公差练习题第3章(1)
第3章 几何公差标准-2016秋
《互换性与技术测量》多媒体课件
★ 形位公差的图样表示
《互换性与技术测量》多媒体课件
★ 形位公差的图样表示
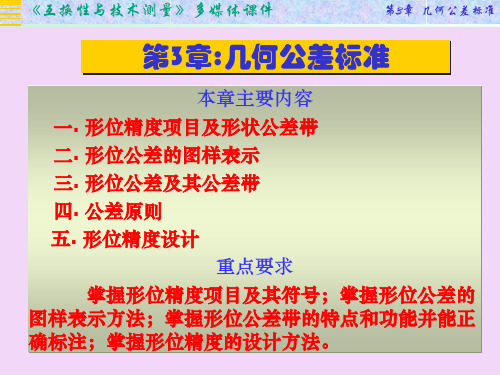
三、基准要素的标注方法 1、基准轮廓要素的标注方法
第3章 几何公差标准
粗短线对准轮廓线或延长线上,并且与尺寸
线明显错开。
《互换性与技术测量》多媒体课件
★ 形位公差的图样表示
三、基准要素的标注方法 2、基准中心要素的标注方法
第3章 几何公差标准
基准符号的细实线必
《互换性与技术测量》多媒体课件
★ 形位公差的图样表示
一、形位公差框格和基准符号
框格
第3章 几何公差标准
⊥ φ0.05 A ⊥ φ0.05 A
正确
⊥ φ0.05 A
错误!
《互换性与技术测量》多媒体课件
★ 形位公差的图样表示
基准符号
A
第3章 几何公差标准
A A
A
注意:基准符合不得采用E、I、J、M、O、P、L、R、F等。
第3章 几何公差标准
☆形位公差标注中应注意的事项☆
被测要素标注时应注意:
指引线应与框格垂直,框格应水平或垂直放置; 被测要素若为中心要素,箭头要对齐尺寸线; 被测要素若为轮廓要素,箭头要错开尺寸线; 公差带形状为圆柱时,公差值前应加φ; 对形状公差,框格中没有基准;
基准要素标注时应注意:
基准若为中心要素,基准符号对齐尺寸线; 基准若为轮廓要素,基准符号错开尺寸线; 字母要大写、正写,E I J L M O P R F 不能作基准
第3章 几何公差标准
第一格——形位公差特征符号
第二格——形位公差值和有关符号 (如公差带是圆形或圆柱形
几何公差带的特征。

第3章 几何精度设计
3. 基准符号
基准符号由一个基准方格(方格内写有表示基准的英 文大写字母)和涂黑的(或空白的)基准三角形,用细实 线连接而构成。
基准在图样上用大写英文字母表示(不采用E、F、I、J、L、M、O、P、R)
第3章 几何精度设计
3.2 几何公差在图样上的标注方法
3.2.2 被测要素的标注方法
素。同时,该要素也是被测要素。
4. 要素按检测关系和功能关系分类
(1)单一要素 注有形状公差的被测要素。 (2)关联要素 注有方向或位置公差的被测要素。
第3章 几何精度设计
3.1 零件几何要素和几何公差的特征项目
几何公差含义及其特征项目
几何公差是指实际被测要素对图样上给定的理想形状、理想 方向和位置的允许变动量。其中,形状公差是指实际单一要素 的形状所允许的变动量。方向、位置和跳动公差是指实际关联 要素相对于基准的方向和位置所允许的变动量。
几何公差的特征项目分为形状公差、方向公差、位置公差和 跳动公差四大类,共有19个。其中,形状公差特征项目有6个, 没有基准要求;方向公差特征项目有5个,位置公差特征项目 有6个,跳动公差特征项目有2个,它们都有基准要求。没有基 准要求的线、面轮廓度公差属于形状公差,而有基准要求的线、 面轮廓度公差则属于方向、位置公差。
第3章 几何精度设计
学习指导
掌握几何公差的种类、定义及其标注方法,理解几 何公差带的特征(形状、大小、方向和位置),掌握有 关公差原则的基本概念,熟悉独立原则、相关要求、最 大实体要求的特点和应用,了解几何误差的概念、评定 及测量方法,了解几何精度设计的原则和方法。
重点为几何公差项目的含义及标注、几何公差带的特征。难点 为独立原则、相关要求、最大实体要求等对几何误差不同控制方法 的概念以及几何公差的选择。
第3章-孔、轴公差与配合-第2节常用尺寸孔、轴《极限与配合》国家标准的构成

第3章孔、轴公差与配合
一、孔、轴标准公差系列
例4:基本尺寸φ45 mm(在>30mm~50mm 尺寸段)的IT6与
IT7的公差值。
解:公差单位
计算基本尺寸 D 30 50 38.73
(mm)
i 0.45 3 38.73 0.00138.73 1.56 (m)
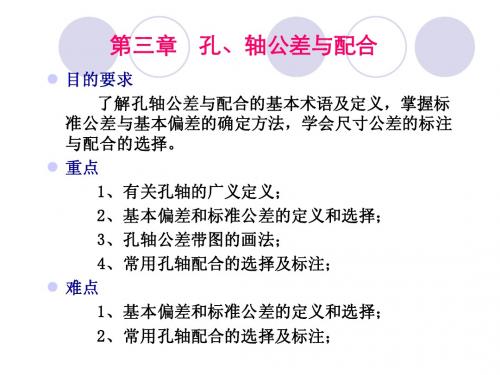
二、孔、轴基本偏差系列
4. 孔的基本偏差系列
A
B
+
0-
孔 CCD D
E EF F FG
G
H
JS J
K
基准孔
M
N
P
R
S
T
UV
X
零线 0
Y Z ZA
ZB基ZC本尺寸
A~G
JS
EI为正值 H J
J~ZC:基本偏差皆为上偏差
EI=0
JS的公差带相对 于零线对称分布
第3章孔、轴公差与配合
二、孔、轴基本偏差系列
第3章孔、轴公差与配合
二、孔、轴基本偏差系列
例5:利用标准公差数值表(附表3-2)和轴的基本偏差数值表,
确定Φ50f8轴的极限偏差数值。
解:(1)公差数值确定:
由附表3-2查得基本尺寸为50mm的标准公差数值IT8=39µm;
(2)基本偏差确定:
由附表3-4查得基本尺寸为50mm,且代号为f的轴基本偏差为上
第3章孔、轴公差与配合
二、孔、轴基本偏差系列
(2)特殊规则 给定某一标准公差等级的孔与高一级的轴相配合(如H7/p6和 P7/h6),并要求两者的配合性质相同(具有相同的极限过盈和间 隙),基轴制孔的基本偏差数值按下式计算: ES=-ei+ Δ; Δ=ITn-IT(n-1)=Th-Ts 应用场合:
第三章 孔、轴公差与配合
H7 g6 或 50 H 7 / g 6
配合代号标注在装配图上(图3-16)
五 、轴的基本偏差的确定 轴的基本偏差数值按表3-2所列公式计算,采用 尺寸分段计算、圆整、列表,制作成轴的基本偏差表 (附表3-4,画“-”的为实际中不予采用的)。
例:确定φ50a9的极限偏差
es 0
ei es IT 8 39 um ( 2 )、查附表 3 5, 孔的基本偏差为 下偏差 EI 25 um ES EI IT 7 25 25 50 um
+50
+25
+25
+
Ø45
-25
Ø45
+
0 -
0 -
-39
-64
Ф 45H7/f8
即公差带大小与位置。大小由标准公差确 定,位置由基本偏差确定。
轴
基本偏差:国家标准所规定的上偏差或下 偏差,一般为靠近零线的那个极限偏差。
标准公差:国家标准所规定的公差值,确 定公差大小。
尺寸公差带图(举例) 画出基本尺寸为Ø 50,最 大极限尺寸为Ø 50 .025 、 最小极限尺寸为Ø 50 mm 的孔与最大极限尺寸为Ø 49.975 、最小极限尺寸为 Ø 49.959mm的轴的公差 带图。
解:
查附表3-4轴的基本偏差表 得:es=-320μm
查附表3-2标准公差表
得:IT9=62μm
则轴的另一极限偏差为下偏差 ei=-320-62=-382μm
六、孔的基本偏差数值的确定 孔的基本偏差由相同字母代号轴的基本偏差数值换算而 得,没有直接的计算公式。换算时遵守以下两个原则: 1.换算原则(倒影关系):同名配合的配合性质相同。 即:基孔制的配合(如φ 30H8/f8)变成同名的基轴制 的配合(φ 30F8/h8 )时,其配合性质不变。 2.工艺等价性:在高精度或较高精度的配合中,一般取 孔比轴低一个级别。[p51]
互换性第一、三章习题 (2)

一、填空题1.互换性有2种,分别是( )互换性和( )互换性。
2.一般对厂际协作,应采用( )互换性,至于厂内生产的零部件的装配,可以采用( )互换性。
3.国家标准规定( )数列为优先数系,并规定了( )系列。
4.优先数系的公比为1.60的属于( )系列,公比为1.12的属于( )系列,公比为1.03的属于( )系列。
5.标准公差的数值取决于( )和( )。
6.标准对孔和轴各设置了( )种基本偏差,对于轴a--h的基本偏差为( ),与基准孔H 构成( )配合。
7.对于间隙配合和过渡配合,高于或等于IT8的孔应与( )级的轴相配:低于IT8的孔应和( )级的轴相配。
8.φ30+0.012 -0.009mm 的孔与φ30 0 -0.013mm 的轴配合,属于( )制( )配合。
9.标准对标准公差规定了( )级,最高级为( )最低级为( )。
10.Φ45005.00+孔的基本偏差数值为( )mm ,Φ50050.0112.0--轴的基本偏差数值为( )mm 。
11.基本尺寸为Ф45mm ,IT6为0.016mm,则Ф45js6的上偏差为 ( )mm ,下偏差为 ( )mm 。
12.φ60js8的公差为0.046mm,其上偏差为( )mm, 下偏差为( )。
13.选择配合制时,应优先选用( ),原因是( )。
14.间隙配合的特点体现在公差带图上是( )公差带在( )公差带之上。
15.过盈配合的特点是孔公差带完全在轴公差带之( )。
16.优先数系R5系列的公比近似为( ) 。
17.φ60Js9的公差为0.074 mm,上偏差为( )mm,下偏差为( )mm 。
18.过渡配合的特点体现在公差带图上是孔公差带与轴公差带( )。
19.尺寸公差带大小由( )确定,公差带位置由( )确定。
20.代号为n 的基本偏差为 ( )偏差,且为( )值。
21.代号为R 的基本偏差为 ( )偏差,且为( )值。
互换性与技术测量-第03章1

38
39
例:
0.021 孔f25 0
mm 分别与轴 f25 0.. 007 mm、 0 020
轴f25
0.048 0. 028 0.035 mm、轴f25 0. 015 mm形成配合,
试画出配合的孔和轴公差带图,说明配合 类别,并求出孔和轴的极限偏差、公差及配 合公差。
+0.033
与轴f30
-0.020 -0.041
配合的
例3.3:试计算孔f30 与轴f30 0 +0.048 极限过盈和平均过盈。
+0.033
+0.069
配合的
例3.4:试计算孔f30
+0.033 0
与轴f30
+0.013 -0.008
配合的
极限间隙或过盈、平均间隙或过盈。
例3.5:试计算例3.2、3.3、3.4的配合公差。
是指国家标准所规定的上极限偏差或下极限 偏差,它一般为靠近零线或位于零线的那个 极限偏差。
24
5.有关配合的术语和定义 (1) 配合— 是指公称尺寸相同的、相互结合的孔和轴 公差带之间的关系。 形成配合的两个基本条件: 一、孔和轴的公称尺寸必须相同; 二、具有包容和被包容的特性,即孔和轴的结合。 配合是指一批孔、轴的装配关系,而不是指单个 孔和单个轴的相配。
它由公差大小和其相对零线的位置来确定。
19
图3.4
在绘制公差带图时,应注意用不同方式区分孔、 轴公差带,其相互位置与大小则应用协调比例 画出。
公称尺寸
20
孔、轴的公称尺寸和上、下偏差的量纲单位可能 不同,所以公差带图有两种画法: ①孔、轴基本尺寸和上、下偏差都不标写量纲单 位,表示图中各数值的量纲单位均为mm,
尺寸公差形位公差
一、形位公差包括:形状公差和位置公差 形位公差包括: 形状公差:单一实际被测要素对其理想要素的允许变动量。 形状公差:单一实际被测要素对其理想要素的允许变动量。 可用形状公差带表示。 可用形状公差带表示。 位置公差:是关联实际要素的位置对基准的允许变动量。 位置公差:是关联实际要素的位置对基准的允许变动量。可 用其公差带表示。 用其公差带表示。
湖南铁路科技职业技术学院
第3章 形状和位置公差定向公Leabharlann :平行度 垂直 度 倾斜度
湖南铁路科技职业技术学院
第3章 形状和位置公差
限制被测要素相对于基准要素的平行程度。 (1)平行度 :限制被测要素相对于基准要素的平行程度。 ) 线对面,线对线,面对线, 线对面,线对线,面对线,面对面
湖南铁路科技职业技术学院
a) 标注示例 b) 公差带
湖南铁路科技职业技术学院
第3章 形状和位置公差
2、平面度
平面度的公差带: 平面度的公差带:距离为公差值的两平行平面之间的区域
a)
b)
图4-32 平面度之一 湖南铁路科技职业技术学院
a) 标注示例 b) 公差带
第3章 形状和位置公差
a)
b)
图4-33 平面度之二 湖南铁路科技职业技术学院
湖南铁路科技职业技术学院
第3章 形状和位置公差
(2) 对称度:限制被测要素对基准要素的位置对称误差。 ) 对称度:限制被测要素对基准要素的位置对称误差。 对称度公差带:相对基准对称度分布的两平行平面。 对称度公差带:相对基准对称度分布的两平行平面。
湖南铁路科技职业技术学院
第3章 形状和位置公差
(3) 位置度:限制被测要素的实际位置对其理想位置偏离的 ) 位置度: 程度。 程度。 孔轴线的位置度公差带:以理想位置为轴线的小圆柱。 孔轴线的位置度公差带:以理想位置为轴线的小圆柱。 的位置度公差带 测量:测量坐标原则。 测量:测量坐标原则。
互换性与技术测量-第3章 几何公差3.1-3.3
第一节 概述
三、几何公差的的标注方法
2. 框格指引线 标注时指引线可由公差框格的一端引出,并与框格端线 垂直,箭头指向被测要素,箭头的方向是公差带宽度方向 或直径方向。 (1)指引线弯折数最多两个,靠框格段一定要垂直或平行 于框格; (2)指引线箭头应是检测方向。
第一节 概述
习题3:标注
三、几何公差的的标注方法
第3章 几何公差
第一节 概述
几何公差由形状公差、方向公差、位置公差和跳动公差组 成,它是针对构成零件几何特征的点、线、面的几何形状和 相互位置的误差所规定的公差。 推荐使用的标准: GB/T 1182—2008 《产品几何技术规范(GPS)几何公差 形状、方向、位置和跳动公差标注》 GB/T 1184—1996 《形状和位置公差 未注公差值》
一、形状公差与公差带
4.圆柱度 公差带:被测圆柱面必须位于半径差为公差值t的两同轴 圆柱面所限定的区域。
t
公差带
标注
第二节 形状误差与公差
一、形状公差与公差带
习题6:在下图中标注圆度与圆柱公差
第二节 形状误差与公差
二、轮廓公差与公差带
1. 线轮廓度 线轮廓度公差是指被测实际要素相对于理想轮 廓线允许的变动全量。它是用来控制平面曲线(或曲面的截 面轮廓)的形状或位置误差。
5. 常用的简化标注方法 (1)一个要素具有多项公差要求:可以将多个公差框格叠 放一起,使用一条指引线。
第一节 概述
三、几何公差的的标注方法
5. 常用的简化标注方法 (2)一项公差要求适用于多个要素:使用一个公差框格, 一条指引线分别指到多个要素;不便分别指引,可采用无引 线框格加T尾箭头,框格上方写清要素数量。
第二节 形状误差与公差
第三章 孔、轴公差与配合
Xmax + Xmin Xav = = 0.0455m m 2
018059) 配合公差 T f =Ymin—Ymax=-0.018-(-0.059)= 0.041 mm =ES-ei=+0 025-(+0 002)= (3)最大间隙 Xmax=ES-ei=+0.025-(+0.002)= +0.023 mm =EI-es=0 (+0 018)= 最大过盈 Ymax=EI-es=0-(+0.018)= -0.018 mm 023018) 配合公差 Tf =Xmax—Ymax=+0.023-(-0.018)= 0.041 mm
第三章 孔、轴公差与配合
§1 基本术语及定义 §2 常用尺寸极限与配合国家标准的 构成 §3 未注公差线性尺寸的一般公差 常用尺寸孔、 §4 常用尺寸孔、轴公差与配合的选择
第三章 孔、轴公差与配合
§1 基本术语及定义
一、有关孔和轴的定义
1. 孔 孔通常是指圆柱形内表面;也包括非圆柱形内表面( 孔通常是指圆柱形内表面;也包括非圆柱形内表面(由两 平行平面或切面形成的包容面)。 平行平面或切面形成的包容面)。 2.轴 轴通常是指圆柱形外表面;也包括非圆柱形外表面( 轴通常是指圆柱形外表面;也包括非圆柱形外表面(由两 平行平面或切面形成的被包容面。 平行平面或切面形成的被包容面。
Da da =
-(Y)
第三章 孔、轴公差与配合
§1 基本术语及定义
四、有关配合的术语和定义(续)
通过公差带图,我们能清楚地看到孔、 通过公差带图,我们能清楚地看到孔、轴公差带之间的 关系。根据其公带位置不同,可分为三种类型: 关系。根据其公带位置不同,可分为三种类型:间隙配 过盈配合和过渡配合。 合、过盈配合和过渡配合。 轴
公差与配合第1-3章
40
40
第1章 绪论
1.5 我国标准化与计量工作的发展 采用互换性原则的生产要靠标准化与计量 工作来保证。 公差与配合的标准化是标准化的一个重要 组成部分。 1. 我国标准分类: 1) 国家标准 分强制标准和推荐标准 2) 部标准 3) 专业标准或行业标准
第1章 绪论
4) 2. 1) 2) 企业标准 我国标准的发展: 1944年颁布的工业标准(CIS); 1955年第一机械工业部颁布第一个公差 与配合标准; 3) 1959年国家科委颁布公差与配合标准国 家标准; 4) 1960年第一机械工业部第一个齿轮标准;
2.2.2 有关“偏差”、“公差”的术语和定义 1. 尺寸偏差(简称偏差) 指某一尺寸减去其基本尺寸所得的代数差 可为正值、负值或零。 孔、轴的上偏差用ES、es表示。 孔、轴的上偏差用EI、ei表示。 实际偏差:实际尺寸减去其基本尺寸所得 的代数差。
2.2公差与配合的基本术语及定义 2.2公差与配合的基本术语及定义
aq = 10a,故q = m 10 = 10
m 1 m
第1章 绪论
我国标准GB321-80与国际标准ISO推荐 的m值是5、10、20、40、80。 除5外其它四种都含有倍数系列 5系列是为分级更稀疏的需要而推荐的 5、10、20、40作为基本系列,80作为补 充系列。 系列用国际通用符号R表示。
2.2公差与配合的基本术语及定义 2.2公差与配合的基本术语及定义
较大的尺寸为最大极限尺寸,孔、轴分别 用Dmax、 dmax。 较小的尺寸为最小极限尺寸,孔、轴分别 用Dmin、 dmin。
2.2公差与配合的基本术语及定义 2.2公差与配合的基本术语及定义
5. 实际尺寸 通过测量获得的尺寸 实际尺寸并非真实尺寸 在同一表面上的不同部位,其实际尺寸并 不相等。 孔、轴的实际尺寸分别用Da、da表示。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
课堂练习五
6、实际尺寸越接近其基本尺寸,则其精度也越高。 、实际尺寸越接近其基本尺寸,则其精度也越高。 7、零件加工后的实际尺寸等于基本尺寸,但不一定合格 、零件加工后的实际尺寸等于基本尺寸, 8、过渡配合可能有间隙,也可能有过盈,因此,过 、过渡配合可能有间隙,也可能有过盈,因此, 渡配合可以算间隙配合,也可以算过盈配合。 渡配合可以算间隙配合,也可以算过盈配合。 9、从制造角度讲,基孔制的特点就是先加工孔,基 、从制造角度讲,基孔制的特点就是先加工孔, 轴制的特点就是先加工轴。 轴制的特点就是先加工轴。
课堂练习五
10、有相对运动的配合应选间隙配合,无相对运动的 、有相对运动的配合应选间隙配合, 配合均选用过盈配合或过渡配合。 配合均选用过盈配合或过渡配合。 11、孔、轴配合的最大过盈为 Ymax = −60µm ,配合公 、 差 T f = 40 µm ,可以判断该配合属于 配合。 配合。
ห้องสมุดไป่ตู้课堂练习一
如果实际尺寸是50,合格吗? 如果实际尺寸是 ,合格吗
课堂练习二
例:有一轴的尺寸 Φ50 −0..025,实测轴的尺寸为: − 0 050 mm 49.985mm,问该尺寸是否合格?
课堂练习三
已知: 已知: 基本尺寸D=d=25mm,孔的极限尺寸 max=25.021mm ,孔的极限尺寸D 基本尺寸 Dmin =25mm;轴的极限尺寸 max =24.980mm, ;轴的极限尺寸d , dmin =24.967mm。现测得孔、轴的实际尺寸分别为 。现测得孔、 Da =25.010mm, da =24.971mm。 , 轴的极限偏差、实际偏差及公差, 求:孔、轴的极限偏差、实际偏差及公差,并画出 轴的公差带图。 孔、轴的公差带图。
0 − 0.016
mm
。
极限间隙或极限过盈、平均间隙或平均过盈、 求:极限间隙或极限过盈、平均间隙或平均过盈、 配合公差,并画出其孔、轴公差带示意图, 配合公差,并画出其孔、轴公差带示意图,说 明其配合种类。 明其配合种类。
课堂练习四
孔 轴 基本 Xmax / Ymin Xmin / Ymax Xav/Yav Tf 基准制 尺寸 ES EI T es ei T h s
配合 种类
φ 25 φ14 φ 45
0 0 25 0
21 10
74 -12 -50
57 2.5 -29.5
课堂练习五
1、尺寸公差是零件尺寸允许的最大偏差。 、尺寸公差是零件尺寸允许的最大偏差。 2、公差通常为正,在个别情况下也可以为负。 、公差通常为正,在个别情况下也可以为负。 3、配合公差总是大于孔或轴的尺寸公差。 、配合公差总是大于孔或轴的尺寸公差。 4、孔和轴的加工精度越高,则其配合精度越高。 、孔和轴的加工精度越高,则其配合精度越高。 5、已知两轴图样上标注分别为 d1 = Φ30 +0..054 、 、 + 0 041 试比较两轴的加工难易程度。 d 2 = Φ30 −0..040 。试比较两轴的加工难易程度。 − 0 061
课堂练习三
基本尺寸 最大极限尺寸 孔 φ 30 轴 φ 50
最小极限尺寸 上偏差
下偏差
公差
尺寸标注
30.020
0.130
φ 50 −0..050 − 0 112
课堂练习四
已知:某配合孔的尺寸为: −0 018 已知:某配合孔的尺寸为: 50 +0..007 mm , Φ 轴的尺寸为: 轴的尺寸为: 50 Φ