西门子840D数控系统在大型数控机床中的应用与维护
西门子数控系统结构及应用(SINUMERIK 840D sl)最新版教学课件第3章
表3-2 七段数码显示管显示信息
显示数字 含义
1 CF 卡和 SRAM 数据不匹配。
2
3
调试程序已初始化。
4
NCK操作系统已成功激活。
LED
RDY
RUN STOP SU/PF SF DP DP/MPI PN SY/MT
OPT
功能
NCU系统 准备状态
PLC运行 PLC停止 PLC激活 PLC错误
维修状态
线路故障
表3-1 LED灯显示信息
颜色
红色2Hz闪烁 红色/橙色2Hz闪烁
橙色 橙色0.5Hz闪烁
橙色2Hz闪烁
绿色/橙色1Hz运行(保护模式) 停止 启动时重置存储器(MRES) 无相关功能
(4) NC及PLC总清操作方法 1)将NCU上的旋转开关做如下设置:将NCK调试开关转到位置“1”; 将PLC调试开关转到位置“3”。 2)将控制系统断电并重新上电,或按“Reset”(重置)按钮来启动 重置。 3)等待系统运行并出现如下信息:等待7段显示屏上显示5; LED“STOP”闪烁,LED“SF”亮起。 4)在3秒内,依次将PLC调试开关转到“2”→“3”→“2”:此时, LED“STOP”先快速闪烁,然后变为稳定的灯光。 5)将PLC和NCK开关转回到位置“0”。 6)正常启动后,NCU数码管显示数“6”,同时右下角小数点不停闪烁; LED RUN持续亮起且呈绿色。 7)PLC和NC处于循环运行模式下,总清完毕。
在Drive-CliQ的使用基础上,840D sl系统提供了结构拓扑识别这一 实用性功能,它可以大大节省进行配置的时间及精力。基础的工作可以 交给系统自己进行识别完成,但也给安装调试人员提出了更高的要求。 想要解决拓扑后出现部分设备不能正常识别,及在系统中插入西门子系 统兼容性能不好的硬件等问题,还是需要手动配置、调试进行解决。
HT2手持单元在西门子840D sl数控系统中的应用
I 机 床 自 动 化
H T 2 手持单元在西门子 8 4 0 D s l 数控 系统中的应用
齐 重 数 控 装 备 股份 有 限公 司
北 方 机 器 有 限 责任 公 司
( 黑龙江齐齐哈尔
1 6 1 0 0 5 )
武 建龙 孙 永 超
( 黑龙江齐齐哈尔
1 6 1 0 0 5)
助 坚 固的 电磁 手 轮 ,轴 的进 给 运 动 直 观 。用 户 可 以
自由分 配 和标记 所 有 键 ( 缺 省 键 布 局 在 出 厂 时预 组
态) 。插入 式标签 ,用 于粘 贴用 户 的 自定 义键 ,通 过
6 X V1 8 4 0—2 A H1 0 I E F C标准 电缆 H T 2通 过 P N B a s i c / P N P l u s 接线 盒进 行连 接 ,可
装 夹调 整的 时候 ,应 用在 8 4 0 D s l 系统 中 ,可使 机 床 使 用简 单 ,对 刀调 整 方 便 ,提 高 机 床 的使 用 性 能 和
档 次
1 . HT 2手持单元的性能特 点
移 动式 H T 2手持 终 端 可 用 于 手 动操 作 机 床 :例 如 ,执行轴 进 给 运 动 ,使 操 作 者 的控 制 和监 控 具 有 移 动性 。该 手 持单 元 带 有 2个 使 能按 钮 ,左 右 手 操 作 习惯 的人 员都 可 以方 便 地 操作 。在操 作 过 程 中 支
6 GK 1 9 0 1 —1 B BI O一 2 AA O I E P C R J 4 5插 头
组 合 的急停按 钮 ;通 过 “ 基 本 型” 接 口模 块 接入 时 ,
只有手 动操作 急停按 钮 或钥 匙 开关 和 终端 连 接器 后 ,
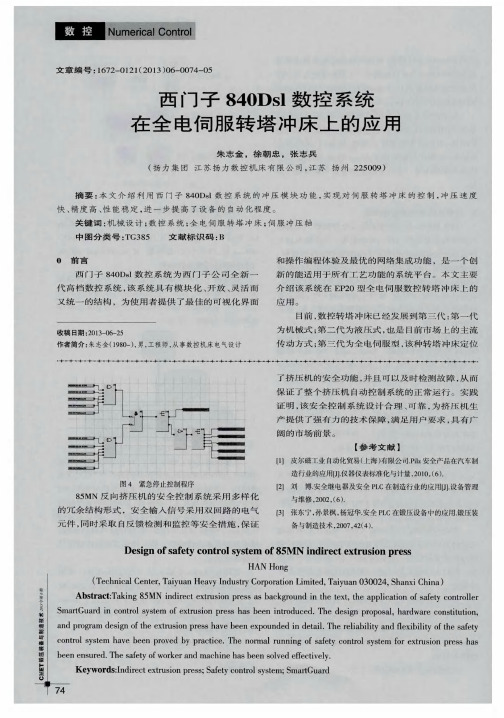
西门子840Dsl数控系统在全电伺服转塔冲床上的应用
G0T0F END
¥ s c PA C ONT ORD[ 1 , o ] = nl 1 1 + R1 1 0 + R1 1 3
— —
LC2: M SG( ” TW 0/ 2 CLAM PS ”)
G0T0F END
ER R 0 R : L1 03 r t o o mu c h, pr e s s r e s e t t o MS G ( ” No c l a mp o
精度更高 、 打 击模 式 更 多 , 可 通 过 编 程 灵 活实 现静 音 、 压 印、 成型 、 滚 筋等 各 种 冲压 模 式 。该 机 床 正 在 以 其 具 有 的 高 效 、 节能 、
X2 0 2
网线 I 『 i
。
畜 』… 一
MC P 面板 I / 0模块
X2 0 2 X2 0 3
无 系统 软件 , 相 当于无 盘 终端 。通 过
网 络 与 NC U( 8 4 0 Ds 1 ) 连 接 。 通 过 NCU装
载操作 系统 。
1 . 3 1 / O模 块
画
图 1 电气设计结构 图
该模块选用 P P 7 2 / 4 8输 入 输 出 模 块 ,
r D P 2 总线
几 ~
动 力线 : : = 、 、
画
碉线 网线
… ~ u
网线 网线
冲 U 压 轴 … 伺 服 编 码 器 线 l
NC U是 电气 控 制 的 核 心 部 分 , 主 要 用 来 控 制各 坐标 轴 的运行 , 通 过 内置 P L C进 行 各 辅助 功 能 的控 制 , 保 证 机 床 动 作 协 调
可提 供 7 2个 数 字 输 入 和 4 8 个数字输出。
西门子840D系统设定值交换功能在龙门车铣机床上的应用
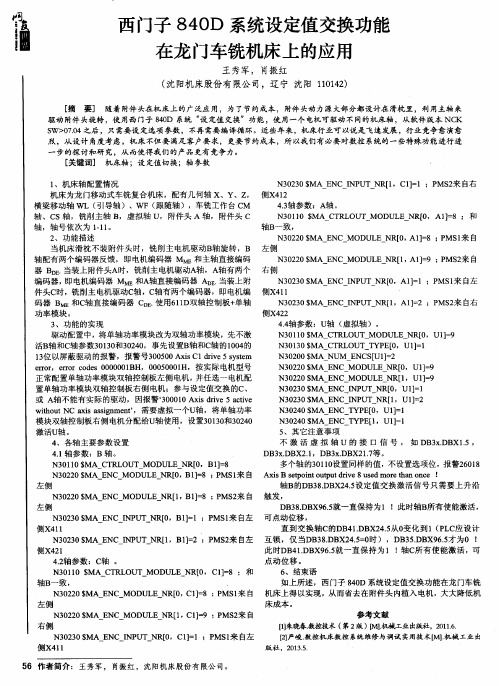
驱 动 附件 头旋 转 ,使 用 西 门子 8 4 0 D 系统 “ 设 定 值 交 换 功 能 ,使 用 一 个 电机 可 驱动 不 同 的机 床 轴 ,从 软 件 版 本 NC K S W> 0 7 . 0 4之后 ,只 需要设 定选项参数 ,不再需要 编译循环 。近 些年 来,机床行业可以说是 飞速发展 ,行业竞争愈演愈 烈 ,从设计 角度考虑 ,机床 不但 要满足客户要求 ,更要节约成本 ,所 以我们有必要对数控 系统的一些特殊功能进行 进 步的探讨和研 究,从 而使得我们 的产品 更有 竞争力。 [ 关键 词] 机床轴 ;设 定值切换 ;轴 参数 -
一
1 、机床轴配置情况 N3 0 2 3 0¥ MA E NC I N P UT , 来 自右 N R[ 1 C1 ] = 1 ; P MS 2 机 床为龙门移动 式车铣 复合机床 ,配有几何轴 X、Y、z, 侧X4 1 2 横梁移动轴 WL ( 引导轴 )、岍 ( 跟随轴 ),车铣工作台 C M 4 . 3 轴 参 数 :A轴 。 轴 、CS轴 ,铣 削主 轴 B , 虚 拟轴 u, 附 件 头 A 轴 , 附件 头 C N3 0 1 1 0¥ MA C T R L OU T MOD U L E , A1 1 = 8;和 N R[ 0 轴 ,轴 号 依 次 为 1 - 1 1 。 轴B一致, 2 、 功 能描 述 N3 0 2 2 0¥ MA E NC MO D UL E NR[ 0 , A1 1 = 8; P MS 1 来自 当机床滑枕 不装附件头 时,铣 削主 电机驱动B 轴 旋转 ,B 左 侧 轴配有两个编码器反馈 ,即电机编码器 Mv m和主轴直接编码 N3 0 2 2 0¥ MA E NC MO D UL E NR [ 1 , A1 】 = 9; P MS 2 来自 器 B D E l 当装上 附件头A时,铣 削主电机驱动A 轴 ,A轴有两个 右 侧 编码器 , 即 电机编码器 Mm 和A 轴直接编码器 AD E J 当装上 附 N3 0 2 3 0 ¥ MA E NC I N P UT NR[ O ,A1 1 = 1 ;P MS 1 来 自左 件 头C时,铣 削主 电机驱动C 轴 ,C 轴有两个编码器 ,即电机编 侧 X4 1 1 N3 0 2 3 0¥ M A E NC I NP UT , A1 ; P 来 自右 码器 B 和C 轴直 接编码器 C D 使用6 1 1 D双轴控制板+ 单轴 N R[ 1 ] = 2 MS 2 侧X4 2 2 功率模 块。 4 . 4 轴参数 :u轴 ( 虚拟轴 )。 3 、功能 的实现 驱动配置中,将 单轴 功率模块 改为双轴功率模块 ,先不激 N3 0 1 1 0 S M A CTRLOU T M O DU L E NR [ 0 ,U1 ] = 9 活B 轴和C 轴参数3 0 1 3 0 和3 0 2 4 0 ,事先设置B 轴和C 轴的1 0 0 4 的 N3 0 1 3 0¥ MA C T R L O U - T YP E [ 0 ,U1 ] 一 1 3 位 以屏蔽驱动 的报警 ,报警号3 0 0 5 0 0 A x i s C1 d r i v e 5 s y s t e m N3 0 2 0 0¥ M A NUM E NC S [ U1 ] = 2 e r r o r ,e r r o r c o d e s 0 0 0 0 0 0 1 B H,0 0 0 5 0 0 0 1 H,按 实际电机 型号 N3 0 2 2 0¥ M A ENC M OD ULE NR [ 0 ,U1 ] = 9 正常配置单轴功率模块双轴控制板左侧 电机 , 并任选 一电机配 N3 0 2 2 0¥ M A EN C M OD ULE N R[ I ,U1 ] = 9 置单轴功率模块双轴控制板 右侧 电机 ;参 与设 定值 交换 的C、 N3 0 2 3 0¥ M A E NC I NP UT N R[ 0 ,u1 ] = 1 NC I N PUT N 或 A 轴不 能有 实际的驱动 ,因报警 ‘ 3 0 0 0 1 0 A x i s d r i v e 5 a c t i v e N3 0 2 3 0¥ MA E R[ 1 ,U1 ] : 2 wi t h o u t NC a x i s a s s i g n me n t ’ ,需要虚拟一个u轴 ,将单轴 功率 N3 0 2 4 0¥ MA E NC P E [ 0 ,U1 ] = I 模块双轴控制 板右侧 电机分配给u轴使用 ,设置3 0 1 3 0 和3 0 2 4 0 N3 0 2 4 0¥ MA E NC P E [ I ,U1 ] =1 激活u轴 。 ‘ 5 、其它注意事项 4 、各轴 主要参数 设置 不 激 活 虚 拟 轴 u的 接 口 信 号 , 如 D B3 x . D B X1 . 5, D B 3 x . DB X2 . 1 ,DB 3 x . DB X2 1 . 7 等。 4 . 1 轴参数:B轴 。 N3 0 1 i o¥ M A CT RL OUT M ODU LE NR [ 0 ,B1 ] = 8 多个轴 的3 0 1 1 0 设置同样 的值 ,不设置选项位 , 报警2 6 0 1 8 s B s e t po i n t o ut pu t d r i ve 8 us e d mo r e t ha n o nc e ! N3 0 2 2 0¥ M A EN C M ODU LE N R[ 0 , B1 ] = 8; P MS 1 来自 Axi 轴B的D B 3 8 . DB X2 4 . 5 设定值交 换激活信 号只需要上 升沿 左 侧 N3 0 2 2 0 S MA E NC MO D UL E NR 『 1 , B1 ] = 8; P MS 2 来自 触发, 左侧 DB 3 8 . D B X9 6 . 5 就一直保持为1 1此时轴B 所有使 能激活 , NC I N3 0 2 3 0¥ MA E NP UT NR[ 0 ,B1 】 = 1;P MS 1 来 自左 可点动位 移, 侧X4 1 1 直 到交换轴C的D B 4 1 . DB X 2 4 . 5 从0 变化 到1( P L C 应 设计 NP UT N N3 0 2 3 0¥ M A ENC I R[ 1 ,B1 】 = 2 ;P MS 2 来 自左 互锁 ,仅当D B3 8 . DB X2 4 . 5 = 0 时 ),D B 3 5 . DB X 9 6 . 5 才为0 1 此 时DB 4 1 . D B X9 6 . 5 就一直保 持为 1 1 轴C 所有使 能激活 ,可  ̄ U X 4 2 1 4 . 2 轴 参 数 :C 轴 。 点动 位移 。 OUT MOD N3 0 1 1 0¥ M A CTRL U L E N R[ 0 ,C1 ] = 8 :和 6 、结束语 轴B 一致 , . 如上所述 ,西 门子 8 4 0 D 系统设定值交换功 能在龙 门车铣 N3 0 2 2 0¥ MA E NC MOD UL E N R[ 0 , C1 ] = 8; P MS 1 来自 机床 上得 以实 现 ,从 而 省 去 在 附 件 头 内植 入 电 机 ,大 大 降低 机 左侧 床成本。 N3 0 2 2 0¥ MA E N C MO D UL E NR f 1 , C 1 ] = 9; P MS 2 来自 参考 文献
840D数控系统调试
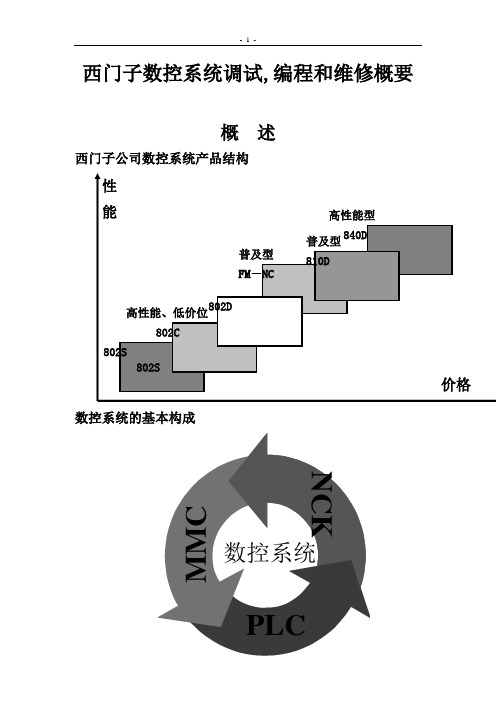
西门子数控系统调试,编程和维修概要概 述西门子公司数控系统产品结构数控系统的基本构成NCKM M CPLC数控系统第一讲西门子数控系统的基本构成一.西门子840D系统的组成SINUMERIK840D是由数控及驱动单元(CCU或NCU),MMC,PLC模块三部分组成,由于在集成系统时,总是将SIMODRIVE611D驱动和数控单元(CCU或NCU)并排放在一起,并用设备总线互相连接,因此在说明时将二者划归一处。
人机界面人机交换界面负责NC数据的输入和显示,它由MMC和OP组成MMC(Man Machine Communication)包括:OP(Operation panel)单元,MMC,MCP(Machine Control Panel)三部分。
MMC实际上就是一台计算机,有自己独立的CPU,还可以带硬盘,带软驱;OP单元正是这台计算机的显示器,而西门子MMC的控制软件也在这台计算机中。
1.MMC我们最常用的MMC有两种:MMCC100.2和MMC103,其中MMC100.2的CPU为486,不能带硬盘;而MMC103的CPU为奔腾,可以带硬盘,一般的,用户为SINUMERIK810D配MMC100.2,而为SINUMERIK840D配MMC103.※PCU(PC UNIT)是专门为配合西门子最新的操作面板OP10、OP10S、OP10C、OP12、OP15等而开发的MMC模块,目前有三种PCU模块——PCU20、PCU50、PCU70, PCU20对应于MMC100.2,不带硬盘,但可以带软驱;PCU50、PCU70对应于MMC103,可以带硬盘,与MMC不同的是:PCU50的软件是基于WINDOWS NT的。
PCU的软件被称作HMI,HMI有分为两种:嵌入式HMI和高级HMI。
一般标准供货时,PCU20装载的是嵌入式 HMI,而PCU50和PCU70则装载高级HMI.2.OPOP单元一般包括一个10.4〞TFT显示屏和一个NC键盘。
西门子840D SL在五面体龙门加工中心上的应用

0引言目前,随着零件加工需求的不断提升,五面体龙门加工中心的需求不断增加,就针对五面体的加工而言,不需要进行五轴的插补加工,只需要在设计中将坐标系随着五轴头进行同步转换,本次设计选用了西门子SINUMERIK 840D SL数控系统,结合了其强大的系统控制功能和精密的伺服控制,使用基于Step7-300的PLC逻辑控制器进行程序设计,完美的实现了以上功能。
1设计方案制定由于箱体、复杂形面等大型零件都具有一次装夹,对多种孔系及各种斜面进行五面加工的特征,因此对机床的切削性能及系统功能要求很高,对主轴来说就要求具有大扭矩和多工艺性的性能,本机床的设计采用了ZF齿轮减速箱,及FM58系列强力万向五轴头,该设计涉及了机械、电气、液压等大量的工作,并且集成化程度都很高。
1.1系统方案确定1.1.1机床硬件配置机床型号:GMC2230五面体龙门加工中心五轴头:FM58系列强力万向五轴头主轴齿轮箱:ZF两档减速机主轴最高转速:低档50-3000rpm,高档50-6000rpm主轴功率:30kW数控系统:SINUMERIK840D SL系统面板:MCP483伺服驱动:SINAMICS SL120X轴电机:1FT6134Y/Z轴电机:1FK7105主轴电机:1PH81631.1.2主机结构①机床具有三个直线进给轴(X/Y/Z)、五面体强力铣削主轴、主轴电机通过1:1和1:4双速减速机与五面体铣削主轴联结。
C轴控制范围-90~270°,A轴控制范围-110~ 110°。
在设计中采用CYCLE800进行坐标系转换控制。
②机床配置的C轴和A轴具有独立的海德汉ROD486圆光栅作为旋转轴的角度反馈。
其中C轴为1VPP8192线,A轴为1VPP1024线,因而增加2个SMC20编码器模块。
③主轴电机工作于三种状态:主轴SP、旋转轴C及旋转轴A,为实现该功能,增加“设定值切换”授权6FC5800-0AM05-0YB0和“附加1根进给轴/主轴”授权6FC5800-0AA00-0YB0。
西门子840D数控系统在车削加工中心电气系统改造中应用
西门子840D数控系统在车削加工中心电气系统改造中的应用南车株洲电力机车有限公司(湖南 412001)罗斌我公司德马吉数控车削加工中心于1999年从德国引进,配备西门子SINUMERIK 840C数控系统。
840C数控系统采用大板结构,根据不同的配置在大板上安装不同的子板,配备S5系列PLC进行逻辑控制;该车削中心配有两个主轴和两个伺服轴,采用SIMODRIVE 611D驱动,可进行各种车铣复合加工。
自使用至今已有10余年,数控系统进入老化期,经常出现系统故障,介于机械部分状态还比较稳定,决定对数控系统进行升级改造,以提高该车削加工中心的使用率。
由于之前该车削加工中心840C数控系统配备的是611D驱动,而840D数控系统也可以配611D驱动,原有的整个驱动可以保留。
为保证通用性,综合考虑,我们选用西门子SINUMERIK 840D数控系统进行升级改造,这样大大节省升级改造费用。
840D数控系统是西门子公司开发的技术先进、功能强大的全数字化系统,经过几年的推广,现在也成为一种主流数控系统。
1. 电气系统的硬件配置及连接德马吉数控车削加工中心是一台具有全功能的数控卧式车削加工中心。
由床头箱、刀架、尾座、闭式中心架构成机床的主体。
切屑输送器、冷却装置、液压油箱、油温控制器作为机床的辅助设备。
该车削加工中心改造采用的硬件配置如图1所示。
驱动沿用原来的611D,进给电动机选用1FK7系列,主轴选用1PH7系列,PLC选用西门子S7-300系列。
SINUMERIK 840D数控系统硬件连接,首先根据原840C系统的电气原理图,设计新的机床控制原理图,再根据机床控制原理图做SINUMERIK 840D应用系统硬件安装与配线,根据系统简明调试指南了解各模块的功能和连接关系,做好系统连接。
具体连接不再详细描述。
图2所示为FDD/MSD模块接口示意图。
现以X 轴为例,说明数字驱动模块(611D)与NCU及与进给电动机连接。
西门子840D数控系统圆度测试功能在机床精度调整中的应用
西门子840D数控系统圆度测试功能在机床精度调整中的应用发表时间:2018-11-17T15:03:10.507Z 来源:《基层建设》2018年第28期作者:赵阳[导读] 摘要:西门子840D数控系统是西门子公司推出的一款高端数控系统,其功能强大,且支持各种软硬件的配合调试,尤其是其圆度测试功能,可以通过机床界面的测试,就可以反映出出机床的机械精度。
宁夏共享精密加工有限公司宁夏银川 750021 摘要:西门子840D数控系统是西门子公司推出的一款高端数控系统,其功能强大,且支持各种软硬件的配合调试,尤其是其圆度测试功能,可以通过机床界面的测试,就可以反映出出机床的机械精度。
由于其操作简单,得到了非常广泛的应用。
关键词:数控;圆度测试;精度 Abstract:SINUMERIK 840D CNC system is the high class system provided by SIEMENS AG, which could be compliant with most of the hard and software .Especially the circularity test function, which could show the accuracy of a machine in a direct way. As its simple operation, it was widely used in market. Key Words:Numerical control, Circularity test, Accuracy一、背景介绍我公司的精加工厂,主要以铸钢件的粗加工为主。
由于铸钢件硬度高,且粗加工吃刀量大,因此对机床的精度影响很大。
为了保证机床必要的加工精度,必须要进行经常性的检查与调整。
传统的方案检测机床精度,尤其是数控插补精度,只能找试切件,既浪费机床资源,又影响加工效率。
西门子840D知识
西门子840D知识SIEMENS系统的可编程序控制器SIMATIC MAGAGER是西门子用于进行PLC程序编制,进行机床状态控制的组件,它主要组成包括电源模块、CPU模块、输入输出模块,其接口有,RS232接口,PROFIBUS接口,MPI电缆接口等。
通过X122、MPI插口,使电脑与NCU相连PLC。
硬件组态硬件组态:告诉PLC硬件结构的过程波特率:MPI 187.5kbpsOPI 1.5Mbps过程:建项目-→建站-→组态硬件?自动组态:用线缆建PLC与840D相连,用自动组态自动识别(上载站)将PLC传到计算机:PLC-→UPLOAD-→选MPI地址=2,若地址=3,将包括PLC和NCU若备份PLC,则过程为:新建Project-→plc-→upload station,这样就将硬件备份了。
建立完站后,出现连个文件夹:hardware和cpu.CPU文件夹下有S7程序。
S7程序下有三个目录:(1)symbols 符号表如I40.1为第40个字节第1位(2)BLOCKS 功能块?手动组态:过程:打开S7-→新建文件-→INSERT-→STATION-→SIMATIC 300-→双击HARDWARE-→出现框-→INSERT-→HARDWARE COMPONENT-→PROFILE-→STANDARD-→S300-→RACK300选相应的位置(待置位表中),再在右侧相应的模块上双击就将模块选定,选好后再下载编程在进行PLC程序编制中,可采用以下三种形式:逻辑梯形图(LAD):语句表(STL):功能块图(FBD):语句表编程常用指令:与指令:A 常开AN 常闭或指令:O 常开ON 常闭输出指令:=调用指令:CALL FCXXFP:上升沿检测指令FN:下降沿检测指令FP后必须跟中间寄存器CLR 运算结果,清零SET 置1S 置位1R 清零块?STEP7中常用BLOCK主要有几种:OB组织块、FC功能块、FB功能块、DB数据块等OB:功能块,相当于主程序,常用的有OB1和OB100;FC、FB:功能块,相当于子程序在编完子程序后,必须在主程序中调用子程序OB100是PLC上电后先执行,只执行一次;OB1是PLC CPU循环执行的程序。
西门子840DSL数控系统安全集成的研究与应用
西门子840D S L 数控系统安全集成的研究与应用
张立群1, 张 义 红 112
( 1 . 上海东华大学信息科学与技术学院;2.数字化纺织服装技术教育部工程研究中心,上 海 201620)
摘 要 :本文将主要介绍数控机床领域的安全标准以及西门子840DSL数控系统安全集成技术的基本原理和功能应用。 以AFS5 - 4 0 数控外圆磨床为应用实例,介绍与西门子安全集成相关的硬件设计和软件设计,以及安全集成功能的调试与
AFS5 - 4 0 磨 床 的 数 控 系 统 采 用 最 新 款 的 西 门 子 840D Solution L ine, 伺 服 驱 动 米 用 S 12 0 数 字 伺 服 驱 动 系 统 ,P L C 采 用 S7 - 3 0 0 控 制 器 ,并 使 用 ProfiNET做 为 现 场 通 讯 总 线 ,同 时 使 用 ET200s 安 全 I/O 模 块 做 为 ProfiSAFE的 安 全 输 入 输 出 信 号 模 块,以上就构成了该机床的整套安全集成控制系统。 数控机床安全电气控制系统硬件配置如图1 所示 。
图 1 机床安全电气控制系统硬件配S
根 据 EN 9 5 4 - 1 安 全 标 准 可 将 安 全 控 制 神 类 分 为 五 档 ,即 Kat.B 、Kat.l 、Kat.2、Kat.3 和 Kat.4, 这 五 档 分 别 对 应 五 种 不 同 的 安 全 控 制 要 求 ,发 生 安 全 报 警 时 ,数 控 系 统 将 根 据 不 同 的 安 全 等 级 产 生 相 匹 配的安全防护措施。安全门锁、机床灭火器信 号 、双手操作按钮和急停按钮等信号对操作人员的 人身安全以及机床设备的财产安全起到至关重要的
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
西门子 8 4 0 数控 系统应用 中, 存在大量数据,如 N C K数据 、P L C数 据、 M M C 数据等 , N C K数据和 P L C数据完全依靠电池维持 , 这些数据如 果丢失将会直接影响系统运行 ,M M C 数据则通常存储于硬盘之中 , 数据 丢失主要影 响 N C数据的显示和输入 。 为了确保数据安全 , 通常需要在 日 常对系统数据进行备份处理 , 常用的备份方法有 M M C硬盘备份 、 软盘备 份、 P C M C I A卡备份 , 硬盘备份最好将各类数据分开备份并添加 E l 期, 以 免混淆和遗失 。 对整个系统软件和系统数据, 还可以利用 G h o s t 软件来备 份 ,将系统机床硬盘整个分区复制备份后保存 于其它计算 机硬盘之 中, 在系统数据被破坏后 可以再利用 G h o s t 软件进行镜象还原。
改为虚拟轴 之后 ,机床生产并不会 中断 ,同时还可 以 将存在故障 的模块
和 电机等部件拆除维修 ,当部件维修处理好后安装 回机床 , 需要重新将 虚拟轴改回原来 的轴 ,这样更换后 的部件才能继续正常工作 。此外 ,由 于机床刀具有着多种形状 和尺寸 ,但在系统编程 中是按 照工件尺寸进行 的,因此需要进行刀具补偿 , 如钻刀 、铣刀等 ,可 以 设 置多个刀具补偿 尺寸 , 同时不同的工件也需要不同的零点 , 因而需要零点偏置 , 利用 G 5 4 至G 5 7 来选取 ,或者利用机床参数扩充。
合 了机械 、自动化 、 计算机 、测量 、微电子等多种技术 ,使用了大量 的
传感器 ,因此数控机床 的数控系统极为重要 , 是数控机床的核心 , 先进 的数控系统能更好的保证数控机床的生产质量和生产效率。西 门子 8 4 0 D
在大型数控机床中应用 8 4 0 D数控系统, 当机床为普通机床时 , x C X - 进行改造应用 8 4 0 D数控 系统 , 能有效提升机床加工效率和加功能力 , 不
二、8 4 0 D系统在大型数控机床 中的应 用
( 一 )8 4 0 D系 统 的硬 件 系 统 组成
8 4 O D系统由数控模块、 驱动单元模块 、 M M C 模块 、 P L C模块 兀 。 个部 分组成 。在实际应用 中通常会将驱动模块 和数控单元模块并排放在一起 利用设备总线互连典 ,因此在实际硬件结构 中总是将数控模块和驱动单
包括强弱电回路联接 、机床操作面板 、法兰盘联轴节 、输入输 出总线改 接等等 ,完成安装后现场通电对机床进行调试,并不断优化机床参数调 节各部件动作 ,
( 四 )大型 数 控 机 床 的改 造
数控机床是一种装有程序控制系统的 自动化机床 ,能够根据事先编 制好 的程序使机床动作并加工零件 ,目 前 被广泛应用于工业生产之中, 有效的提高 了工业生产 自 动化水平和生产效率 。在数控机床应用 中,综
三 、西 门子 8 4 0 D 数 控 系统 的 维 护
( 一 )硬 件 检 测 故 障 维 护 处 理
在西门子 8 4 O D数控系统启 动时 , 会对系统硬件进行检测 , 此 时如果
元划归—个模块作为系统数字控制部件 。 该模块采用 6 1 1 D作为电源模块
为N C U和 6 1 1 D提供动力 电源和数字驱动控制,并监测电源及模块的状 态 。总体来看 。8 4 0 D为 3 C P U结构 ,包括人机通信 C P U 、数字控制 C P U
数控系统是德国西门子公司于上世纪九十年代所推 出的一种高档数控系
统 ,其模块化的驱动和数字化 的控制能力 , 使其操作简单控制容 易,且 具有强大的功能和丰富的软件 内容 ,虽然历 经多年依然在大型数控机床 中被广泛应用 。 下面 , 本文就西 门子 8 4 0 D数控系统在大型数控机床中的 应用进行简要 的探讨 , 并就系统的维护 问题浅谈几点 自己的看法 。
【 关键 词】8 4 0 D 数控 系统 大型数控 机床 维护 中图分类号:T G6 5 9 文献标识码 :B 文章编号:1 0 0 9 - - 4 0 6 7 ( 2 0 1 3 ) 2 0 — 7 9 一 O 1
一
、引 言 Fra bibliotek最佳控制。在完成电路设计和程序编制工作后 , 方可进行现场安装调试 ,
过此时需要 对机床进行机床改装和系统升级 ,前期改造工作量较大 ,包
括如传动部件、丝杠 、法兰盘、电机 、传感 器等硬件部分。如果机床使
用 的是低版本西门子数控系统, 此时应用 8 4 0 D数控系统则能进一步丰富
系统功能 ,提升机床稳定性 和生产效率。由于西 门子产品的结构 、应用 等具有很强 的延续性 , 对低版本西门子数控系统机床上应用 8 4 0 D数控系 统, 可 以很好的保 留机床的 P L C 程序设计思想和控制逻辑 , 仅需要将新 、 旧系统接口转换即可,在大型机床和复杂机床中应用极为简便。
系统存在电机故障或 电缆故 障等 ,系统硬件检测将无法通过 ,既便故障 硬件并不影响机床工作也无法启动 。此时可以将存在故障的轴屏蔽掉 ,
转换为虚拟轴从而通过系统检测 ,使机床继续工作而不影响生产 。在更
和可编程逻辑控制器 C P U三部分 。人机交互界面负责 N C数据的输入和
显示功能 , 包括 M M C和 O P 单元 ,M M C相当于一 台计算机 ,O P则相 当 于这 台计算机 的显示器 , M M C 控制软件即储存于这台计算机 中。 在M M C 中还包含了专 门为数控机床配置的 MC P , 在不同的系统应用中 M C P的布
西门子 8 4 0 D数控系统在大型数控机床中的应用与维护
刘 灿 文
广 州中船船用柴油机有限公司 广 东 广州
5 1 1 4 7 0
【 摘 要】 数控机床 能够 利用C.  ̄- i T - 的程序使机床动作 并加 工零件 ,在工业 中应用极为广泛,数控 系统是数控机床的核心,先进 的数控 系统 能有效 提 高数控机床 的生产效率。本文针对西 门子 8 4 0 D 数控系统 ,就其在大型数控机 床中的应用进 行简要 的探讨 ,并就 日 常维护策略浅谈 了几点意见。
( 二 )系统 数 据 的 备 份
局并不相同 , 如车床版 M C P和铣床版 M C P即有很大的区别。P L C模块
一
般使用西门子 S I M A T I C s 7 — 3 0 0 系统软件和模块 , 并将 P L C的 C P U和
N C的 C P U集成于 N C U之中 , 利用现场总线 , 实现机床上各类光电开关、 行程开关、电磁 阀、接触器等信号输入 、输出模块 的互联和控制 。