五轴数控机床全面介绍PPT幻灯片
合集下载
数控加工工艺及设备PPT课件:整体叶轮五轴加工中心加工工艺编制及程序生成

表2-4-4 整体叶轮数控加工合理的装夹方案
装夹序号
装夹方法
定位基准
使用夹具
表2-4-12 学生任务6参考答案:整体叶轮五轴加工中心加工合理的装夹方案
在五轴加工中心数控回转盘上安装专用夹具 夹紧工件,工件以底部外圆柱面+底面为定位基 准,底部中心M10螺纹锁紧。
装夹序号 1
装夹方法 底部中心 M10 螺纹锁紧
序号 1 2 3 4 5 6 7 8 9 10
表面名称
使用刀具名称 刀尖圆弧半径 刀具半径
表2-4-11学生任务5参考答案:整体叶轮数控加工选用的刀具及
参数
序号
加工内容
使用刀具名称
刀角半径 刀具半径
五轴加工用包络毛坯的粗加工
400R C32-32-160
1
(三轴数控加工)
(Ф 32 立铣刀杆)
0.8
D8R4 (Ф 8 球铣刀)
4
4
精加工叶片
D8R4
7
(此工序可完成 9 个叶精片加的工侧叶面片和前缘面的精加工)
(Ф 8 球铣刀)
4
4
(特别说明:此工序可完成 9 个叶片的侧面和前
D6R3
8
叶轮叶根圆角清根 缘面的精加工)
(Ф 6 球铣刀)
3
3
学生任务6:填写表2-4-4 整体叶轮数控加工合理的装 夹方案
表面加工刀路生成 CAVITY_方MI式LL ZLEVEL_PROFILE
ZLEVEL_PROFILE MULTI_BLADE_ROUG H HUB_FINISH BLADE_FINISH BLADE_FINISH BLEND_FINISH
学生任务4:填写整体叶轮加工 选来自的设备及主要规格和技术参数表2-4-1 整体叶轮需加工部位及表面
数控加工概述ppt课件
3、进给速度与速度修调
进给速度:单位时间内坐标轴移动的距离。 (加工时刀具相对于工件的移动速度)
单位:mm/min mm/r 速度修调:通过修调倍率对速度进行适量 修调。 ❖数控机床在加工过程中能通过速度修调实时调 整进给速度和主轴转速,便于加工。
病原体侵入机体,消弱机体防御机能 ,破坏 机体内 环境的 相对稳 定性, 且在一 定部位 生长繁 殖,引 起不同 程度的 病理生 理过程
成形车刀
病原体侵入机体,消弱机体防御机能 ,破坏 机体内 环境的 相对稳 定性, 且在一 定部位 生长繁 殖,引 起不同 程度的 病理生 理过程
仿 型加工
靠模板
病原体侵入机体,消弱机体防御机能 ,破坏 机体内 环境的 相对稳 定性, 且在一 定部位 生长繁 殖,引 起不同 程度的 病理生 理过程
制的机床。 • 数控加工:泛指在数控机床上进行零件加工的
工艺过程。
病原体侵入机体,消弱机体防御机能 ,破坏 机体内 环境的 相对稳 定性, 且在一 定部位 生长繁 殖,引 起不同 程度的 病理生 理过程
• 数控机床与普通机床比较:
数控机床在普通机床基础上增加了对机床运动和
动作自动控制 的功能部件,使数控机床能够自动
1. 加工精度高,加工质量稳定 ☻ 数控机床的机械精度高 ☻ 数控机床的控制精度高(0.001mm/P) ☻ 无人为误差,加工的一致性好
病原体侵入机体,消弱机体防御机能 ,破坏 机体内 环境的 相对稳 定性, 且在一 定部位 生长繁 殖,引 起不同 程度的 病理生 理过程
2. 数控加工的生产效率高 ☻极大地缩短加工的辅助时间(快速行程、自
N + Y走 一 步
YB
Fm> 0
Fm< 0
R
A
进给速度:单位时间内坐标轴移动的距离。 (加工时刀具相对于工件的移动速度)
单位:mm/min mm/r 速度修调:通过修调倍率对速度进行适量 修调。 ❖数控机床在加工过程中能通过速度修调实时调 整进给速度和主轴转速,便于加工。
病原体侵入机体,消弱机体防御机能 ,破坏 机体内 环境的 相对稳 定性, 且在一 定部位 生长繁 殖,引 起不同 程度的 病理生 理过程
成形车刀
病原体侵入机体,消弱机体防御机能 ,破坏 机体内 环境的 相对稳 定性, 且在一 定部位 生长繁 殖,引 起不同 程度的 病理生 理过程
仿 型加工
靠模板
病原体侵入机体,消弱机体防御机能 ,破坏 机体内 环境的 相对稳 定性, 且在一 定部位 生长繁 殖,引 起不同 程度的 病理生 理过程
制的机床。 • 数控加工:泛指在数控机床上进行零件加工的
工艺过程。
病原体侵入机体,消弱机体防御机能 ,破坏 机体内 环境的 相对稳 定性, 且在一 定部位 生长繁 殖,引 起不同 程度的 病理生 理过程
• 数控机床与普通机床比较:
数控机床在普通机床基础上增加了对机床运动和
动作自动控制 的功能部件,使数控机床能够自动
1. 加工精度高,加工质量稳定 ☻ 数控机床的机械精度高 ☻ 数控机床的控制精度高(0.001mm/P) ☻ 无人为误差,加工的一致性好
病原体侵入机体,消弱机体防御机能 ,破坏 机体内 环境的 相对稳 定性, 且在一 定部位 生长繁 殖,引 起不同 程度的 病理生 理过程
2. 数控加工的生产效率高 ☻极大地缩短加工的辅助时间(快速行程、自
N + Y走 一 步
YB
Fm> 0
Fm< 0
R
A
五轴加工工艺流程ppt课件
4
工艺分析要点
主轴转速 :
根据允许的切削速度V和刀具直径D选择:
其中,切削速度V受刀具耐用度的限制。
进给速度 : 要根据零件加工精度和表面粗糙度要求
以及刀具与工件材料选取。
5
工艺分析要点
4.加工工序的划分 (1)刀具集中分序法 (2)粗、精加工分序法 (3)按加工部位分序法
6
工艺分析要点
5.工件装夹方式的确定 (1)尽量采用组合夹具
7
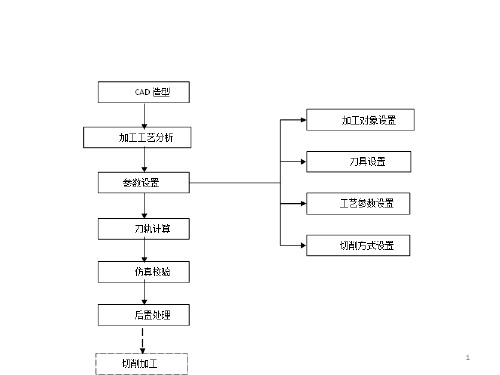
参数设置
• 以CAXA制造工程师软件为例介绍参数设置
CAXA制造工程师是北航海尔软件有限公司研制开发 的全中文、面向数控铣床和加工中心的三维 CAD/CAM软件。
CAXA制造工程师基于微机平台,采用原创Windows 菜单和交互方式,全中文界面,便于轻松学习和操 作,并且价格较低。
CAXA制造工程师可以生成3~5轴的加工代码,可用 于加工具有复杂三维曲面的零件。
(2)零件定位、夹紧的部位应考虑到不妨碍 各部位的加工、更换刀具以及重要部位的测量。
(3) 夹紧力应力求通过靠近主要支承点上或 在支承点所组成的三角形内,应力求靠近切削 部位,并作用在刚性较好的地方,以减小零件 变形。
(4)零件的装夹、定位要考虑到重复安装的 一致性,以减少对刀时间,提高同一批零件加 工的一致性。
8
1.用户界面
9
参数设置
10
11
12
13
14
15
16
17
18
19
2
工艺分析要点
• 2.刀轴
(1)垂直于表面方式
(2)平行于表面方式
(3)相对于表面方式
a v
相对于表面的刀轴控制
3
工艺分析要点
工艺分析要点
主轴转速 :
根据允许的切削速度V和刀具直径D选择:
其中,切削速度V受刀具耐用度的限制。
进给速度 : 要根据零件加工精度和表面粗糙度要求
以及刀具与工件材料选取。
5
工艺分析要点
4.加工工序的划分 (1)刀具集中分序法 (2)粗、精加工分序法 (3)按加工部位分序法
6
工艺分析要点
5.工件装夹方式的确定 (1)尽量采用组合夹具
7
参数设置
• 以CAXA制造工程师软件为例介绍参数设置
CAXA制造工程师是北航海尔软件有限公司研制开发 的全中文、面向数控铣床和加工中心的三维 CAD/CAM软件。
CAXA制造工程师基于微机平台,采用原创Windows 菜单和交互方式,全中文界面,便于轻松学习和操 作,并且价格较低。
CAXA制造工程师可以生成3~5轴的加工代码,可用 于加工具有复杂三维曲面的零件。
(2)零件定位、夹紧的部位应考虑到不妨碍 各部位的加工、更换刀具以及重要部位的测量。
(3) 夹紧力应力求通过靠近主要支承点上或 在支承点所组成的三角形内,应力求靠近切削 部位,并作用在刚性较好的地方,以减小零件 变形。
(4)零件的装夹、定位要考虑到重复安装的 一致性,以减少对刀时间,提高同一批零件加 工的一致性。
8
1.用户界面
9
参数设置
10
11
12
13
14
15
16
17
18
19
2
工艺分析要点
• 2.刀轴
(1)垂直于表面方式
(2)平行于表面方式
(3)相对于表面方式
a v
相对于表面的刀轴控制
3
工艺分析要点
2024版数控车床ppt课件完整版

排除方法
根据故障诊断结果,采取相应的维修措施,如更 换损坏部件、调整参数等。
预防性保养措施建议
保持机床清洁
定期清理切屑、擦拭机床,避免 灰尘、油污等对机床造成损害。
定期检查
定期对机床各部位进行检查,及 时发现并处理潜在问题。
加强润滑
根据机床润滑要求,定期加注润 滑油或润滑脂,确保机床各部件 得到充分润滑。
数控车床网络化技术
介绍数控车床网络化技术的实现方式及在智 能制造中的应用前景。
数控车床自动化技术
分析数控车床自动化技术的现状与发展方向, 如自动上下料、自动换刀等。
数控车床绿色制造技术
探讨数控车床绿色制造技术的意义及实现途 径,如节能减排、环保型切削液等。
07 总结与展望
课程重点内容回顾
数控车床基本概念、分类及 应用领域
数控编程步骤
包括分析零件图样、确定加工工艺过程、 数学处理、编写零件加工程序、程序校 验与首件试切等。
常用编程指令介绍
准备功能指令
如G00(快速定位)、G01(直 线插补)、G02/G03(圆弧插补) 等,用于控制刀具的运动轨迹。
辅助功能指令
如M03(主轴正转)、M05(主 轴停止)、M08(冷却液开)等,
参数调整方法 根据加工过程监控结果,可以适时调整进给速度、主轴转 速等参数,以提高加工效率和保证加工质量。
异常处理措施 在加工过程中如遇到异常情况,如刀具磨损、工件变形等, 需要及时采取相应措施进行处理,避免影响加工质量和机 床安全。
加工后质量检测与评估
1 2 3
质量检测方法 加工完成后需要对工件进行质量检测,常用的检 测方法包括尺寸测量、表面粗糙度检测、形位公 差检测等。
复杂曲面零件加工编程
根据故障诊断结果,采取相应的维修措施,如更 换损坏部件、调整参数等。
预防性保养措施建议
保持机床清洁
定期清理切屑、擦拭机床,避免 灰尘、油污等对机床造成损害。
定期检查
定期对机床各部位进行检查,及 时发现并处理潜在问题。
加强润滑
根据机床润滑要求,定期加注润 滑油或润滑脂,确保机床各部件 得到充分润滑。
数控车床网络化技术
介绍数控车床网络化技术的实现方式及在智 能制造中的应用前景。
数控车床自动化技术
分析数控车床自动化技术的现状与发展方向, 如自动上下料、自动换刀等。
数控车床绿色制造技术
探讨数控车床绿色制造技术的意义及实现途 径,如节能减排、环保型切削液等。
07 总结与展望
课程重点内容回顾
数控车床基本概念、分类及 应用领域
数控编程步骤
包括分析零件图样、确定加工工艺过程、 数学处理、编写零件加工程序、程序校 验与首件试切等。
常用编程指令介绍
准备功能指令
如G00(快速定位)、G01(直 线插补)、G02/G03(圆弧插补) 等,用于控制刀具的运动轨迹。
辅助功能指令
如M03(主轴正转)、M05(主 轴停止)、M08(冷却液开)等,
参数调整方法 根据加工过程监控结果,可以适时调整进给速度、主轴转 速等参数,以提高加工效率和保证加工质量。
异常处理措施 在加工过程中如遇到异常情况,如刀具磨损、工件变形等, 需要及时采取相应措施进行处理,避免影响加工质量和机 床安全。
加工后质量检测与评估
1 2 3
质量检测方法 加工完成后需要对工件进行质量检测,常用的检 测方法包括尺寸测量、表面粗糙度检测、形位公 差检测等。
复杂曲面零件加工编程
数控机床介绍PPT课件
学习情境
数控车床主要用来加工轴类零件的内外圆柱面, 圆锥面,螺纹表面,成形回转体面等.对于盘类零 件可以进行钻孔,扩孔,绞孔,镗孔等。机床还可 以完成车端面,切槽,倒角等加工,数控车床是目 前国内使用极为广泛的一种数控机床。先来认识它 的结构、功能特点,掌握编程基础知识。
第1页/共35页
学习任务
任务一 数控车床认识 任务二 数控机床坐标系 任务三 数控车床的基本编程指令
N G X(U) Z(W) F M S T ;
N为程序段序号;G为准备功能;X(U)、Z(W)为工件坐标系中X、Z轴移动终 点位置(相对移动量);F为进给功能指令;M为辅助功能指令;S为主轴功能指 令;T为刀具功能指令。
第30页/共35页
任务三 数控车床的基本编程指令
三、数控车床编程基本功能指令
1)准备功能(G功能) 2)辅助功能(M功能)
我国在数控车床上常用的数控系统有日本FANUC(发那科或法那科)公 司的0T、0iT、3T、5T、6T、10T、11T、0TC、0TD、0TE等,德国 SIEMENS(西门子)公司的802S、802C、802D 、840D等,以及美国 ACRAMATIC数控系统、西班牙FAGOR数控系统等。
国产普及型数控系统产品有:广州数控设备厂GSK980T系列、华中 数控公司的世纪星21T、北京机床研究所的1060系列、无锡数控公司的 8MC/8TC数控系统、北京凯恩帝数控公司KND-500系列、北京航天数控 集团的CASNUC-901(902)系列、大连大森公司的R2F6000型等。
第31页/共35页
G代码 *G00 G01 G02 G03 G04 G20 G21 G27 G28 G29 G30 G32 *G40 G41 G42 G50 G52 G53 *G54
数控车床主要用来加工轴类零件的内外圆柱面, 圆锥面,螺纹表面,成形回转体面等.对于盘类零 件可以进行钻孔,扩孔,绞孔,镗孔等。机床还可 以完成车端面,切槽,倒角等加工,数控车床是目 前国内使用极为广泛的一种数控机床。先来认识它 的结构、功能特点,掌握编程基础知识。
第1页/共35页
学习任务
任务一 数控车床认识 任务二 数控机床坐标系 任务三 数控车床的基本编程指令
N G X(U) Z(W) F M S T ;
N为程序段序号;G为准备功能;X(U)、Z(W)为工件坐标系中X、Z轴移动终 点位置(相对移动量);F为进给功能指令;M为辅助功能指令;S为主轴功能指 令;T为刀具功能指令。
第30页/共35页
任务三 数控车床的基本编程指令
三、数控车床编程基本功能指令
1)准备功能(G功能) 2)辅助功能(M功能)
我国在数控车床上常用的数控系统有日本FANUC(发那科或法那科)公 司的0T、0iT、3T、5T、6T、10T、11T、0TC、0TD、0TE等,德国 SIEMENS(西门子)公司的802S、802C、802D 、840D等,以及美国 ACRAMATIC数控系统、西班牙FAGOR数控系统等。
国产普及型数控系统产品有:广州数控设备厂GSK980T系列、华中 数控公司的世纪星21T、北京机床研究所的1060系列、无锡数控公司的 8MC/8TC数控系统、北京凯恩帝数控公司KND-500系列、北京航天数控 集团的CASNUC-901(902)系列、大连大森公司的R2F6000型等。
第31页/共35页
G代码 *G00 G01 G02 G03 G04 G20 G21 G27 G28 G29 G30 G32 *G40 G41 G42 G50 G52 G53 *G54
数控机床及编程PPT课件
02
建立数学模型
根据加工工艺,建立被加工零件的几何模型,并转换 为数控机床能够识别的坐标系。
03
编写加工程序
根据建立的数学模型和加工要求,利用数控编程语言 编写加工程序。
04
程序校验与修改
将编写好的加工程序输入数控机床进行校验,根据校 验结果修改程序。
05
加工与检测
将校验通过的加工程序输入数控机床进行加工,并对 加工后的零件进行检测。
02
数控编程基础
数控编程的基本概念
数控编程定义
数控编程是利用计算机编程语言对数控机床进行控 制的过程,以实现自动化加工。
数控编程的优点
提高加工精度、加工效率、降低劳动强度、实现复 杂零件的加工。
数控编程的适用范围
广泛应用于机械、汽车、航空、轻工等领域。
数控编程的步骤与流程
01
确定加工工艺
根据零件图纸和加工要求,确定加工工艺,包括加工 方法、加工顺序、刀具选择等。
对加工后的零件进行质量 检测和控制,确保达到预 期的加工精度和质量要求 。
数控加工工艺参数的选择与优化
主轴转速
根据加工材料、刀具材料和切削用量等参数,合 理选择主轴转速,确保切削效率和加工质量。
进给速度
根据切削用量和刀具参数,合理选择进给速度, 以获得良好的切削效果和求和刀具参数,合理选择切削深度与 宽度,以提高加工效率和刀具寿命。
冷却方式与切削液
根据加工要求和材料特性,选择适当的冷却方式 和切削液,以降低切削温度、减小刀具磨损并提 高表面质量。
04
数控机床的操作与维护
数控机床的操作规程与注意事项
操作规程
在操作数控机床之前,必须熟悉机床的操作规程,包括开机、关 机、急停等步骤。
培训课件:五轴联动数控机床共18页文档
Байду номын сангаас
60、人民的幸福是至高无个的法。— —西塞 罗
46、我们若已接受最坏的,就再没有什么损失。——卡耐基 47、书到用时方恨少、事非经过不知难。——陆游 48、书籍把我们引入最美好的社会,使我们认识各个时代的伟大智者。——史美尔斯 49、熟读唐诗三百首,不会作诗也会吟。——孙洙 50、谁和我一样用功,谁就会和我一样成功。——莫扎特
培训课件:五轴联动数控机床
56、极端的法规,就是极端的不公。 ——西 塞罗 57、法律一旦成为人们的需要,人们 就不再 配享受 自由了 。—— 毕达哥 拉斯 58、法律规定的惩罚不是为了私人的 利益, 而是为 了公共 的利益 ;一部 分靠有 害的强 制,一 部分靠 榜样的 效力。 ——格 老秀斯 59、假如没有法律他们会更快乐的话 ,那么 法律作 为一件 无用之 物自己 就会消 灭。— —洛克
60、人民的幸福是至高无个的法。— —西塞 罗
46、我们若已接受最坏的,就再没有什么损失。——卡耐基 47、书到用时方恨少、事非经过不知难。——陆游 48、书籍把我们引入最美好的社会,使我们认识各个时代的伟大智者。——史美尔斯 49、熟读唐诗三百首,不会作诗也会吟。——孙洙 50、谁和我一样用功,谁就会和我一样成功。——莫扎特
培训课件:五轴联动数控机床
56、极端的法规,就是极端的不公。 ——西 塞罗 57、法律一旦成为人们的需要,人们 就不再 配享受 自由了 。—— 毕达哥 拉斯 58、法律规定的惩罚不是为了私人的 利益, 而是为 了公共 的利益 ;一部 分靠有 害的强 制,一 部分靠 榜样的 效力。 ——格 老秀斯 59、假如没有法律他们会更快乐的话 ,那么 法律作 为一件 无用之 物自己 就会消 灭。— —洛克
五轴机操作作业流程培训PPT
报告人: 日 期:
目录
培训目的 培训内容 ➢ 1,如何更换砂带 ➢ 2,如何放置产品及在电脑上设置砂带使用数量 ➢ 3,如何启动设备及作业时的注意事项及应急措施 ➢ 4,产品的处理及包装 ➢ 5,操作作业过程中的其它注意及确认事项
培训目的
➢ 为使五轴机能正常运行,规范水磨机操作人员的作业方法,确保人身安全、设 备安全,降低因不当操作造成的设备损坏,保证其使用寿命。
3.如何启动设备及作业时的注意事项及应急措施
1
2
3
准备就绪后, 按下启动按钮。
产品与耗材接触面
应充分冷却。
紧急情况下,立即 按下急停按钮
1,如图①,所有准备工作完成后,操作人员所有肢体部位离开设备轴承运动位置,切换自动模式, 按下 “启动” 按钮,机器将自动运行打磨; 2,如图②,加工中需注意冷却水大小需调整至合适的流量,保证产品与耗材接触面充分冷却,防止 打磨时热量过 高,导致产品烧焦;
Thanks
5. 操作作业过程中的其它注意及确认事项
➢ 1,操作前双手保持干净和手指不可戴有坚硬物品以免划伤产品。 ➢ 2,打砂前抽检产品外观、结构是否OK,打磨后良品制作首件后方可正常生产。 ➢ 3,打砂前检查砂带型号是否正确,打砂前请确认打砂位置,不可出现打错位置。 ➢ 4,打砂手法需按作业指导书作业。 ➢ 6,出现异常时先对不良进行追溯,并将不良品进行隔离。 ➢ 7,打砂完需检查外观是否达到品质要求,生产完后做好现场5S工作。
2.如何放置产品及在电脑上设置砂带的使用数量
1
2
安装产品在 治上。
3
单击计数框并 清零。
1,如图①,将需要加工的产品放置于治具上盖好盖板。 2,如图②、③,操作电脑显示屏,单击耗材寿命计数框,清零所有需要更换砂纸的计数,届时更换 砂纸后将重新计算砂纸或砂带的打磨数量,砂纸或砂带使用寿命到达设定值时,机器将自动停止, 提醒需重新更换砂纸或砂带。
目录
培训目的 培训内容 ➢ 1,如何更换砂带 ➢ 2,如何放置产品及在电脑上设置砂带使用数量 ➢ 3,如何启动设备及作业时的注意事项及应急措施 ➢ 4,产品的处理及包装 ➢ 5,操作作业过程中的其它注意及确认事项
培训目的
➢ 为使五轴机能正常运行,规范水磨机操作人员的作业方法,确保人身安全、设 备安全,降低因不当操作造成的设备损坏,保证其使用寿命。
3.如何启动设备及作业时的注意事项及应急措施
1
2
3
准备就绪后, 按下启动按钮。
产品与耗材接触面
应充分冷却。
紧急情况下,立即 按下急停按钮
1,如图①,所有准备工作完成后,操作人员所有肢体部位离开设备轴承运动位置,切换自动模式, 按下 “启动” 按钮,机器将自动运行打磨; 2,如图②,加工中需注意冷却水大小需调整至合适的流量,保证产品与耗材接触面充分冷却,防止 打磨时热量过 高,导致产品烧焦;
Thanks
5. 操作作业过程中的其它注意及确认事项
➢ 1,操作前双手保持干净和手指不可戴有坚硬物品以免划伤产品。 ➢ 2,打砂前抽检产品外观、结构是否OK,打磨后良品制作首件后方可正常生产。 ➢ 3,打砂前检查砂带型号是否正确,打砂前请确认打砂位置,不可出现打错位置。 ➢ 4,打砂手法需按作业指导书作业。 ➢ 6,出现异常时先对不良进行追溯,并将不良品进行隔离。 ➢ 7,打砂完需检查外观是否达到品质要求,生产完后做好现场5S工作。
2.如何放置产品及在电脑上设置砂带的使用数量
1
2
安装产品在 治上。
3
单击计数框并 清零。
1,如图①,将需要加工的产品放置于治具上盖好盖板。 2,如图②、③,操作电脑显示屏,单击耗材寿命计数框,清零所有需要更换砂纸的计数,届时更换 砂纸后将重新计算砂纸或砂带的打磨数量,砂纸或砂带使用寿命到达设定值时,机器将自动停止, 提醒需重新更换砂纸或砂带。
数控机床概述培训课件ppt
数控机床在制造业中的应用案例分析
汽车零部件加工
数控机床广泛应用于汽车零部件的加工,如发动机缸体、曲轴、齿轮等。
数控机床可以用于航空发动机的制造,如涡轮叶片、燃烧室等。
航空发动机制造
数控机床可以用于航天器零部件的加工,如卫星结构件、火箭发动机壳体等。
航天器零部件加工
数控机床可以用于航空航天材料的切割,如碳纤维复合材料、钛合金等。
ห้องสมุดไป่ตู้常见故障排除方法
为了保持数控机床的良好状态和使用寿命,需要定期进行维护保养。建议定期检查机床的各个部件是否正常工作,及时更换磨损的零件,保持机床的清洁和干燥。同时,还需要定期对机床进行精度检测和调整,确保机床的加工精度和使用性能。
维护保养建议
数控机床性能指标与评估方法
加工精度:指数控机床在加工过程中能够达到的最高精度水平,包括尺寸精度、形状精度和位置精度等。加工精度是衡量数控机床性能的重要指标之一,直接影响产品质量和生产效率。
汇报人:可编辑
2023-12-22
数控机床概述培训课件
目录
CONTENTS
数控机床基本概念与分类数控机床结构组成与工作原理数控机床编程与操作技巧数控机床性能指标与评估方法数控机床在制造业中的应用案例分析总结回顾与展望未来发展趋势
数控机床基本概念与分类
数控机床是一种采用数字控制技术的机床,通过预先编程的指令控制机床的加工过程。
主机部分
控制系统
辅助装置
由数控装置、可编程控制器、伺服系统等组成,用于实现机床的自动控制。
包括冷却系统、润滑系统、排屑装置等,用于辅助机床的正常运行。
03
02
01
数控机床通过读取存储在控制介质上的加工程序,经过控制系统处理后,输出控制指令,驱动伺服系统运动,实现加工过程的自动化。