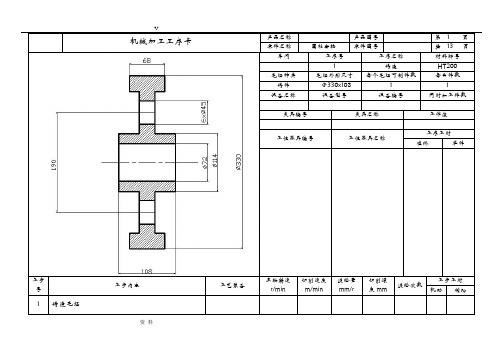
机械加工工序卡产品名称产品图号第 1 页零件名称圆柱齿轮零件图号共13 页车间工序号工序名称材料牌号1 铸造HT200毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件Φ330x108 1 1设备名称设备型号设备编号同时加工件数夹具编号夹具名称工作液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 铸造毛坯. . . 资料. .2 清沙,去浇注口编制(日期) 校对(日期)审核(日期) 批准(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡产品名称产品图号第 3 页零件名称圆柱齿轮零件图号共13页车间工序号工序名称材料牌号3 扩孔HT200毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件Φ330x108 1 1设备名称设备型号设备编号同时加工件数钻床ZK5215 1夹具编号夹具名称工作液工位器具编号工位器具名称工序工时准终单件. . . 资料. .工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 轮辐孔扩至Φ50mm扩孔刀89 5.6 0.6 1 12 扩中心孔至Φ78mm扩孔刀97 6.3 0.8 1 1编制(日期) 校对(日期)审核(日期) 批准(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡产品名称产品图号第 4 页零件名称圆柱齿轮零件图号共13 页车间工序号工序名称材料牌号4 拉孔HT200毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件Φ330x108 1 1设备名称设备型号设备编号同时加工件数拉床LYK6115夹具编号夹具名称工作液工位器具编号工位器具名称工序工时准终单件. . . 资料. .工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 拉中心孔至Φ80mm 拉刀15 0.32 1编制(日期) 校对(日期)审核(日期) 批准(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡产品名称产品图号第 5 页零件名称圆柱齿轮零件图号共13 页车间工序号工序名称材料牌号5 粗车HT200毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件Φ330x108 1 1设备名称设备型号设备编号同时加工件数. . . 资料. .. . . 资料. .零件名称圆柱齿轮零件图号共13页车间工序号工序名称材料牌号6 半精车HT200 毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数锻件Φ330x108 1 1设备名称设备型号设备编号同时加工件数车床CAK6136夹具编号夹具名称工作液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 半精车外圆至Φ325mm,并倒角YT15车刀600 150 0.3 0.2 5. . . 资料. .编制(日期) 校对(日期)审核(日期) 批准(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡产品名称产品图号第7 页零件名称圆柱齿轮零件图号共13 页车间工序号工序名称材料牌号7 滚齿HT200毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件Φ330x108 1 1设备名称设备型号设备编号同时加工件数齿轮滚床YK38夹具编号夹具名称工作液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助. . . 资料. .1 滚齿m=5mm,z=63,α=20°滚齿刀50 2.5 1.5 1 3编制(日期) 校对(日期)审核(日期) 批准(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡产品名称产品图号第8 页零件名称圆柱齿轮零件图号共13 页车间工序号工序名称材料牌号8 插HT200 毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件Φ330x108 1 1设备名称设备型号设备编号同时加工件数插床夹具编号夹具名称工作液工位器具编号工位器具名称工序工时准终单件. . . 资料. .工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 插键槽22+0.026插刀100 10 1 1 5编制(日期) 校对(日期)审核(日期) 批准(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡产品名称产品图号第12 页零件名称圆柱齿轮零件图号共13 页车间工序号工序名称材料牌号12 倒角HT200毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件Φ330x108 1 1设备名称设备型号设备编号同时加工件数珩齿机YK5714夹具编号夹具名称工作液工位器具编号工位器具名称工序工时准终单件. . . 资料. .工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 珩齿至IT7图纸要求珩刀300 10 0.2 0.05 2编制(日期) 校对(日期)审核(日期) 批准(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡产品名称产品图号第11 页零件名称圆柱齿轮零件图号共13 页车间工序号工序名称材料牌号11 磨孔HT200毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件Φ330x108 1 1设备名称设备型号设备编号同时加工件数钻床ZK5215夹具编号夹具名称工作液工位器具编号工位器具名称工序工时准终单件. . . 资料. .工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 推中心孔至精度要求IT7推刀600 0.01 1 1 1编制(日期) 校对(日期)审核(日期) 批准(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡产品名称产品图号第10 页零件名称圆柱齿轮零件图号共11 页车间工序号工序名称材料牌号10 磨齿HT200毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件Φ330x108 1 1设备名称设备型号设备编号同时加工件数剃齿机YWA4332夹具编号夹具名称工作液工位器具编号工位器具名称工序工时准终单件. . . 资料. .. . . 资料. .机械加工工序卡产品名称产品图号第13 页零件名称圆柱齿轮零件图号共13 页车间工序号工序名称材料牌号13 检验HT200毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件Φ330x108 1 1设备名称设备型号设备编号同时加工件数夹具编号夹具名称工作液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 按图样检查各部分精度专用量具. . . 资料. .. . . 资料. .. . . 资料. .. . . 资料. .。
双联齿轮加工工序卡

工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
钻镗花键底孔至尺寸φ30H12
三抓自定心卡盘
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
用心轴定位,精车外圆、端面及齿槽至尺寸要求
心轴
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
产品型号
零件图号
7
产品名称
变速箱
零件名称
双联齿轮
共
11
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
推孔
推孔夹具
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
机械加工工艺过程卡片和机械加工工序卡片
机械加工工艺过程卡填写参考模板(一页不够可以复制接续到下一页)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片填写参考模板(5-8张,要来自于上面的工艺过程卡的某一个工序,自己选择做某个工序,并按工序号大小顺次填写)机械加工工序卡片产品型号零件图号共5页产品名称零件名称右支架第1页CAD中要抓取白底的图片放入并要符合工序简图的绘制要求车间工序号工序名称材料牌号05 粗铣顶面A ZG310-570毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件设备名称设备型号设备编号同时加工件数XA5032 1 夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时/min准终单件高速钢镶齿铣刀工步号工步内容工艺装备主轴转速/(r/min)切削速度/(m/min)进给量/(mm/r)背吃刀量/mm进给次数工步工时/min基本辅助1 粗铣顶面A 刀具:高速钢镶齿套式端铣刀量具:游标卡尺60 23.55 1.12 4 2.02 描图描校装订号设计(日期) 审核(日期) 标准化(日期) 会签(日期) 标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号共5页产品名称零件名称第2页车间工序号工序名称材料牌号毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时/min 准终单件工步号工步内容工艺装备主轴转速/(r/min)切削速度/(m/min)进给量/(mm/r)背吃刀量/mm进给次数工步工时/min基本辅助描图描校。
【精品】圆柱齿轮机械加工工序卡
【精品】圆柱齿轮机械加工工序卡
一、工件名称:圆柱齿轮
二、特征尺寸:直径d=250mm,齿顶高h=30mm ,齿顶圆弧半径r=6mm, 齿根圆弧半径r1=3mm, 模数m=10。
三、结构尺寸:外圆直径Do=255mm,内圆直径Di=190mm,齿数z=26
四、工序:
1.组装刀架/轮轴:将刀架和轮轴安装在车床上,校正位置,确保刀具的切削效果。
2.粗车:开动车床,使圆柱齿轮的外圆,内圆和齿形切出粗型,实现夹具的锁紧。
3.轮齿完形:将车床设置为轮齿完形模式,调节刀具距离,保证切削齿根圆弧半径
r1=3mm, 齿顶半径r=6mm,齿高h=30mm。
4.精车:根据圆柱齿轮的模数,控制刀具的切削速度,以及控制车床的变速,精调齿形,达到链轮振动小,传动稳定的要求。
5.尺寸检验:检验工件尺寸,确认与设计要求一致,并检查表面粗糙度和毛刺是否符合要求。
6.清理工件:清洗工件表面毛刺,磨光表面,确保表面外观美观。
7.返修:如果发现过程中有问题,及时返修,保证最终产品质量。
八、安全操作:
1. 运行车床前先进行安全检查,确保设备安全。
2. 熟悉并遵守工厂的安全规定,保护自身安全,不可随意调整设备参数,不可擅自更换刀具。
3. 高度注意车床运行情况,保持工作现场的秩序,确保车床的正常使用。
4. 工件上锁牢固,确保刀具高精度切削。
5. 避免在工作现场使用手机或其他可能影响安全的电子设备。
机械加工工艺过程卡片及工序卡片
职业技术师范学院机械加工工艺过程卡片产品型号HK-KIH201455 零件图号4059 资料编号227产品名称分度齿盘零件名称分度齿盘座共 1 页第 1 页材料牌号405514 毛坯种类45钢毛坯外形尺寸Φ250*60mm 每毛坯件数 1 每台件数工序号工名序称工序内容车间工段设备工艺装备工时准终单件1 粗铣两端面 1 立式铣床立式铣床、专用夹具2 粗精铣顶面、底面、内阶梯面、外阶梯端面 2 数控铣床数控铣床、专用夹具3 粗镗内环6-φ35通孔、10-M6均布孔、6-M6-7H均布孔 1 坐标镗床卧式镗床、专用夹具4 钻顶面2-φ8锥销孔 1 摇臂钻床摇臂钻床、专用夹具5 攻内外阶梯面10-M6均布孔、6-M6-7H均布孔、4-M6-7H孔螺纹 1 组合机床组合机床、专用夹具6 各锐边倒角 2 卧式车床普通车床、专用夹具8 清洗 3 清洗台自来水、专用防锈液9 检验 3 检验平台通用量具设计(日期)校对(日期)审核(日期)标准化(日期)2016/6/17 2016/6/25标记处数签字日期标记处数更改文件号签字日期职业技术师范学院机械加工工序卡片产品型号零件图号4059产品名称分度齿盘零件名称分度齿盘座共 1 页第 1 页车间工序号工序名称材料牌号1 01 粗铣毛坯上下端面45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数45号钢Φ255*65mm 1 1设备名称设备型号设备编号同时加工件数立式铣床 1夹具编号夹具名称切削液普通夹具无工位器具编号工位器具名称工序工时(分) 准终单件125*0.02游标卡尺工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗铣顶面立式铣床、游标卡尺710 186 1 3 1 0.7 0.22 粗铣底面立式铣床、游标卡尺710 186 13 1 0.7 0.2 3设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)职业技术师范学院机械加工工序卡片产品型号零件图号4059产品名称分度齿盘零件名称分度齿盘座共 1 页第 2 页车间工序号工序名称材料牌号202粗精铣顶面、底面、内阶梯面HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数45号钢Φ255*59mm 1 1设备名称设备型号设备编号同时加工件数数控铣床CA6145 1 夹具编号夹具名称切削液气动自动定心卡盘无工位器具编号工位器具名称工序工时(分) 准终单件125*0.02游标卡尺工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗铣上端面外阶梯面数控铣床、12mm铣刀,游标卡尺560 132 0.3 33 1 0.7 0.22 半精铣上端面外阶梯面数控铣床、12mm铣刀,游标卡尺710 186 0.15 0.7 1 0.7 0.23 粗铣内阶梯面数控铣床、12mm铣刀,游标卡尺560 132 0.3 45 1 0.7 0.24 半精铣内阶梯面数控铣床、12mm铣刀,游标卡尺710 186 0.15 0.7 1 0.7 0.25 精铣底面φ42内孔数控铣床、12mm铣刀,游标卡尺810 210 0.05 45 1 0.7 0.26 粗铣下阶梯端面数控铣床、12mm铣刀,游标卡尺710 132 0.15 12 1 0.7 0.27 半精铣下阶梯端面数控铣床、12mm铣刀,游标卡尺810 186 0.05 0.7 1 0.7 0.28 半精铣φ48内孔数控铣床、12mm铣刀,游标卡尺810 186 0.05 0.2 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)职业技术师范学院机械加工工序卡片产品型号零件图号4059产品名称分度齿盘零件名称分度齿盘座共 1 页第 3 页车间工序号工序名称材料牌号203粗镗内环各通孔,螺纹孔HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数45号钢Φ248*57mm 1 1设备名称设备型号设备编号同时加工件数卧式镗床 1 夹具编号夹具名称切削液专业夹具无工位器具编号工位器具名称工序工时(分) 准终单件125*0.02游标卡尺工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 半精镗6-φ35环孔坐标镗床,专用夹具450 180 0.5 152 半精镗10-M6深12均布孔坐标镗床,专用夹具450 180 0.5 123 半精镗6-M6深12均布孔坐标镗床,专用夹具450 180 0.5 124 半精镗4-M6-7H深16均布孔坐标镗床,专用夹具450 180 0.5 165 半精镗2-φ8锥销孔坐标镗床,专用夹具450 180 0.5 5设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)产品名称分度齿盘零件名称分度齿盘座共 1 页第 4 页车间工序号工序名称材料牌号2 04 钻2-φ8锥销孔HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数45号钢Φ248*57mm 1 1设备名称设备型号设备编号同时加工件数摇臂钻床 1夹具编号夹具名称切削液专业夹具专业切削液工位器具编号工位器具名称工序工时(分) 准终单件125*0.02游标卡尺工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 钻顶面2-φ8锥销孔摇臂钻床,麻花钻400 118 1 5 1 0.6 0.3 2345设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)职业技术师范学院机械加工工序卡片产品型号零件图号4059产品名称分度齿盘零件名称分度齿盘座共 1 页第 4 页车间工序号工序名称材料牌号2 1 粗镗内环6-φ35通孔HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数45号钢Φ255*57mm 1 1设备名称设备型号设备编号同时加工件数摇臂钻床 1夹具编号夹具名称切削液专业夹具专业切削液工位器具编号工位器具名称工序工时(分) 准终单件125*0.02游标卡尺工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 10-M6均布孔攻螺纹摇臂钻床,麻花钻400 118 1 10 1 0.6 0.32 6-M6-7H均布孔攻螺纹摇臂钻床,麻花钻400 118 1 通孔3 4-M6-7H孔攻螺纹摇臂钻床,麻花钻400 118 1 1245设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)职业技术师范学院机械加工工序卡片产品型号零件图号4059产品名称分度齿盘零件名称分度齿盘座共 1 页第 5 页车间工序号工序名称材料牌号2 05 粗镗内环6-φ35通孔HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数45号钢 1设备名称同时加工件数1夹具编号夹具名称切削液专业夹具专业切削液工位器具编号工位器具名称工序工时(分) 准终单件125*0.02游标卡尺工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 10-M6均布孔攻螺纹摇臂钻床,麻花钻400 118 1 10 1 0.6 0.32 6-M6-7H均布孔攻螺纹摇臂钻床,麻花钻400 118 1 通孔3 4-M6-7H孔攻螺纹摇臂钻床,麻花钻400 118 1 1245设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)职业技术师范学院机械加工工序卡片产品型号零件图号4059产品名称分度齿盘零件名称分度齿盘座共 1 页第 6 页车间工序号工序名称材料牌号2 06 各锐边倒角HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数45号钢Φ248*57mm 1 1设备名称设备型号设备编号同时加工件数卧式车床 1夹具编号夹具名称切削液专业夹具无工位器具编号工位器具名称工序工时(分) 准终单件125*0.02游标卡尺工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 半精车各锐边卧式车床,专业夹具500 150 0.1 0.3 1 0.6 0.32 半精车φ42、φ48内孔锐边卧式车床,专业夹具500 180 0.2 1 1345设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)职业技术师范学院机械加工工序卡片产品型号零件图号4059产品名称分度齿盘零件名称分度齿盘座共 1 页第7 页车间工序号工序名称材料牌号2 07 清洗及检查零件HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数45号钢Φ248*57mm 1 1设备名称设备型号设备编号同时加工件数钳工工作台 1夹具编号夹具名称切削液专业夹具无工位器具编号工位器具名称工序工时(分) 准终单件125*0.02游标卡尺工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 清洗台专业清洗液2 钳工工作台游标卡尺,千分尺,各种仪表345设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)11。
三挡从动齿轮机械加工工艺卡片
00.214.5-机械加工工序卡片产品型号零件图号产品名称齿轮零件名称齿轮共(10)页第(1 )页车间工序号工序名材料牌号机加1、2 锻20Cr毛坯种类毛胚外形尺寸每坯件数每台件数锻件Φ75×22中心孔Φ20 1 1设备名称设备型号设备编号同时加工件数空气锤 1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件流动蓝工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助刀具检测手段检测频率1 下料2 锻造尺寸Φ75×22mm中心孔Φ20mm的毛坯机械加工工序卡片产品型号零件图号产品名称齿轮零件名称齿轮共(10 )页第( 2 )页车间工序号工序名材料牌号机加 4 粗车20Cr毛坯种类毛胚外形尺寸每坯件数每台件数锻件Φ75×22中心孔Φ20 1 1设备名称设备型号设备编号同时加工件数车床 1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件流动蓝工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助刀具检测手段检测频率1 以左端面及外圆固定,车右端面及部分外圆使尺寸Φ70mm2 车右端外圆使齿轮厚度17.3mm、Φ32.31mm并倒角30设计(日期)审核(日期)标准化(日期)会签(日期)审定(日期)机械加工工序卡片产品型号 零件图号产品名称齿轮零件名称齿轮共( 10 )页 第( 3 )页车间 工序号 工序名 材料牌号机加 4粗车20Cr毛坯种类 毛胚外形尺寸每坯件数每台件数锻件 Φ75×22中心孔Φ201 1 设备名称 设备型号设备编号同时加工件数车床1 夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件 流动蓝工步号 工 步 内 容工 艺 装 备主轴转速r/min 切削速度m/min 进给量mm/r 切削深度mm 进给次数 工步工时机动 辅助刀具检测手段检测频率1 以外圆和右端面固定车剩余外圆使外圆使尺寸Φ70mm2 车外圆保证齿轮厚度00.214.5-mm 、Φ40mm设计(日期)审核(日期)标准化(日期) 会签(日期)审定(日期)机械加工工序卡片产品型号 零件图号产品名称齿轮零件名称齿轮共( 10 )页第 ( 4 )页车间 工序号 工序名 材料牌号机加 5精车20Cr毛坯种类 毛胚外形尺寸每坯件数每台件数锻件 Φ75×22中心孔Φ201 1 设备名称 设备型号设备编号同时加工件数车床1 夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件 流动蓝工步号 工 步 内 容工 艺 装 备主轴转速r/min 切削速度m/min 进给量mm/r 切削深度mm进给次数工步工时机动 辅助刀具检测手段检测频率1 以左端面及外圆固定车右端面使两面间距2mm 轮毂厚度为18.3mm 此时端面直径Φ30mm2 车右部分外圆至Φ00.1566.946-mm 并倒角0.5×45°车内孔至0.13023.2+mm 并倒角1×45°设计(日期)审核(日期)标准化(日期) 会签(日期)审定(日期)机械加工工序卡片产品型号 零件图号产品名称齿轮零件名称齿轮共( 10 ) 页第( 5 ) 页车间 工序号 工序名 材料牌号机加 5精车20Cr毛坯种类 毛胚外形尺寸每坯件数每台件数锻件 Φ75×22中心孔Φ2011 1 设备名称 设备型号设备编号同时加工件数车床1 夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件流动蓝工步号 工 步 内 容工 艺 装 备主轴转速r/min 切削速度m/min 进给量mm/r 切削深度mm 进给次数 工步工时机动辅助 刀具检测手段检测频率1 以右端面以外圆固定车左端面使两面间距0.8mm 轮毂厚度为17.3±0.02mm2 车剩余外圆至Φ00.1566.946-mm 并倒角0.5×45°3 车剩余内孔至 0.13023.2+mm 并倒角1×45°设计(日期)审核(日期)标准化(日期) 会签(日期)审定(日期)机械加工工序卡片产品型号零件图号产品名称齿轮零件名称齿轮共( 10 ) 页第( 6 )页车间工序号工序名材料牌号机加7 拉花键20Cr毛坯种类毛胚外形尺寸每坯件数每台件数锻件Φ75×22中心孔Φ20 1 1设备名称设备型号设备编号同时加工件数拉床 1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件流动蓝工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助刀具检测手段检测频率1 以外圆和端面固定拉花键Z=24、m=1、a=30°设计(日期)审核(日期)标准化(日期)会签(日期)审定(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称齿轮零件名称齿轮共( 10 )页第( 7 )页车间工序号工序名材料牌号机加8 滚齿20Cr毛坯种类毛胚外形尺寸每坯件数每台件数锻件Φ75×22中心孔Φ20 1 1设备名称设备型号设备编号同时加工件数滚齿机 1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件流动蓝工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助刀具检测手段检测频率1 以内孔和左端面定位滚齿Z=31、m=1.75、a=15°设计(日期)审核(日期)标准化(日期)会签(日期)审定(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称齿轮零件名称齿轮共( 10 )页第( 8 )页车间工序号工序名材料牌号机加9 剃齿20Cr毛坯种类毛胚外形尺寸每坯件数每台件数锻件Φ75×22中心孔Φ20 1 1设备名称设备型号设备编号同时加工件数磨床 1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件流动蓝工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助刀具检测手段检测频率1 去除毛刺、尖角设计(日期)审核(日期)标准化(日期)会签(日期)审定(日期)机械加工工序卡片产品型号零件图号产品名称齿轮零件名称齿轮共(10 )页第(9 )页机械加工工序卡片产品型号零件图号产品名称齿轮零件名称齿轮共(10 )页第(10 )页质量检验卡片产品型号零部件图号产品名称三档从动齿轮零部件名称三档从动齿轮共1页第1页质管部材料牌号20Cr 工序内容工序编号过程卡编号序号检验项目尺寸或技术要求检验工具检查率%名称及编号1 锻件尺寸Φ75×22中心孔Φ20游标卡尺2 粗车后尺寸外圆Φ70倒角30°最宽厚度22mm最小厚度14.50-0.2游标卡尺、量角器3 精车后尺寸轮毂厚度17.30.02±mm外圆尺寸Φ00.1566.946-mm倒角0.5×45°内孔尺寸0.1323.2+mm倒角1×45°游标卡尺、千分尺、量角器4 拉花键花键Z=24、m=1、a=30°花键量规5 滚齿滚齿Z=31、m=1.75、a=15°齿轮检测仪6 剃齿去除毛刺,尖角齿轮检测仪7 磨后尺寸端面精度1.6跳动公差0.02外圆精度0.8电动轮廓仪测量设计(日期)审核(日期)标准化(日期)会签(日期)审定(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期、。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
装 订 线
机械加工工艺卡片
零件名称: 一级直齿减速器齿轮轴 学 生: 张普庆 刘绿军 邓倩倩 张静 孙斌 万雄 王富强 指导教师: *** 装 订 线 机械加工工艺过程卡片
机械工程系 机设15.1班 机械加工工艺过程卡片
产品型号 零(部件)图号
产品名称 齿轮轴 零(部件)名称 齿轮轴 共10页 第 1 页
材料牌号 45# 毛坯种类 圆钢 毛坯外形尺寸 16038 每毛坯可制件数 1 备注
工序号 工序名称 工序内容 车间 工段 设备 工艺设备 工时/s 准终 单件 1 车端面 车端面、钻中心孔;调头,车车另一端面,钻中心孔。 机加工 粗加工 CA6140 通用夹具
2 粗车 车 34外圆面至 3668 机加工 粗加工 CA6140 通用夹具 10 车 24外圆面至 2626 4
车 20m6外圆面至 2218 3
调头,车 24外圆面至 2696 14.6
车 20m6外圆面至2288 13.4
车18至 2070 10.6
车 10.86至 1414 2.1
检 验
设计(日期) 审核(日期) 标准化 (日期) 会签 (日期) 标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期 装 订 线 机械加工工艺过程卡片
机械工程系 机设15.1班 机械加工工艺过程卡片
产品型号 零(部件)图号
产品名称 齿轮轴 零(部件)名称 齿轮轴 共 10 页 第 2 页
材料牌号 45# 毛坯种类 圆钢 毛坯外形尺寸 15635 每毛坯可制件数 1 备注
工序号 工序名称 工序内容 车间 工段 设备 工艺设备 工时/s 准终 单件
3 半精车 车 34外圆面至 34 机加工 半精加工 CA6140 通用夹具 1.6 车 24外圆面至 25 0.8
车 20m6外圆面至 21 1.3
调头,车 24外圆面至 25 1.2
车 20m6外圆面至 21 1.0
车 18外圆面至 19 1.05
车10.86外圆面至 11.5 2.07
检验
4 热处理 淬火HRC20—30 设计(日期) 审核(日期) 标准化 (日期) 会签 (日期) 标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期 装 订 线 机械加工工艺过程卡片
机械工程系 机设15.1班 机械加工工艺过程卡片
产品型号 零(部件)图号
产品名称 齿轮轴 零(部件)名称 齿轮轴 共10页 第3 页
材料牌号 45# 毛坯种类 圆钢 毛坯外形尺寸 15634 每毛坯可制件数 1 备注
工序号 工序名称 工序内容 车间 工段 设备 工艺设备 工时/s 准终 单件
5 精车 车24外圆面 机加工 精加工 CA6140 通用夹具 2.4 倒外角 1450,2300 0.2 切槽31 1.2
调头,车24外圆面 2.1
车19至 18外圆面 5.3
切槽11.5至 104 1处,31 3.2
精车锥面 1:20 6
倒外角 1450,2300 车M12 检验
设计(日期) 审核(日期) 标准化 (日期) 会签 (日期) 标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期 装 订 线 机械加工工艺过程卡片
机械工程系 机设15.1班 机械加工工艺过程卡片
产品型号 零(部件)图号
产品名称 齿轮轴 零(部件)名称 齿轮轴 共10页 第 4 页
材料牌号 45# 毛坯种类 圆钢 毛坯外形尺寸 15634 每毛坯可制件数 1 备注
工序号 工序名称 工序内容 车间 工段 设备 工艺设备 工时/s 准终 单件
6 铣削 铣键槽530 机加工 精加工 X5032 通用夹具 检验
7 滚齿 滚齿 机加工 精加工 Y3150 通用夹具
8 精磨 精磨外圆至 20m6,两处 机加工 精磨加工 通用夹具 检验
设计(日期) 审核(日期) 标准化 (日期) 会签 (日期) 标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期 装 订 线 机械加工工序卡片
机械工程系 机设15.1班 机械加工工序卡片 产品型号 零件图号 共 10 页 产品名称 一级减速器齿轮轴 零件名称 齿轮轴 第 5 页 车间 工序号 工序名称 材料牌号 机加工 1 车端面 45 毛坯种类 毛坯外形尺寸 每台毛坯可制件数 每台件数 圆钢 38156 1 1 设备名称 设备型号 设备编号 同时加工件数 车床 CA6140 1 夹具名称 夹具编号 切削液 三爪卡盘 冷却液(液态)
工步号 工步内容 工艺装备 主轴转速 /)min(1r 切削速度 /)min(1m 进给量
/)(1rmm 切削深度
/mm 走刀
次数 工步工时
机动 辅助 1 下料 2 车轴端面 三爪卡盘、90°外圆车刀 630 0.07 0.2 1 2 9.3 3 钻中心孔 三爪卡盘、2-B3中心孔钻 800 4 车轴另一端面,保证尺寸156 三爪卡盘、90°外圆车刀 630 0.07 0.2 1 2 9.6 5 钻中心孔 三爪卡盘、2-B3中心孔钻 800 设计(日期) 校对(日期) 审核(日期)
处数 更改文件号 签字 日期 处数 更改文件号 签字 日期 装 订 线 机械加工工序卡片
机械工程系 机设15.1班 机械加工工序卡片 产品型号 零件图号 共 10 页 产品名称 一级减速器齿轮轴 零件名称 齿轮轴 第 6 页 车间 工序号 工序名称 材料牌号 机加工 2 粗车 45 毛坯种类 毛坯外形尺寸 每台毛坯可制件数 每台件数 圆钢 36156 1 1 设备名称 设备型号 设备编号 同时加工件数 车床 CA6140 1 夹具名称 夹具编号 切削液 三爪卡盘 冷却液(液态)
工步号 工步内容 工艺装备 主轴转速 /)min(1r 切削速度 /)min(1m 进给量
/)(1rmm 切削深度
/mm 走刀
次数 工步工时
机动 辅助 1 粗车38、36外圆面,留余量1mm 三爪卡盘、顶尖、90°外圆车刀 320 0.08 0.4 1 2 90 2 粗车22外圆面,留余量1mm 三爪卡盘、顶尖、90°外圆车刀 630 0.08 0.4 8 4 45 3 粗车22、26、26外圆面 三爪卡盘、顶尖、90°外圆车刀 630 0.08 0.4 6 3 60 4 粗车14外圆面,留余量1mm 三爪卡盘、顶尖、90°外圆车刀 630 0.08 0.4 9 3 32 5 粗车12.5、20外圆面,留余量1mm 三爪卡盘、顶尖、90°外圆车刀 630 0.08 0.4 1 2 20 6 设计(日期) 校对(日期) 审核(日期)
处数 更改文件号 签字 日期 处数 更改文件号 签字 日期 装 订 线 机械加工工序卡片
机械工程系 机设15.1班 机械加工工序卡片 产品型号 零件图号 共 10 页 产品名称 一级减速器齿轮轴 零件名称 齿轮轴 第 7 页 车间 工序号 工序名称 材料牌号 机加工 3、4 半精车 45 毛坯种类 毛坯外形尺寸 每台毛坯可制件数 每台件数 圆钢 35156 1 1 设备名称 设备型号 设备编号 同时加工件数 车床 CA6140 1 夹具名称 夹具编号 切削液 三爪卡盘 冷却液(液态)
工序号 工步号 工步内容 工艺装备 主轴转速 /)min(1r 切削速度 /)min(1m 进给量 /)(1rmm 切削深度/mm 走刀
次数 工步工时
机动 辅助
3 1 半精车21 25 35外圆面,留余量1mm 三爪卡盘、顶尖、90°外圆车刀 800 0.07 0.8 0.5 2 31 2 半精车11.5外圆面,留余量1mm 三爪卡盘、顶尖、90°外圆车刀 800 0.03 0.8 0.5 3 25 3 半精车21、19外圆面,留余量1mm 三爪卡盘、顶尖、90°外圆车刀 800 0.05 0.8 0.5 2 21 4 半精车21外圆面,留余量1mm 三爪卡盘、顶尖、90°外圆车刀 800 0.05 0.8 0.5 2 15 4 1 热处理 设计(日期) 校对(日期) 审核(日期)
处数 更改文件号 签字 日期 处数 更改文件号 签字 日期