焊缝外观质量检验标准
钢结构焊缝检验标准
钢结构焊缝检验标准钢结构焊缝检验是钢结构工程中非常重要的一环,其质量直接关系到工程的安全和稳定性。
在进行焊缝检验时,需要严格按照相关标准进行操作,以确保焊缝的质量达到要求。
本文将介绍钢结构焊缝检验的标准及相关内容,希望能对相关从业人员有所帮助。
首先,钢结构焊缝检验应符合国家标准《钢结构焊接质量评定标准》(GB 50661-2011)的要求。
该标准规定了焊接工艺评定、焊接工艺试验、焊接质量评定等内容,对焊缝的检验方法和要求进行了详细的规定,是进行钢结构焊缝检验的重要依据。
其次,焊缝的外观检验是焊缝检验的重要环节之一。
根据《钢结构设计规范》(GB 50017-2003)的规定,焊缝的外观应该平整、均匀,无气孔、夹渣、裂纹等缺陷。
在进行外观检验时,应该使用适当的检测工具,如焊缝探伤剂、放射照相、超声波探伤等,以确保焊缝的质量符合标准要求。
另外,焊缝的尺寸检验也是焊缝检验的重要内容之一。
根据《钢结构设计规范》(GB 50017-2003)的规定,焊缝的尺寸应符合设计要求,焊腹宽度、咬边厚度、焊缝高度等尺寸应符合相应的标准要求。
在进行尺寸检验时,应该使用适当的测量工具,如焊缝规、焊缝检测仪等,以确保焊缝的尺寸符合标准要求。
最后,焊缝的力学性能检验也是焊缝检验的重要内容之一。
根据《钢结构设计规范》(GB 50017-2003)的规定,焊缝的抗拉强度、屈服强度、冲击韧性等力学性能应符合设计要求。
在进行力学性能检验时,应该使用适当的试验设备,如拉伸试验机、冲击试验机等,以确保焊缝的力学性能符合标准要求。
综上所述,钢结构焊缝检验标准是保证焊缝质量的重要依据,严格按照相关标准进行操作,对保证工程的安全和稳定性具有重要意义。
希望相关从业人员能够加强对焊缝检验标准的学习和理解,提高焊缝检验的准确性和规范性,为钢结构工程的质量和安全保驾护航。
焊缝外观检验规范
4. 文件修改履历 序号 修改日期 修改条款
修改内容简述
提出人
文件修改单 号
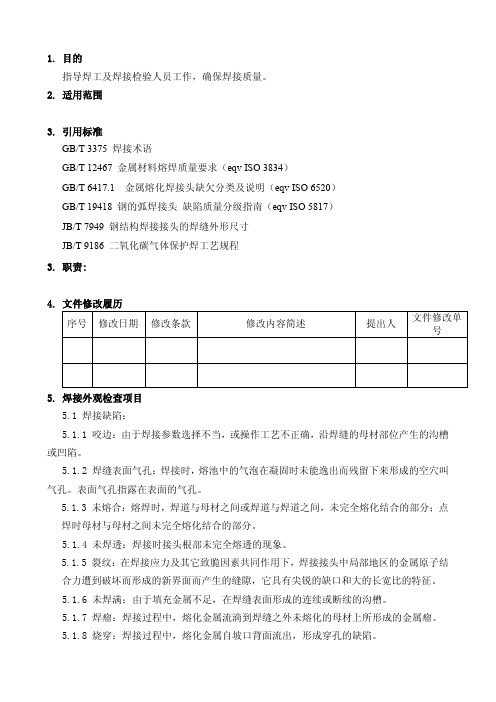
5. 焊接外观检查项目 5.1 焊接缺陷: 5.1.1 咬边:由于焊接参数选择不当,或操作工艺不正确,沿焊缝的母材部位产生的沟槽
或凹陷。 5.1.2 焊缝表面气孔:焊接时,熔池中的气泡在凝固时未能逸出而残留下来形成的空穴叫
不允许
重焊
15 未熔合
允许,但只能 是间断性的, 而且不得造成 表面开裂
不允许
不允许
重焊
根部 16
下塌
焊缝沿 长度方 17 向宽窄
差
焊缝宽 18 度尺寸
偏差
焊缝边 19 缘直线
度
焊缝表 20
面Hale Waihona Puke 凸h≤1+1.2b 最大 5 mm
h≤1+0.6b 最大 4mm
h≤1+0.3b 最大 3 mm
打磨
任意 200mm 范 任意 150mm 范 任意 100mm 范 围内△C≤2.5 围内△C≤2.5 围内△C≤2.5
打磨
焊缝
2 减薄
h≤0.3+0.1a 最大 2 mm
h≤0.3+0.1a 最大 1 mm
h≤0.3+0.05a 最大 0.5 mm
补焊后打磨
焊脚 3
不对称
角焊缝 4 装配间
隙
焊缝宽 5
窄差
角焊缝 6 宽度尺
寸偏差
h≤2+0.2a
h≤2+0.15a h≤1.5+0.15a
补焊或打磨
h≤1+0.1a 最大 4mm
补焊或打磨
焊缝边 7 缘直线
度f
焊缝外部质量检验
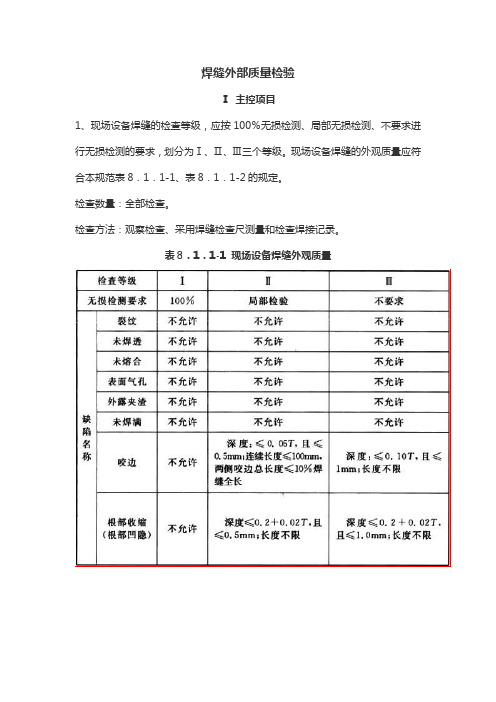
焊缝外部质量检验Ⅰ 主控项目1、现场设备焊缝的检查等级,应按100%无损检测、局部无损检测、不要求进行无损检测的要求,划分为Ⅰ、Ⅱ、Ⅲ三个等级。
现场设备焊缝的外观质量应符合本规范表8.1.1-1、表8.1.1-2的规定。
检查数量:全部检查。
检查方法:观察检查、采用焊缝检查尺测量和检查焊接记录。
表8.1.1-1 现场设备焊缝外观质量注:1 当咬边经磨削修整并平滑过渡时,可按焊缝一侧较薄母材最小允许厚度值评定。
2 角焊缝焊脚不对称在特定条件下要求平缓过渡时,不受本规定限制。
3 除注明角焊缝缺陷外,其余均为对接、角接焊缝通用。
4 表中T为母材厚度;t为设计焊缝厚度。
5 表中公式的常量单位为mm。
表8.1.1-2 现场设备焊缝外观质量(余高和根部凸出)(mm)2、管道焊缝的检查等级,应按现行国家标准《工业金属管道工程施工质量验收规范》GB 50184的规定划分为Ⅰ、Ⅱ、Ⅲ、Ⅳ、Ⅴ五个等级。
管道焊缝的外观质量应符合本规范表8.1.2-1、表8.1.2-2的规定。
检查数量:全部检查。
检查方法:观察检查、采用焊缝检查尺测量和检查焊接记录。
表8.1.2-1 管道焊缝外观质量表8.1.2-2 管道焊缝外观质量(余高和根部凸出)(mm)注:对于铝及铝合金的根部凸出,当母材厚度小于或等于2mm时,根部凸出应小于或等于1.5mm;当母材厚度为2mm~6mm时,根部凸出应小于或等于2.5mm。
3、钛及钛合金、锆及锆合金的焊缝表面应在焊后清理前进行色泽检查。
钛及钛合金焊缝的色泽检查结果应符合表8.1.3的规定。
锆及锆合金的焊缝表面应为银白色,当出现淡黄色时应予以清除。
检查数量:全部检查。
检查方法:观察检查和检查焊接检查记录。
表8.1.3 钛及钛合金焊缝色泽质量注:区别低温氧化和高温氧化的方法宜采用酸洗法,经酸洗能除去紫色、蓝色者为低温氧化,除不掉者为高温氧化。
Ⅱ 一般项目4、焊缝外观应成形良好,不应有电弧擦伤;焊道与焊道、焊道与母材之间应平滑过渡;焊渣和飞溅物应清除干净。
三级焊缝验收标准
三级焊缝验收标准一、焊缝外观质量要求:1.对于金属表面有严重气孔、脆瘤、炸孔、缺边等缺陷,或者缺陷直径或深度大于规定值的,焊缝为不合格。
2.焊缝应无裂纹,一般重要焊缝不得有终止性裂纹。
3.焊缝的误焊、/漏焊不得拒收,但应有明显的修补迹象。
4.焊缝应平整、均匀、无溅渣,没有突出的犁沟、歪斜、等缺陷。
二、焊缝尺寸与形状要求:1.焊缝形状应符合设计要求,焊缝宽度应符合规定。
2.焊缝高度应符合要求,如高度过大或过小均为不合格。
3.间隙缺口、钝边和焊缝凹陷过大都为不合格。
三、焊缝强度和材质要求:1.焊缝连接强度应满足设计要求,并且不得低于相关标准规定。
2.焊缝材料的化学成分应符合规定的要求,有严重偏离的都视为不合格。
四、焊缝工艺要求:1.焊缝的工艺参数应符合相关标准的要求。
2.焊缝的熔合情况应符合相关标准的要求。
3.焊缝的热影响区应符合相关标准的要求,不得超过规定的范围。
五、焊缝无损检测要求:1.焊缝应按照设计要求和相关标准进行无损检测。
2.焊缝无损检测应符合相关标准的要求,合格率应达到规定的要求。
六、焊缝的环境和安全要求:1.焊缝作业环境应符合相关标准的要求,确保焊接安全。
2.焊缝工作人员应持证上岗,具备一定的焊接技能。
七、焊缝的记录和档案要求:1.焊缝的施焊记录应完整、准确,记录内容包括焊接参数、焊缝质量、焊接过程中的异常情况等。
2.焊缝的检验记录应完整、准确,包括验收结果、所采取的措施等。
3.焊缝的档案资料应保存完整,方便后续查阅和管理。
总之,三级焊缝验收标准是对焊缝外观质量、尺寸和形状、强度和材质、工艺、无损检测、环境和安全以及记录和档案进行评定和验收的标准。
只有符合标准要求的焊缝才能被认可为合格,否则都为不合格。
这些标准的制定和执行,能够保证焊缝的质量和安全性,提高工程项目的可靠性和耐久性。
手工电弧焊焊缝外观质量检验标准

德信诚培训网
手工电弧焊焊缝外观质量检验标准
1 范围
本《焊缝外观质量检验标准》规定了手工电弧焊的焊缝外观质量要求。
本《焊缝外观质量检验标准》适用于产品图纸或工艺文件中无特殊要求的焊接件。
2 术语和定义
GB/T 324、GB/T 3375、GB/T 6417.1、GB/T 19418界定的以及下列术语和定义适用于本文件。
2.1 可视面
人站立(0.5米内)平视、仰视或俯视可见的部位以及打开覆盖件的门或视窗可见的部位。
2.2 非可视面
人爬上机身或俯身趴下去才能看到的部位以及被隐藏看不见的部位。
3 符号
下列符号适用于本文件:
a :角焊缝厚度;
b :焊缝余高的宽度;
d :气孔的直径;
更多免费资料下载请进:好好学习社区。
一级焊缝外观质量要求
一级焊缝外观质量要求
一级焊缝应进行100%的检验,其合格等级应为现行国家标准《钢焊缝手工超声波探伤方法及质量分级法》(GB 11345)B 级检验的Ⅱ级及Ⅱ级以上,焊缝质量标准从以下几个方面介绍。
一、保证项目
1、焊接材料应符合设计要求和有关标准的规定,应检查质量证明书及烘焙记录。
2、焊工必须经考试合格,检查焊工相应施焊条件的合格证及考核日期。
3、Ⅰ、Ⅱ级焊缝必须经探伤检验,并应符合设计要求和施工及验收规范的规定,检查焊缝探伤报告。
4、焊缝表面Ⅰ、Ⅱ级焊缝不得有裂纹、焊瘤、烧穿、弧坑等缺陷。
Ⅱ级焊缝不得有表面气孔、夹渣、弧坑、裂纹、电弧擦伤等缺陷,且Ⅰ级焊缝不得有咬边、未焊满等缺陷。
二、基本项目
1、焊缝外观:焊缝外形均匀,焊道与焊道、焊道与基本金属之间过渡平滑,焊渣和飞溅物清除干净。
2、表面气孔:Ⅰ、Ⅱ级焊缝不允许;Ⅲ级焊缝每50mm 长度焊缝内允许直径≤0.4t;且≤3mm 气孔2 个;气孔间距≤6 倍孔径。
3、咬边:Ⅰ级焊缝不允许。
Ⅱ级焊缝:咬边深度≤0.05t,且≤0.5mm,连续长度≤100mm,且两侧
咬边总长≤10%焊缝长度。
Ⅲ级焊缝:咬边深度≤0.lt,且≤lmm。
注:t 为连接处较薄的板厚。
焊缝外观检查标准

焊缝外观检查标准外观检验不仅是对产品最终焊缝外观寸和表面质量的检验,对产品焊接过程中的每一道焊缝也应进行外观检验,如厚壁焊件进行多层焊时,为防止前道焊道的缺陷带到了下一道,每焊完一道焊道便需进行外观检验。
焊缝外观检验分为:目视检验和尺寸检验一、焊缝的目视检验(一)目视检验的方法采用直接目视检验。
焊缝外形应均匀,焊道与焊道及焊道与基本金属之间应平滑过渡。
目视检验也称近距离目视检验,是用眼睛直接观察和分辨缺陷的形貌。
在检验过程中可采用适当的照明设施,利用反光镜调节照射角度和观察角度,或借助低倍放大镜观察。
(二)目视检验的程序应对焊接结构的所有可见焊缝进行目视检验。
(三)目视检验的项目焊接结束后,及时清理焊渣和飞溅,打磨焊道后,按下表中的项目进行检验。
目视检验若发现有裂纹、夹渣、气孔、焊瘤、咬边等不允许存在的缺陷,应清除、补焊、修磨,使焊缝表面质量符合要求。
二、焊缝外形尺寸的检验焊缝外形尺寸的检验是按图样标注尺寸或技术标准规定的尺寸对实物进行测量检验。
通常在目视检验的基础上,选择焊缝尺寸正常部位、尺寸变化的过渡部位和尺寸异常变化的部位进行测量检查,然后相互比较,找出焊缝外形尺寸变化的规律,与标准规定的尺寸对比,从而判断焊缝的外形尺寸是否符合要求。
(一)对接焊缝外形尺寸的检验对接焊缝的外形尺寸包括:焊缝的余高h、焊缝宽度c、焊缝边缘直线度f、焊缝宽度差和焊缝表面凹凸度。
焊缝的余高,焊缝宽度是重点检验的外形尺寸。
1、JB/T7949-1999《钢结构焊缝外形尺寸》就对接焊缝余高、焊缝宽度作如下规定:I形坡口对接焊缝,其焊缝宽度c=b+2a及余高应符合表二中I形焊缝的规定。
非I形坡口对接焊缝尺寸I形坡口对接焊缝尺寸非I形坡口对接焊缝,其焊缝宽度c=g+2a及余高应符合表二中非I形焊缝的规定。
焊接方法焊缝形式焊缝宽度c焊缝余高C(最小) C(最大)焊条电弧焊及气体保护焊I形焊缝b+4 b+8 平焊:0~3其余:0~4 非I形焊缝g+4 g+8对接焊缝余高和宽度的测量方法如下图:a)测较小焊缝余高b)测较大的焊缝余高c)测焊缝宽度2、焊缝边缘直线度在任意300mm连续焊缝长度内,焊缝边缘沿焊缝轴向的直线度,应符合下表中的规定。
焊缝外观质量检验标准

焊缝外观质量检验标准2013-05-012013- 03-01 发布目次 (I)前言 (II)焊缝外观质量检验标准 (3)1范围 (3)2引用文件 (3)3术语和定义 (3)3. 1可视而 (3)3. 2非可视面 (3)4符号 (3)5焊缝分类及质量等级 (3)5.1焊缝分类 (4)5. 2焊缝质量等级 (4)5.3图样标记 (4)6焊缝外观质壘检验规则 (4)6.1焊缝按对接焊缝和角接焊缝的外观质呈要求分别进行检验。
(4)6.2质虽检验部门按图纸、工艺文件I:规定,区分焊缝类别,根据表4和表5的要求对焊接件是否合格进行抽检。
(4)6.3焊缝外观质呈检验中不同焊缝类别的检验比例见表3: (4)7焊缝外观质暈检验项目和要求 (4)-IX. —A—刖≡—制定本《焊缝外观质最检验标准》目的为公司内部确定焊缝外观质虽缺陷以及采取补救措施提供依据,仅供公司内部使用。
—本《焊缝外观质虽检验标准》按照GB/T 1. 1-2009给出的规则以及参考网络上提供的公开资料起草。
—本《焊缝外观质暈检验标准》将焊缝按重要度分为A、B、C、D四类焊缝,根据不同的焊缝要求,制定要求。
—使用图示和图表的方式给出标准,直观易判断。
——检验时根据所选定的类型和质暈等级,检验焊缝是否合格。
——使用图样标注说明。
——本《焊缝外观质屋检验标准》将焊缝外观质暈缺陷分为:表而气孔、表而夹渣、E溅、裂纹、弧坑缩孔、电弧擦伤、焊缝成形、焊缝余岛、耒焊满及凹坑、错边、焊瘤、咬边、焊缝沿长度方向宽窒差、焊缝宽度尺寸偏差、焊缝边缘直线度、焊缝表面凹凸、根部收缩、未焊透、未熔合、根部卜•塌、焊缝边缘直线度、角焊缝宽度尺寸偏差、焊缝超厚、焊缝减薄、凸度过大或凹度过大、不等边、焊脚尺寸差。
Il焊缝外观质量检验标准1范围木《焊缝外观质屋检验标准》规定了于•丁•电弧焊、CO2气体保护焊和埋弧焊的焊缝外观质虽要求。
本《焊缝外观质量检验标准》适用于产品图纸或工艺文件中无特殊要求的焊接件。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊缝外观质量检验标准
焊缝外观质量检验是焊接质量检验的重要组成部分,是对焊接件"看"的结果。
焊缝外观质量检验的目的是确保焊接件的外观质量满足设计要求,可以排除设计错误、生产工艺错误、焊接材料和焊接工艺引起的缺陷。
根据《焊接质量检验及检验级别》(GB/T 10507-2008)、《焊接质量检验规程》(JB/T 3482-2011)等,焊缝外观质量检验标准包括:一、焊缝形状及尺寸检验:检查焊缝形状及尺寸是否符合设计要求,包括焊缝长度、焊缝宽度、焊缝深度、焊缝角度、焊缝弦长度等。
二、焊缝表面质量检验:检查焊缝表面质量,包括焊缝边缘、焊缝表面、焊缝焊道等,要求表面焊缝完整、光洁,无明显可见缺陷。
三、焊缝缺陷检验:检查焊缝是否存在表面可见缺陷,如裂纹、气孔、熔池、气泡、毛刺、滑落等,焊缝表面缺陷大小和数量应符合要求。
四、焊缝对比度检验:检查焊缝对比度是否符合设计要求,即检查焊缝的深浅度、颜色是否相符,以确保焊缝的美观度。
以上是焊缝外观质量检验的标准,为了确保焊接件质量,在进行焊接质量检验时,应仔细检查焊缝外观质量,确保焊缝外观质量满足设计要求。