2001年纪威注塑机550吨参数表大全
注塑机设备等级自动换算

点检项目点检ຫໍສະໝຸດ 容注塑压力注塑压力作为很大程度上左右着成型性的要素,对产品的应力和尺寸影响很大
注塑速度
注塑速度作为体现机械性能的重要要素,能够诱发产品成型和外观不良 (速度基准遵守各个机械的spec')
形体力
形体力作为注塑机的Size基准,跟成型时注塑条件的范围有关 (参考机械Manual延伸率)
85350ton350500ton501900ton9011200ton12011500ton15011800ton18013200ton32014000ton40015500ton5501因压力gauge故障及nozzle磨损引发的树脂流动导致无法测定的情况在5日以内再测定并赋予等点检sheet的情况为了防止手动计算错误引入了自动计算公式在灰色阴影部分填入测定值即吨数别型板平行度允许偏差再现性再现性作为判定产品生产的均一性和注塑机精度的基准计量时能够确定背压得动作注塑机性能等级别措施事项逆率逆率随着screw磨损状态在backflow发生的情况下影响产品的收缩和再现性模板平行度平行度影响模具管理和产品精度通过每年测定一次来保证其平行度注塑机size别允许公差基准注塑机等级评价基准表注塑压力注塑压力作为很大程度上左右着成型性的要素对产品的应力和尺寸影响很大注塑速度注塑速度作为体现机械性能的重要要素能够诱发产品成型和外观不良速度基准遵守各个机械的spec形体力形体力作为注塑机的size基准跟成型时注塑条件的范围有关参考机械manual延伸率测定基准偏差小型不满200吨偏差中大型200吨以上评价分数100分基准设定值10设定值30设定值50设定值80设定值99设定值10设定值30设定值50设定值80设定值991以内3以内5以内7以内7以上1以内3以内5以内7以内7以上5以内10以内15以内20以内20以上1mm以内2mm以内3mm以内4mm以内5mm超过允许公差以下允许公差0
各规格注塑机技术参数

JD120型技术参数表
合计功率为:18.2Kw/H JD160型技术参数表
合计功率为:26Kw/H JD90型技术参数表
合计功率为:15.5Kw/H 海天牌注塑机技术参数:
海天HTF86/TJ注塑机总功率为:13.7 Kw/H(86吨)
海天HTF160J/TJ注塑机总功率为:24.75 Kw/H(160吨)
海天HTF200J/TJ注塑机总功率为:32.75 Kw/H(200吨)
海天HTF250J/TJ注塑机总功率为:38.65 Kw/H(250吨)
注塑机生产电耗:油压机,机器前二个小时内为全负荷运作,二个小时后耗电量为额定功率的65%左右,电动机则为50%左右。
如果采用伺服电机会更省电,一般注塑机都是步进电机。
通过以上机器参数可以得出,80吨新注塑机一天的253度电(以最大功率机器计算),120吨新注塑机一天的约338度电(以最大功率机器计算),160吨新注塑机一天的约424度电(以最大功率机器计算)。
注塑机基本参数表
机器尺寸 (长*宽*高) m 3.9*1.5*2.0 4.4*1.5*2.0 4.4*1.5*2.0 4.4*1.5*2.0 4.4*1.5*2.0 4.4*1.5*2.0 3.9*1.5*2.0 3.9*1.5*2.0 4.4*1.5*2.0 4.4*1.5*2.0 4.4*1.5*2.0 4.4*1.5*2.0 4.4*1.5*2.0 4.4*1.5*2.0 4.4*1.5*2.0 4.4*1.5*2.0 4.4*1.5*2.0 4.4*1.5*2.0 4.4*1.5*2.0 4.4*1.5*2.0 4.4*1.5*2.0 4.4*1.5*2.0 3.9*1.5*2.0 3.9*1.5*2.0 3.9*1.5*2.0 3.9*1.5*2.0 3.9*1.5*2.0 4.4*1.5*2.0 4.4*1.5*2.0 4.4*1.5*2.0
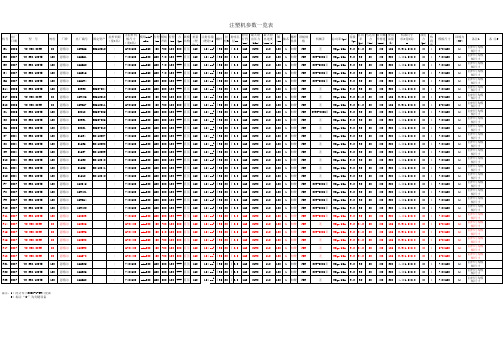
注塑机参数一览表
机号 B1 B2 B3 B4 B5 B14 B17 B18 C1 C2 C6 C7 C8 C9 C10 C11 C12 F7 F8 F9 F10 F11 F14 F15 F16 F17 F18 F21 F22 F23 出厂 日期 2006 2007 2007 2007 2007 2005 2006 2006 2005 2005 2005 2004 2004 2004 2004 2004 2004 2007 2007 2007 2007 2007 2007 2007 2007 2007 2007 2007 2007 2007 型 号 吨位 80 120 120 120 120 120 80 80 120 120 120 120 120 120 120 120 120 120 120 120 120 120 80 80 80 80 80 120 120 120 厂牌 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 出厂编号 159856 165551 165552 165316 165194 52392 159406 159857 52818 52391 52821 51534 51536 51537 51532 51505 51510 162545 159421 159864 159422 158823 162386 162396 162538 162390 166570 165325 165326 165550 M0507004 M0612010 M0612011 M0507005 M0507006 M0507010 M0412037 M0412038 M0412039 M0412040 M0412041 M0412042 固定资产 M0612012 拉杆间距 (宽*高) / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / 开模 无拉杆机 模厚min行程 板尺寸 max (mm (宽*高) ) 670*600 min250 450 740*680 740*680 740*680 740*680 740*680 670*600 670*600 740*680 740*680 740*680 740*680 740*680 740*680 740*680 740*680 740*680 740*680 740*680 740*680 740*680 740*680 670*400 670*400 670*400 670*400 670*400 740*680 740*680 740*680 min300 min250 min250 min250 min300 min200 min200 min300 min300 min300 min300 min300 min300 min300 min300 min300 min300 min300 min300 min300 min300 min200 min200 min250 min200 min200 min300 min300 min300 最大 模板 开距 (mm 700 顶出 行程 (mm ) 100 锁模 射出 注射容量 锁模 射 射咀孔 螺杆 力 重量 (理论)g 结构 咀R 径mm (kn (理 ) 论)g 800 直压 162 154 cm3 ∮ 35 20 ∮ 2.5 162 162 162 162 162 162 162 162 162 162 162 162 162 162 162 162 162 162 162 162 162 162 162 162 162 162 162 162 162 154 cm ∮ 35 20 ∮ 3.0 154 cm3 ∮ 35 20 ∮ 3.0 154 cm ∮ 35 20 ∮ 3.0 154 cm3 ∮ 35 20 ∮ 3.0 154 cm3 ∮ 35 20 ∮ 3.0 154 cm ∮ 35 20 ∮ 2.5 154 cm3 ∮ 35 20 ∮ 2.5 154 cm3 ∮ 35 20 ∮ 3.0 154 cm ∮ 35 20 ∮ 3.0 154 cm3 ∮ 35 20 ∮ 3.0 154 cm3 ∮ 35 20 ∮ 3.0 154 cm ∮ 35 20 ∮ 3.0 154 cm3 ∮ 35 20 ∮ 3.0 154 cm3 ∮ 35 20 ∮ 3.0 154 cm ∮ 35 20 ∮ 3.0 154 cm3 ∮ 35 20 ∮ 3.0 154 cm3 ∮ 35 20 ∮ 3.0 154 cm ∮ 35 20 ∮ 3.0 154 cm3 ∮ 35 20 ∮ 3.0 154 cm3 ∮ 35 20 ∮ 3.0 154 cm ∮ 35 20 ∮ 3.0 154 cm3 ∮ 35 20 ∮ 2.5 154 cm3 ∮ 35 20 ∮ 2.5 154 cm3 ∮ 35 20 ∮ 2.5 154 cm ∮ 35 20 ∮ 2.5 154 cm3 ∮ 35 20 ∮ 2.5 154 cm3 ∮ 35 20 ∮ 3.0 154 cm ∮ 35 20 ∮ 3.0 154 cm3 ∮ 35 20 ∮ 3.0
啤机吨与安的关系

注塑机大小--顿与安的关系序号锁模力(TON)射出容量(盎司)适合安装的模胚(宽x长)150T4安250 x 450 mm2120T6安330 x 500 mm3140T8安350 x 500 mm4150T10安400 x 700 mm5160T12安400 x 700 mm6180T16安400 x 700 mm4007007200T18安450 x 600 mm8250T24安500 x 700 mm9300T32安550 x 850 mm10350T34安600 x 1000 mm400T650 x 1000 mm1148安12450T50安700 x 1000 mm13500T70安800 x 1000 mm14600T82安850 x 1000 mm说明:1.通常所说的注塑机150T或者200T指的是机器的锁模力.而称注塑机为10安或者多少安的通常是香港人的说法.此种叫法是按机器的射出容量来算的.2.机器的射出容量是按盎司来算的.1盎司=28.35克. 如果是10安的啤机,它的射出容量为283.5克2.机器的射出容量是按盎司来算的.1盎司=28.35克.如果是10安的啤机,它的射出容量为283.5克3.估算产品用多大啤机的方法:A.用锁模力(Ton)来计算,公式如下:P=Kp x S (P:锁模力(t),Kp:锁模力参数(t/cm2), S:产品在模具上的垂直投影面积(cm2))塑料名称Kp例:停车场平台的投影面积为1026cm2. PP料的 Kp为0.32.PS0.32PE0.32 P=1026 x 0.32 = 328 TPP0.32032ABS0.30~0.48 所以停车场平台用328T的机可以啤的到,如果用286T的机来啤,锁模力会差些.B.用射出容量来计算.但此种算法太过复杂且误差大,一般不采用.4.上表中顿与安也是近似关系,并不能等同.只能说200T的啤机差不多是18安机. 而此啤机最适合的模胚尺寸是450 x 600 mm.。
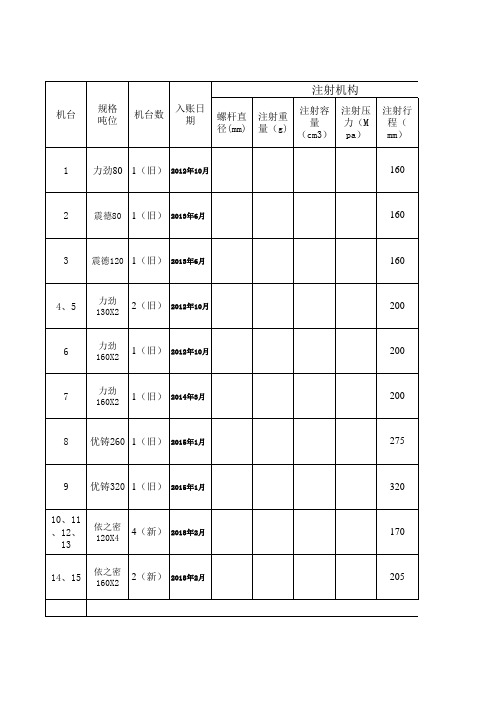
注塑设备基本参数
6
57
7
70
4
20
5
29
4
25.9
6
35.9
200
6
力劲 160X2
1(旧) 2012年10月
200
7
力劲 160X2
1(旧) 2014年3月
200
8 优铸260 1(旧) 2015年1月
275
9 优铸320 1(旧) 2015年1月
320
10、11 、12、
13
依之密 120X4
4(新) 2018年2月
170
14、15
依之密 160X2
2(新) 2018年2月
205
注塑设备基本参数
锁模机构
螺杆转 速
(rpm)
锁模力 (T)
锁模行 程
(mm)
模板尺 寸
(mm)
拉杆内 间距 (mm)
最大模 厚
(mm)
最小模 厚
(mm)
最大开 距
(mm)
顶出行 程
(mm)
357*357
350
150
280
85
355*300
320
130
320
80
410*360
380
145
340
100
405*4053951Fra bibliotek5350
100
459*459
450
200
400
100
459*459
450
200
400
100
580*580
600
195
535
180
660*660
660
220
注塑机技术参数

注塑机技术参数标准技术参数系列:PT-B 型号:PT160序号项目单位技术参数1 射料量(硬胶)g 288 356 OZ 10.2 12.62 螺丝直径mm 45 503 射胶容积 c.c. 318 3934 射料压力Mpa 180.3 1465 射料速度 c.c/sec 132.5 1636 螺丝长径比例22 207 螺丝行程mm 2008 螺丝转速r.p.m 2009 塑化能力Kg/hr 80 11010 射咀行程mm 30011 料斗容积L 5012 锁模力kN 160013 熔模量(最小-最大)mm 200-45014 模板最大开距mm 85015 开模行程mm 40016 哥林柱内距mm 459×45917 模板尺寸(水平×垂直)mm 672×67218 顶出行程mm 10019 顶出力kN 4920 电机功率kW 1521 最大工作压力Mpa 17.522 油箱容量L 32023 电热功率kW 8.2324 温度控制区3+N25 机器外型尺寸(长×宽×高)mm 4700×1150×183026 机器重量kg 490027 空循环时间S 2.1注:红色数字为备选、保留权利作出任何技术数据修改而不另行通知。
标准技术参数大机系列型号:PT1300序号项目单位技术参数1 射胶量(硬胶)g 5907 6979 OZ 208.5 246.62 螺丝直径mm 115 1253 射胶容积 c.c 6491 76694 射胶压力MPa 200 169.35 射料速率 c.c/sec 1099 12986 螺丝长径比L/D21.7 207 螺丝行程mm 6258 螺丝转速r.p.m 1159 塑化能力kg/hr 653 83810 射咀行程mm 78011 料斗容积L 35012 射胶线速度mm/s105.813 锁模形式机铰式14 锁模力/开模力kN 1300015 容模量(最小、最大)mm 550-140016 模板最大开距mm 275017 开模行程mm 135018 哥林柱内距mm 1410X138019 模板尺寸(水平X垂直)mm 2070X204020 顶针行程mm 32021 顶针力kN 30022 马达功率kW 55X223 最大工作压力MPa 17.524 油箱容量L 250025 电热功率kW 5526 温度控制区6+N27 机外型尺寸(长X宽X高)m 12.8X3.1X3.128 机器重量Ton 6529 一次空循环时间s 9注:红色数字为备选。
注塑标准工艺参数表
Produce 量产Mold Number:模具编号Machine No./Ton:机台号/吨位Raw Material:原料名称Screw Diameter:螺杆直径ERP NO.1:Part Name 1/品名1:ERP NO.2:Part Name 2/品名2:ERP NO.3:Part Name 3/品名3:ERP NO.4:Part Name 4/品名4:(Shot Weight)g:每模重量(Runner Weight)g:流道重量Setting 设定值Permission undulation scope/公差Setting 设定值Permission undulation scope/公差Zone1(℃)第一段温度±5℃Hold Pressure 1st(bar) 一段保压-----Zone2(℃)第二段温度±5℃Hold Pressure 2st(bar)二段保压-----Zone3(℃)第三段温度±5℃Hold Pressure 3st(bar)三段保压-----Zone4(℃)第四段温度±5℃Hold Pressure 4st(bar)四段保压 ----- -----Zone5(℃)第五段温度±5℃Hold Time 1st(s)一段保压时间 -----Zone6(Nozzle )第六段(射嘴)温度-----±5℃Hold Time 2st(s)二段保压时间 -----Oil(℃)油温±5℃Hold Time 3st(s)三段保压时间 ----- -----Drying Temp(℃)烘料温度±5℃Hold Time 4st(s)四段保压时间 ----- -----Drying Time(H)烘料时间-----Hold Pressure Speed 1st(mm/s)保压速度 ----- -----Hold Pressure Speed 2st(mm/s)保压速度 ----- ----- -----Hold Pressure Speed 3st(mm/s)保压速度 ----- -----Fixed Half(℃)定模±3℃Hold Pressure Speed 4st(mm/s)保压速度 ----- -----Moving Half(℃)动模±3℃Stock(mm)料量 ----- -----Pull Back(mm)松退量----- ----- -----Cushion Position(mm)垫料±0.5mm ----- -----Screw Revolution(mm/s)螺杆转速---------- -----Back Pressure(bar)背压----- ----- -----Hold Pressure end Position(mm)保压结束点±0.5mm -----Actual Injection Pressure(bar)实际压力 ----- ----- -----Cavity pressure(bar)型腔压力----- ----- ----- -----Injection(s)注射时间±0.1s----- -----Plasticizing(s)塑化时间±1S----- -----Cooling(s)冷却时间 ----- -----Plasticizing Delay(s)塑化延时----- ---------- -----Cycle Time(s)周期时间±2S----- ----- ----- ----- ----- -----Corresponding Cavity Number±3℃ -----±3℃ -----±3℃ -----±3℃ -----±3℃ -----±3℃ -----±3℃ -----Revise 版次Date 日期±3℃ -----Name ±3℃ -----Sign ±3℃-----DateIndex:Material Code/原料ERP:Molding Process Parameter Of Standard标准工艺参数表Trail run 试生产Test mold 试模(Part Weight 1)/重量g: -----Nozzle Model 射嘴类型Other attention items其他事项Customer/顾客:(Part Weight 2)/重量g: -----Part NO.1/产品料号No.1: -----Part NO.3/产品料号No.3: -----Part NO.2/产品料号No.2: -----Cav Number/模穴号:(Part Weight 3)/重量g: -----Part NO.4/产品料号No.4: -----(Part Weight 4)/重量g: -----Remark/备注Injection Speed 2st(mm/s)注塑速度2Cooling Plan/冷却方案Fixed Half Setting(℃)定模Moving Half Setting(℃)动模Injection Speed 3st(mm/s)注塑速度3Core Plan/抽芯方式Injection Speed 4st(mm/s)注塑速度4Injection Speed 5st(mm/s)注塑速度5Injection Pressure 1st(bar)注塑压力1Injection Pressure 2st(bar)注塑压力2Injection Pressure 3st(bar)注塑压力3Injection Pressure 4st(bar)注塑压力4Injection Position 4st(mm)注塑位置4Injection Position 5st(mm)注塑位置5热流道控制Description of Change 修订原因Initiator 编制Approved 批准Remark/备注Authorized 授权Hot Runner Zone 6 (℃)热流道6Hot Runner Zone 7 (℃)热流道7Hot Runner Zone 1 (℃)热流道1Hot Runner Zone 2 (℃)热流道2Hot Runner Zone 3 (℃)热流道3Hot Runner Zone 9 (℃)热流道9Hot Runner Zone 10 (℃)热流道10Hot Runner Zone 8 (℃)热流道8Injection Position 3st(mm)注塑位置3Injection Pressure 5st(bar)注塑压力5Injection Speed 1st(mm/s)注塑速度1Hot Runner Zone 4 (℃)热流道4Injection Position 1st(mm)注塑位置1Injection Position 2st(mm)注塑位置2Hot Runner Zone 5 (℃)热流道5。
注塑机参数
注塑机参数
一)、技术参数要求
1、注塑部分
320T 定模定位圈尺寸为¢150, 470T-650T 定位圈尺寸为¢200, 800T 、1000T 注塑机定模定位圈¢250, 每台注塑机需配送加长射嘴(长度为150mm )
现每台注塑机需配送加长射嘴
如模具做延伸唧嘴,定位环内直径必须做80mm 以上
射嘴伸进模板大于30MM, 定位环内直径必须做80mm以上
具体见B尺寸
机台号射嘴外径 A 发热圈到射嘴前端距离B
206H011/17 (320
吨)D45 30
208H017-19 (480/500吨) D50 50
209G004-6 (560
吨)D50 50
210H004-7 (650吨)D50 50 211G001-4 (780/800吨) D50 50 1011H003-4 (780/800吨) D50 50
发件人:李健锋 [mailto:lijf9@]
发送时间: 2010年7月14日 16:19
收件人: 'zhongshengmould'
抄送: '肖云辉'; '高一浪'; '美的公司陈庆高'
主题:注塑机资料
现每台注塑机配送加长射嘴
如模具做延伸唧嘴,定位环内直径必须做80mm以上
唧嘴R要做到SR22
模具在300T(包括300T)以下注塑机定位环要用直径100mm
模具在320T(包括320T)以上注塑机定位环要用直径150mm
模具在800T-1250T注塑机生产,在现有定位环外还要套上一个¢250的定位环.
模具在470T-650T注塑机生产,在现有定位环外还要套上一个¢200的定位环.定位环内直径必须做¢80mm。
sa700型注塑机技术参数表[001]
螺杆直径/mm 45 50 55 螺杆长径比L/D 22.2 20 18.2 理论注射容量cm3334 412 499 注射重量/g 304 375 454 注射速率g/s 148 182 221 注射压力/MPa 210 170 141 塑化能力g/s 18 21.6 26.6 螺杆转速/rpm 0-180
锁模力/KN 2000
移模行程/mm 490
拉杆内间距mm 530x530
最大模厚/mm 550
最小模厚/mm 2Байду номын сангаас0
顶出行程mm 140
顶出力KN 62
顶出杆根数9
最大油泵压力/MPa 16
油泵马达/kw 18.5
电热功率kw 14.25
外形尺寸/m 5.63x1.58x2.06
机器重量/t 6.9
螺杆直径mm455055螺杆长径比ld22220182理论注射容量cm3334412499注射重量g304375454注射速率gs148182221注射压力mpa210170141塑化能力gs18216266螺杆转速rpm0180
sa700型注塑机技术参数表[001]
个人资料整理,仅供个人学习使用
SA2000/700型注塑机技术参数表
料斗容积/kg 50
油箱容积/L 340
注:MA2000/700技术参数同SA2000/700
1 / 1
注塑成型工艺参数表
射胶
%
bar mm
保压切换 mm
熔胶 射退
%
bar
mm
残余量 mm
峰压 bar
V/P切换时间
顶出位置mm
背压力 bar 前模运水/模温 设定:
烘烤操纵杆温 度℃,时间
℃ 实测: ℃
熔胶时间 sce
后模运水/模温 设定: ℃ 实测:
顶出次数 ℃ 复位方式
备注(前后模行位运水联接方式说明):
型芯设定 Core Setting
产品名称 胶料名称 嵌件编号
标准成型参数表
产品编号
模具编号
胶料颜色
型腔数
嵌件重量g
产品重量g
发行日期: 机台编号
流道重量g
成型周期
段数
1
2
3
4
5
6
射胶时间
胶料烘烤温度 ℃/时间H 嵌件烘烤温度 ℃/时间H
3nd段 2nd段 1st段
料管温度℃
保压时间
热流道温度℃
保压
%
bar sec
冷却时间
6th段 5th段 4th段 3rd段 2nd段 1st段
减速开模
高压合模
注塑参数设定及操作说明: 1、更换模具时,上模工根据《注塑标准参数》设定参数,检验员确认首件。 2、生产过程中,任何参数的调整超过公差范围或需堵塞模穴生产,都需通知质检员重新进行首件确认, 3、温度公差±10,压力公差±10%;速度公差±10%;位置公差±5mm
注塑工艺工程师;
质量工程师;
车间主任;
批准:
型芯设定 Core Setting
抽芯1速度 进芯1速度
抽芯/进芯动作注意事项
抽芯1压力 进芯1压力
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2001年纪威注塑机550吨参数表大全
【实用版】
目录
1.纪威注塑机的概述
2.2001 年纪威注塑机 550 吨的参数表
3.参数表大全的详细解读
正文
一、纪威注塑机的概述
纪威注塑机是一种用于塑料成型的设备,其主要功能是将塑料颗粒通过加热和压力作用下熔融,然后将熔融的塑料注射入模具中,形成所需的塑料制品。
注塑机具有高精度、高效率、高稳定性等特点,广泛应用于汽车、电子、家电、包装等众多行业。
二、2001 年纪威注塑机 550 吨的参数表
2001 年纪威注塑机 550 吨的参数表包含了多个重要的参数,如注射压力、注射速度、锁模力、模板尺寸等。
这些参数对于塑料成型过程具有重要的影响,决定了制品的质量和生产效率。
1.注射压力:注射压力是注塑机中最重要的参数之一,决定了塑料熔体在模具中的填充情况。
纪威注塑机 550 吨的压力范围为 550 吨至1200 吨。
2.注射速度:注射速度是指塑料熔体在注射筒中的移动速度,影响着塑料在模具中的填充时间和效果。
纪威注塑机 550 吨的速度范围为 550 吨至 1200 吨。
3.锁模力:锁模力是注塑机在成型过程中用于固定模具的力量,影响着制品的尺寸精度和表面质量。
纪威注塑机 550 吨的锁模力范围为 550 吨至 1200 吨。
4.模板尺寸:模板尺寸是指注塑机成型模具的有效面积,决定了成型制品的尺寸范围。
纪威注塑机 550 吨的模板尺寸范围为 550 吨至 1200 吨。
三、参数表大全的详细解读
1.注射压力:根据塑料的种类和模具的设计,选择合适的注射压力。
注射压力过低,塑料熔体在模具中的填充不足,会导致制品尺寸偏小、表面粗糙;注射压力过高,塑料熔体在模具中的流动阻力增大,会影响制品的表面质量。
2.注射速度:注射速度的选择应考虑塑料的熔融特性和模具的设计。
注射速度过快,塑料熔体在模具中的流动时间短,会导致制品表面粗糙、收缩;注射速度过慢,塑料熔体在模具中的流动时间长,会影响生产效率。
3.锁模力:锁模力的选择应根据模具的材料和结构进行。
锁模力不足,模具在成型过程中容易发生位移,导致制品尺寸偏差;锁模力过大,会导致模具磨损加剧,影响模具的使用寿命。
4.模板尺寸:模板尺寸的选择应根据制品的尺寸和结构进行。
模板尺寸过小,会影响制品的成型效果;模板尺寸过大,会导致设备投入增加,影响生产效率。