130t保温车技术条件
冷藏车新规定

冷藏车新规定自2022年1月1日起,我国将开始实施新的冷藏车新规定。
根据新规定,冷藏车必须符合一系列技术标准和安全要求,以确保食品和其他易腐败物品的质量和安全。
首先,新规定要求冷藏车必须具备良好的保温性能。
车辆的车体结构必须具备良好的隔热性能,以降低车内与外界环境之间的温度传导。
此外,冷藏车的门窗必须具备良好的密封性能,以防止冷气的泄露和热气的进入。
其次,新规定要求冷藏车必须安装可靠的温度控制系统。
冷藏车的温度控制系统必须能够准确地测量车内的温度,并能够根据需要实现温度的调节和维持。
此外,温度控制系统还必须具备报警功能,以便在温度超过安全范围时及时提醒驾驶员或控制中心。
第三,新规定要求冷藏车必须安装有效的通风系统。
通风系统能够有效地循环车内的空气,促进冷空气的均匀分布和热空气的排出,以保持车内的良好空气质量和温度均衡。
第四,新规定要求冷藏车必须安装监控系统。
这个监控系统必须能够实时监测车内的温度、湿度和压力等参数,并实时记录和传输这些数据,以便监察部门或用户能够随时了解车辆的运行状态和货物的质量。
第五,新规定要求冷藏车必须具备良好的能效性能。
车辆的动力系统必须具备高效的能耗管理功能,以降低能源的消耗和排放。
此外,冷藏车还必须使用环保的制冷剂和绝缘材料,以减少对大气层的破坏和对人体健康的影响。
最后,新规定还要求冷藏车必须配备安全设施和装置。
车辆必须具备防火、防爆和抗震的设计,以提高车辆在意外情况下的安全性和稳定性。
此外,冷藏车还必须配备紧急停车装置、防盗装置和紧急救援设备,以应对各种突发事件。
总体来说,新的冷藏车新规定将有助于提高冷藏车的质量和安全,保障食品和其他易腐败物品的品质和卫生。
在这个日益重视食品安全和环境保护的时代,这一规定的实施对于保障公众的身体健康和环境的可持续发展具有重要意义。
同时,对于冷藏车生产企业和经营者而言,新规定也提供了一个机会,通过升级技术和提高服务质量,进一步提升市场竞争力。
铁路保温车bh1技术参数
铁路保温车bh1技术参数
铁路保温车BH1是一种主要用于牛奶、啤酒和矿泉水等隔热保温类货物运输的专用车辆。
以下将详细介绍其技术参数:
该车的设计充分考虑了保温和运输效率的需求。
其容积达到170立方米,这意味着它可以在一次运输中携带大量的货物。
车辆的载重能力也非常强大,可以承载重达64吨的货物,这大大提高了其运输效率。
BH1铁路保温车在保温性能方面表现出色。
它采用了先进的整体发泡技术,以及无缝内板结构,使得车辆的热传导率极低。
在内外温差20℃的工况下,车内24小时温升(降)不超过0.4℃,即使在长达15天的时间内,温升(降)也不超过6℃。
这一优秀的保温性能可以确保货物在运输过程中保持稳定的温度,从而保证了货物的质量。
此外,BH1铁路保温车还配备了GPS定位和车内温度远程监测系统,实现了无人值乘。
这不仅提高了运输的自动化程度,也大大减少了人力成本。
同时,这种车辆还可以使用叉车等机械化装卸工具进行作业,使得货物的装卸更为便捷和高效。
总的来说,BH1铁路保温车以其强大的载重能力、优秀的保温性能、高度的自动化以及便捷的装卸方式,为隔热保温类货物的运输提供了一种高效、可靠的解决方案。
冷藏车的构造及制作技术
冷藏车的构造及制作技术冷藏车,也被称为冷藏车辆或冷藏货车,是一种用于运输低温商品的特殊车辆。
它使用特殊的构造和制作技术,能够保持车内恒定的低温,以确保货物在运输过程中保持新鲜和安全。
以下是有关冷藏车构造和制作技术的详细介绍。
1.冷藏车的构造:冷藏车主要由以下几个方面的构造组成:a.车身结构:冷藏车的车身一般采用高密度复合材料或不锈钢材料制作,以便防止外界温度波动对车内温度的影响。
车身外部通常会进行隔热处理,以减少热传导和热辐射。
b. 保温层:车身内部覆盖着一层保温材料,常见的保温材料有聚苯乙烯泡沫、聚氨酯泡沫和铝膜复合材料等。
保温层的厚度通常在50-150mm之间,以确保车内充分的隔热效果。
c.制冷系统:冷藏车的制冷系统是保持车内恒定低温的核心部分。
它一般由压缩机、冷凝器、蒸发器和控制系统等组成。
制冷系统通过压缩机循环工作,将低温工质(如氟利昂)通过冷凝器排出热量,然后通过蒸发器吸热,从而降低车内的温度。
d.门窗系统:冷藏车的门窗也需要具备一定的保温性能。
常见的做法是在车门和窗户上加装双层玻璃或充气密封胶条,以减少热量传递和防止温度波动。
2.冷藏车的制作技术:冷藏车的制作技术需要考虑以下几个方面:a.选材:制作冷藏车的材料选取要符合食品卫生标准,并具备良好的保温和耐用性能。
常用的材料有不锈钢、高密度复合材料和特种保温材料等。
b.加工工艺:制作冷藏车需要采用先进的工艺,如数控切割、焊接、冷成型等。
这些工艺能够确保车身的精确尺寸、良好的耐用性和密封性。
c.制冷系统安装:制冷系统的安装应该严格按照制造商的要求进行,并确保系统的密封性和稳定性。
安装时需要注意管道的保护和固定,以避免振动和损坏。
d.测试和调试:完成冷藏车的制作后,需要进行全面的测试和调试,以确保制冷系统和车身的正常运行。
测试过程中应该检查系统的温度控制、制冷效果和能耗等指标。
总结起来,冷藏车的构造和制作技术在保持恒定低温方面起着关键作用。
保温车
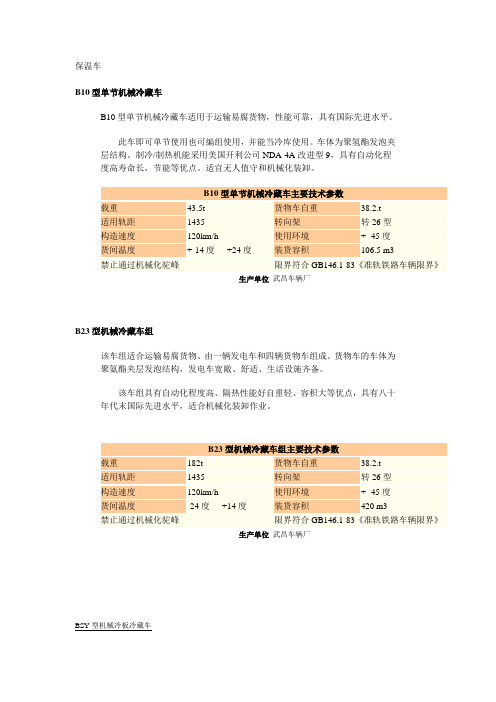
保温车B10型单节机械冷藏车B10型单节机械冷藏车适用于运输易腐货物,性能可靠,具有国际先进水平。
此车即可单节使用也可编组使用,并能当冷库使用。
车体为聚氢酯发泡夹层结构。
制冷/制热机能采用美国开利公司NDA-4A改进型9,具有自动化程度高寿命长,节能等优点。
适宜无人值守和机械化装卸。
B10型单节机械冷藏车主要技术参数载重43.5t 货物车自重38.2.t适用轨距1435 转向架转26型构造速度120km/h 使用环境+- 45度货间温度+-14度-- +24度装货容积106.5 m3禁止通过机械化驼峰限界符合GB146.1-83《准轨铁路车辆限界》生产单位武昌车辆厂B23型机械冷藏车组该车组适合运输易腐货物、由一辆发电车和四辆货物车组成。
货物车的车体为聚氨酯夹层发泡结构,发电车宽敞、舒适、生活设施齐备。
该车组具有自动化程度高、隔热性能好自重轻、容积大等优点,具有八十年代末国际先进水平,适合机械化装卸作业。
B23型机械冷藏车组主要技术参数载重182t 货物车自重38.2.t适用轨距1435 转向架转26型构造速度120km/h 使用环境+- 45度货间温度-24度-- +14度装货容积420 m3禁止通过机械化驼峰限界符合GB146.1-83《准轨铁路车辆限界》生产单位武昌车辆厂BSY型机械冷板冷藏车BSY型机械冷板冷藏车是近年开发研制的一组两节式新型机械冷板冷藏车新产品。
由乘务车和货物车各一辆组成,也可根据需要单节使用,该车适用于一般冻结货物,冷却货物和未冷却货物的保鲜运输。
车辆采用中梁薄壁整体承载结构,用耐候钢材制作,强度高,耐腐蚀,使用寿命长。
隔热壁为钢-玻璃钢聚氨酯夹层结构,采用现车发泡工艺,隔热性能好,K《=0.27W/M2.K。
车上冷板一次充冷后蓄有322000Kcal冷量,可在120小时以上连续不间断放冷,货间温度稳定,不受人为因素影响,货物质量优良可靠。
车上设有制冷机组,只要站台有三相380V,50HZ,40KW以上供电电源即可实现充冷。
厨房冷藏、热设备供货技术条件
时速350公里速度级动车组餐车厨房冷藏、加热设备供货技术条件时速350公里速度级动车组餐车厨房冷藏、加热设备供货技术条件1.适用范围本技术条件规定了新一代时速350公里速度级动车组用餐车厨房冷藏、加热设备的技术要求、检验规则、标志、包装、运输、质量保证等方面的要求。
2.产品的供货范围2.引用的标准和法律法规下列标准通过引用而成为本技术条件的条款。
凡注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订均不适用于本标准,凡是不注日期的引用文件,其最新版本适用于本标准。
标准选用的优先顺序如下:GB/T3280-2007 不锈钢冷轧钢板和钢带GB 4208-2008 外壳防护等级(IP代码)(eqv IEC 529:1989)GB18045-2000 铁道车辆用安全玻璃TB/T2041-1997 铁路餐车电冰箱型式及技术条件(eqv ISO 7371-1985)TB/T2042-1997 铁路餐车电冰箱试验方式(eqv ISO 7371-1985)TB/T3058-2002 铁路用机车车辆设备冲击和振动实验TB/T3139-2006 机车车辆内装材料及室内空气有害物质限量QB/T1294-91 家用电冰箱用门封塑胶套HG/T4070-2008 硅橡胶板EN15085-2007 铁道车辆及其部件的焊接EN50121-3-2 铁路应用-电磁兼容性第3-2部分机车车辆设备EN50124-1-2004 铁路应用-绝缘配置第1部分:对电气和电子设备的空隙和漏电距离的基本要求EN50343-2003 铁路应用-机车车辆布线规则EN50155-2004 铁路应用-铁路车辆上使用的电子设备DIN5510-2:2009 铁路机车车辆防火保护第2部分:材料和部件防火特性及防火副作用分类要求及试验方法铁运函[2003]130号关于执行《强制性产品认证管理规定》等有关文件的通知3.运营条件3.1 运营速度: 350km/h最高运营速度: 380km/h最高试验速度: 420km/h3.2 地理条件3.2.1 动车组主要运用于中国的东部、中部及南部地区。
保温柜、车载冰箱技术条件及试验方法

保温柜、车载冰箱技术条件及试验方法
保温柜和车载冰箱是现代生活中不可或缺的电器设备,它们的主要功能是保持食品和饮料的温度或冷度,以确保它们的新鲜和安全。
为了保证这些设备的质量和性能,需要遵循一些技术条件和试验方法。
保温柜和车载冰箱的技术条件包括以下几个方面:
1. 温度控制:保温柜和车载冰箱应该能够精确地控制温度,以确保食品和饮料的质量和安全。
2. 能效比:保温柜和车载冰箱应该具有高能效比,以节省能源和降低使用成本。
3. 容量:保温柜和车载冰箱的容量应该足够大,以容纳足够的食品和饮料。
4. 耐用性:保温柜和车载冰箱应该具有足够的耐用性,以确保它们能够长时间使用。
保温柜和车载冰箱的试验方法包括以下几个方面:
1. 温度控制试验:通过在不同温度下测试设备的温度控制能力,以确保设备能够精确地控制温度。
2. 能效比试验:通过测试设备的能效比,以确保设备具有高能效比。
3. 容量试验:通过测试设备的容量,以确保设备的容量足够大。
4. 耐用性试验:通过测试设备的耐用性,以确保设备具有足够的耐用性。
保温柜和车载冰箱是现代生活中不可或缺的电器设备,它们的质量和性能对我们的生活质量有着重要的影响。
因此,我们需要遵循一些技术条件和试验方法,以确保这些设备的质量和性能。
保温柜、车载冰箱技术条件及试验方法
保温柜、车载冰箱技术条件及试验方法
保温柜技术条件:
1.外观:保温柜应具有美观的外观设计,防护外壳的高度应符合国家
相关规定。
2.内部容积:常用的保温柜容积为50L-100L,根据实际使用需求可
以有所变化。
3.制冷方式:常用的制冷方式有压缩机式、吸收式、制冷剂制冷式等。
4.温度范围:保温柜的温度范围需要满足用户的要求,一般为环境温
度以下5-10℃。
5.电源要求:保温柜应支持220V交流电源和12V直流电源,满足不
同使用环境的需求。
车载冰箱技术条件:
1.外观:车载冰箱应具有美观的外观设计,并具备水防护的能力。
2.内部容积:常用的车载冰箱容积为20L-50L,根据实际使用需求可
以有所变化。
3.制冷方式:常用的制冷方式有压缩机式、吸收式、制冷剂制冷式等。
4.温度范围:车载冰箱的温度范围需要满足用户的需求,一般为环境
温度以下-20℃至5℃。
5.电源要求:车载冰箱应支持车辆电源和12V直流电源,满足不同使
用场景的需求。
试验方法:
1.外形和尺寸测量:应按照GB/T8625的要求测量外形和尺寸,包括高度、宽度、深度等。
2.制冷性能测试:包括制冷温度、制冷速度、耗电量等性能测试,应按照国家相关标准进行。
3.保温性能测试:包括保温时间、温度变化曲线等性能测试,应按照国家相关标准进行。
4.使用寿命测试:应按照用户实际使用需求进行长时间测试,以确保产品的使用寿命。
5.安全性能测试:包括电气安全性能、机械安全性能等性能测试,应按照国家相关标准进行。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
标记 处数
文件号
签 名
日
期
共 5 页
第 1 页
技 株洲新通铁路 装备有限公司
1
术
文 件
编号 代替
XTH14JT
钢锭保温车技术条件 130t 钢锭保温车技术条件
范围 本技术条件规定了在 1435mm 轨距上运行的 130t 钢锭保温车的主要结构与基 本尺寸、主要性能参数、技术要求、试验方法与检验规则、标记等。 本技术条件适用于图号为 XTH14-00-00-000 的 130t 钢锭保温车。 2
描 图 拟 制 校 核 主 管 工 艺 标准化签 名
日
期
共 5 页
第 2 页
XTH4JT
3 主要结构与基本尺寸 3.1 主要结构 该车由一个车架、两个铸钢支座、两个二轴构架式转向架及车钩缓冲装置组 成基本配置。根据用户的需要可选配风、手制动装置、了望棚及车钩防护罩等。 该批邯钢三辆车选配了望棚。 3.1.1 车架 主要由弯梁、 枕梁、 端部等组成。 弯梁由 40mm 厚的上、 下盖板及 2 块 20mm 厚的腹板组焊成箱型结构;枕梁由枕梁上、下盖板、腹板、隔板、支座加强板等 组成,下面装有直径为 370mm 的铸钢上心盘;端部主要由端板、侧梁、牵引梁 等组焊而成,两侧装有牵引钩。车架主要承载部件均采用屈服极限为 235MPa 的 Q235-A 碳素结构钢。 3.1.2 支座 支座材质为 ZG230-450 的铸钢件,采用 28 个 M27 螺栓与车架连接。 3.1.3 转向架采用二轴构架式转向架,轴距为 1300mm。主要由构架、轮对、轴箱 弹簧装置及基础制动装置组成。 构架由箱形截面的心盘梁、 侧梁及横梁组焊而成; 轮对轴箱弹簧装置中轮对采用 LM 型磨耗形踏面,应用一系轴箱弹簧悬挂装置; 基础制动装置采用高摩合成闸瓦,斜立式制动杠杆。 3.1.4 空气制动装置 采用制动主管压力满足 500KPa 和 600KPa 的制动装置。主要由 120(或 GK) 型制动机、直径为 254mm 的整体旋压密封式制动缸、球芯折角塞门、组合式集尘 器、编织制动软管总成、高摩合成闸瓦、奥-贝球铁衬套及配套圆销等组成。 3.1.5 车钩缓冲装置 采用 13 号 C 级钢上作用式车钩,ST 缓冲器。 3.2 基本尺寸 车辆长度\mm 车辆定距\mm 车辆最大宽度\mm 车辆最大高度\mm 支轴中心距轨面高 (空车)\mm 车钩中心线高(空车)\mm 转向架固定轴距\mm 心盘面自由高\ mm 车轮直径\mm 8369 4200 3100 3346 2230 880 1300 700 φ840
150 ≤22 0.15 43 20.6 30 75 1435
标记 处数 文 件 号 签 名 日 期 标记 处数 文 件 号 签 名 日 期 标记 处数 文 件 号 签 名 日 期
共 5 页
第 4 页
XTH4JT
后喷涂可焊性金属防锈漆,其干膜厚度为 10μm~20μm,铁地板上表面可不进 行抛丸预处理。厚度小于或等于 3mm 的轻型型材允许手工除锈,表面清洁度应达 到 GB/T 8923 中 St2 级及以上标准。 5.3.2 车架及其附属件内、外表面采用溶剂型厚浆醇酸漆做底、面漆,底漆干膜 厚度不小于 50μm,油漆干膜总厚度不小于 80μm,质量标准执行中车机辆 [1998]272 号文件。金属零、部件的相互结合面间应涂防锈底漆。上旁承磨耗板 下表面不得涂油漆。 5.3.3 车体内外表面油漆颜色(含制动装置)为黑色。 5.3.4 车钩、钩尾框表面涂醇酸树脂漆。 5.3.5 未提及零、部件的涂装要求按其本身技术条件的规定执行。 5.3.6 其余按 TB/T 2879.4 及 Q/QC 35-058 的规定。 6 6.1 试验方法与检验规则 产品的检查工作由生产单位的质检部门进行,产品的验收工作按有关规定
共 5 页
第 1 页
技 株洲新通铁路 装备有限公司
1
术
文 件
编号 代替
XTH14JT XTH14JT 14
钢锭保温车技术条件 130t 钢锭保温车技术条件
范围 本技术条件规定了在 1435mm 轨距上运行的 130t 钢锭保温车的主要结构与基 本尺寸、主要性能参数、技术要求、试验方法与检验规则、标记等。 本技术条件适用于图号为 XTH14-00-00-000 的 130t 钢锭保温车。 2
规范性引用文件 下列文件的条款通过本技术文件的引用而成为本技术文件的条款。 凡是注日 期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于 本技术文件,然而,鼓励根据本技术条件达成协议的各方研究是否可使用这些文 件的最新版本。凡是不注日期的引用文件,其最新版本适用于本技术文件。 GB 146.1-1983 标准轨距铁路机车车辆限界 GB/T 1184 形状和位置公差 未注公差值 GB/T 1804 一般公差 未注公差的线性和角度尺寸的公差 GB/T 5600 铁道货车通用技术条件 GB/T 5601 铁道货车组装后检查与试验规则 GB/T 8923 涂装前钢材表面锈蚀等级和除锈等级 GSB G 51001 漆膜颜色标准样卡 TB/T 1.1~1.2 铁道车辆标记 TB/T 1013 碳素钢铸钢车轮技术条件 TB/T 1335-1996 铁道车辆强度设计及试验鉴定规范 TB/T 1402 敞、棚、平车通用技术条件 TB/T 1979 铁道车辆用耐大气腐蚀钢订货技术条件 TB/T 2435 铁道货车车种车型车号编码 TB/T 2817 铁道车辆用辗钢整体车轮技术条件 TB/T 2879.4 JB/T2453-1999 JB/T3260-1999 Q/MS 37004 Q/QC 35-058 铁道机车车辆 涂料及涂装 第四部分:货车防护和涂 装技术条件 铁水车型式、基本参数与尺寸 LTG 系列铁水罐型式与基本参数 120(或 GK)型货车空气制动机单车试验规范 货车涂料涂装技术条件
标记 处数 文 件 号 签 名 日 期 标记 处数 文 件 号 签 名 日 期 标记 处数 文 件 号 签 名 日 期
共 5 页
第 3 页
XTH4JT
4 主要性能参数 载重\t 自重\t 自重系数 轴重\t 每延米重\t/m 商业运营速度\km/h 通过最小曲线半径\m 轨距\mm 5 技术要求 5.1 材料要求 5.1.1 该车所用的材料除应符合有关规定外,其车架等主要承载部件采用屈服极 限为 235MPa 的 Q235-A 碳素结构钢。转向架构架采用屈服极限为 345MPa 的 Q345 低合金结构钢。 5.1.2 车体上所用的支座、前后从板座、冲击座等铸钢件的材质为 ZG230-450 铸 钢。 5.1.3 该车上的橡胶件需满足在-50℃~+110℃条件下,连续放置 3 小时而不降 低性能的要求。 5.2 制造要求 5.2.1 车体钢结构的制造符合运装货车[2004]285 号文件的原则要求。 5.2.2 未注明的切削加工件的线性尺寸公差按 GB/T1804-m 级;未注形位公差按 GB/T1184-K 级。 5.2.3 落车前上心盘各表面及心盘座腔内不得有焊渣、飞溅或其他杂物;并应保 证心盘磨耗盘内无杂物。 5.2. 4 车辆落成后,上、下旁承间隙为 4mm±1mm,不符时,允许在下旁承盒内加 调整板进行调整,但最多可加三块调整板,调整板的总厚度不得超过 12mm。 5.3 涂装要求 5.3.1 全部金属型材、板材进行抛丸除锈预处理,处理后钢材表面清洁度应达 到 GB/T 8923 中 Sa2 1/2 级及以上标准,表面粗糙度为 30μm~80μm,抛丸处理
进行。 6.2 产品按 GB/T 5601 的规定进行各项试验与检验。 6.3 制动装置按《单车制动试验方法》的规定进行单车试验,同时还应调整制 动缸活塞行程,允许将转向架固定杠杆支点圆销装于最里孔或第二孔位置,但两 转向架调整应均匀,偏差不超过一孔位置。 7 标记 标记须符合产品图样及 TB/T 1.1~1.2 和 TB/T 2435 的规定,除有特殊规定 处,标记的颜色为白色。 8 车辆检修周期及质量保证期 厂修:5 年;段修 1 年。 8.2 质量保证期 从买方签收之日起,车辆在正常使用时卖方将负责按下列期限进行质量保 证。 8.2.1 整车:一个段修期。 8.1 车辆检修周期
标记 处数 文 件 号 签 名 日 期 标记 处数 文 件 号 签 名 日 期 标记 处数 文 件 号 签 名 日 期
标记 处数 文 件 号 签 名 日 期 标记 处数 文 件 号 签 名 日 期 标记 处数 文 件 号 签 名 日 期
共 5 页
第 5 页
XTH4JT
8.2.2 主要梁件:一个厂修期。 8.2.3 底、面漆:一个段修期。 8.2.4 铸钢车钩、钩尾框:5 年。 8.2.5 弹簧:一个段修期。 8.2.6 轮对:5 年,轴承:5 年。 8.2.7 120(或 GK)型控制阀:一个段修期。 9 其它 本技术条件未及部分须符合图样和 TB/T 1402、GB/T 5600 及有关标准的规 定。
规范性引用文件 下列文件的条款通过本技术文件的引用而成为本技术文件的条款。 凡是注日 期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于 本技术文件,然而,鼓励根据本技术条件达成协议的各方研究是否可使用这些文 件的最新版本。凡是不注日期的引用文件,其最新版本适用于本技术文件。 GB 146.1-1983 标准轨距铁路机车车辆限界 GB/T 1184 形状和位置公差 未注公差值 GB/T 1804 一般公差 未注公差的线性和角度尺寸的公差 GB/T 5600 铁道货车通用技术条件 GB/T 5601 铁道货车组装后检查与试验规则 GB/T 8923 涂装前钢材表面锈蚀等级和除锈等级 GSB G 51001 漆膜颜色标准样卡 TB/T 1.1~1.2 铁道车辆标记 TB/T 1013 碳素钢铸钢车轮技术条件 TB/T 1335-1996 铁道车辆强度设计及试验鉴定规范 TB/T 1402 敞、棚、平车通用技术条件 TB/T 1979 铁道车辆用耐大气腐蚀钢订货技术条件 TB/T 2435 铁道货车车种车型车号编码 TB/T 2817 铁道车辆用辗钢整体车轮技术条件 TB/T 2879.4 JB/T2453-1999 JB/T3260-1999 Q/MS 37004 Q/QC 35-058 铁道机车车辆 涂料及涂装 第四部分:货车防护和涂 装技术条件 铁水车型式、基本参数与尺寸 LTG 系列铁水罐型式与基本参数 120(或 GK)型货车空气制动机单车试验规范 货车涂料涂装技术条件