焊缝表示法
焊缝符号表示方法.完整版ppt资料
补充符号见表4所示,它是用来补充说明有关焊缝或接头的某
些特征〔如外表形状、衬垫、焊缝分布、施焊地点等〕。
表4
交错焊缝的定义是“表示焊缝由一组交错断续的相同焊缝组成〞。 表4 为便于记忆采用分项比照列成表6。 〔10〕角焊缝的尺寸在焊缝符号上的标注 当箭头线指向焊缝的另一侧时,根本符号应标注在基准线的虚线侧,如图5c中的V形焊缝的标注以及图6中下方的角焊缝。 图1 常见的焊缝接头和焊缝形式 图2表示四周有焊缝 “ 〞的用法 其中以电弧焊应用最广。 〔9〕标注比照
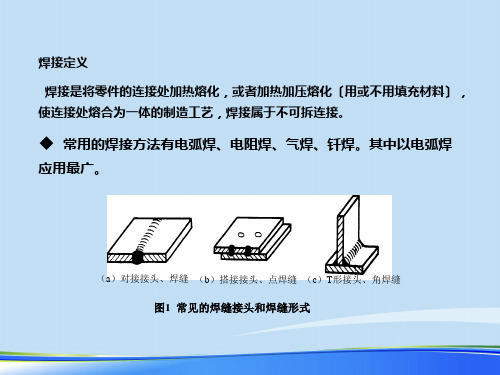
焊接定义 焊接是将零件的连接处加热熔化,或者加热加压熔化〔用或不用填充材料〕,
使连接处熔合为一体的制造工艺,焊接属于不可拆连接。
常用的焊接方法有电弧焊、电阻焊、气焊、钎焊。其中以电弧焊
应用最广。
(a)对接接头、焊缝 (b)搭接接头、点焊缝 (c)T形接头、角焊缝
图1 常见的焊缝接头和焊缝形式
焊缝的表示方法
〔4〕基准线的虚线也可以画在基准线实线的上方,如图5c所示。
〔5〕当箭头线直接指向焊缝时,根本符号应标注在实线侧, 如图6中的角焊缝符号。当箭头线指向焊缝的另一侧时,根 本符号应标注在基准线的虚线侧,如图5c中的V形焊缝的标 注以及图6中下方的角焊缝。
图6 基本符号相对基准线的位置(双角焊缝)
〔6〕标注对称焊缝和双面焊缝时,基准线中的虚线可省略。如图7、 8所示。
所形成的焊缝〞。 槽焊缝的定义是“两板相叠,其中一块开长孔,在长孔中焊接两板的
焊缝〞。 此处在圆孔和长孔内的焊接是指填焊。假设是在圆孔或长孔内焊角焊
缝不称塞(槽)焊缝。
图18 塞 焊
图19 槽 焊
〔13〕在同一图样中,当假设干条焊缝的坡口尺寸和焊缝符号均相同时,可采用图 20的方法集中标注;当这些焊缝同时在接头中的位置均相同时,也可采用在焊缝符 号尾部加注相同焊缝数量的方法简化标注,但其他型式的焊缝,仍需分别标注,如 图21所示。
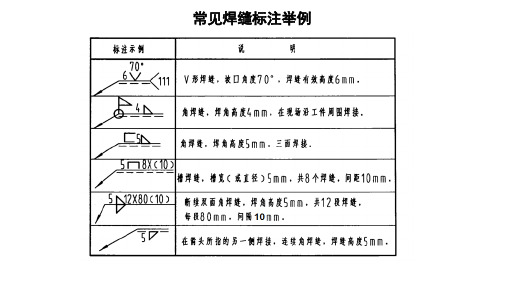
常见焊缝标注举例
111/12
表示:对接接头周围焊缝。焊条电弧焊(111)在非箭头侧打 底,表面齐平;埋弧焊(12)焊成的V形焊缝在箭头侧, 表面也要求齐平。 注:焊缝采用多种焊接方法或者对焊接方法有特殊要求时标注,
一般不标注。
常见焊缝标注举例
常见焊缝标注方法举例
接头形式
焊 缝 形 式
标 注 示 例
说
明
对接接头 K
表示V形焊缝的坡口角 度为 ,根部间隙为b, 有n段长度为l的焊缝。 表示单面角焊缝,焊角 高度为K。 K 表示有n段长度为l的 双面断续角焊缝,间 隔为e,焊角高为K。
T形接头 K
表示有n段长度为l的 双面交错断续角焊缝, 间隔为e,焊角高为K。
焊缝标注举例:
表示:电阻点焊,焊点直径5mm,焊点数量10mm:
表示:单面角焊缝,焊脚高度为3mm,周围满焊,
采用CO2气体保护焊接,共有5处。
焊缝标注举例:
表示:焊缝熔深有效高度为3mm,斜V形坡口,焊缝
表面磨平,焊缝长30,共5段,采用CO2气体
保护焊接。
焊缝标注举例:
角接接头
表示为双面焊接,上 面为单边V形焊缝,
常见焊缝标注方法举例
表示有n段长度为l的 双面交错断续角焊缝, 间隔为e,焊角高为K。
角接接头
表示为双面焊接,上 面为单边V形焊缝, 下面为角焊缝。
搭接接头
表示有n个焊点的点 ( ) 焊,焊核直径为d,焊 点的间隔为e。
焊缝标注举例:
表示:双面角焊缝,焊脚高度3mm,断续交错焊接, 焊缝长50,间隔30,现场配焊。
常用焊缝符号及其标注方法

常用焊缝符号及其标注方法1. 引言焊接是一种常见的金属连接方法,通过熔化金属材料并使其冷却后形成连接。
在焊接中,焊缝符号的使用非常重要,用于标注不同类型的焊接缝以及其具体特征。
本文将介绍常用的焊缝符号及其标注方法,以帮助读者正确理解和应用焊缝符号。
2. 焊缝符号的基本元素焊缝符号主要由直线、箭头和特定的图形组成。
下面是一些常见的焊缝符号元素的介绍:2.1 直线直线用于表示焊缝的位置和形状。
直线可以是水平的、垂直的或者倾斜的,具体取决于焊缝的方向。
直线的长度和粗细可以根据实际需要进行调整。
2.2 箭头箭头用于表示焊接的方法和技术要求。
箭头的形状可以有多种,用以表示不同的焊接方法,例如直线箭头表示单面焊,双线箭头表示双面焊,焊缝中间有符号表示局部焊等。
2.3 图形图形用于表示焊缝的具体形状和特征。
常见的图形包括圆形、V形、U形等,用以表示不同形状的焊缝。
图形的大小和比例可以根据实际需要进行调整。
3. 常见的焊缝符号及其标注方法下面是几种常见的焊缝符号及其标注方法的介绍:3.1 焊角符号焊角符号用于表示焊缝的角度。
常见的焊角符号包括直角符号和斜角符号。
直角符号用直线和直角符号表示,斜角符号用斜线和直角符号表示。
焊角符号一般位于焊缝的一侧,用于标注焊缝的角度大小。
3.2 焊缝长度符号焊缝长度符号用于表示焊缝的长度。
焊缝长度符号一般位于焊缝两端,用于标注焊缝的长度。
长度可以用具体数值表示,也可以用符号表示。
3.3 焊缝形状符号焊缝形状符号用于表示焊缝的形状。
常见的焊缝形状符号包括V形符号、U形符号等。
焊缝形状符号一般位于焊缝的一侧,用于标注焊缝的形状。
3.4 焊缝类型符号焊缝类型符号用于表示不同类型的焊缝。
常见的焊缝类型符号包括直角焊缝符号、T形焊缝符号等。
焊缝类型符号一般位于焊缝的一侧,用于标注焊缝的类型。
4. 焊缝符号的标注方法在使用焊缝符号进行标注时,应遵循以下一些基本原则:4.1 符号位置焊缝符号应放置在焊缝的一侧,并且与焊缝相连。
【经典】焊缝符号表示法-高清附图
1、双面V形焊缝(X焊缝)
GB/T 324-2008
符号
示意图
2、双面单V形焊缝(K焊缝)
GB/T 324-2008
符号
示意图
3、带钝边双面V形焊缝
GB/T 324-2008
符号
示意图
4、带钝边双面单V形焊缝
GB/T 324-2008
符号
示意图
5、带钝边双面U形焊缝
GB/T 324-2008
l
e
l
e
l
l
e
l
示意图
GB/T 324-2008
K n×l
(e)
K
n×l
(e)
l:焊缝长度; e:间距; n:焊缝段数; K:焊脚尺寸
标注方法
双面部分熔透焊缝
45 °
GB/T 324-2008
p:钝边; H:坡口深度; K:焊脚尺寸
45° p8H20K10
H25K10 60°
60°
示意图
个人意见最好采用示意图表达
侧”,与之相对的则为“接头的非箭头侧”。 见图
接头B
箭头线
接头B的箭头侧
接头B的非箭头侧
接头A的非箭头侧 接头A
接头A的箭头侧 箭头线
4、基本符号与基准线的相对位置
GB/T 324-2008
• 基本符号在实线侧时,表示焊缝在箭头侧。
焊缝在箭头侧
焊缝在箭头侧
GB/T 324-2008
• 基本符号在虚线侧时,表示焊缝在非箭头侧。
• 在基本符号的左侧无任何尺寸标注又无其他说明 时,意味着对接焊缝应全焊透。
• 塞焊缝、槽焊缝带有斜边时,应标注其底部的尺 寸。
焊缝符号表示方法ppt课件

为e是封闭尺寸而被省略,故在标准条文中规定,在e外加圆括号。
16
表5 常见焊缝标注及说明
17
(9)标注对比 断续焊缝与点(塞、槽、缝)焊缝的标注原则基本相同。0)角焊缝的尺寸在焊缝符号上的标注
图4焊缝的指引线
10
(3)箭头线对于焊缝的位置一般没有特殊的要求。当箭头线直接指向 焊缝时,可以指向焊缝的正面或反面。但当标注单边V形焊缝、带钝边 的单边V形焊缝、带钝边的单边J形焊缝时,箭头线应当指向有坡口一 侧的工件。如图5a、b所示。
(a)
(b)
(c)
图5 基本符号相对基准线的位置(U、V形组合焊缝)
焊缝符号表示法
1
焊接定义
焊接是将零件的连接处加热熔化,或者加热加压熔化(用或不用填 充材料),使连接处熔合为一体的制造工艺,焊接属于不可拆连接。
常用的焊接方法有电弧焊、电阻焊、气焊、钎焊。其中以电弧焊
应用最广。
(a)对接接头、焊缝 (b)搭接接头、点焊缝 (c)T形接头、角焊缝
图1 常见的焊缝接头和焊缝形式
此处在圆孔和长孔内的焊接是指填焊。若是在圆孔或长孔内焊角焊缝不称 塞(槽)焊缝。
图18 塞 焊
图19 槽 焊
23
(13)在同一图样中,当若干条焊缝的坡口尺寸和焊缝符号均相同时,可采用图20 的方法集中标注;当这些焊缝同时在接头中的位置均相同时,也可采用在焊缝符号 尾部加注相同焊缝数量的方法简化标注,但其他型式的焊缝,仍需分别标注,如图 21所示。
角焊缝尺寸用焊脚高度表示,焊脚高度尺寸标注在角焊缝
符号的左侧。
图15
20
角焊缝长度的确定:角焊缝是一条从一端到另一端连续的焊 缝,除非有尺寸限制。如果焊缝不要求是连续的,在角焊缝符 号右侧应标注一个数码,提示操作者焊缝的长度
焊缝符号表示法清晰版
基准线(虚线)
3、箭头线 箭头直接指向的接头侧为“接头的箭头侧
〞,与之相对的那么为“接头的非箭头侧〞。 见图
接头B
箭头线
接头B的箭头侧
接头B的非箭头侧
接头A的非箭头侧 接头A
接头A的箭头侧 箭头线
4、根本符号与基准线的相对位置 • 根本符号在实线侧时,表示焊缝在箭头侧。
焊缝在箭头侧
焊缝在箭头侧
• 根本符号在虚线侧时,表示焊缝在非箭头侧。
应采用示意图标注。
2、尺寸符号
a β
K H
d n=2
l e
N=3
3、标注规那么
• 横向尺寸标注在根本符号的左侧; • 纵向尺寸标注在根本符号的右侧; • 坡口角度、坡口面角度、根部间隙标注在根本符号的的上侧 • 或下侧; • 一样焊缝数量标注在尾部; • 当尺寸较多不易分辨时,可在尺寸数据前标注相应的尺寸符 • 号; • 当箭头线方向改变时,上述规那么不变。
焊缝符号表示法清晰版
一、根本符号
1、Ⅰ形焊缝
符号
示意图
2、V形焊缝
符号
示意图
3、单边V形焊缝
符号
示意图
4、带钝边V形焊缝
符号
示意图
5、带钝边单边V形焊缝
符号
示意图
6、带钝边U形焊缝
符号
示意图
7、带钝边J形焊缝
符号
示意图
8、角焊缝
符号
示意图
9、封底焊缝
符号
示意图
10、塞焊缝或槽焊缝
双面局部熔透焊缝
45 °
p:焊缝长度; H:间距; K:焊脚尺寸
45° p8H20K10
H25K10 60°
60°
示意图
多段焊缝 符号表示方法
多段焊缝符号表示方法摘要:一、多段焊缝概述二、多段焊缝符号表示方法1.字母表示法2.数字表示法3.符号组合表示法三、各类符号的具体含义四、实际应用中的注意事项正文:焊缝是焊接过程中形成的连接两个或多个零件的金属结合部分。
在焊接工艺中,多段焊缝是一种常见的焊接方式,它将焊接过程分为若干段,每段焊接完成后进行下一段的焊接。
多段焊缝的符号表示方法有助于规范焊接工艺和指导焊接操作,下面我们将详细介绍多段焊缝的符号表示方法及其含义。
一、多段焊缝概述多段焊缝是指在焊接过程中,将焊接长度分为若干段,每段长度不等,依次完成焊接。
这种焊接方式有利于控制焊缝质量,降低焊接变形和残余应力。
在实际应用中,多段焊缝广泛应用于各类金属结构的焊接加工。
二、多段焊缝符号表示方法1.字母表示法:采用字母表示多段焊缝的类型,如S表示对称焊缝,AS表示非对称焊缝。
2.数字表示法:用数字表示多段焊缝的段数,如3段焊缝可表示为3D。
3.符号组合表示法:将字母和数字组合,表示多段焊缝的类型和段数,如SD3表示3段对称焊缝。
三、各类符号的具体含义1.字母表示法:字母S表示对称焊缝,AS表示非对称焊缝。
2.数字表示法:数字表示焊缝的段数,如3D表示3段焊缝。
3.符号组合表示法:SD3表示3段对称焊缝,AD2表示2段非对称焊缝。
四、实际应用中的注意事项1.在使用多段焊缝符号表示时,应确保符号清晰、易懂,避免误解。
2.根据实际焊接工艺和需求,合理选择焊缝类型和段数。
3.在焊接过程中,注意控制焊接热量和焊接速度,以保证焊缝质量。
4.针对不同类型的焊缝,选用合适的焊接方法和材料。
总之,掌握多段焊缝的符号表示方法,有助于提高焊接工艺的可读性和实用性。
焊缝符号表示法
基本符号 n×l(e) 基本符号 n×l(e)
aβb
N
GB/T 324-2008
4、关于尺寸标注的其他规定
• 确定焊缝位置的尺寸不在焊缝符号中标注,应将 其标注在图样上。 • 在基本符号的右侧无任何尺寸标注又无其他说明
时,意味着焊缝在工件的整个长度方向上连续的。
• 在基本符号的左侧无任何尺寸标注又无其他说明
接头A
接头A的箭头侧 箭头线
GB/T 324-2008
4、基本符号与基准线的相对位置 • 基本符号在实线侧时,表示焊缝在箭头侧。
焊缝在箭头侧
焊缝在箭头侧
GB/T 324-2008
• 基本符号在虚线侧时,表示焊缝在非箭头侧。
焊缝在非箭头 侧
焊缝在非箭头 侧
GB/T 324-2008
• 对称焊缝允许省略虚线。
3、单边V形焊缝
符号
示意图
GB/T 324-2008
4、带钝边V形焊缝
符号
示意图
GB/T 324-2008
5、带钝边单边V形焊缝
符号
示意图
GB/T 324-2008
6、带钝边U形焊缝
符号
示意图
GB/T 324-2008
7、带钝边J形焊缝
符号
示意图
GB/T 324-2008
8、角焊缝
符号
示意图
GB/T 324-2008
2、指引线 指引线由箭头线和基准线(实线和虚线) 组成,见图
基准线(实线) 箭头线
基准线(虚线)
GB/T 324-2008
3、箭头线 箭头直接指向的接头侧为“接头的箭头 侧”,与之相对的则为“接头的非箭头侧”。 见图
接头B 箭头线 接头B的箭头侧 接头B的非箭头侧
焊缝符号表示法--高清附_OK
见图
接头B
箭头线
接头B的箭头侧
接头B的非箭头侧
接头A的非箭头侧 接头A
2021/8/27
接头A的箭头侧 箭头线
29
4、基本符号与基准线的相对位置
GB/T 324-2008
• 基本符号在实线侧时,表示焊缝在箭头侧。
焊缝在箭头侧
2021/8/27
焊缝在箭头侧
30
GB/T 324-2008
• 基本符号在虚线侧时,表示焊缝在非箭头侧。
GB/T 324-2008
符号
2021/8/27
示意图
12
11、点焊缝
GB/T 324-2008
符号
2021/8/27
示意图
13
12、平面连接(钎焊)
GB/T 324-2008
符号
2021/8/27
示意图
14
13、缝焊缝
GB/T 324-2008
符号
2021/8/27
示意图
15
GB/T 324-2008
40
GB/T 324-2008
六、焊缝符号的 应用示例
2021/8/27
41
序号 符号
示意图
1
2
3
2021/8/27
GB/T 324-2008
标注示例
42
序号 符号 示意图 4 5 6
2021/8/27
GB/T 324-2008
标注示例
43
序号 符号
示意图
7
8
9
M
2021/8/27
GB/T 324-2008
GB/T 324-2008
焊缝符号表示法
摘自GB/ T 324 - 2008的相关内容
最常用焊缝符号表示方法
4 焊缝符号4.1 基本符号4.1.1 基本符号是表示焊缝横截面形状的符号,常用基本符号见表1。
表1 常用基本符号序号名称示意图符号1 角焊缝2 点焊缝3 Ⅰ形焊缝4 V形焊缝5 单边V形焊缝6 带钝边V形焊缝表1(完)常用基本符号序号名称示意图符号7 缝焊缝8 塞焊缝或槽焊缝9 封底焊缝10 喇叭形焊缝11 单边喇叭形焊缝4.1.2 在焊接标注时,焊缝的基本符号必须标注。
4.1.3 对于需要开坡口的焊缝,当设计对坡口形状有特殊要求时,则应在技术图样中画出焊缝坡口的断面图,并明确各项要求;设计对坡口形状无特殊要求时,则技术图样中不做规定,应由工艺人员在工艺文件中予以明确。
4.2 辅助符号4.2.1 辅助符号是表示焊缝表面形状特征的符号,见表2。
表2 辅助符号序号名称示意图符号标注示例说明1 平面符号平面V形对接焊缝一般通过加工保证2 凹面符号凹面角焊缝3 凸面符号凸面V形对接焊缝4.2.2 对焊缝的表面无要求时,则不标注辅助符号。
4.3 补充符号4.3.1 补充符号是为了补充说明焊缝的某些特征而采用的符号,见表3。
4.3.2 当焊缝具有表3所列特征时,则必须标注相应的补充符号。
表3 补充符号序号名称示意图符号标注示例说明1 带垫板符号 V形对接焊缝,底面有垫板2 三面焊缝符号工件三面施角焊缝,焊接方法为手工电弧焊3 周围焊缝符号沿工件周围施角焊缝4 尾部符号(同上述三面焊缝符号)标注焊接方法及处数N等说明4.4 尺寸符号4.4.1 常用尺寸符号见表4,表中各尺寸符号,在图样中应标出具体数值。
表4 焊缝尺寸符号序号名称示意图符号标注示例说明1 焊脚尺寸K角焊缝焊脚尺寸为K2焊缝宽度焊缝厚度cSⅠ形焊缝焊缝宽为c焊缝厚为S3 熔核直径 d 塞焊缝熔核直径d点焊缝焊点直径d4 焊缝间距 e角焊缝焊脚尺寸为K焊缝长度为l焊缝间距为e焊缝段(点)数n5 焊缝长度l6 焊缝段(点)数n7 相同焊缝处数 d 角焊缝焊脚尺寸为K 相同焊缝处数为N4.4.2 确定焊缝位置的尺寸不在焊缝符号中给出,而是将其标注在图样上。