水溶性型芯强度影响因素的研究
翻砂铜钱铸造流程
翻砂铜钱铸造流程1.引言1.1 概述翻砂铜钱铸造是一种古老而精湛的铸造工艺,广泛应用于中国古代的货币制造。
这种铸造工艺以其独特的形式和精致的图案,在历史上占据着重要的地位。
翻砂铜钱的制造过程经历了多个步骤,每一步都需要经过精心的准备和精准的操作。
本篇文章将深入探讨翻砂铜钱铸造的流程和制作过程。
首先,文章将介绍翻砂铜钱铸造的前期准备工作。
在这个阶段,铸造者需要选择合适的铸造材料,准备各种铸造工具和设备,并进行相关的实验和测试。
这些准备工作的目的在于确保后续的铸造过程能够顺利进行,铸造出质量优良的翻砂铜钱。
接下来,文章将详细介绍翻砂铜钱铸造的流程。
这个过程包括制作雕刻模具、熔化铜料、填充铸型、冷却和取模等环节。
每一个环节都需要经过精确的操作和熟练的技术,以确保最终的翻砂铜钱具有清晰的图案和优良的质量。
最后,文章将对整个翻砂铜钱铸造流程进行总结,并展望其未来的发展方向。
翻砂铜钱铸造技术在保留传统工艺的同时,也需要不断创新和改进,以适应现代社会的需求和发展。
通过本文的阐述,读者将能够全面了解翻砂铜钱铸造的流程和制作过程,深入了解这一古老而精湛的铸造工艺的魅力和价值,同时也能够对其发展和未来的应用有一定的展望。
1.2 文章结构文章结构部分的内容应该是对整篇文章的框架和组织结构进行介绍。
它可以包括以下内容:文章结构部分旨在为读者提供对整篇文章的概览,让读者了解各个部分的内容和组织结构。
本文主要包括引言、正文和结论三个部分。
引言部分概述了翻砂铜钱铸造流程的背景和重要性。
通过对翻砂铜钱铸造的概述,读者可以对文章主题有一个初步的了解。
正文部分详细介绍了翻砂铜钱铸造前期准备和整个铸造流程。
在翻砂铜钱铸造前期准备部分,会介绍如何选择合适的砂型、准备模具和砂料等。
而翻砂铜钱铸造流程部分,会从模具制备、砂型制作、熔铸、冷却和砂芯去除等多个环节详细描述整个流程。
结论部分对整个铸造流程进行总结,并展望未来的发展趋势。
在总结部分,会回顾整个铸造流程的关键步骤和要点,并强调其中的重要性。
铸造工程-特种铸造
7.1 特种铸造的特点 7.2 熔模精密铸造 7.3 消失模铸造 7.4 金属型铸造 7.5 压力铸造 7.6 低压铸造 7.7 其他特种铸造方法
第7章 特种铸造
除了砂型铸造以外的所有铸造方法统称为特种铸造(Speci al Casting Process)方法。常用的特种铸造方法有熔模精 密铸造、石膏型精密铸造、陶瓷型精密铸造、消失模 铸造、金属型铸造、压力铸造、低压铸造、差压铸造、 真空吸铸、挤压铸造、离心铸造、连续铸造、半固态 铸造、壳型铸造、石墨型铸造、电渣熔铸等。特种铸 造方法已得到日益广泛的应用,其中有些方法,如近 终成形铸造(Net Shape Casting),近年来发展的速度 极快。
高岭石在加热过程中有一系列物理化学变化:脱水、分 解、化合、重结晶、晶体长大等过程,最后生成莫来 石相。这一系列物理化学反应使高岭石体积发生收缩 ,一般在2%~8%之间波动。因为高岭石生料所制型壳 在焙烧和浇注过程中会发生以上物理和化学反应,使 型壳体积不断发生变化,造成型壳开裂,强度大幅度 下降,无法生产出高精度的铸件来,因此,一般不使 用它作为型壳。
4)锆砂
锆砂又称硅酸锆,是天然存在的矿物材料,其分子式为Z rO2·SiO2或ZrSiO4。主要是酸性火成岩风化后,其母岩 中锆英石随石英、铝矾土、独居石、钛铁矿、金红石 、石榴石等冲至河床或海岸上形成的沉积矿床。由于 锆砂是一种未经深度加工的天然矿产材料,所以其化 学成分和纯度首先取决于矿源和选矿处理。
(3)高岭石类熟料
高岭石类熟料是将高岭石生料经高温煅烧,完成上述物 理化学反应,再经破碎而成的。其主要相组织为莫来 石和玻璃相或有少量的方石英。相组织与原材料中的A l2O3含量、锻烧工艺等有关。
高岭石熟料是一种性能良好、适用于熔模铸造型壳背层 的耐火材料,在国内外应用广泛。高岭石熟料耐火度 不小于1750℃,呈弱酸性,密度2.4~2.6g/cm3,热膨胀 系数5×10-6℃-1。
酚醛树脂
水性酚醛树脂胶粘剂的制备酚醛树脂是苯酚或取代苯酚同甲醛的反应产物。
改变酚和醛的种类,酚/酲摩尔比,催化剂的种类和用量,或者反应时间与温度,其反应生成物均会不同。
重要的商品酚包括苯酚C6H5OH,甲苯酚CH3C6H4OH,二甲苯酚(CH3)2C6H3OH,对叔丁基苯酚等。
所用酚/醛摩尔比与催化剂的种类,决定着酚醛树脂是酚端基还是羟甲基端基(-CH2OH)。
酚端基型酚醛树脂常称为“线性酚醛树脂”(novolac)或“两步型树脂”;这种树脂不是热反应性的,除非另外加入更多的甲醛,它们一般用六次甲基四胺(简称“六次”)在加热下交联固化。
如果分子链端为羟甲基,则可称为“甲阶酚醛树脂”(resole)或“一步型树脂”;这类树脂是热反应性的,在进一步加热下就会固化成热固性网状结构-除非将苯酚的邻位之一或对位预先封闭(例如采用对叔丁基苯酚)。
两步型树脂在酚过量(即较高酚/酲摩尔比)与酸性催化剂存在下制备;一步型树脂在醛过量(即较低酚/醛摩尔比)与碱性催化剂存在下制备。
水性酚醛树脂包括低分子量的水溶性酚醛树脂(主要是甲阶树脂)和水分散性酚醛树脂两类,后者可从包括线性酚醛树脂在内的多种酚醛树脂制成,且稳定得多。
1.水溶性甲阶酚醛树脂的制备一般甲阶酚醛树脂是否有水溶性或混溶性的关键是控制其加热反应的程度。
在醛过量与碱性催化剂存在下,最初生成的产物主要是苯酚中两个邻位和一个对位上的氢部分或全部被羟甲基取代。
在进一步加热下,可能发生两类缩合脱水反应导致分子量增大:一类为2个羟甲基之间缩合形成醚链节(-CH2-O-CH2),另一类为一个羟甲基同一个邻位或对位活泼氢原子之间反应产生次甲基链节。
在加热反应程度不大时,产物含有比例较多的亲水基团(如羟甲基等),是低粘度的水溶性液体;进一步反应脱水,在分子量增大的同时,亲水基团减少,就逐步变成同水混溶性很小或不混溶的高粘度液体,其后变成可粉碎的固体。
一般甲阶酚醛树脂的制备工艺,是把氢氧化钠催化剂加入到苯酚和甲醛中,然后逐步加热到80-100℃。
新型无机湿态覆膜砂技术的应用
新型无机湿态覆膜砂技术的应用熊鹰熊杰韩跃摘要:现代铸造以有机树脂为粘结剂的型(芯)砂产品技术应用给环境带来的巨大影响,推动了环保性优良的无机类粘结剂技术开发与应用的不断发展,但迄今为止无机类粘结剂技术应用在型砂时均须在制芯现场混制后即刻使用,且无法应用于结构复杂的小芯子。
本文介绍了一种环保性优良的新无机粘结剂湿态覆膜砂的应用,这种产品技术突破了传统无机湿态型砂的适用期过短而须现场混砂使用且不能用射芯机制作复杂砂芯的技术难题,同时也介绍了无机湿态砂的制芯工程应用系列关键技术点。
Abstract:The application of casting sand product technology by organic resin binder brought tremendous impact to the environment that promotes environmental resistance inorganic binder technology continuously developing and application. But so far the inorganic binder technology applications in the sand must coremaking scene immediately after the mixed use, and can not be applied to the complex structure of the small core. This article describes the application of an environmentally excellent new inorganic binder wet coated sand, this product technological breakthroughs traditional inorganic wet sand the applicable period was too short to be on-site sand and can not use the core shooting machine production the complex sand core technical problems, but also inorganic wet sand the core making Engineering applications series key technical point.关键词:无机粘结剂湿态砂覆膜技术产品应用Key words: inorganic binder wet sand coating technology products application当今社会的不断发展需要更加环保的制造工业技术来保证,特别是对于传统铸造工业而言显得更为急切,以解决铸造全过程的环境排放问题。
制造工艺详解——铸造
制造工艺详解-—铸造铸造是人类掌握比较早的一种金属热加工工艺,已有约6000年的历史。
中国约在公元前1700~前1000年之间已进入青铜铸件的全盛期,工艺上已达到相当高的水平。
一、铸造的定义和分类铸造的定义:是将液体金属浇铸到与零件形状相适应的铸造空腔中,待其冷却凝固后,获得具有一定形状、尺寸和性能金属零件毛坯的成型方法。
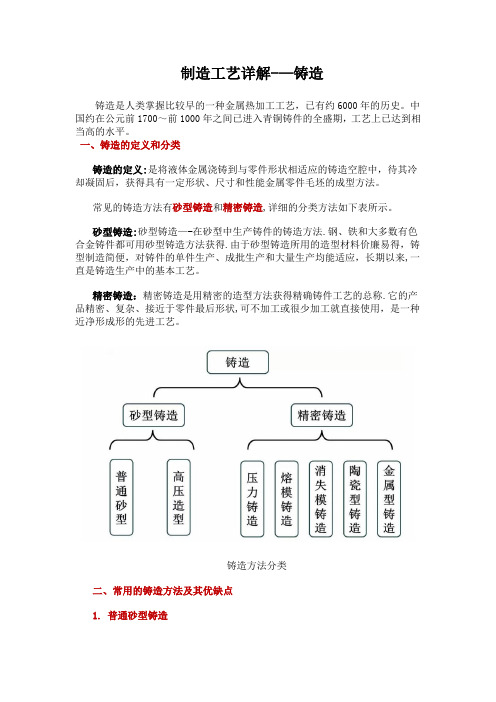
常见的铸造方法有砂型铸造和精密铸造,详细的分类方法如下表所示。
砂型铸造:砂型铸造—-在砂型中生产铸件的铸造方法.钢、铁和大多数有色合金铸件都可用砂型铸造方法获得.由于砂型铸造所用的造型材料价廉易得,铸型制造简便,对铸件的单件生产、成批生产和大量生产均能适应,长期以来,一直是铸造生产中的基本工艺。
精密铸造:精密铸造是用精密的造型方法获得精确铸件工艺的总称.它的产品精密、复杂、接近于零件最后形状,可不加工或很少加工就直接使用,是一种近净形成形的先进工艺。
铸造方法分类二、常用的铸造方法及其优缺点1. 普通砂型铸造制造砂型的基本原材料是铸造砂和型砂粘结剂。
最常用的铸造砂是硅质砂,硅砂的高温性能不能满足使用要求时则使用锆英砂、铬铁矿砂、刚玉砂等特种砂.应用最广的型砂粘结剂是粘土,也可采用各种干性油或半干性油、水溶性硅酸盐或磷酸盐和各种合成树脂作型砂粘结剂。
砂型铸造中所用的外砂型按型砂所用的粘结剂及其建立强度的方式不同分为粘土湿砂型、粘土干砂型和化学硬化砂型3种。
砂型铸造用的是最流行和最简单类型的铸件已延用几个世纪。
砂型铸造是用来制造大型部件,如灰铸铁,球墨铸铁,不锈钢和其它类型钢材等工序的砂型铸造.其中主要步骤包括绘画,模具,制芯,造型,熔化及浇注,清洁等。
工艺参数的选择加工余量:所谓加工余量,就是铸件上需要切削加工的表面,应预先留出一定的加工余量,其大小取决于铸造合金的种类、造型方法、铸件大小及加工面在铸型中的位置等诸多因素。
起模斜度:为了使模样便于从铸型中取出,垂直于分型面的立壁上所加的斜度称为起模斜度.铸造圆角:为了防止铸件在壁的连接和拐角处产生应力和裂纹,防止铸型的尖角损坏和产生砂眼,在设计铸件时,铸件壁的连接和拐角部分应设计成圆角.型芯头:为了保证型芯在铸型中的定位、固定和排气,模样和型芯都要设计出型芯头.收缩余量:由于铸件在浇注后的冷却收缩,制作模样时要加上这部分收缩尺寸.优点:•粘土的资源丰富、价格便宜。
特种铸造2第二章_熔模铸造
2.2.4.4 熔模的脱模
分型剂的使用:压蜡前在压型内表面涂 敷一层,利于取出熔模。 要求越薄越好
蜡基:一般采用机油、松节油、硅油 树脂基:麻油与酒精混合物或者硅油 压缩空气起模
2.2.5 熔模的组装
1) 焊接法——应用最广泛 电烙铁
2) 粘接法——卯榫结构 3) 机械组装法——大批量、小铸件、高效率
熔化方法 水浴加热
旋转桨叶搅拌法
活塞搅拌法: 带孔活塞往复运动
2. 松香基模料的配制
A 熔化设备:不锈钢电热锅(熔点高) B 注意:加料次序 聚合物、蜡料、松香
3. 模料配制工艺要点:
模料配制过程中应该注意的三点:
A 严格控制温度的升限和在高温下停留的时间。避免模料的 烧损和变质。(防止局部过热) B 合理安排各组元的加热顺序 原则:溶剂优先,互溶在前。
硬度提高,强度下降,凝固温度区间变窄
• 表2-2 石蜡—硬脂酸(1:1)模料的主要性能
2.2.2.2 树脂基模料
• 松香:软化点70~90℃ • 用途 • 常与蜡料、聚合物等混合蜡基模料
• 蜡基模料 • 优点:易于配制(熔点较低),复用性好。 • 不足:软化点过低,收缩率略大,硬脂酸价格过高。
• HB 5352.4-2004 熔模铸造型壳性能试验方法 第4部分:透气性的测定
型壳的制造工艺——涂挂法
熔模铸造型壳: 多层型壳:涂挂法制壳—(浸涂)最常用
喷涂法
刷涂法
对型壳的性能要求:
1 . 型壳的高温强度和高温软化点
型壳的软化点是指型壳强度随温度升高而开始下降 的温度。不同型壳软化点不同。软化点高,高温强度下 降速度小,有利于提高铸件的尺寸精度。
2.3 型壳的制造
液态金属成形件工艺设计
一、铸件尺寸公差
• 铸件尺寸公差与铸件的基本尺寸、生产规模、合金种类和 铸造方法等有关。我国铸件尺寸公差标准参见GB6414— 86,它适用于砂型铸造、金属型铸造、低压铸造、压力铸 造和熔模铸造等在正常生产条件下所生产的各种铸造合金 铸件。其数值可查相关资料。有些航空航天产品参照国家 标准也制定了自己的标准,如HB6103—86等。
一、铸造工艺方法的选择 二、铸件浇注位置的确定 三、分型面的选择 四、型(砂)芯设计
观看《永乐大钟》讨论大钟的铸造工艺:
正确的铸造工艺方案,可以提高铸件质量,简化铸造工艺, 提高劳动生产率。
一、铸造工艺方法的选择
• 应根据零件特点、合金种类、批量大小、铸件技术要求的 高低以及经济性,各种典型铸造工艺方法的特点和应用范 围进行综合考虑,确定比较合适的铸造工艺方法。
(5)铸件应有合适的加强筋
图3-7 利用铸造筋防止铸件变形 a)不合理结构 b)合理结构
三、铸造方法对铸件结构的要求
砂型铸造 金属型铸 造 熔模铸造 压力铸造 离心铸造 挤压铸造
铸件形状 可以宜太复 杂
只限中空 铸件不宜 回转体 太复杂
第2节 铸造工艺方案的确定
(4)应尽量少用或不用砂芯
三、分型面的选择
1、分型面应选在铸件最大截面处,以保证顺利拔出模样而 不损坏铸型
图3-10 滑套的分型方案
2、尽量将铸件全部或大部分放在同一个半型内
图3-11 后轮毂铸件的分型方案
(3)尽量减少分型面的数量
图3-12 确定分型面数目的实例 a)用于机器造型 b)用于手工造型
(2)确定砂芯的形状及数量 1)保证铸件内腔尺寸精度,便于下芯及检查 2)复杂的大砂芯、细而长的砂芯可分为几个小而简单的砂 芯
制造工艺详解——铸造
制造工艺详解——铸造铸造是人类掌握比较早的一种金属热加工工艺,已有约6000年的历史。
中国约在公元前1700~前1000年之间已进入青铜铸件的全盛期,工艺上已达到相当高的水平。
一、铸造的定义和分类铸造的定义:是将液体金属浇铸到与零件形状相适应的铸造空腔中,待其冷却凝固后,获得具有一定形状、尺寸和性能金属零件毛坯的成型方法。
常见的铸造方法有砂型铸造和精密铸造,详细的分类方法如下表所示。
砂型铸造:砂型铸造——在砂型中生产铸件的铸造方法。
钢、铁和大多数有色合金铸件都可用砂型铸造方法获得。
由于砂型铸造所用的造型材料价廉易得,铸型制造简便,对铸件的单件生产、成批生产和大量生产均能适应,长期以来,一直是铸造生产中的基本工艺。
精密铸造:精密铸造是用精密的造型方法获得精确铸件工艺的总称。
它的产品精密、复杂、接近于零件最后形状,可不加工或很少加工就直接使用,是一种近净形成形的先进工艺。
铸造方法分类二、常用的铸造方法及其优缺点1. 普通砂型铸造制造砂型的基本原材料是铸造砂和型砂粘结剂。
最常用的铸造砂是硅质砂,硅砂的高温性能不能满足使用要求时则使用锆英砂、铬铁矿砂、刚玉砂等特种砂。
应用最广的型砂粘结剂是粘土,也可采用各种干性油或半干性油、水溶性硅酸盐或磷酸盐和各种合成树脂作型砂粘结剂。
砂型铸造中所用的外砂型按型砂所用的粘结剂及其建立强度的方式不同分为粘土湿砂型、粘土干砂型和化学硬化砂型3种。
砂型铸造用的是最流行和最简单类型的铸件已延用几个世纪.砂型铸造是用来制造大型部件,如灰铸铁,球墨铸铁,不锈钢和其它类型钢材等工序的砂型铸造。
其中主要步骤包括绘画,模具,制芯,造型,熔化及浇注,清洁等。
工艺参数的选择加工余量:所谓加工余量,就是铸件上需要切削加工的表面,应预先留出一定的加工余量,其大小取决于铸造合金的种类、造型方法、铸件大小及加工面在铸型中的位置等诸多因素。
起模斜度:为了使模样便于从铸型中取出,垂直于分型面的立壁上所加的斜度称为起模斜度。
铸造造型(芯)工(初级)职业技能考试题库大全(附答案)
铸造造型(芯)工(初级)职业技能考试题库大全(附答案)一、单选题1.浇注温度一定时,造型材料导热性愈好,钢水的流动性()。
A、愈差B、愈好C、不受影响参考答案:A2.任何职业道德的适用范围都是()。
A、普遍的B、有限的C、无限的D、不特定的参考答案:B3.在相同的工艺参数下,()铸造铸件的内部质量最好。
A、砂型B、熔模C、陶瓷型D、金属型参考答案:D4.开设内浇口要避开铸件的()部位。
A、重要B、次要C、厚壁参考答案:A5.属于微型计算机系统外设的是()。
A、CPUB、内存储器C、电源D、硬盘参考答案:D6.由于型芯在金属液作用下漂浮移动,使铸件内孔位置、形状和尺寸发生偏错,而不符合铸件图要求的缺陷,称为()。
A、错型B、错芯C、偏芯D、偏析参考答案:C7.热节不大的小型铸铁件,可采用()。
A、明顶冒口B、暗顶冒口C、压边冒口D、暗侧冒口参考答案:C8.偏析、组织粗大、脱碳等属于()缺陷。
A、残缺类B、夹杂类C、成分、组织及性能不合格类D、形状及重量差错类参考答案:C9.对结构较为复杂、壁厚不均、尺寸又较大的铸件,常按()的原则来设置工艺措施。
A、顺序凝固B、同时凝固C、中间凝固D、既有A又有B参考答案:D10.市场经济条件下,()的观念不符合爱岗敬业的要求。
A、树立职业理想B、多转行多受锻炼C、干一行爱一行D、强化职业责任参考答案:B11.下列几项措施,()不适用于解决铸件变形问题。
A、加放工艺补正量B、预留反变形量C、增大加工余量D、采用同时凝固参考答案:B12.冷裂是铸件处于()时形成的。
A、凝固前B、凝固初期C、凝固末期D、弹性状态参考答案:D13.职业是人()的手段。
A、劳动B、工作C、生存D、谋生参考答案:D14.呋喃酚醛树脂宜作()自硬砂的粘结剂。
A、铸铁件B、铸钢件C、有色合金铸件D、铝合金铸件参考答案:B15.浇注系统通常由浇口杯、直浇道、横浇道和()组成。
A、集渣装置B、浇口塞C、浇口窝D、内浇道参考答案:D16.横浇道的主要作用是()。
特种铸造题库
特种铸造题库、填空题熔模铸造1. 熔模铸造通常是在可熔模样的表面涂覆多层耐火材料,待其硬化干燥后,加热将其中模样熔去,而获得具有与模样形状相应空腔的型壳,再经过焙烧,然后在型壳温度很高情况下进行浇注,从而获得铸件的一种方法。
2. 熔模铸造工艺过程:制模-制模组-挂涂料- —- (干燥硬化)—撒砂-脱模-焙烧- 浇注3. 蜡基模料的种类:低温模料、中温模料、高温模料4、蜡基模料主要用矿物蜡和植物蜡配制而成,用得最广泛的蜡基模料系由(石蜡)和(硬脂酸)组成。
5、模料压注的方法:柱塞加压法活塞加压法气压法6、模料的回收方法:酸处理法活性白土处理法电解处理法7、对型壳服役性能的要求:强度、热源的稳定性、高温下的稳定性、透气性陶瓷型铸造1、陶瓷型铸造包括:(1)单一型:整个铸型全部用陶瓷浆灌注(2)复合型:型腔的工作表面由陶瓷浆灌注,背衬用型砂或金属形成。
2、陶瓷浆由耐火材料(如刚玉粉、铝钒土等)、粘结剂(硅酸乙酯水解液)、催化剂(如Ca(OH) 2 • MgO)透气剂(双氧水)等组成。
2、陶瓷浆料中加催化剂是为了改变硅酸乙酯水解液的PH值,以促使陶瓷浆料结胶。
3、为防止碳钢件热型浇注后表面脱碳,可在陶瓷型型腔表面上喷涂薄层酚醛树脂的酒精溶液。
石膏型铸造1、石膏型铸造是指主要以石膏为材料制造铸型,并使金属在此种型内成型的铸造方法。
2、根据石膏型的内部结构状态可把石膏型分为:普通石膏型,压蒸石膏型和发泡石膏型。
3石膏型精密铸造用的模样主要是熔模,也可使用气化模、水溶性模(芯)。
4、除石膏种类外,影响石膏强度的因素还有石膏的细度、水固比、水温、搅拌时间等。
金属型铸造1、属型结构型式:(1)整体金属型:无分型面,结构简单,铸件在一个型内形成,尺寸稳定性好;(2)水平分型金属型;(3) 垂直分型金属型;(4) 综合分型金属型2、金属型破坏的原因:1. 应力的叠加2. 热应力疲劳3. 铸铁生长4. 氧气侵蚀5. 金属液的冲刷6. 铸件的摩擦。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
加人 K C 。 湿混 3mi;待制 样机 温 度达设 定 温度 2 O 溶液 n
时 ,将混好 的芯砂填入 “ ”字形模具 ,手工捣实后 加 8 热一定 的 时问脱模 取 出试样 ,并将 制好 的型芯 置于 干 燥皿 中备用 。 抗拉 强度 的测量 方法 :将制 得 的型芯置 于强 度试 验 机上测 取5 抗拉 强度 值 。除去最 大值 和最小值 后 , 组
Ab ta t W a e - ou l o ef b ia in po e s b o — m pn s iv sia e no d rt t d sr c : t r lbe c r a r t r c s y h t a s c o t igwa n e t t d i r e o su y g t e if e c fbn e , a es n s h a ig t n e p r t r ns r n t fc r , n r p s h l n e o id r b s a d , e t i a d t m e a u e o te g h o o e a d po o e nu n me
wa e - ou l o e h s a hg te g h wh n K C03i u e sbn e , n h e t g t m p rt r t r lbe c r a ihs r n t e 2 s s d a id r a d t e h a i e s n e au e
过程 中出现 的断 裂 、鼓 胀 、变形等 缺陷 。另外 ,此法 制得 的型芯 强度高 、发气 量低 、变形 量小 、水溶 溃散
性优 良,且浇 注后 型芯材 料还 可 回收利用 ,因此 具有
定 。但实践 表 明 ,此法 制 芯时粘 模严重 。试 验研究 发
现 ,向型 芯混合 料 中添加 少量粘 土类物 质 ,制 芯 时的 粘 模 问题可 以得 到解决 。因此 ,本 试验 无机盐 以溶液 形式 加入 ,并添加 少量粘土物质 以防止型芯粘模 。 试 样制备 :将砂 与粘土 在混砂机 中干混 l n ,再 mi
铸
・
造
RY
Se . 1 p 20 0
9 24 ・
F O
Vo . 9 NO 9 I 5 .
水 溶 性 型 芯 强度 影 响 因素 的研 究
张 龙 ,李远 才 ,许 建华 ,陈 琦
( 中科技 大 学材 料 成 形 与 模 具 技 术 国 家重 点 实验 室 , 湖北 武 汉 4 0 7 ) 华 304
关键 词 :水溶性型 芯 ;抗 拉强度 ;碳酸钾 ;氯 化钙
中 图分 类号 :T 2 1 i 文献标 识码 : 文 章编号 :10 — 9 7 (0 0 9 0 2 — 5 G 2+ . 0 14 7 2 1)0 — 9 4 0
St d n If e cn a t r f a e - lbe Co e St n t u yo n l n ig F co so t rSou l r r g h u W e
广 泛 的应 用前 景 。然 而采用 此 法 制备 型 芯 的研究 中 , 对 影响型 芯强度 的研 究不 够系统 。为此 ,本试 验从 水
溶性 型 芯 的配 方及 热捣鼓 法 的 成形 工 艺上 进行 研 究 , 旨在 探究 影 响型 芯抗 拉 强度 的 因素 ( 结 剂 、原 砂 、 粘
ZH ANG o g L a —a , in h a CHEN Qi Ln, I Yu n c iXU Ja — u ,
( tt e a oaoyo tr l rc s iga dDe&Mo l T c n l y Hu z o gU i ri f S aeK yL b rtr f Maei o e sn n i aP ud e h oo , a h n nv s yo g e t S in ea dT c n lg , u a 3 0 4 H b iC ia c c n e h oo y W h n4 0 7 , u e, hn ) e
i 8 ℃ . S1 0 Ke r s: wa e - o u l o e t n i t n t ; o a s u c r o a e c l im h o ie y WO d t rs l b e c r : e s l s r g h p t s i m a b n t ; a c u c l r e e d
热捣 鼓法[ 备铝合金用水溶性 型芯时 ,型 芯能够 1 ] 制
快 速建立起 强度 。这 能有效 地防止 型芯 在搬运 、烘 烤
机盐均 未完 全溶解 ,必 然导致 混合 料成分 不均 匀 ,制 得 的型芯性 能不 够稳定 。文献 [] 7将无 机盐 以水溶 液形 式 加人 耐火骨 料混 合后 制得 型芯 ,型芯 的强度 比较稳
摘 要 :系统研究了热捣鼓法制备水溶性型芯的工艺,考察了 粘结剂、原砂以及加热时间与加热温度对型芯强度的影响
规 律 ,提 出 了水 溶 性 型 芯 制备 过 程 中材 料 的 选 择 方 法 和 工 艺 参 数 制定 的原 则 。试 验 结 果 表 明 ,溶 解度 较 大 、吸 湿 性 较 弱 KC 2O 作粘结剂时,加热温度 为10℃,型芯具 有较好 的强度 。 8
t e m e h d o h t o f ma e i c o c n h r cp e o a a e e s s l c i n t r J h ie a d t e p i i l f p r m t r e e t .Th e ut s o h t a n o e r s l h ws t a