挂舵臂镗孔
常用钻杆数据
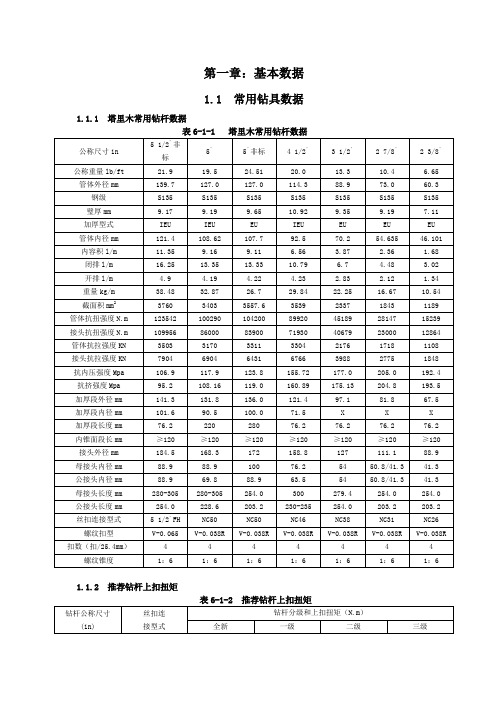
第一章:基本数据1.1 常用钻具数据1.1.1 塔里木常用钻杆数据表6-1-1 塔里木常用钻杆数据1.1.2 推荐钻杆上扣扭矩表6-1-2 推荐钻杆上扣扭矩1.1.3 塔里木常用钻铤数据表6-1-3 塔里木常用钻铤数据1.1.4 推荐钻铤上扣扭矩1.1.5 塔里木油田常用钻具稳定器表6-1-5 塔里木油田常用钻具稳定器规格与扣型1.1.6 塔里木常用加重钻杆数据1.1.7 塔里木常用方钻杆数据1.1.8 常用接头丝扣数据表6-1-9 石油钻具接头螺纹尺寸表6-1-10 石油钻具接头螺纹正常磨损允许量单位:mm1.1.9 石油钻具接头螺纹名称与现场叫法对照表1.1.10 塔里木油田钻具分级方法表6-1-13 钻杆分级标记表6-1-14 钻杆接头允许最小长度单位:mm表6-1-15 钻杆接头分级数据表6-1-19 钻杆允许直线度(SY/T5369-94)表6-1-20 钻铤允许直线度(SY/T 5369-94)表6-1-21 方钻杆允许直线度(SY/T5369-94)表6-1-22 方钻杆与方补心间隙(SY/T5369-94)1.1.11 螺杆钻具技术参数螺杆钻具命名方式:例:C 5 LZ 172 * 7.0 Ⅱ-D K W F G其中“C”表示:马达形式(C-长马达、D-短马达、K-空气或泡沫马达省略-常规马达)“5”表示:转子头数“LZ”表示:螺杆钻具产品代号“172”表示:螺杆钻具规格(外径,mm)“7.0”表示:允许使用的转子水眼压降(MPa)“II”表示:产品改进次数“D”表示:弯钻具弯角形式:D-单弯(弯接头或弯壳体)P-大偏移距同向双弯(弯接头+单弯壳体)T-同向双弯S-异向双弯(DTU)J-铰接钻具K-可调弯壳体无-直钻具“K”表示:K-可调弯壳体钻具结构形式省略-固定弯壳体钻具结构形式“W”表示:稳定器(W-传动轴壳体带稳定器;省略-不带稳定器)“F”表示:转子中空分流(F-转子中空分流;省略-转子非中空)“G”表示:钻具耐温特性(G-耐温150℃;省略-耐温120℃)1.1.12 Q10Y-M液气大钳扭矩表6-1-26 Q10Y-M液气大钳扭矩表1.2 油管及套管数据1.2.1 API 油管基本数据 API 油管数据见表6-1-27。
数控铣床应知考卷(答案)
数控铣床应知考卷A一、是非题 (是画√,非画×)1、目测检验球面几何形状时,如切削“纹路”是交叉状的,则表明球面形状是正确的。
√2、凸轮升高量,就是工作曲线按一定的升高率旋转一周时的升高量。
×3、利用分度头或回转工作台交换齿轮铣削等速圆盘凸轮的根据是阿基米德曲线形成的原理。
√4、倾斜法铣凸轮主要是解决导程是大质数或带小数值的圆盘凸轮。
√5、铣削圆柱凸轮时,当凸轮的工作面导程P z <17mm 时,可采用主轴挂轮法,其交换齿轮比公式z P P i 丝40 。
×6、机床原点为机床上一个固定不变的极限点。
(√)7、在编程时,要尽量避免法向切入和进给中途停顿,以防止在零件表面留下划痕。
(√)8、孔加工循环与平面选择指令无关,即不管选择哪个平面,孔加工都是在XY 平面上定位并在Z 轴方向上钻孔。
(√)9、G00指令表示快速定位,它指令刀具沿直线快速定位到目标点。
(×)10、组成零件轮廓的各儿何元素间的连接点称为节点。
(×)11、圆弧插补与直线插补一样,均可以在空间任意方位实现。
(×)12、快速定位指令(G00)中, 虽然各轴以各自速度移动, 却能保证各轴同时到达终点。
(×)13、G00快速进给速度不能由地址F 指定, 可用操作面板上的进给修调调整。
(√)14、直线插补指令(G01)中, 用F 指定的速度是沿着直线移动的刀具速度。
(√)15、圆弧插补指令(G02、G03)中,I 、K 地址的值无方向, 用绝对值表示。
(×)16、绞刀的前角通常为0;√17、对钻孔的表面初糙度来讲,钻削速度比进给量的影响大;×18、镗削过程中,刀杆挠度是影响镗孔形位精度的主要严肃之一;√19、接利用回转工作台铣削工件的圆弧面时,其圆弧中心与回转工作台的中心要重合;20、千分尺不能检验工件外球面的几何形状;×21、粗加工时,余量较大,为使切削省力,车刀应选择较大前角。
自动调整臂原理图及安装调整方法
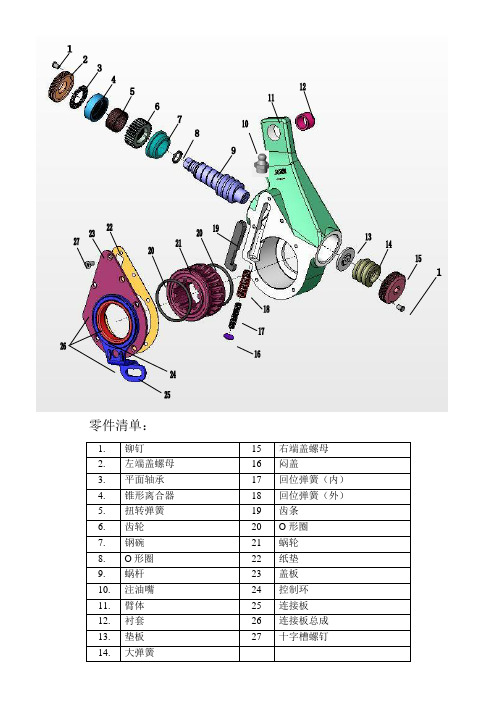
零件清单:1.铆钉15 右端盖螺母2.左端盖螺母16 闷盖3.平面轴承17 回位弹簧(内)4.锥形离合器18 回位弹簧(外)5.扭转弹簧19 齿条6.齿轮20 O形圈7.钢碗21 蜗轮8.O形圈22 纸垫9.蜗杆23 盖板10.注油嘴24 控制环11.臂体25 连接板12.衬套26 连接板总成1.起始位置连接板25被固定在支架上,齿条19与控制环24的槽口上端相接触。
槽口的宽度决定了刹车片与制动鼓之间的设定间隙值。
2.转过间隙角调整臂转过角A。
此时,齿条19向下运动与控制环24的槽口下端接触,制动蹄张开。
当存在超量间隙时,刹车片与制动鼓尚末接触。
3.转过超量间隙角B调整臂继续转动。
此时,齿条19已和控制环24的槽口下端接触(控制环与固定的控制臂被铆为一体),不能继续向下运动。
齿条驱动齿轮6旋转,单向离合器在这个方面可以相对自由转动转过角B后,凸轮轴带动制动蹄进一步张开,致使刹车片与制动鼓相接触。
4.转入弹性角C当调整臂继续转动时,由于刹车片与制动鼓已经相接触,作用在凸轮轴和蜗轮上的力矩迅速增加,蜗轮21作用于蜗杆9上的力(向右)随之增大,使得蜗杆压缩弹簧14并向右移动,从而导致蜗杆9与锥形离合器4分离。
5.转弹性角C调整臂继续转动时,齿条被控制环限制仍然不能向下运动而驱动齿轮转动。
这时由于锥形离合器4与蜗杆9处于分离状态,整个单向离合器总成一起转动。
6.向回转过弹性角C制动开始释放,调整臂向回转过角C。
在回位弹簧17和18的作用下,使得齿条向下紧帖控制环24的槽口下端。
此时,锥形离合器4与蜗杆9仍处于分离状态,齿条可以驱使单向离合器总成自由转动。
7.向回转入间隙角A随着刹车片作用于制动鼓上压力的释放,作用于凸轮轴和蜗轮的力矩消失,蜗轮21向右施加给蜗杆9的力也消失,弹簧14复原,推动蜗杆向左移动,使得蜗杆与锥形离合器4从新啮合。
8.向回转过间隙角A调整臂向回转过A。
齿条19向上运动,与控制环24的槽口的接触从下端变为上端。
50DB-配置清单-2012-6-6-
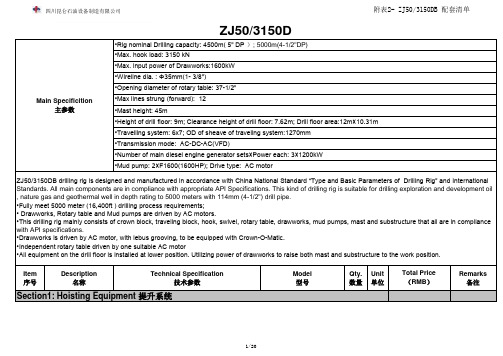
Item 序号Description名称Technical Specification技术参数Model 型号Qty.数量Unit 单位Total Price (RMB )Remarks 备注•Mud pump: 2×F1600(1600HP); Drive type: AC motorZJ50/3150DB drilling rig is designed and manufactured in accordance with China National Standard “Type and Basic Parameters of Drilling Rig” and International Standards. All main components are in compliance with appropriate API Specifications. This kind of drilling rig is suitable for drilling exploration and development oil , nature gas and geothermal well in depth rating to 5000 meters with 114mm (4-1/2") drill pipe.•Fully meet 5000 meter (16,400ft ) drilling process requirements;• Drawworks, Rotary table and Mud pumps are driven by AC motors.•This drilling rig mainly consists of crown block, traveling block, hook, swivel, rotary table, drawworks, mud pumps, mast and substructure that all are in compliance with API specifications.•Drawworks is driven by AC motor, with lebus grooving, to be equipped with Crown-O-Matic.•Independent rotary table driven by one suitable AC motor•All equipment on the drill floor is installed at lower position. Utilizing power of drawworks to raise both mast and substructure to the work position.Section1: Hoisting Equipment 提升系统Main Specificition主参数•Max lines strung (forward): 12•Mast height: 45m•Height of drill floor: 9m; Clearance height of drill floor: 7.62m; Drill floor area:12m×10.31m •Travelling system: 6x7; OD of sheave of traveling system:1270mm •Transmission mode: AC-DC-AC(VFD)•Number of main diesel engine generator sets×Power each: 3×1200kW •Rig nominal Drilling capacity: 4500m( 5" DP ); 5000m(4-1/2"DP)•Max. hook load: 3150 kN•Max. input power of Drawworks:1600kW •Wireline dia. : Φ35mm(1- 3/8")•Opening diameter of rotary table: 37-1/2"。
机械制造技术基础贾振元课后答案

机械制造技术基础贾振元课后答案【篇一:机械制造技术基础第四章贾振元王福吉版课后答案】> 机床夹具,就是将工件进行定位,加紧,将刀具进行导向或对刀,以保证工件和刀具间的相对位置关系的附加装置。
机床夹具的分类:按使用特点分:1)通用夹具:三爪、四爪卡盘,平口钳等,一般由专业厂生产,常作为机床附件提供给用户。
(2)专用夹具(3)成组夹具:夹具的部分元件可以更换,部分装置可以调整,以适应不同零件的加工。
(4)组合夹具:由一套预先制造好的标准元件组合而成。
根据工件的工艺要求,将不同的组合夹具元件像搭积木一样,组装成各种专用夹具。
使用后,元件可拆开、洗净后存放,待需要时重新组装。
组合夹具特别适用于新产品试制和单件小批生产。
(5)随行夹具:在自动线或柔性制造系统中使用的夹具。
按使用机床分:车床夹具、铣床夹具、钻床夹具、镗床夹具。
按动力源分:手动夹具、气动夹具、液压夹具、电动夹具、磁力夹具、真空夹具等。
机床夹具的作用:(1)保证加工精度;零件加工精度包括尺寸精度、几何形状和表面相互位置精度。
夹具的最大功用是保证加工表面的位置精度。
(2)提高生产率,降低生产成本;快速将工件定位夹紧,免除了找正、对刀等,缩短辅助时间,提高了成品率,降低了成本。
(3)扩大机床的加工范围;如在车床上加镗夹具,可完成镗孔加工。
(4)减轻工人劳动强度2.工件在机床上的安装方法有哪些?其原理是什么?直接装夹: 精度高,效率低,对工人技术水平高;划线找正装夹:精度不高,效率低,多用于形状复杂的铸件。
3.夹具由哪些元件和装置组成?各元件有什么作用?(1)定位元件,定位装置。
用来确定工件在夹具上位置;(2)夹紧元件,夹紧装置。
用来夹紧工件,使其位置固定下来(3)导向元件(钻套、对刀块),用来确定刀具与工件相互位置(4)连接元件(5)夹具体,将夹具的各种元件,装置连接起来。
(6)动力装置,减轻工人体力劳动,提高劳动生产率。
此外有分度机构、操作元件等。
《西南科技大学机械设计》习题库

西南科技大学《机械设计》习题库一、是非题1、设计机器的基本原则是:美观、大方、造型优美。
()2、起重机的抓斗、气轮机的叶轮、车床变速箱中的齿轮、飞机的螺旋桨、自行车的链条以及颚式破碎机上的V带传动都是通用零件。
()3、单侧工作面齿轮的齿根受脉动循环的弯曲应力作用。
()4、过桥轮的齿根受对称循环的弯曲应力作用。
()5、疲劳曲线表示屈服极限σs与循环次数N之间的关系曲线。
()5、某材料的一条疲劳曲线可用于分析该材料所制成的零件在不同循环特征系数r下的应力极限。
()7、通常,楔键联接用于轴和轮毂要求定心精度较高的场合。
()8、为了改善螺纹牙间载荷分布不均匀现象可以采用环槽螺母的方法。
()9、带传动中的弹性滑动可以用增大包角等措施予以避免。
()11、通常,轴采用阶梯轴形式,其目的主要是为了加工方便。
()12、一般软齿面的闭式齿轮传动,齿轮轮齿最常见的失效是疲劳点蚀。
()13、圆柱滚子轴承既可以承受较大的径向力,同时也可承受一定的轴向力。
()14、楔键和轮毂上键槽的底面,两者的接触面都具有1/100的斜度。
()15、万向联轴器可以补偿较大的角位移,并且还具有减振缓冲功能。
()16、在轴的初步设计计算中,轴的最小直径是按弯曲强度来初步计算的。
()17、蜗杆传动的蜗杆导程角γ一定等于蜗轮的螺旋角β。
()18、用于联接的螺纹要求传动效率高。
()19、轴承代号“61206”的含义是:轴承内径是30mm,直径系列是轻系列,公差等级是普通级,类型是深沟球轴承。
()20、在轴上同一处,安装两个半圆键时,一般最好使它们隔180°布置。
〔〕21、在公称直径相同时,因为粗牙螺纹的螺距比细牙螺纹的大,所以粗牙螺纹的自锁性好,因此粗牙螺纹是常用螺纹。
〔〕22、弹性柱销联轴器具有减振缓冲、补偿位移的功能。
〔〕23、润滑油的粘度越大,内摩擦阻力越大,即流动性越差。
〔〕24、因为三角形螺纹的牙形角相对较大,所以三角形螺纹常用于传动螺纹〔〕25、两带轮的直径一定时,减小中心距会导致小带轮上的包角减小。
《机械制造装备设计第2版》课件习题思考题解答
思考题与习题解答第1章专机总体设计1.1 专机应满足哪些基本要求?答:专机应满足下列基本要求:1) 工艺范围; 2) 加工精度; 3) 生产率和自动化程度; 4) 可靠性; 5) 操作方便、工作完全;6) 造型美观、减少污染。
1.2 专机设计的步骤是什么?答:大体上可分为以下四个阶段:1) 调查研究; 2) 总体方案设计; 3) 工作图设计; 4) 试制鉴定。
1.3 专机的总体方案设计包括哪些内容?答:具体内容如下:1) 调查研究; 2) 专机的总体布局; 3) 工艺分析; 4) 确定专机的主要技术参数。
1.4 总体布局的内容是什么?答:内容是按工艺要求决定机床所需的运动,确定机床的组成部件,以及确定各个部件的相对运动和相对位置关系,同时也要确定操纵、控制机构在机床中的配置,并作出机床的总联系尺寸图。
1.5 为何在总体方案设计中工艺分析是十分重要的?答:工艺分析首先确定该专机所采用哪一种的工艺方法,工艺方法又是多种多样的,它对机床的结构和性能的影响很大。
工艺方法的改变将导致机床的运动、传动、部件配置以及结构等产生一系列变化。
不同的工艺方法,必然会使机床的结构、运动、传动等有所不同。
因此,在总体方案设计中工艺分析就显得十分重要的。
1.6 专机的运动有哪几种类型?运动分配的原则是什么?答:按其运动的功用可分为表面成形运动和辅助运动两大类。
表面成形运动又可分为主运动和进给运动两类。
运动分配的原则应考虑下列几项:1) 简化机床的传动和结构; 2) 提高加工精度; 3) 缩小机床占地面积。
1.7 主轴转速数列有哪几种类型?分别适用于什么场合?答:主轴转速数列采用等比级数、等差级数、对数级数等类型排列。
一般情况下,在主运动系统中主轴转速采用等比级数排列; 在进给运动系统中采用按等差级数排列的数列。
1.8专机的功率确定方法有哪几种?目前常用的方法是什么?答:有3种方法:1) 类比法; 2) 实侧法; 3) 计算法。
水井钻井技术员应知应会
水井钻井技术员应知理论复习题填空题1.在组织井场设备搬迁工作时,必须做到(分工明确),要有(专人)统一指挥,确保安全无事故。
2.搬迁吊运或安装设备时必须有(专人)负责指挥吊车,使用的指挥信号必须采用(全国统一标准)。
『3.搬迁起吊设备必须执行“五不吊”的安全规定,即(绳套未挂牢不吊);(吊物上站人或无牵引绳不吊);(扒杆下面有人不吊);(吊车支腿不牢不吊);(在高压线路下面不吊)。
4.在组织整拖搬家前,必须进行查路选线,选线总的原则是(在保证安全的情况下,使拖运路线最短,尽可能直线拖行)。
5.在整拖线路中不得有(大沟、大坑),一般小沟长度小于(0.5)m,宽度应小于(0.5)m,深度应小于(0.5)m。
6.整拖路上不应有大的转弯及大的斜坡。
一般转弯角度大于(120°),上坡最大角度不超过(30°),下坡最大角度不超过(20°)。
7.吊装钻机设备部件,应用规定规格的绳套,现以SPJ-300型钻机为例:(1)起吊绞车,用双绳套,钢丝绳规格为(12.5)mm以上。
(2)起吊BW-850型泥浆泵(带底座及马达)需双绳套,规格(12.5)mm;(3)起吊泥浆泵(带4135或4120柴油机及底座),需(l5.5)mm以上绳套2个。
(4)起吊绞车传动轴(带马达及底座),需(9.5)mm以上绳套。
(5)起吊转盘用(9.5)mm以上绳套2个。
(6)起吊单节井架用(9.5)mm以上绳套2个。
(7)起吊两节井架(带天车),用(12.5)mm以上绳套2个。
(8)用吊车起井架(单绳套)用(15.5)mm以上。
(9)起吊其它重物应按下列原则选择和准备钢丝绳套(用钢丝绳标定破断拉力,以安全系数“8”计算选用)。
名词解释1.水文地质长期观测孔主要是通过钻孔定期观测地下水位的深度,以了解大面积范围内地下水动态。
矿区水文地质在做大量抽水试验时往往布置一些观测孔进行水位变化情况的观测,在取得资料后可改为永文地质长期观孔。
海上油气田完井手册 第四章 井下工具
第四章井下工具本章介绍海上油(气)田完井生产管柱中常用工具的种类、结构特点、用途、技术参数、选用等。
包括封隔器(Packer)、井下安全阀(SSSV)、滑套(Sliding)、工作筒(Nipple)、偏心工作筒(Side Pocket Mandrel)、伸缩节(Extension Joint)、流动短节(Flow Couping)、加厚管(Blast Joint)等。
第一节封隔器封隔器是生产管柱中最主要的井下工具之一,其主要功能如下:1)分隔生产层段,防止层间流体和压力的串通、干扰;2)分隔压井液和生产液;3)满足采油(气)生产和修井作业的各种要求;4)保留住套管环空中的封隔液,起到保护套管和安全生产的作用。
用于海上油(气)田完井的封隔器可分为可回收式和永久式两大类型,而按坐封方式,可分为液压坐封、机械坐封和电缆坐封。
一、可回收式封隔器1.单管封隔器单管封隔器,按其坐封方式,可分为液压坐封式和机械坐封式两类。
(1)带水力锚结构的单卡瓦液压坐封式单管封隔器。
l)结构及坐封原理图4-1-1以“FH”型液压坐封单管封隔器为例说明这类封隔器在下井、坐封和释放解封三种状态。
在封隔器以下的球座上投入密封钢球或在工作筒内坐人堵塞器,从油管内加压,当油管压力与环空压力达到一定差值(剪切销钉材料、数量不同,则坐封压力不同。
各产品都有坐封压力规定,也可按用户要求设计)时,剪断坐封销钉,活塞向下(有些产品向上)移,拉(或推)锥形体、密封件、内卡瓦等部件,使卡瓦张开咬住套管壁、密封件受压缩径向膨胀,密封环形空间,内卡瓦与心轴棘齿锁住,使活塞在油管压力释放时不能复位,保持坐封状态(如图4-1-1b)。
水力锚1的内腔有一液压孔与密封胶筒下部的环行空间连通,当环空压力升高时,水力锚向外扩张,咬住套管壁,防止封隔器上移解封。
其它型号(如OTIS的,“RH”型,CAMCO的HRP—1型)的坐封原理基本相似。
有些产品可选择性进行坐封,如BAKER的“FHS”型,OTIS的12RH7129—H(图4-1-2),其原理是液压坐封通道与一滑套开关连接,坐封前可先对油管柱进行试压或其它封隔器进行坐封、验封,然后钢丝作业将滑套打开即可坐封本级封隔器,这种封隔器适合于下多级单管封隔器的生产管串进行分层采油或注水,或其它特殊作业。
中国品牌SR130C型旋挖钻机使用说明书
SR130C型旋挖钻机使用说明书Operation andﻩﻩﻩmaintenanceﻩﻩmanualSR130C rotary drilling rig三一集团·北京市三一重机有限公司序言尊敬的用户:北京市三一重机有限公司真诚欢迎您成为拥有全液压旋挖钻机的成员。
“三一”提供给您的是一流的产品、一流的质量、一流的服务。
SR130C型旋挖钻机是为适应当前施工技术而开发的新产品;在设计和制造上吸取了国内外著名品牌产品的优点,主要性能参数达到和超过了国际同类型产品的水平.SR130C型旋挖钻机采用了先进的、合理设计的运动机构,工作机动灵活,施工效率高。
SR130C型旋挖钻机的关键零部件采用了国际知名品牌产品,如德国力士乐液压元件、日本高精度密封轴承、美国专业油管接头、优质钻杆等;电气系统拥有完美的CAN-BUS总线技术、基于嵌入式系统的工程机械控制器为核心、是实现机电液一体化控制的一种实时、有效、灵活的新型控制系统,全面负责对发动机、液压泵、液压控制阀和整机的复合控制,及对发动机、液压系统、工作状态进行检测和保护,从而保证了整机的高可靠性。
SR130C型旋挖钻机结构优良、牢固,抗冲击能力强。
动力头能提供超大扭矩;所配套的短螺旋钻头、普通钻斗、捞沙钻斗等钻具,可钻进粘土层、沙层、卵石层和中风化岩石层。
还适合永久性冻土层和普通钻机无法钻进的卵石层施工。
本说明书向您简要介绍了旋挖钻机的结构、零部件、安全、维护保养等有关方面的知识,请您及操作人员应仔细阅读,以便您正确使用、维护和保养您所拥有的旋挖钻机,降低您的使用成本。
尊敬的朋友,谢谢您对北京市三一重机有限公司的信任,选择了SR130C型旋挖钻机。
我们衷心祝愿您在桩基础施工中取得巨大的成功,获得更多的利润空间,万事大吉、心想事成。
北京市三一重机有限公司会对产品进行持续改进和完善,力求尽善尽美,您所购的旋挖钻机可能与本说明书有差异,由此可能会给您会造成不便,敬请谅解。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.镗孔前的准备工作
Requirement and preparation before boring.
1)以挂舵臂中心位置确定支架烧焊位置,见图(1)
The support position should be welded according to the center
position of the rudder born casting see fig.(1)
2)挂舵臂镗孔轴线的确定
Decide the centerline of the rudder born casting
a.在挂舵臂孔处设立两个光靶如图(4)。
Set two targets on the rudder horn casting as shown on fig.(4)
b.采用中锤法使重锤与船台上的Fr0肋位重合,调整光靶使
细线处于光靶的中心。
Use plumb coincide with the Fr0 location ton the berth, then
adjust the target and make the wire just pass through the center.
c.拆除重锤,安装上塞芯。
在挂舵臂上用圆规划出加工圆和
检验圆,并提交船东检验认可。
Remove the plumb then set the plug and make circles mark as
requirement for machine and inspection and approved by
owner and surveyor.
2.镗排在船上的安装
Installation boring spindle on board
1)将镗排盖板用葫芦拉到挂舵臂位置,盖板图见图(2)。
Take the cover of boring spindle to the rudder born casting position (cup and down) by handle crane see fig.(2) about the cover drawing.
2)将镗排用滑车及手拉葫芦慢慢装入挂舵臂孔内,并在合适的位置用轴承固定,并将镗排用葫芦保险,见图(3)。
Fix boring spindle slowly into the rudder born casting hole by dilly and handle crane and support by bearing where necessary and safety by handle crane see fug. (3).
3)在镗排两端近挂舵臂的两端面固定两跟划针,慢慢移动镗排,根据挂舵臂孔两端检验圆进行校核镗排,直到镗排与挂舵臂两端同心。
将镗排上各调整轴承固定,拆除保险,并将传动装备烧焊所产生的应力再次拧紧,所有固定轴承的调节螺丝装上走刀箱,这样就可以开始进行挂舵臂孔的切削。
Fix two needle at boring spindle both ends near rudder born casting hole both ends. Slowly move boring spindle and adjust the screws according to rudder born casting both ends check circle until boring spindle is concentric with check circle at horn casting both ends. Fix adjustment bearings on boring spindle, dismount the safety and install gear in boring spindle, then loosen all bolts in order to remove stress because of the gear by welding, at last screw all bolts and install handle box. So can begin rudder horn casting hole cutting.
3.挂舵臂的镗孔
Boring for rudder horn casting
1)根据图纸要求加工到规定尺寸,镗孔必须分粗镗和精镗两个阶段。
粗加工后必须根据检验圆校核镗排的位置有无偏移,经检
验无误后或经调整后方可进行精镗。
According to drawing requirement machining to size of rudder
horn casting. Boring must be divided into two stages of heavy
boring and finally boring after heavy boring. We must check
whether boring spindle is moved as check circle. Finally boring
can be carry out after having checked right or adjusted.
2)挂舵臂孔加工完毕经检验合格后,加工两端面。
Finally rudder horn casting hole have machining and checked
carry out than machining two ends surface.
3)拆除镗排,然后进行探伤实验,再涂上一层防护油。
Dismount the boring spindle then made UC test at last apply a
layer anti-rust oil.
4)以镗销以后的挂舵臂孔中心进行复线,确定舵机座的中心,然后根据此中心划线,确定固定垫块的位置。
According to the center of the holes of rudder horn casting have
been finished cutting to decide the center of the foundation of the
steering gear. Then according to the center to make lineation. So
that ensure the location of welding steel chocks.。