MTBE 醚后
C4内容

MTBE是甲基叔丁基醚的外语缩写字符,是生产低污染汽油的优良调合组分,用于提高汽油的辛烷值。
其工艺原理:在大孔磺酸阳离交换树酯催化剂的作用下,原料中的异丁烯和甲醇通过氢离子迁移,合成甲基叔丁基醚(MTBE)。
1 MTBE装置的工艺流程MTBE装置工艺流程可分为四部分:1.1醚化部分原料碳四和甲醇以一定的醇烯比混合,经过离子过滤器,从反应器底部进入反应器,通过反应器内催化剂床层,转化为MTBE。
1.2反应精馏部分从反应器来的物料进入反应塔下段,经反应精馏后在塔底得到MTBE,反应塔下段顶部物料进入反应塔上段与甲醇反应,反应后的物料作为反应塔上段回流,碳四组分从塔顶馏出,一部分打回流,一部分去水洗塔。
1.3水洗部分从反应塔顶部来的醚后碳四作为分散相从水洗塔底部进入,软化水作为连续相从水洗塔顶部进入,用水洗去醚后碳四中的甲醇,顶得到剩余碳四。
1.4甲醇回收来自水洗塔塔底的富醇水进入甲醇回收塔的中部,分离甲醇和水,塔顶回收合格甲醇,塔釜作为萃取剂进入水洗塔上部。
2提高反应器内异丁烯的转化率合成MTBE的主反应方程式:这种反应除了生成MTBE外,同时伴有MTBE的分解反应,即合成反应与分解反应(CH3)2C=CH2又称2-甲基丙烯。
易燃、易爆气体(爆炸极限1.7%~9.0%体积),沸点-6.90°C,临界温度144.75°C,临界压力4.00MPa。
工业上,异丁烯几乎都是由炼厂气和裂解C4馏分(见碳四馏分)中获得。
炼厂气中异丁烯的含量一般为5%~12%,裂解C4馏分中一般为20%~30%。
少数情况下用氧化铬-氧化铝催化剂由异丁烷催化脱氢而制得。
以丙烯和异丁烷为原料用共氧化法生产环氧丙烷时,异丁烯是其联产物。
由碳四馏分分离异丁烯,通常是在先分出其中的丁二烯以后进行的。
最常用的分离异丁烯方法是硫酸吸收法,所得异丁烯纯度>99%,回收率达92%。
分子筛吸附法,采用一定孔径范围(约3~10┱)的分子筛,从C4馏分抽余液中选择性地分离出丁烯及正丁烷,所得异丁烯纯度达99%。
MTBE装置生产原理和工艺过程
MTBE装置生产原理和工艺过程一、生产原理1.第一萃取精馏单元(丁二烯抽提装置)第一萃取精馏塔可使醚化和1-丁烯原料中1,3-丁二烯降低至40ppm,其原理是在分离裂解碳四的第一萃取精馏塔加入沸点较高的二甲基甲酰胺溶剂,从而改变了裂解碳四各组份的相对挥发度,相对挥发度小于1,3-丁二烯的组份和DMF从塔釜送至汽提塔析出,相对挥发度大的抽余碳四以塔顶采出,作为MTBE/1-丁烯装置的原料,其1,3-丁二烯的含量小于60ppm。
增加该塔的回流量、溶剂量、加大去第二萃取精馏塔的进料量等均可以使BBR中的1,3-丁二烯含量降低。
2.筒反部分含有异丁烯的抽余碳四与甲醇(按照1.02的醇烯比计算的量)进行混合,在D型苯乙烯系大孔径强酸性阳离子交换树脂的催化剂作用下,使大部分异丁烯和甲醇反应生成甲基叔丁基醚(MTBE),副反应可以生成少量的异丁烯二聚物(或低聚物),二甲醚以及由于原料中带入的水可以生成少量的叔丁醇等,以上几种杂质其本身的辛烷值较高,少量的留在甲基叔丁基醚产品中,不会影响其使用性能,其余的碳四组分与甲醇均不发生反应,在该工艺条件下可视为惰性物质。
反应器床层温度是由预热温度、外循环量和外循环冷却温度来控制。
3.反应精馏单元异丁烯与甲醇反应生成甲基叔丁基醚的反应为可逆反应,为使可逆反应向正反应方向(生成MTBE)进行,其一是增加反应一侧的物料浓度,其二是减少生成物的浓度。
在反应精馏塔中同时进行着反应和精馏过程中,随着反应和精馏的进行,MTBE不断的生成且被从塔釜分离出来,使生成的MTBE总是处在低浓度状态,故反应总是朝正反应方向即生成MTBE方向进行。
反应精馏塔内控制醇烯比(摩尔比)一般在2.2,甲醇的过量是为了使异丁烯充分反应。
4.甲醇回收单元本单元是利用甲醇与碳四在水中的溶解度不同,用水作为萃取剂,在水洗塔中将水中溶解度大的甲醇溶于水中,从而减少在水中溶解度小的醚后碳四中甲醇的含量,并利用碳四比重小于水,使其从塔顶送往醚后碳四罐,作为1-丁烯生产的原料。
MTBE丁烯1装置工艺技术规程
MTBE丁烯1装置工艺技术规程1 装置简要说明 (1)1.1 概况 (1)1.2 术语、符号、代号 (2)1.3 要紧工艺技术特点 (4)1.4 要紧设计指标 (6)2 工艺过程简述及工艺原则流程图 (8)2.1 MTBE单元工艺描述 (8)2.2 丁烯-1单元工艺描述 (12)3 要紧工艺指标(以现行工艺卡片为准) (14)4 要紧动力指标 (15)4.1 公用工程设计消耗一览表 (15)4.2 公用工程介质规格 (15)5 产品、中间产品 (18)5.1 MTBE产品性质 (18)5.2 丁烯-1产品性质 (18)5.3 产品、中间产品设计构成及指标 (19)5.4 副产品 (20)6 要紧原料及化工原材料质量指标 (21)6.1 要紧原料 (21)6.2 化工原材料 (22)7 装置开、停工方案 (23)7.1 装置开工方案 (23)7.2 装置停工方案 (23)8 事故处理 (50)8.1 事故处理的原则 (50)8.2 紧急停工 (50)8.3 事故处理 (51)9 仪表操纵方案及要紧仪表性能 (57)9.1 仪表操纵方案 (57)9.2 装置联锁 (59)9.3 操纵阀一览表 (60)10 要紧设备一览表及要紧设计参数 (64)10.1 塔器类 (64)10.2 反应器类 (65)10.3 容器类 (66)10.4 换热设备类 (68)10.5 泵类 (71)10.6 其他设备类 (73)1 装置简要说明1.1 概况中国石化股份有限公司武汉分公司8/3万吨/年MTBE/丁烯-1装置是80万吨/年乙烯及其配套工程中的一部分,本装置使用来自乙烯裂解装置的裂解液化气经丁二烯抽提后作为原料,生产MTBE与丁烯-1产品。
甲基叔丁基醚(MTBE)产品由于其辛烷值很高,因此是生产无铅、含氧与高辛烷值汽油的理想组分。
丁烯-1产品是乙烯重要的共聚单体。
随着乙烯产量的不断增长,对丁烯-1的需求量也越来越大。
MTBE装置

MTBE装置流程模拟计算一、工艺流程简述MTBE(甲基叔丁基醚)是理想的高辛烷值汽油添加剂,是近20年长盛不衰、销售量最大、发展最快的化学品。
含10%MTBE的汽油能使燃料消耗下降7%左右。
除了增加汽油含氧量外,还可以促进清洁燃烧,减少汽车有害气体排放对大气的污染。
但是MTBE极易溶解于水,当地下储油罐泄漏或汽油溢撒至地面时,MTBE分子会比汽油中的其他成分更快地穿过土壤进入地下水,即使在浓度很低的情况下,也会导致水质恶臭。
美国地质调查表明,使用新配方汽油的地区中20%地下水检测到MTBE,而未使用新配方汽油的地区只有约2%的地下水检测到MTBE。
近年来美国联邦研究部门展示MTBE是可能对人类致癌的物质。
美国加利福尼亚州已决定在2002年12月31日后禁止使用MTBE。
根据这一趋势,美国其它州也可能在不久的将来限用或禁用。
欧洲的汽油储罐主要为地上罐,与美国的情况不同,所以一直未采取限制措施。
我国国内MTBE的需求,主要受国内外高标号汽油需求的影响。
2000年国家公布了新标准汽油的质量标准,其中增加了苯含量,芳烃含量和烯烃含量的测定项目,规定汽油中烯烃含量不大于35%,另外还有氧含量的指标要求。
目前,国内新标准清洁汽油的产量还不高,因此要全面适应2003年1月1日起在全国范围内实施新标准清洁汽油的要求,就需要大量生产新标准清洁汽油的添加剂,所以近几年内作为高辛烷值汽油主要调和组分MTBE的需求量还会有所增加。
自1973年世界上第一套年产10万吨的MTBE装置在意大利建成投产以来,我国从上世纪70年代末80年代初开始进行合成MTBE技术的研究。
至1984年,我国第一套以固定床列管式反应器为基础的年产5500吨工业实验装置在齐鲁石化公司橡胶厂建成投产,经过多年生产实践和不断的技术改进,目前我国MTBE生产技术有:固定床技术、膨胀床技术、催化蒸馏技术、混相床和混合反应蒸馏等多种生产技术。
生产规模也从年产千吨扩大到年产14万吨,先后有6种生产技术成功地用于我国的近40套MTBE装置,技术水平达到当前世界先进水平。
年产2万吨醚后碳四生产混合芳烃项目建议书
年产2万吨醚后碳四生产混合芳烃项目建议书2万吨/年醚后碳四生产混合芳烃项目建议书目录1、项目提出的背景及意义 (3)2、产品方案与生产规模 (4)3、工艺技术方案 (5)4、经济效益分析 (6)5、环境保护 (7)6、劳动安全卫生 (8)7、消防方案 (9)8、自控方案 (10)9、工厂制度和定员 (11)10、投资估算及资金来源 (12)1、项目提出的背景及意义混合芳烃(BTX)广泛用于合成纤维、合成树脂、合成橡胶以及各种精细化学品,是最基础的化工原料。
据预测,在2005- 2010年间,全球苯、甲苯和二甲苯的平均需求增长率将分别达到4.4%、3-4%和5.4%,而同期中国对苯、甲苯和二甲苯的需求增长率将高达16%、8.2%和19.1%。
近年来,由于芳烃下游产品发展迅速,国内外市场对于芳烃的需求持续增长,我国已经是…三苯‟的净进口国。
今后我国每年的芳烃缺口为苯200万吨,甲苯100万吨,二甲苯230-300万吨。
目前,BTX主要来源于蒸汽裂解制乙烯工艺和贵金属铂重整工艺,此二工艺均需用石脑油(石油的轻馏分)为原料;按照现有生产模式,增产芳烃需要相应地增加原油处理量。
我国现在的原油消费量已达3.8亿多吨,其中一半靠进口解决。
如果继续按原有技术路线增产芳烃产品来满足不断增长的市场需求,就意味着我国对进口石油的依赖度越来越大。
这对国家能源安全是一个重大挑战。
因此,积极开发新技术以拓展芳烃的生产原料来源,对于支撑我国的国民经济持续发展和保障我国的能源安全都具有积极意义。
我国炼化企业副产的大量醚后碳四、裂解碳五、重整拔头油和芳烃抽余油等低碳烃资源尚未得到合理利用。
目前,我国巨大的醚后碳四资源还主要是作为民用燃料烧掉。
由于我国石油资源紧缺、大量依赖进口,加之近年来进口原油价格居高不下,因此低碳烃资源有效利用率低已经严重影响了相关行业的总体经济效益。
我国西部大开发战略和…西气东输‟工程的顺利实施,以及从煤出发合成二甲醚(用作管道煤气、汽柴油代用品)技术的大规模使用,表明醚后碳四终将被管道天然气等廉价燃料逐渐挤出民用燃料市场。
MTBE装置回收甲醇水含量超高问题的分析及解决
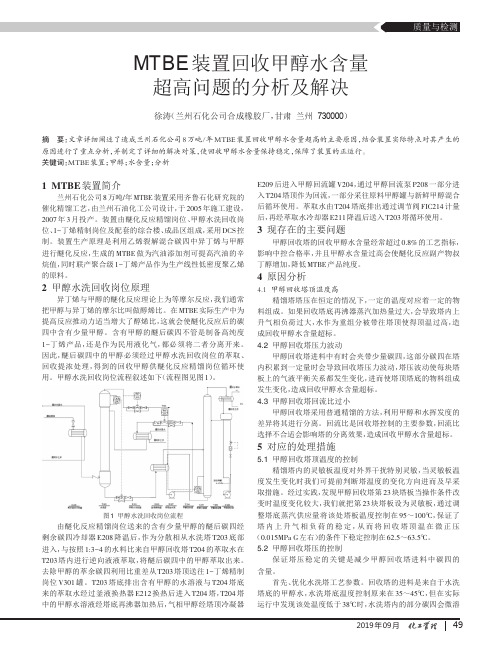
2019年09月MTBE 装置回收甲醇水含量超高问题的分析及解决徐涛(兰州石化公司合成橡胶厂,甘肃兰州730000)摘要:文章详细阐述了造成兰州石化公司8万吨/年MTBE 装置回收甲醇水含量超高的主要原因,结合装置实际特点对其产生的原因进行了重点分析,并制定了详细的解决对策,使回收甲醇水含量保持稳定,保障了装置的正运行。
关键词:MTBE 装置;甲醇;水含量;分析1MTBE 装置简介兰州石化公司8万吨/年MTBE 装置采用齐鲁石化研究院的催化精馏工艺,由兰州石油化工公司设计,于2005年施工建设,2007年3月投产。
装置由醚化反应精馏岗位、甲醇水洗回收岗位、1-丁烯精制岗位及配套的综合楼、成品区组成,采用DCS 控制。
装置生产原理是利用乙烯裂解混合碳四中异丁烯与甲醇进行醚化反应,生成的MTBE 做为汽油添加剂可提高汽油的辛烷值,同时联产聚合级1-丁烯产品作为生产线性低密度聚乙烯的原料。
2甲醇水洗回收岗位原理异丁烯与甲醇的醚化反应理论上为等摩尔反应,我们通常把甲醇与异丁烯的摩尔比叫做醇烯比。
在MTBE 实际生产中为提高反应推动力适当增大了醇烯比,这就会使醚化反应后的碳四中含有少量甲醇。
含有甲醇的醚后碳四不管是制备高纯度1-丁烯产品,还是作为民用液化气,都必须将二者分离开来。
因此,醚后碳四中的甲醇必须经过甲醇水洗回收岗位的萃取、回收提浓处理,得到的回收甲醇供醚化反应精馏岗位循环使用。
甲醇水洗回收岗位流程叙述如下(流程图见图1)。
图1甲醇水洗回收岗位流程由醚化反应精馏岗位送来的含有少量甲醇的醚后碳四经剩余碳四冷却器E208降温后,作为分散相从水洗塔T203底部进入,与按照1:3-4的水料比来自甲醇回收塔T204的萃取水在T203塔内进行逆向液液萃取,将醚后碳四中的甲醇萃取出来。
去除甲醇的萃余碳四利用比重差从T203塔顶送往1-丁烯精制岗位V301罐。
T203塔底排出含有甲醇的水溶液与T204塔底来的萃取水经过釜液换热器E212换热后进入T204塔,T204塔中的甲醇水溶液经塔底再沸器加热后,气相甲醇经塔顶冷凝器E209后进入甲醇回流罐V204,通过甲醇回流泵P208一部分进入T204塔顶作为回流,一部分采往原料甲醇罐与新鲜甲醇混合后循环使用。
催化裂解装置回炼醚后C_(4)馏分增产甲基叔丁基醚

催化裂解装置回炼醚后C_(4)馏分增产甲基叔丁基醚
赵长斌;邓克林
【期刊名称】《石化技术与应用》
【年(卷),期】2024(42)2
【摘要】为了充分利用C_(4)资源增产甲基叔丁基醚(MTBE),在中海石油宁波大榭石化有限公司催化裂解(DCC)装置上通过回炼醚后C4馏分,考察回炼醚后C_(4)馏
分前后装置操作参数、物料平衡、产品分布、产品性质、能耗等的变化。
结果表明:DCC装置回炼醚后C4(6.88 t/h)和气分C_(4)(10.06 t/h)后,一部分异丁烷和正
丁烷组分在系统中循环,气分C4中异丁烯体积分数由31.48%降至29.83%,液化气、乙烯收率分别增加1.18,0.11个百分点,丙烯收率下降0.09个百分点,装置能耗(以
标准油计,下同)增加0.24 kg/t;MTBE装置加工负荷增加17.93个百分点,MTBE产量增加2.69 t/h,收率增加1.16个百分点,醚后C_(4)出装置量降低2.56 t/h,装置能耗降低4.78 kg/t。
【总页数】5页(P134-138)
【作者】赵长斌;邓克林
【作者单位】中海石油宁波大榭石化有限公司;中国石油兰州石化公司聚烯烃运行
二部
【正文语种】中文
【中图分类】TE624.41
【相关文献】
1.MIP装置柴油轻馏分回炼增产高辛烷值汽油的工业实践
2.催化裂化C4烃组合回炼催化裂解增产丙烯研究
3.催化裂解装置回炼不同模式碳四对丙烯及乙烯收率的影响
4.MIP装置回炼轻汽油馏分增产丙烯的实施方案及效果
5.催化裂解装置回炼苯乙烯焦油
因版权原因,仅展示原文概要,查看原文内容请购买。
MTBE

2020/3/23
序号
13
R-202出 分析项目 1 CH3OH 2 TBA 3 MTBE 4 MSBE 5 DIB 6 C3 7 iC4* 8 nC4* 9 tC4= 10 nC4= 11 iC4= 12 cC4= 13 C4== 14 C5 15 x
化验结果 6.64 0.24 52.04 0.25 0.04 0.19 2.44 6.65 6.02 21.26 1.3 2.9 0.03
R-201出口
序号
分析项目
化验结果
1 CH3OH
9.48
2 TBA
0.36
3 MTBE
49.43
4 MSBE
0.25
5 DIB
0.06
6 C3
0.23
7 iC4*
2.5
8 nC4*
6.5
9 tC4=
6.04
10 nC4=
21.79
11 iC4=
0.46
12 cC4=
2.88
13 C4==
0.03
14 C5
0.56(C4比重)]/56
R以1.15计算,根据碳四进料计算甲醇量 一反甲醇进料量=一反碳四进料量(L/H)
× V-103异丁烯含量 ×0.46
2020/3/23
27
R=
[二反进料甲醇量(L/H)X 0.8(甲醇比重)]/32 [二反碳四进料量(L/H)X 原料碳四异丁烯含量
X 0.56(C4比重)]/56
℃
操作压力
Mpa
催化蒸馏塔
操作温度(顶/底)
℃
操作压力
Mpa
回流比
水萃取塔
操作温度
℃
操作压力
Mpa
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
抽余碳四就是抽提丁二烯之后的组分,包括异丁烯、丁烯-1、反丁烯-2、部分顺丁烯-2,等,也就是不含丁二烯的碳四。
醚后碳四就是醚化反应掉异丁烯剩余的碳四,主要是丁烯-1、丁烷、顺反丁烯-2等,和抽余碳四比就是少了异丁烯。
C4中的异丁烯与甲醇发生醚化反应生成MTBE (甲基叔丁基醚)。
产品MTBE用于生产高纯度异丁烯,或作为高标号汽油生产中提高辛烷值的添加剂,醚化反应中过剩的甲醇被回收使用。
醚化反应后的混合C4被称为醚后C4,其主要组分为异丁烷、正丁烷、正丁烯、顺-2-丁烯、反-2-丁烯及少量丁二烯甲基叔丁基醚装置生产的研究与工艺改进 期刊门户-中国期刊网2009-2-17来源:《黑龙江科技信息》2008年10月下文/许肖慧[导读]摘要:甲基叔丁基醚是一种添加剂,无色液体,具有醚样气味,微溶于水(蓝星石油有限公司大庆分公司DCC厂,黑龙江大庆163713)摘要:甲基叔丁基醚是一种添加剂,无色液体,具有醚样气味,微溶于水,可用作汽油添加剂代替四乙基铅,性能优良高效,市场前景良好,生产工艺简单,在一定温度压力下合成,投产后已取得明显的经济效益和社会效益。
关键词:甲基叔丁基醚;催化剂;未反C4前言随着无铅汽油的推广和应用,作为汽油优质调和组分的甲基叔丁基醚(MTBE)的需求量日益增加,为有效的利用C4馏份中的异丁烯生产高纯度的MTBE产品,以及满足市场需求,蓝星石油有限公司大庆分公司于2006年组建并投产4.76万吨/年MTBE联合装置。
该装置由山东齐鲁科力化工研究院有限公司提供的工艺软包、由锦西炼油化工总厂设计院设计的,装置由醚化反应、催化蒸馏、甲醇萃取和回收等部分组成。
装置主要产品为加工MTBE,其纯度高达98%以上,副产品是醚化后未反应的C4馏分,可作为仲丁醇水合成反应的原料或民用液化气燃料。
该装置所用原料C4是气分装置经过脱戊烷塔脱除C5以后的混合C4和外购甲醇。
1 该装置基本原理及装置的技术特点、产品规格1.1工艺基本原理:在所选择的工艺条件下,原料C4中的异丁烯和工业甲醇混合通过催化剂床层并反应生成MTBE。
异丁烯与甲醇在强酸性阳离子树脂催化剂的作用下,异丁烯在叔碳位形成正碳离子,具有较高的反应活性。
甲醇由于属于极性分子与其进行的加成反应生成MTBE。
CH3 CH3↓↓CH3-C-CH2+CH3OH→CH3-C-O-CH3↑CH3该反应为放热反应,反应温度在40℃~80℃,MTBE的合成反应受热力学平衡的制约在低温下,向生成MTBE的方向反应,同时,从反应动力来说,在较高的温度下加快反应速度,但副反应也加快。
为此在生产操作中要制空合适的反应温度,在反应的条件下,原料中所含水份与异丁烯反应生成叔丁醇(TBA)。
异丁烯自聚生成二聚物(DTB)甲醇缩合成二甲醚(DME),副产品叔丁醇和二聚物也具有较高的辛烷值,可随同MTBE调入汽油。
副反应方程式:CH3 CH3↓↓CH3-C=CH3+H2O→CH3-C-CH↑CH3CH3 CH3 CH3↓↓↓2CH3-C-CH2→CH3-C-CH2-C=CH2↑CH3合成MTBE的反应选择性很高(98%~99%)采用反应蒸馏升技术后,异丁烯转化率≥99%,副产品生成很少,C4馏分中除异丁烯外的其它C4组份在反应条件下视为惰性物质。
1.2该装置技术特点:原料中的碱性物质和金属阳离子是树脂催化剂的毒物,为限制这些毒物含量不超过1ppm,随着反应过程的延续,上述毒物与催化剂进行离子交换,使部分催化剂丧失活性。
故在原料混合后进入反应阶段之前,特设有离子过滤器,内装大孔强酸阳离子交换树脂。
本装置采用固定床外循环和催化技术,可提高异丁烯总转化率节约投资降低能耗,催化蒸馏技术是把反应与分离两个过程结合在一个设备中同时进行。
在反应进行的同时精馏过程,是生成与反应物分离破坏反应平衡,是反应在一个装置中达到需要的转化率。
本装置所采用蒸馏技术可使催化剂不用任何特殊包装直接散装入反应段。
2 生产情况装置自2006年10月份投产以来,累计运行了600多天,生产MTBE近7万吨。
产末反C4近12.6万吨,合格率高,取得了一定的经济效益。
甲醇回收系统中的甲醇水洗塔通畅效果不好,经常把剩余C4带入到甲醇回收塔内,甲醇回收塔内的介质是水和甲醇,C4进入后,经过重沸器加热,甲醇回收塔的压力迅速升高,造成甲醇不能正常回收操作困难、危险性高,影响装置的处理量,从而影响产品量。
在2008年大检修期间对甲醇水洗塔进行技术改造,更换了水洗塔的塔盘,其它系统经过调整运行平稳。
3 生产MTBE的适宜条件3.1反应温度反应器床层物料处于气液混合物料,各床温差不大,如果温度过高C4中异丁烯易自聚,使产品中低聚物含量过高,温度控制过低会使反应不完全,所以反应器最适宜的反应温度应在60~65℃之间3.2反应压力MTBE的反应压力是一个重要的影响因素。
压力低、反应器内气化率高、床温度低,异丁烯转化率低。
压力高,床层几乎是绝热反应,各段温差大,醚化过程中容易产生副产物,生产实践证明,反应器最适宜的压力应在0.7~0.75mpa之间。
对于合成MTBE反应十分有利。
3.3醇烯比醇烯比(mol/mol)是合成MTBE反应的关键参数,反应进料中,甲醇与异丁烯的酸比对生成MTBE的选择比,叔丁醇和低聚物等副产物的生成异丁烯的转化率等影响显著。
当醇烯比高于或等于1.0时,其初始反应速度与甲醇初始浓度无关,此时取决于异丁烯的质子化速度。
质子化速度越快,初始反应速度越快,反应利于MTBE方向生成,MTBE纯度可达99%以上。
当醇烯比小于1时,初始反应速度与异丁烯初始浓度无关,此时取决于甲醇的初始浓度。
甲醇浓度越低,初始反应速度越慢,不利于MTBE生成,有利于副产物生成。
所以酸烯比应控制在1.05~1.10最为适宜。
4 生产过程中遇到的问题技术改造措施4.1 2008年大检修时,发现甲醇水洗塔腐蚀严重,塔盘上的筛孔大部已经被堵死,这就是操作中甲醇水洗塔不稳,通畅效果不好的原因,塔盘随即取出为重加工成白钢塔盘,筛孔由φ3mm改为φ5mm。
4.2由于原料中有时带C3组分造成反应器及催化蒸馏塔温度与压力波动,不相符合,严重时排火炬,2008年检修时在催化蒸馏塔顶回流缸配一条线至未反C4缓冲缸,使C3组分随未反C4进入缸区,从而避免了排放火炬造成的损失,使温度和压力控制在指标范围内,操作平稳。
5 结论a.装置自开工以来,经过不断的探索研究及技术改造,达到了满负荷生产,而且操作平稳,产品质量优质市场前景很好。
b.合成工艺先进可靠,反应条件温和,操作方便“三废”排放少。
MTBE合成装置醚后C4中甲醇和二甲醚含量高的原因分析及对策2010-07-291 前言北京燕山石油化工有限公司MTBE合成装置是以DMF抽提丁二烯和乙腈抽提丁二烯装置的提余液(混合C4)或炼油厂气体分馏装置的C4馏分和甲醇作为原料。
C4中的异丁烯与甲醇发生醚化反应生成MTBE(甲基叔丁基醚)。
产品MTBE用于生产高纯度异丁烯,或作为高标号汽油生产中提高辛烷值的添加剂,醚化反应中过剩的甲醇被回收使用。
醚化反应后的混合C4被称为醚后C4,其主要组分为异丁烷、正丁烷、正丁烯、顺-2-丁烯、反-2-丁烯及少量丁二烯。
2005年以前该公司醚后C4作为民用液化气;2005年起,醚后C4作为炼油厂烷基化装置的生产原料,生产高辛烷值汽油组分——烷基化油。
二甲醚和甲醇是烷基化过程中耗酸的主要杂质,并且会降低烷基化油的收率和辛烷值。
本课题在对北京燕山石油化工有限公司MTBE合成装置醚后C4中甲醇及二甲醚含量高的问题进行分析的基础上,提出降低醚后C4中甲醇及二甲醚含量的有效措施,以满足下游装置烷基化生产的需要。
2 MTBE合成装置流程及现状在MTBE合成装置中,原料C4和甲醇进入反应器,在大孔强酸性阳离子树脂催化剂的作用下,C4中的异丁烯与甲醇发生醚化反应,生成MTBE。
反应后的物料包括过剩甲醇、醚后C4、产品MTBE、副产物二甲醚、C4、MSBE(甲基仲丁基醚)、叔丁醇等,被送往共沸蒸馏塔分离。
在共沸蒸馏塔底部流出纯度为98%以上的MTBE粗产品。
粗MTBE送入MTBE精馏塔进一步分离,可得到高纯度的MTBE精产品。
在共沸蒸馏塔内甲醇与醚后C4形成的共沸物从塔顶排出并送往甲醇萃取塔。
在甲醇萃取塔中,以水为萃取剂,将醚后C4中的甲醇萃取,将形成的甲醇水溶液送进甲醇回收塔进行甲醇回收。
甲醇回收塔底的水返回甲醇萃取塔,作为萃取水循环使用。
而醚后C4则从甲醇萃取塔顶采出,并送往炼油厂,作为烷基化装置的生产原料。
装置流程示意见图1。
2005年MTBE合成装置醚后C4中甲醇和二甲醚的含量见表1。
从表1可以看出,醚后C4中甲醇和二甲醚的含量都在1000μg/g以上,有时甚至超过10000μg/g。
而生产要求醚后C4中甲醇含量不大于100μg/g,二甲醚含量不大于500μg/g。
因此应采取措施降低醚后C4中甲醇和二甲醚的含量。
3 影响醚后C4中甲醇含量的因素分析3.1 甲醇萃取塔的萃取水量甲醇与水是完全互溶的。
在进料负荷和进料中的甲醇含量一定时,甲醇萃取塔的萃取水量越大,萃余相醚后C4中的甲醇量越小,但萃取水量增加时,甲醇回收塔的处理负荷也随之增加。
因此,如果萃取水量过大将造成甲醇回收塔的处理王华槟等.MTBE合成装置醚后C4中甲醇和二甲醚含量高的原因分析及对策负荷超过其最大处理能力,导致甲醇回收塔返回甲醇萃取塔的萃取水中甲醇含量高,不利于萃取水对醚后C4中甲醇的充分萃取。
相反,萃取水量越小,萃余相醚后C4中的甲醇含量就会偏大,达不到指标要求。
因此需要通过改变萃取水量的实验确定提高甲醇萃取塔的萃取效果、使醚后C4中甲醇含量降低的萃取水量。
3.2 甲醇回收塔的灵敏板温度MTBE合成装置甲醇回收塔是一个甲醇和水双组分高纯度分离的常压精馏塔。
该塔为两段填料,灵敏板位于中部偏上。
在塔内,由于甲醇挥发度比水大,提高甲醇回收塔灵敏板温度能降低从甲醇回收塔釜返回甲醇萃取塔的萃取水中甲醇的各量,进而可以使萃取水在萃取塔内充分萃取醚后C4中的甲醇,使醚后C4中甲醇含量降低。
但在常压操作时,如果灵敏板温度高于90℃,容易使塔顶甲醇中的水含量超标。
因此,将甲醇回收塔的灵敏板温度从75℃逐渐提高到90℃,考察甲醇回收塔的灵敏板温度对醚后C4中甲醇含量的影响。
3.3 甲醇萃取塔的处理能力北京燕山石油化工有限公司MTBE合成装置的醚后C4是从2005年起才作为烷基化装置的生产原料的。
2003年,MTBE含成装置生产能力由75kt/a扩大到的150kUa时,并没有考虑对醚后C4中的甲醇含量进行控制。
甲醇萃取塔的处理能力没有随装置的扩能而扩大,由此造成醚后C4中的甲醇含量的控制达不到烷基化装置的生产要求。