C70S6裂解连杆性能分析
连杆分离面涨断工艺

连杆分离面涨断工艺连杆生产线概况2002年8月,奇瑞公司开始和世界著名的发动机设计公司—奥地利AVL公司联合开发NEF 1、NEF 2、NEFD 3个API共18款发动机产品。
产品应用了CBR、VVT、DGI、TO、CR等先进技术,设计排放达到欧Ⅳ标准。
在新款发动机研发的同时,奇瑞公司发动机二厂的筹建工作也正式启动,其中包括连杆线在内的发动机5大件机加工线和装配试验线。
经过国际投标,2003年7月,发动机二厂连杆线最终由德国KRAUSE&MAUSER公司总承包,该生产线主要包括德国KRAUSE&MAUSER公司的4条柔性专机自动线、意大利GIUSTINA公司的2台双端面磨床、日本KOKUSAI公司的1台称重去重设备、德国ZIPPEL 公司的1台清洗机、英国SIEMENS公司的1台综合测量机以及1套在线和线下测量装置。
其中关键工序配备了在线测量装置,工序间为德国TIANI公司的自动料道输送,上料料道处设有品种识别装置,防止错误连杆毛坯对设备和刀具造成损坏。
另外,部分刀具还运用了刀具破损检测功能,即ARTIS监控。
整线采用卧式双端面磨、激光切割涨断槽、涨断和以镗代珩等先进工艺。
生产线规划产能大,生产纲领为140万件/年(年工作251天,两班制,设备负荷率80%),生产节拍为8.is。
与传统工艺的区别以整体锻件毛坯加工为例,我厂采用的连杆涨断新工艺与传统工艺相比有很多区别。
1、大头孔的粗力口工传统工艺要在切断后对大头孔进行粗拉,或者在切断前将它加工成椭圆形(或者毛坯为椭圆形),所以要在2个工位上.进行粗加工,而且因为是断续加工,振动大、刀具磨损快、刀具消耗大。
而涨断工艺将大头孔加工成圆形,所以可在1个工位上加工。
涨断工艺的生产设备只需要1个主轴,而传统工艺的生产设备则需要2个主轴。
图1是两种工艺的连杆毛坯对比图。
2、连杆体、盖分离方法传统工艺采用拉断(或铣断、锯断)法,而涨断工艺是在螺栓孔加工之后涨断。
制动器制动力矩的计算
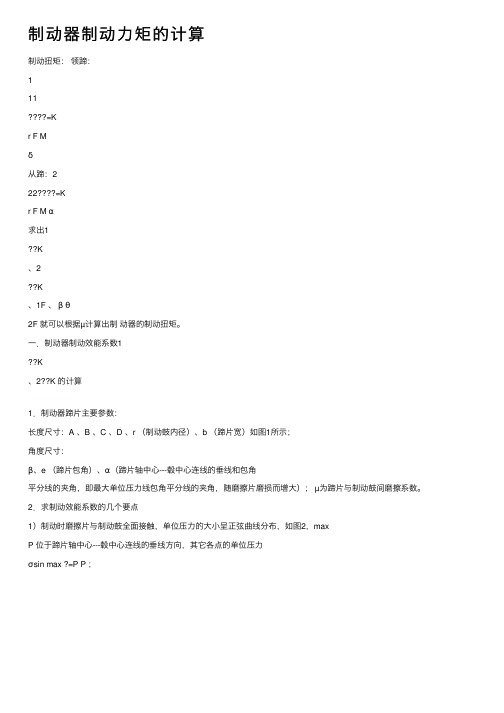
制动器制动⼒矩的计算制动扭矩:领蹄:111=Kr F Mδ从蹄:222=Kr F M α求出1K、2K、1F 、βθ2F 就可以根据µ计算出制动器的制动扭矩。
⼀.制动器制动效能系数1K、2??K 的计算1.制动器蹄⽚主要参数:长度尺⼨:A 、B 、C 、D 、r (制动⿎内径)、b (蹄⽚宽)如图1所⽰;⾓度尺⼨:β、e (蹄⽚包⾓)、α(蹄⽚轴中⼼---毂中⼼连线的垂线和包⾓平分线的夹⾓,即最⼤单位压⼒线包⾓平分线的夹⾓,随磨擦⽚磨损⽽增⼤); µ为蹄⽚与制动⿎间磨擦系数。
2.求制动效能系数的⼏个要点1)制动时磨擦⽚与制动⿎全⾯接触,单位压⼒的⼤⼩呈正弦曲线分布,如图2,maxP 位于蹄⽚轴中⼼---毂中⼼连线的垂线⽅向,其它各点的单位压⼒σsin max ?=P P ;2)通过微积分计算,将制动⿎与磨擦⽚之间的单位压⼒换算成⼀个等效压⼒,求出等效压⼒的⽅向σ和⼒的作⽤点1Z 、2 Z(1OZ 、2OZ ),等效⼒ P 所产⽣的摩擦⼒1XOZ (等于µ?P )即扭矩(需建⽴M 和蹄⽚平台受⼒F 之间的关系);实际计算必须找出M 与F 之间的关系式:=Kr FM3)制动扭矩计算蹄⽚受⼒如图3: a. 三⼒平衡领蹄:111OE H M ?=从蹄:222OEH M=b. 通过对蹄⽚受⼒平衡分析(对L 点取⼒矩)()1111G L H b a F ?=+? ()1111/G L b a F H +?= ∴ ()11111/G L OE b a F M+=111=K r F M∴ 1111G L OEr B A K ?+=同理: 2222G L OErB A K ?+=c.通过图解分析求出1OE 、2OE 、11G L 、22G L 与制动器参数之间的关系,就可以计算出1??K 、1??K 。
3.具体计算⽅法: 11-?=ργ?Kl K ; 1'2+?=ργ?Kl KrB A l +=; rC B K 22+=1) 在包⾓平分线上作辅助圆,求Z.圆⼼通过O 点,直径=ee er sin 2sin4+?画出σ⾓线与辅助圆交点,即Z 点等效法向分⼒作⽤点。
游梁式抽油机说明书教材
4、基础上平面标高,应注意抽油机悬绳器最低点到抽油机底面距离,满足冲程长度的要求。
5、在基础周围培土,保持应有的坡度,防止基础周围积水。
(二)安装
1、将底座放在基础上,使其底座纵向中心线与基础纵向中心线重合。沿基础中心线移动底座,使其前地脚螺栓孔中心到井口的距离符合基础图尺寸要求。
2、停机后,全部螺栓再次紧固。检查减速器各密封处有无渗、漏油,检查各运动副处的发热情况。
3、上述检查合格后,即可投入正常工作。工作24小时和两周时,须各再次紧固各连接螺栓。对曲柄销螺母、平衡块连接螺栓,地脚螺栓尤应注意。
(六)安装注意事项
1、必须满足安装中各项技术要求。
2、设备出厂时,各外露加工面均做过防腐处理,暂不使用的表面请保留防护层,使用表面应清洗后装配。
53
73
73
73
73
89
89
电
动
机
功 率kW①
45
45
45
55
55
55
55
75
转 速r/min
980
980
740
740
740
740
740
740
结构不平衡重kN
1.59
-0.5
3.35
4.97
1.2
0.6
1.2
0.6
胶带型号及规格
1×5ZV15J-6350
1×5ZV15J-5880
1×5ZV15J-7100
刹车安全装置是为抽油机安装和停机作业时的绝对安全而设置的,停机作业后除刹车刹死外,还应用刹车安全钩将刹车轮锁死。
降低连杆涨断废品率(北京)

元素 技术要求 1#工件
2#工件
3#工件 4#工件 5#工件 6#工件
0.73
0.73 0.71 0.73 0.73
0.19
0.19 0.18 0.18 0.19
含碳量均在图 0.53 0.01 纸要求的上限
0.54
0.54 0.52 0.53 0.54 0.01 0.01 0.01 0.01
0.01
岗位 机加工生产部部长
车间工段长 质保部部长 质量经理 现场工程师 工艺工程师 质量工程师 设备维修工 SQE 设备操作工 质量体系审核员 过程审核主管
组内职务 组长
副组长 副组长 组员 组员 组员 组员 组员 组员 组员 组员 组员
制表人:胡劲松
日期:2010-6-15 上海汽车乘用车
质量连着你和我——降低连杆涨断废品率
负责人 焦安祥
焦安祥对割槽深度检具(NSECON-86065)进行了GR&R的评估:GR&R值为12.053%。 符合新检具的重复性和再现性的要求。
非要因
检具的GR&R分析报告
GR&R值
割槽深度检具
质量连着你和我——降低连杆涨断废品率
上海汽车乘用车
要因确认(九)
末端因素(9) 验证时间 确认方法 确认标准 割槽深度尺寸小 2010年8月25日- 2010年8月26日 负责人 周明 工艺试验及调研 工艺试验及同行业对比的结果 一、工艺对比试验: 1、8月25日,在割槽深度为0.37(非瓦槽)和0.35(瓦槽)的情况下(首件检查) 连续加工800件,出现14件爆口废品,比例为1.75%; 2、8月26日,在割槽深度为0.43 (非瓦槽)和0.41(瓦槽)的情况下(首件检查) 连续加工800件,只出现6件爆口废品,比例为0.75%。 结论:割槽深度越大,爆口废品率越低。
发动机连杆模锻工艺及模具

s195柴油机整机设计说明书

目录1 绪论 (1)2 柴油机工作过程的热力学分析计算 (1)2.1 原始参数 (1)2.2 选取参数 (2)2.3 计算参数 (3)3 柴油机动力计算及平衡 (5)3.1 已知数据 (5)3.2 动力计算 (7)3.3 平衡计算 (17)4 燃烧系统 (18)4.1 燃烧室的选型 (18)4.2 涡流室结构 (19)4.3 主燃烧室形状 (19)4.4 涡流室镶块 (19)4.5 改善冷启动性能的措施 (20)5 活塞组的设计 (20)5.1 概述 (20)5.2 活塞的选型 (20)5.3 活塞的基本设计 (21)5.3.1 活塞的主要尺寸 (21)5.3.2 活塞头部设计 (21)5.3.3 活塞销座的设计 (22)5.3.4 活塞裙部及其侧表面形状设计 (22)5.3.5 活塞与缸套配合间隙 (23)5.3.6 活塞重量的参考值 (23)5.3.7 活塞强度计算 (23)5.3.8 活塞的冷却 (24)5.5.9 活塞的材料及工艺 (24)5.4 活塞销的设计 (24)5.4.1 活塞销的结构及尺寸 (24)5.4.2 轴向定位 (24)5.4.3 活塞销和销座的配合 (24)5.4.4 活塞销的强度校核 (25)5.4.5 活塞销材料及强化工艺 (25)6 连杆组的设计 (26)6.1 概述 (26)6.2 连杆的结构类型 (26)6.3 连杆的基本设计 (26)6.3.1 主要尺寸比例 (26)6.3.2 连杆长度 (27)6.4 连杆小头设计 (27)6.4.1 连杆小头结构 (27)6.4.2 小头结构尺寸 (27)6.4.3 连杆衬套 (28)6.5 连杆杆身 (29)6.6 连杆大头 (29)6.6.1 连杆大头结构 (29)6.6.2 大头尺寸 (29)6.7 连杆强度的计算校核 (30)6.7.1 连杆小头的校核 (30)6.7.2 连杆杆身的校核 (36)7 配气凸轮的设计 (38)7.1 凸轮外形设计得任务和要求 (38)7.2 凸轮设计主要参数的选择和限制条件 (38)7.3 缓冲曲线设计 (39)7.4 凸轮的选型及计算 (40)8 机体的设计 (48)8.1 机体结构形式的选择 (48)8.2 机体材料的选择 (49)8.3 机体外形轮廓尺寸的决定 (49)8.4 提高机体刚度与强度的措施 (49)9 油底壳设计 (50)10 气缸套设计 (51)10.1 设计要求 (51)10.2 结构设计 (51)结论 (53)致 (54)参考文献 (55)1 绪论从1860年首台燃机诞生以来,经过了百余年的发展,其给人类带来的生产力的提高和对生活得便利使得燃机工业业已成为人类文明中不可替代的部分。
反铲六连杆装载机动臂的有限元分析及拓扑优化
科学技术创新2020.32反铲六连杆装载机动臂的有限元分析及拓扑优化娄玉印熊甜于瑛韦学杰丁雨润龙盛保(柳州工学院,广西柳州545000)1概述动臂作为装载机的重要组成部分,其动力学特性直接影响装载机的使用寿命和安全指标。
装载机在工作过程中,力学特性复杂,工况多变,难以保证整机的性能[1]。
本文首先通过三维建模软件建立装载机工作装置的三维模型;其次根据多体动力学理论对装载机工作装置进行动力学分析;再次利用有限元分析软件Hypermesh 验证其强度条件并对动臂进行拓扑优化;最后根据拓扑优化结果对动臂重新设计并再次对新的动臂结构进行有限元分析。
结果表明:新型动臂结构较原来减少20%,满足强度条件,该新型结构对企业的动臂研究与设计具有一定的指导价值[2]。
2装载机动力学分析2.1装载机机构如图1所示:图1装载机装置图1-机架2-转斗油缸3-转斗活塞4-摇臂5-动臂6-铲斗7-动臂油缸8-动臂活塞9-拉杆2.2受力分析铲斗的受力如图2所示[3]:图2铲斗力学分析F in -铲斗的插入阻力F tn -刃板尖端的转斗阻力经计算得:F in =116826N 。
F tn =66000N 。
F'g =F g cos15°=50000×cos15°=48296(N )2.3装载机的动力学模型装载机的动力学模型如图3所示[4-5]:图3装载机工作装置动力学模型加载大小:F in =116826N F tn =66000N F'g =48296(N )2.4装载机动臂动力学分析2.4.1动臂活塞与动臂连接处动力学分析。
根据动力学分心得动臂活塞与动臂受力分析如图4所示:图4动臂活塞与动臂连接处分析图形经分析得:装载机动臂活塞与动臂连接处在运行时间6s 时受力最大为7.57E+005N 。
2.4.2动臂与拉杆连接处动力学分析。
根据动力学分析软件摘要:基于反铲六连杆装载机动臂工况复杂、受力多变的现状,首先运用动力学分析软件ADAMS 计算得出装载机动臂的力学特性,其次运用有限元分析软件Hypermesh 对其进行强度分析和拓扑优化,得出动臂优化后新型结构,结果表明:该新型结构较原来减少约20%,该结构对企业动臂设计有一定的指导意义。
非调质钢
2 非调质钢的主要应用最近几年,非调质钢在我国汽车工业广泛用于生产制造汽车发动机连杆、曲轴、转向节等零件,主要是铁素体2珠光体型非调质钢,常用钢种有40MnVN、48MnV、并增加其体积分数。
最近日本新开发了0.30C20.25Si21.5Mn20.30Cr十微合金化的连杆用钢,采用这一成分, 可使0.45C20.25Si20.8Mn钢的Ac1从730℃降至717℃〔理论值〕,而连续冷却时可使Ar1从650℃下降至570℃。
MnS2VN复合粒子可使组织有效细化,这些复合粒子可以作为形成在奥氏体晶粒内的转变铁素体的结晶核心,在冷却后得到以MnS2VN复合粒子为结晶核心的铁素体。
德国和美国等国家利用这一技术开发了高碳微合金非调质钢涨断法生产连杆技术,德国大众的Jetta轿车发动机连杆牌号为C7056,其成分特点为:低硅、低锰,用V微合金化并加入易切元素硫,合金元素含量很窄,这一新开发的非调质钢,降低了碳含量,适当加入并提高了Si、S和V的含量,改善了切削性能和强度,并用于涨断连杆的制造。
连杆的大头采用涨断工艺,采用这种工艺生产的连杆,可以解决连杆装配失圆的问题,同时缩短机加工工序,降低了生产成本。
裂解连杆制造技术在欧洲广泛应用,主要系列有德国的C70S6BY、法国的SPLITASCO系列高碳钢连杆及欧洲其它公司的70MnSV4、80MnS5[24]。
一汽曾分别与北满钢厂、大连钢厂合作进行冶炼,并在捷达发动机连杆上进行了试验,但由于材料的稳定性较差,还没有实现本地化。
一汽现在开发的6DL系列柴油发动机连杆采用的是裂解工艺,材料用高碳非调质钢FAS70S2,目前是从国外进口,FAS70S2非调质钢本地化试验工作正在进行。
该钢种主要技术特点是化学成分范围窄、钢材表面质量要求高,国内钢厂生产还存在一定问题。
70年代初,德国蒂森特钢公司开发了非调质钢49MnVS3,首先用于汽车曲轴,代替40Cr钢。
硫元素不仅有助于切削性能的改善,而且还有助于组织细化,提高非调质钢的韧性。
SS7E型电力机车
第一章概述 (2)第一节简介 (2)第二节SS 7E型电力机车特性 (5)第二章SS7E型电力机车车体及走行部 (8)第一节概述 (8)第二节SS E型电力机车车体结构 (9)第三节车钩及缓冲装置 (14)第三章SS 7E型电力机车整备、操纵与检查 (15)第一节SS 7E型电力机车的整备 (15)第二节机车正常运行准备与操纵 (21)第三节机车正常运行操纵 (23)第四节机车正常运行检查 (30)第四章设备布置 (50)第一节简介 (50)第二节设备布置 (52)第三节司机室设备布置 (53)第四节辅助室设备布置 (55)第五章SS 7E型电力机车风源系统 (54)第一节概述 (54)第二节风源系统管路 (55)第三节通风系统 (57)第六章CRH1型动车组 (58)第一节概述 (58)第二节动车组总体及走向部59 摘要:韶山7E型电力机车既是我国铁路客货运干线上的主要运力车型之一,也是我国铁路提速的主力车型之一,因此,对其性能和运营状况进行分析研究就显得尤其重要了。
本文就是针对韶山7E 型电力机车而进行的,主要对其结构参数、特点、转向架、风源系统应用和车体结构等方面进行了阐述,另外还对其操作、检查和整备等方面进行了较详细的介绍。
不仅如此,面对高铁时代,本文还对CRH1型动车组的总体结构进行了简单的介绍。
关键词:电力机车、车体结构、整备、操纵Abstract: shaoshan 7E type electric locomotives is one of the main transport capacity of China railway KeHuoYun line,that is also one of the main models speed China railway vehicles, therefore, its performance and operation condition is studied especially important. This paper is aimed at shaoshan 7E type electric locomotives and undertake, its structure parameters, main characteristics, bogie, are system application and bodywork structure were expounded, and also to its operation, check and servicing, etc are introduced in detail. Not only such, facing the high iron age, this paper also briefly introduce the general structure of the emu of CRH1 type .Keywords: electric locomotive, car body structure, servicing and manipulate第一章概第一节简介一、SS7E型电力机车的发展及特点韶山7E 型电力机车是根据我国客运提速的要求和铁道部铁科技函【2002】24 号下达的《韶山7E 型客运电力机车设计任务书》的通知要求,在中国北方机车车辆工业集团公司统一组织下,由集团电力牵引研发中心牵头,机车厂、机车车辆厂和株洲电力机车研究所共同努力、分工协作联合开发出的新型持续功率4800KV,最高速度170km/h干线客运电力机车。
浅谈汽车用非调质钢的应用现状与发展论文
浅谈汽车用非调质钢的应用现状与发展论文浅谈汽车用非调质钢的应用现状与发展论文1 前言近年来,随着汽车产量和汽车保有量的不断增加,汽车工业钢铁材料消耗量也在不断增加。
据统计,2009~2012 年汽车工业钢材消耗量分别4500万t、6000万t、6500万t和6 800万t。
传统汽车零件以中碳钢棒材为坯料,热锻成型后进行调质处理来提高强度和韧性,缺点是能耗高、工序多、周期长、污染重、成本高、效率低,且普遍存在淬透性不足,调质后零件芯部得不到强韧性匹配较好的组织。
随着冶金技术的进步,为了解决以上问题,在20世纪70年代末开发了一类新钢种即微合金非调质钢。
汽车工业用钢在追求更高的零部件强韧性匹配度的同时更注重减轻重量,降低成本。
非调质钢通过微合金化、氧化物冶金技术及控轧控冷技术等便可实现高的强韧性匹配度,是满足上述需求的有效途径。
非调质钢的应用不仅可以省略调质过程、节省30%~40%零件制造能耗、还可以降低20%成本。
另外,应用非调质钢可减少调质过程中淬火引起的变形开裂,从而简化矫直工序。
因此非调质钢在汽车工业的应用可以显著降低汽车零件制造过程中的能源消耗。
目前国外非调质钢的品种和用量都远高于中国汽车工业,因此开发高强韧性、高切削加工性、低成本的非调质钢,扩大非调质钢在我国汽车工业中的应用,以满足我国汽车工业节能减排和轻量化需求。
2 国内外非调质钢的历史及应用现状2.1 国外非调质钢的历史及应用现状20世纪70年代初,石油危机促使世界各国开始研制非调质钢,用以代替碳素结构钢和低合金结构钢。
20世纪80年代初,德国蒂森公司率先开发了一类新型钢种,即非调质钢,并以49MnVS3为代表的非调质钢号提供给汽车工业,至今该钢号已经取代了50Mn、40Cr 等一系列调质钢,用于制造汽车的锻造曲轴。
随后,世界各国都竞相研究和应用非调质钢,先后开发了第二、三代及复合微合金化非调质钢,从而扩大了非调质钢的应用领域。
国外关于含有Nb、V、Ti或Al的微合金钢晶粒尺寸与性能之间关系的研究结果表明,晶粒细化是唯一能使钢强化且韧化的有效手段,析出强化也是微合金钢的一种主要强化机制。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
C70S6裂解连杆性能分析包雪鹏刘善德吴勇谭晓园(南京汽车集团有限公司汽车工程研究院)摘要一种轿车发动机连杆采用C70S6钢、裂解法加工制造,本文介绍了裂解法加工连杆的工艺特点和对材料的要求,分析了这种轿车发动机连杆的化学成分、机械性能、金相组织,重点对该种连杆的疲劳性能及其影响因素进行了分析和讨论。
关键词:连杆微合金非调质钢C70S6钢疲劳强度喷丸强化裂解工艺连杆是发动机中的关键零件,其作用是将活塞上的气体作用力传递给曲轴,把活塞的往复运动转变成曲轴的旋转运动,因此要求连杆应具有足够高的疲劳强度和刚度。
也即在力的作用下,杆身不致被显著压弯;连杆大、小头孔不致显著失圆,同时长期工作不致疲劳破坏。
连杆是大批量生产的安全件,生产工艺主要有铸造、模锻、粉末锻造(PF)和普通粉末冶金等,在竞争激烈的市场上只有可靠性高、综合成本低的生产方法或新材料、新工艺,才会获得工业应用。
对于模锻连杆,传统采用中碳钢和中碳合金结构钢制造,如45、40Cr、35CrMoA等。
后来,为降低生产成本,研发了非调质(微合金)钢用于连杆生产,锻后控制冷却,通过析出强化得到与调质处理相同的力学性能,因省去调质处理而降低生产成本,20世纪70年代起微合金非调质钢连杆大量装机应用,国外材料有080A47、Varand925等,国内材料有43MnS、38MnVS等。
之后,又研发了裂解连杆用钢,典型牌号为C70S6,本文介绍的一种轿车发动机连杆即采用C70S6钢、裂解法加工制造。
20世纪70年代,德国开始采用C70S6钢裂解连杆,其时有19种发动机连杆采用,到目前为止有60多种不同的发动机采用。
这种钢制连杆尺寸不受限制,从摩托车连杆到重型载货车连杆均可使用[1]。
欧洲目前大量采用C70S6钢生产连杆,一汽大众的捷达轿车连杆采用这种钢生产,奇瑞的多款发动机也采用这种钢生产。
C70S6钢连杆实质是模锻、微合金非调质钢连杆,采用裂解法加工制造。
2.1连杆裂解加工的原理连杆裂解加工的原理是[2]:在大头适当位置设计并预制缺口,缺口处形成应力集中,再主动施加垂直于预定断裂面的载荷进行引裂。
当满足发生脆性断裂的条件时,在几乎不发生塑性变形的情况下,在缺口处规则断裂,实现连杆体与连杆盖的无屑断裂剖分。
由于断裂面呈犬牙交错自然形态,具有极高的配合精度,无需再加工。
在后续的大头孔精加工及装配过程中以断裂剖分的三维曲面定位,分离后的连杆盖与连杆体在断裂面处自然啮合、精准合装。
2.2裂解加工对材料的要求发动机连杆材料的应用原则是可靠性和低成本;对连杆材料的要求是具有良好的综合机械性能和工艺性能。
裂解连杆断裂剖分后大头孔仅需精镗,因此在裂解过程中,大头孔不能有较大的失圆与变形,以免造成后续精加工余量的不足;由于断裂面将作为后续加工及装配的基准,所以要求断裂面具有较好1前言2裂解连杆的工艺特点的三维凹凸曲面形态,以满足精确啮合的要求。
裂解加工工艺要求大头孔不能产生明显的塑性变形,以保证精加工后大头孔的圆度要求。
因此在保证连杆强韧综合性能指标的前提下,限制连杆的韧性指标,使断口呈现脆性断裂特性,以便具有良好的啮合性。
图1是C70S6裂解面的形貌,呈现典型的脆性断裂特性。
2.3裂解加工的特点连杆裂解加工减少了加工工序,节省机床投资25%、节省面积30%;连杆毛坯大头为圆形,而不像传统工艺的毛坯大头为椭圆形,节省材料和模具费;省去切断和结合面加工,节省刀具和模具费[3]。
总之,裂解加工使得连杆的与机械加工有关的成本大幅度下降。
裂解连杆的结合面啮合良好,盖的定位准确,可保证连杆在使用中的精度,不需要定位螺栓,只需要普通螺栓。
结合面啮合良好,防止了连杆和盖间的相互移动,提高了曲轴零件的刚度,改善了发动机的性能。
总之,裂解加工技术具有加工工序少、生产效率高、设备投资小、制造成本低、产品质量好、装配精度高、承载能力强等诸多优点,是一种极具竞争力和发展潜力的连杆加工新技术,是对传统连杆加工技术的一次重大变革。
连杆的材料及金相组织不仅决定连杆产品的性能和切削性,而且影响裂解加工质量,下面对C70S6钢连杆的常规理化性能进行检测和分析。
3.1化学成分C70S6钢的化学成分如表1所示,是一种碳含量0.7%左右的高碳微合金含硫易切削非调质钢,其特点是低Si、低Mn,严格控制合金元素Cr、Ni、Mo,添加微量合金元素V,该材料要求合金范围窄、纯净度高。
对于裂解连杆用钢的成分,首先要保证锻造控冷后有足够的强度,以满足使用性能;其次要保证连杆裂解后有最小的塑性变形,因此将钢的含碳量提高到0.7%左右,以保证锻后空冷获得全珠光体组织,这样裂解后的塑性变形最小;最后,为保证切削加工性,降低Mn量和提高硫量。
含碳量提高,增加了钢的淬透性,通过降低Mn量,可控制锻造控冷后连杆的硬度,并保证金相组织中不出现贝氏体,这保证了切削加工性。
本文分析的C70S6钢连杆材料,碳量在下限,Mn量在上限。
3.2机械性能自连杆零件实物取样,C70S6钢的机械性能如图1裂解面的脆性断裂特性3常规理化性能表1C70S6钢化学成分wt.%元素CSiMnSPCrNiMoAlV大众TL1470标准[4]0.67-0.730.15-0.250.45-0.550.060-0.070≤0.0450.10-0.20≤0.20≤0.03≤0.0100.0300.040Fiat标准要求0.65-0.750.15-0.300.51-0.600.060-0.075≤0.0450.10-0.20≤0.18≤0.05≤0.010≤0.04Rover标准要求0.70-0.750.15-0.350.40-0.600.055-0.075≤0.045≤0.20≤0.20≤0.05≤0.0100.030-0.060国产试制[4]0.720.210.480.0640.0080.100.05≤0.03≤0.010.04德国材料[4]0.730.170.490.0660.0120.120.060.015≤0.010.05本检测结果0.660.180.550.067<0.0100.100.05<0.050.0070.036表2所示。
从表2数据可以看出,不同连杆机械性能有一定的差异,尤以所分析的连杆强度和硬度较高,过高的硬度不利于连杆的切削加工。
3.3金相组织C70S6钢连杆的金相组织为细片状珠光体+断续网络状铁素体(<10%),工字筋关键截面无全脱碳层,减碳≤0.10mm,金相组织如图2所示。
Fiat标准对C70S6钢连杆要求终锻后控制冷却,连杆不堆积摆放在保护式传输机中冷却至600℃左右,组织为细片状珠光体+≤10%的铁素体,全脱碳≤0.10mm、减碳≤0.20mm。
4.1疲劳性能试验方法发动机连杆要有足够的疲劳强度,否则一旦失效,打坏发动机机体,造成较大的经济损失。
在连杆生产和质量控制过程中,疲劳强度的控制至关重要。
连杆的疲劳性能试验有二种方法:一是发动机台架试验,试验结果准确可靠,这是发动机定型及可靠性检验不可替代的,但试验周期长成本高;二是通过高频疲劳试验机对连杆总成的疲劳试验,这种方法时间短、费用低,是对比试验、结构和工艺优化以及质量控制的理想试验方法,但不能完全模拟连杆在实际工作条件下的受力状态。
在高频疲劳试验机上进行连杆的疲劳试验,根据连杆在发动机中的受力情况,疲劳试验应力比(载荷比)R=-2~-1。
本文所述疲劳试验载荷比R=-2,规定疲劳循环基数为1×107周次,采用小子样升降法。
小子样升降法疲劳试验可以在指定的疲劳寿命下较精确地确定材料(零件)的疲劳强度[7][8],是目前国内外进行连杆总成疲劳试验采用的试验方法。
4.2连杆疲劳强度对一种轿车发动机的C70S6裂解连杆采用小子样升降法进行疲劳试验,疲劳升降图如表3所示,计算得出在50%存活率时的疲劳极限载荷=31.6kN;疲劳极限载荷标准差S=1.5kN,90%存活率时的疲劳极限载荷=29.9kN。
4.3疲劳断口分析上述疲劳试验断裂的连杆均断裂于工字筋部位,对连杆疲劳断口进行分析。
图3是一连杆的断口分析图片,其中图3-a是宏观形貌,疲劳起始于工字筋外表面的凹坑(图3-b),疲劳起始处的外表面可观察到残留的喷丸折叠和细小丸粒(图3-c)。
图4是另一连杆的断口分析图片,其中图4-a是宏观形貌,疲劳起始于工字筋外表面,疲劳起始处的外表面可观察到多条喷丸形成的折叠类裂纹(图4-b),疲劳起始处附近的外表面可观察到零星分布的喷丸残留物(图4-c)。
表2C70S6钢的机械性能机械性能RmMPaRp02MPaA5%Z%硬度HBW大众TL1470标准[4]900-1050≥520≥1020-40263-310Fiat标准要求900-1050≥55010-1620-40266-310Rover标准要求≥950≥550≥10≤30248-302德国连杆[5]9255801020264国产试制[5]9955608.527277文献[6]99058014--本检测结果1020、1010-11.0、15.0-285-295图2C70S6钢连杆的金相组织×4004疲劳性能及其影响因素表3疲劳升降图最大载荷kN1234567891011121314+34.0×××+32.0×○×○×○+30.0○○×○+28.0○注:○-通过(越出),×-断裂(失效)在不同连杆的工字筋外表面,可观察到喷丸折叠(图5-a)和过渡喷丸的现象(图5-b)。
4.4疲劳性能的影响因素文献报道[6]报道C70S6制连杆在90%存活率下的疲劳极限为290MPa,断口面SEM观察表面疲劳起始于氧化夹杂物、锻造后的表面折叠缺陷等。
文献[9]报道C70S6材料的拉压疲劳极限为343MPa(50%存活率)。
Fiat标准要求经喷丸的C70S6连杆的疲劳极限(R=-1,90%存活率)不小于235MPa。
本批连杆在90%存活率下的疲劳极限(由疲劳极限力和连杆截面积计算得出)估算为190MPa,较之要低得多。
连杆表面应喷丸强化,对锻钢连杆一般喷丸强度要求为0.8-12A~14A。
表面喷丸能使连杆表面平整化,并在表层产生残余压应力,能延缓裂纹的萌生和扩展,强力喷丸能提高连杆疲劳极限20%以上,因此对连杆喷丸强化必不可少。
文献[4]报道试制的捷达发动机C70S6钢连杆喷丸表面残余应力为-400MPa左右。
上述断口分析表明,连杆存在严重过喷丸现象,引起喷丸折叠,丸粒不圆整也引起了表面损伤。
表面的过喷丸损伤对连杆的疲劳性能影响极大,喷丸工艺必须改进。
(a)(b)(c)图3连杆断口形貌一(a)(b)(c)图4连杆断口形貌二(a)(b)图5连杆外表面喷丸形貌⑴裂解加工技术具有加工工序少、生产效率高、设备投资小、制造成本低、产品质量好、装配精度高、承载能力强等诸多优点,是一种极具竞争力和发展潜力的连杆加工新技术;⑵C70S6钢是一种碳含量0.7%左右的高碳微合金含硫易切削钢。