维修佬全自动贴合机MS-360使用说明书
全自动双龙门碰线机使用说明书

全自动双龙门碰线机说明书东光树明包装机械有限公司目录一、前言二、设备的技术参数三、设备的性能特点四、日常操作五、控制面板及操作说明六、润滑七、设备的调整与故障排除八、装箱单九、安全注意事项十、电路图十一、安装调试反馈单十二、售后服务反馈单一、前言。
本公司多年来一直立足于碰线机与薄刀机的研究与生产,是华北地区最大的生产厂家之一。
主要产品有高中低档各种型号的薄刀机、碰线机。
产品拥有自己的行业特色。
美观大方、维修方便,自投放市场一来。
深受广大纸箱厂商同仁的认可,部分产品已脱颖而出,出口至东南亚各国。
全自动单/双龙门碰线机主要用于纸箱厂的后道工序的成型加工,由于目前手工碰线效率低,耗能大,用人多,且容易出现废品及不安全等因素,已经成为各厂家大批量生产的瓶颈。
为了解决该问题,我公司多名技术人员经过长期的科研攻关反复试制,于2010年成功研制单/双龙门自动碰线机。
该设备优点速度快,效率高,自动化程度高,应用范围广且寿命长精度高,人机分离,界面清晰,操作简便,利于调整,使广大的使用客户最少的投入获得最大的效益,并使劳动力大幅度解放,是纸箱行业的理想设备。
二.技术参数:(长度单位为:毫米MM)三、设备性能特点*速度快,是传统设备的3倍,操作人数2-3人*采用变频器控制,耗电量低,调速准确平稳。
*动力足,储能高,压力大,可完成普通纸板碰线,特别擅长五层,七层,超硬,超厚纸板碰线。
*适应印刷开槽后成型纸板碰线。
*送纸前沿部采用前缘进纸,精确流畅*触摸屏为彩色人机对话界面,方便简单,PLC控制系统,智能化程度高。
*尺寸调整部为自动PLC排单,换单迅速*本机挡纸部为凸轮设计,整体钢件,坚固耐用*整机轴承采用优质哈尔滨轴承,电器采用正泰产品,PLC选用台达品牌四、日常操作开机:1.打开电源开关。
首先打开电箱内开关,操作面板红灯亮起。
然后打开急停开关,这时彩色触摸屏亮起。
2.调整前沿挡板尺寸,以及后托纸板距离、高度。
3.在触摸屏内调整箱高箱盖尺寸。
自动覆膜机的使用说明书【一秒搞懂】
以下为覆膜机使用说明书,随小编一起来看看吧。
目录主要用途及适用范围设备适用的工作条件及环境主要技术参数主要结构吊装与运输安装与调试使用与操作维护与保养电气原理常见故障及排除一、主要用途及适用范围MH4811S真空覆膜机广泛适用于家具及装饰行业,可代替传统的油漆工艺。
对各种板式家具、装饰板条等进行表面装饰,其装饰面膜(PVC面料)具有防火、阻燃、防水、耐酸碱、表面光滑、硬度高等特点。
与传统油漆工艺相比具有效率高、无毒、无味、无污染等优点。
其图案清晰逼真、牢固耐用,是现代家具装饰业的理想设备。
二、设备适用的工作条件及环境本设备应在防雨、空间无飞尘的车间内使用,并具有380V的电源,因本设备生产效率高,工作场地应具有足够的面积。
三、主要技术参数最大加工长度:2500mm最大加工宽度:1060mm最大加工厚度: 60mm真空罐最大工作压力:-0.09MPa移动箱行进速度:可调总功率: 14kW外形最大尺寸:5440×1430×1355mm四.主要结构该机主要有前箱体、后箱体、进给机构、真空系统、加热与电控系统(含照明)等部分组成。
五、吊装与运输本设备可利用叉车叉入设备底部进行装卸。
装车后应将设备下面的支脚调节好,使其均匀受力。
六、安装与调试1、选择适当空间定位,地面应平整,并具有足够的操作空间。
2、调整设备支脚高度,所有支脚应受力均衡。
3、设备到位要求可靠接地、防止漏电。
4、使用不低于10mm2的四芯导线连接电源,先将旋钮转到手动位置,检查设备动作方向是否正常,如果反向,应调整电源接线。
5、调整真空表触点,使真空度范围在-0.08~-0.09Mpa之间。
6、打开开关,启动真空泵,检查抽真空是否正常,达到设定值应正常自动停止和启动。
7、旋转加热开关,使其通电加热,观察三相电源表应平衡,调节数显温控仪的温度设定按键,设定温度,检查温度升降,应保证温度升降能自动控制8、在手动位置,使工作台进出,注意进出停止位置,如不符合要求应调整行程开关撞铁的位置,使其相符,工作台进入加温后,照明灯应自动亮。
SMT贴片机操作与编程说明书
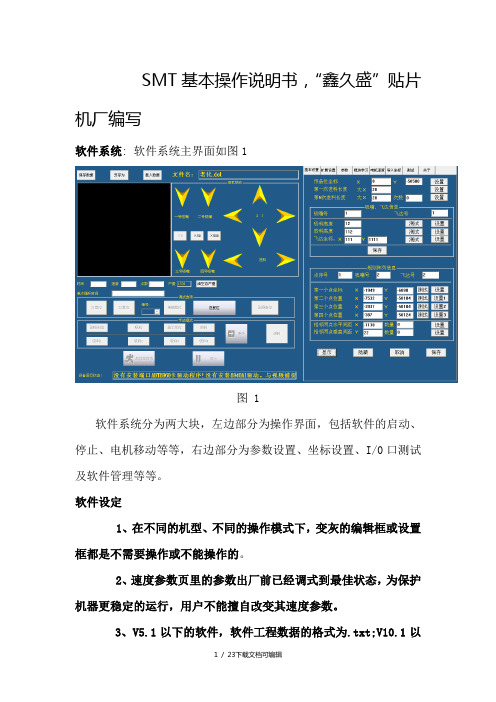
SMT基本操作说明书,“鑫久盛”贴片机厂编写软件系统: 软件系统主界面如图1图 1软件系统分为两大块,左边部分为操作界面,包括软件的启动、停止、电机移动等等,右边部分为参数设置、坐标设置、I/0口测试及软件管理等等。
软件设定1、在不同的机型、不同的操作模式下,变灰的编辑框或设置框都是不需要操作或不能操作的。
2、速度参数页里的参数出厂前已经调式到最佳状态,为保护机器更稳定的运行,用户不能擅自改变其速度参数。
3、V5.1以下的软件,软件工程数据的格式为.txt;V10.1以上的软件,工程数据文件为.dot,坐标文件格式为.txt,坐标文件飞达等相关数据为.log。
把V5.1数据改为.dot格式的文件,可使用到V10.1以上的软件。
SMT文件系统SMT文件系统提供一种非常简单快捷的操作模式,跟Window 的文件系统一样,用户可以进行复制、粘贴、删除、重命名文件等操作。
文件系统里保存了系统的所有参数,文件系统又是独立的,因此用户可以通过管理不同的文件,载入不同的基板参数,从而省去的重复设置参数的时间。
如图1,在软件的左上角,单击【载入数据】,载入材料的参数数据,在文件名称栏里显示当前载入的文件名。
修改好参数,单击【保存数据】,将保存系统所有的数据到当前文件;同时也可以选择了【另存为】,保存为另一个文件。
文件系统的操作技巧:在重新做一个材料参数之前,把先前已存在的参数文件复制一份,命名为该材料的名称,然后再打开软件,载入该文件,从而达到快速制作参数的目的。
电机移动电机移动主要是为后面的设置参数服务的,选择【×5】X轴、Y 轴、Z轴移动约40μm,选择【×50】,移动约是0.4mm, 【×500】则移动4mm。
快捷键:键盘的四个方向键,分别对应X轴Y轴的四个方向,Delete和PgDnd对应送料电机的两个方向,End是切换速度。
时间和速度时间是系统后台计算贴装所选吸嘴个数单个周期的时间,作为速度计算的参考参数。
三温区返修台使用说明书

三温区返修台使用说明书1、三温区的概念CF-360有3个加热温区,分别由上部加热、下部加热、预热台组成。
分别由对应的温控仪表控制。
在加热时,由上下热风口对需要焊接的BGA芯片进行主要加热,预热台对整个PCB进行加热,在BGA芯片达到熔点时,PCB的理论温度应加热到80-110度,以保证PCB 受热均匀,防止变形。
2、返修台配件安装说明横向支架安装示意图:3、返修台曲线设置操作说明此机器总电源开关为侧面的220V断路器,向上闭合至”ON”,整机加电,温控表2S 后启动正常,即可进行正常焊接。
温控表常用按键说明:PTN:温度曲线选择,每个温控仪表可存储0-9,共10段温度曲线,按PTN,对应的PTN框中显示的数字为当前使用的温度曲线,返修台启动时将执行PTN框中显示的曲线设置。
DISP:按2次,TIME灯亮,SV框中显示的为机器面板K型测温接口(黄色)所接测温线测试到的温度。
在实际使用时,将测温线的测温头放入BGA芯片下部,可随时观测到BGA芯片的实际温度。
SET:曲线设置按键,按下后,PV 框中依次显示r1、再按下PAR,则依次显示L1、d1、r2、L2、d2、…..以上数值分别表示第一段的加热斜率、目标值、保持时间、第二段的加热斜率、目标值、保持时间,一般使用4段或者5段加热。
以以下曲线为例,将此曲线保存在PTN0(第一组曲线中),说明设置过程:首先对上部加热温控表进行设置。
机器加电后,按PTN,使PTN方框中显示数字为“0”,按SET,PV框中显示”r1”即第一段的加热斜率(温度升高速度), SV框中显示的为当前数值,按▲▼键,设置为3.00,再按“PAR“, PV框中显示L1,按▲▼键,将SV框中显示的数字设置为90,再按”PAR“,PV框中显示”d1”,时间设置为40,此时第一段曲线设置完成。
再按PAR,PV框中显示r2,按▲▼键,设置SV框中数值为3.00,再按PAR,PV框中显示L2,按▲▼键,将SV框中数值设置为185,再按PAR,PV框中显示d2,设置为40,此时第二段的曲线设置完成,继续按PAR,PV框中显示r3…….以下不在赘述,一直到第五段设置d5完成后,PV框中显示r6,一直按▼键,将SV框中设置为END。
自动焊锡机操作手册
自动焊锡机使用操作手册操作前请仔细阅读本操作手册(以免因操作失误给机器与个人带来的损害)警告本机器所使用的电源电压为220V,50~60Hz ,触摸电源会产生致命事故本机器应放置在室内使用。
由于存在烫伤的危险,所以更换烙铁头或调机时,应关闭加温电源,待其冷却至室温,再更换烙铁头或调机。
高温危险,切勿触及烙铁头与附近的金属部份。
切勿以敲击烙铁头方式来清除焊接残余,此举可能严重震损发热芯与降低定位精度。
焊接时烙铁头冒烟,工场应有良好的通风设施。
使用烙铁时,不可作任何可能伤害身体或损坏物体的妄动。
一、概述本机器为全自动焊锡机,焊接简单容易。
结合人机界面触摸操作显示屏更使的操作简单;采用气动代替手工速度快且安全可靠。
夹具配有强力磁铁可使得定位准确且可靠;送锡丝采用步进电机驱动,出锡精确且可灵活控制。
送锡速度、时间、回锡量均可调节,工作效率显著提高。
组合结构优化,无须另配焊台,铬铁头更换快捷方便,所配烙铁发热体为日本进口陶瓷发热体,升温快且稳定,安全可靠。
二单套焊台与发热体1.规格:发热体工作电压 24V烙铁温度 200℃~480℃温度稳定±2℃烙铁头漏电压 <2mV对地电阻 <2Ω电机步进电机/直流变速电机出锡速度约2.7mm/s~27mm/s(36º/s~360º/S)出锡量 0~150mm锡线直径、、、、、、(mm)2.特点:烙铁发热体采用日本进口陶瓷发热体,RTD传感器控温,升温速度极快且温度稳定,加热电压24V。
防静电设计,能避免敏感电子零件因静电而受损坏。
全自动与手动送锡模式可供选择。
4. 烙铁头的使用与保养;a;选择适当的温度,过高的温度会减弱烙铁头的功能、加快其氧化,相对缩短使用寿命。
在能够工作的情况下,尽量使用较低的温度,较低的温度也可以充分焊接,且可分保护对于温度敏感之元件。
一般建议使用温度350~380度。
1.5mm以下小焊点350~360度,2.5mm以上大焊点370~380度B;烙铁头第一次使用时,务必先将烙铁头温度调至220度,让烙铁头的上锡部位充分吃锡,最好是浸泡在锡堆里5分钟,然后在清洁海绵上擦拭干净,并把烙铁温度再次调至300度,重复上述程序,最后把烙铁温度调至所需使用温度进行使用。
铸新科技真空贴合机使用说明书

1、电源:单相AC110-220V ,0.75-1KW ,50/60HZ2、空气压力:0.4-0.6MP3、尺寸:300*290*370mm4、重量:32Kg全体构成图1、插上电源,插上气管2、打开总电源开头,各电气部件通电正常,整机进入待机状态。
3、打开气源开关,把气压送进机内,调侧过滤器,拉起圆钮,旋转调至压力5Kg ,数字气压表有显示,旋动精密调压阀使气压表为所需值(例如:350=0.35MP=3.5Kgf=3.5个大气压力)4、触摸屏显示:如(图一)5、轻触显示屏开机按钮,如(图2)平台气缸推出,设备自动进入无泡工作待 一、规格∨ 二、机器全体构成及说明 ∨三、操作说明 ∨机状态,如(图2)6、此时将待压屏放在托盘上,按启动开关开始进入自动无泡工作模式,如(图3):无泡模式贴合一次工作产品全过程可在3-5分钟的时间完毕,时间可调高效模式贴合一次工作产品全过程可在20-50秒钟的时间完毕,时间可调7、若需要修改贴合参数可点触键盘输入设立密码(9988)即可显示和修改相关参数(规定了设定范围)如(图4):8、若要切换高效贴合模式,可返回到第2步点触高效模式。
9、自动运营中紧急情况下按急停键,设备将进入待机状态,请注意托盘进出,以免夹伤。
10、贴合过程中,假如要提前出仓,点击出仓键即可。
11、按电源键关机,托盘自动关闭后再关闭进气阀。
12、温度设立:按一下SET键,再按上、下键,调至所需温度,设立完毕。
1、气压总是调不大,请检查空压机自身的气压是否过低。
2、触摸屏通信不良,请检查显示屏与PLC的连接电缆两端的连接头是否松动。
3、开机后仓门不会自动打开,请注意数字压力表,压力要在显示200以上,右侧指针压力表要在4(Kg)-6(Kg)之间。
4、机器不通电,请检查保险丝(15A)是否熔断并更换。
5、贴合机工作过程中,忽然关机后再开机,仓门不会自动开,是由于仓内保持着真空,此时按一下出仓键或急停键后,右旋弹出即可开仓门。
CMA360 安装说明书

I N S T A L L A T I O N I N S T R U C T I O N SI-Beam Clamp AccessoryCMA360CMA360Installation Instructions2DISCLAIMERMilestone AV Technologies and its affiliated corporations and subsidiaries (collectively "Milestone"), intend to make thismanual accurate and complete. However, Milestone makes no claim that the information contained herein covers all details,conditions or variations, nor does it provide for every possible contingency in connection with the installation or use of this product. The information contained in this document is subject to change without notice or obligation of any kind. Milestone makes no representation of warranty, expressed or implied,regarding the information contained herein. Milestone assumes no responsibility for accuracy, completeness or sufficiency of the information contained in this document.Chief® is a registered trademark of Milestone AV Technologies.All rights reserved.IMPORTANT SAFETY INSTRUCTIONSWARNING: A WARNING alerts you to the possibility ofserious injury or death if you do not follow the instructions.CAUTION: A CAUTION alerts you to the possibility ofdamage or destruction of equipment if you do not follow the corresponding instructions.WARNING:Failure to read, thoroughly understand, andfollow all instructions can result in serious personal injury,damage to equipment, or voiding of factory warranty! It is the installer’s responsibility to make sure all components are properly assembled and installed using the instructions provided.WARNING:Failure to provide adequate structural strengthfor this component can result in serious personal injury or damage to equipment! It is the installer’s responsibility to make sure the structure to which this component is attached can support five times the combined weight of all equipment.Reinforce the structure as required before installing the component.WARNING:Exceeding the weight capacity can result inserious personal injury or damage to equipment! It is the installer’s responsibility to make sure the combined weight of all components attached to the CMA360 does not exceed 250 lbs (113.4 kg).WARNING:Use this mounting system only for its intendeduse as described in these instructions. Do not use attachments not recommended by the manufacturer.WARNING:Never operate this mounting system if it isdamaged. Return the mounting system to a service center for examination and repair.WARNING:Do not use this product outdoors.CAUTION:Watch for pinch points. Do not put your fingersbetween movable parts.IMPORTANT ! :The CMA360 is designed for installation to an I-beam with the minimum dimensions shown in Figure 1.--SAVE THESE INSTRUCTIONS--Installation Instructions CMA3603DIMENSIONSLEGENDTighten FastenerApretar elemento de fijación Befestigungsteil festziehen Apertar fixador Serrare il fissaggio Bevestiging vastdraaien Serrez les fixations Loosen FastenerAflojar elemento de fijación Befestigungsteil lösen Desapertar fixador Allentare il fissaggio Bevestiging losdraaien Desserrez les fixationsHex-Head Wrench Llave de cabeza hexagonal Sechskantschlüssel Chave de cabeça sextavada Chiave esagonale Zeskantsleutel Clé à tête hexagonaleCMA360Installation Instructions TOOLS REQUIRED FOR INSTALLATIONPARTS4Installation Instructions CMA3605ASSEMBLY AND INSTALLATIONIMPORTANT ! :The CMA360 is designed for installation to an I-beam with the minimum dimensions shown below.(See Figure 1)Figure 1ing 1/4" hex key (D), loosen four top clamp screws to allow clamp (A) to slip over I-Beam flanges. (See Figure 2)2.Using 1/4" hex key (D), loosen two front clamp screws as required to allow sliding bracket to freely move on upper surface of clamp (A). (See Figure 2)NOTE:Sliding bracket removal is not necessary.Figure 2Figure 33.Position clamp (A) against lower face of I-Beam and tighten acorn nut. Stop tightening when sliding bracket nearly contacts edges of I-Beam flanges. (See Figure 4)NOTE:Clamp should be able to slide along length of I-Beam.Figure 44.Position clamp in desired location and secure front clamp screws using 1/4" hex key (D). (See Figure 2)5.Using 1/4" hex key (D), securely tighten top four clamp screws. (See Figure 3)CMA360Installation Instructions66.If carriage relocation is desired complete the following steps: (See Figure 5)Figure 67.Using pipe wrench, install 1-1/2" NPT or NPSM following ANSI/ASME B1.20.1 (Schedule 40, 0.154" minimum thickness aluminum - ASTM B221) threaded extension column (not included) into threaded collar until tight, with a minimum of four threads engaged. (See Figure 6)8.Using 5/32" hex key and 5/16-18 x 3/8" set screw (B),secure CMA360 to threaded extension column. (See Figure 6)9.Complete installation following mount installation instructions.Installation Instructions CMA3607CMA360Installation InstructionsUSA/InternationalA 8401 Eagle Creek Parkway, Savage, MN 55378P 800.582.6480 / 952.894.6280F 877.894.6918 / 952.894.6918EuropeA Franklinstraat 14, 6003 DK Weert, Netherlands P +31 (0) 495 580 852F +31 (0) 495 580 845Asia PacificAOffice No. 1 on 12/F, Shatin Galleria 18-24 Shan Mei Street Fotan, Shatin, Hong Kong P 852 2145 4099F 852 2145 4477Chief Manufacturing, a products division of Milestone AV Technologies 8800-002110 Rev022012 Milestone AV Technologies, a Duchossois Group Company 02/12。
全自动焊锡机使用说明书1

全自动焊锡机使用说明书1.前言CNC-200S是公司所开发出的一款焊锡机控制器,由于控制机能完整,广为业界所爱用。
此款新型控制器采用更精密、功能更强大、运算速度更快、抗干扰能力更强的单晶片微处理器,不但保留了与原机型相容之操作方式及所有功能,更提升了控制器之运转效率及稳定性。
2.主要特征◆采用单晶片微处理器设计,功能更强,体积更小,抗干扰能力强。
◆记忆体使用FLASH ROM,容量大,可储存1000步序的焊锡资料,每一步序可分别设定9种焊锡资料,5种功能选择,切断电源后焊锡资料不会流失。
◆可针对不同机型及使用场合更改运转及操作模式,使用范围更广泛。
◆焊锡轴位置可以教导或按键设定,资料显示窗可以显示焊锡轴当前位置。
◆焊锡轴提供99段定位速度选择。
◆焊锡轴位移单位设置范围广,使用各类规格的螺杆。
◆一组编辑密码设定,以防止设定资料被任意更改。
◆兼容性强,可直接替代同类型控制器。
◆电源可分AC100~120V及220V~240V等机种供选择。
3.面板说明3.1.按键0~9:共十键,用来输入数值之用。
步序设定:用来进入或离开资料设定状态。
产品设定:用来设定目标产量。
起始步序:用来指定记忆体起始步序。
结束步序:用来指定记忆体结束步序。
资料选择:编辑时,选择资料项目;操作时,切换显示焊锡杆位置或旋转轴位置。
拨锡动作:编辑时,用来指定该步序是否需要拨锡动作。
锡杯动作:编辑时,用来指定该步序是否需要锡杯动作。
转角方向:编辑时,用来指定该步序的旋转方向。
横移动作:编辑时,用来指定该步序是否需要横移动作。
自动启动:编辑时,用来指定执行至该步序时是否要自动运行。
一:编辑时,可跳回上已步序编辑;待机时,连续按住二秒可使产量减一。
清除:编辑时,将目前编辑中的数字,清除为零。
COPY: 编辑时,将上一步序的资料复制到目前步序的资料项目中。
输入:编辑时,将编辑中的资料项写入记忆体时间:时间与产量显示切换。
归零:产量记数器清除为零。