立式环缝自动焊接机虚拟设计
基于ROBOTSTUDIO的龙门焊接机器人的离线编程及虚拟装配

基于ROBOTSTUDIO的龙门焊接机器人的离线编程及虚拟装配简介近年来,随着工业自动化的不断发展,焊接机器人在制造业中得到了广泛应用。
传统的龙门焊接机器人通常需要在实际生产环境中进行编程和调试,这样会占用大量的时间和资源。
为了提高生产效率和降低成本,离线编程和虚拟装配成为了焊接机器人领域研究的热点。
本文将介绍基于ROBOTSTUDIO的龙门焊接机器人的离线编程及虚拟装配方法,以及其中的优势和应用。
ROBOTSTUDIO简介ROBOTSTUDIO是ABB公司推出的专业机器人离线编程软件,它可以用于模拟、优化和调试机器人系统,提供灵活的离线编程能力。
通过ROBOTSTUDIO,用户可以在计算机上进行机器人系统的设计、仿真和调试工作,减少了将机器人带入实际生产环境进行编程和调试的时间和成本。
ROBOTSTUDIO支持各种类型的机器人,包括龙门焊接机器人。
它提供了直观的用户界面和强大的功能,使用户能够轻松地完成离线编程和虚拟装配工作。
离线编程的优势离线编程是指在计算机上进行机器人程序的编写和调试,而不是在实际生产环境中。
离线编程具有以下几个优势:1.节省时间和成本:离线编程可以在计算机上进行,无需将机器人带入实际生产环境,因此可以节省大量的时间和成本。
2.提高安全性:离线编程可以在虚拟环境中进行,避免了在实际生产环境中进行编程时可能出现的安全风险。
3.提高生产效率:离线编程可以在不中断实际生产的情况下进行,可以在机器人实际操作之前进行优化和调试,从而提高生产效率。
4.便于修改和优化:离线编程可以随时进行修改和优化,无需将机器人带入实际生产环境,操作更加灵活方便。
龙门焊接机器人的离线编程及虚拟装配步骤步骤1:模型导入在ROBOTSTUDIO中,首先需要导入龙门焊接机器人的模型。
可以通过导入CAD文件或手动创建模型来完成这一步骤。
导入模型后,需要对模型进行正确的设置,包括定义关节坐标、工具和工件坐标等。
步骤2:程序编写在ROBOTSTUDIO中,可以使用ABB提供的RoboGuide语言进行程序编写。
管道内环缝自动焊机的设计

管道内环缝自动焊机的设计
尹铁;张锋;梁君直;乐天;王进财
【期刊名称】《机械工程师》
【年(卷),期】2009(000)001
【摘要】管道内环缝自动焊机是长输大口径油气管道焊接的主要设备,使用该设备后焊接质量和焊接效率得到了大幅的提高.文章介绍了管道内焊机的设计原理、结构特点、主要设计参数.
【总页数】2页(P144-145)
【作者】尹铁;张锋;梁君直;乐天;王进财
【作者单位】中国石油天然气管道科学研究院,河北,廊坊,065000;中国石油天然气管道科学研究院,河北,廊坊,065000;中国石油天然气管道科学研究院,河北,廊坊,065000;中国石油天然气管道科学研究院,河北,廊坊,065000;中国石油天然气勘探开发公司,北京,100000
【正文语种】中文
【中图分类】TE973.8
【相关文献】
1.PIW系列管道内环缝自动焊机 [J], 曾惠林;刘然;赵勇强;马志锋;尹铁
2.国产数控式管道内环缝多焊炬自动焊机研究及应用 [J], 曾惠林;张峰;黄福祥
3.国产PIW48管道内环缝自动焊机焊接技术应用 [J], 周晓辉;吴彩勇;王继春;陈建平;翟文彪;吴增军
4.管道内环缝多焊头自动焊机研究及应用 [J], 闫政;梁君直;张锋
5.基于PLD的管道内环缝自动焊机控制系统 [J], 陈朋超;董鹏;查世名
因版权原因,仅展示原文概要,查看原文内容请购买。
货车风缸环缝自动焊接专机的设计

环缝 自动焊 专 机作 为 风 缸 生 产 线 的 第 4道 工 序, 主要完 成缸 体 与缸 端 盖 组 装 后 的两 环 缝 的 自动 焊接 。其 工作 过程 如下 : 开启 上下料 机构 , 从缸 体 圆
度校正 台位 传来 组 装成 的风 缸半 成 品 ( 以下 简称 工
环缝焊 接均 采用 手工 焊 , 样不 仅生 产效 率低 , 这 对操 作者 的技 能要 求 高 , 接 质 量也 难 以控 制 , 此 , 焊 为 研 制 了风缸 自动焊接 专机 。
相 关参 数为 : () 1 定位 误差 不大 于 0 5m ( ) . m;2 焊接 速度 4 0 0
~
该 部分 由活动夹 紧 和传动 机构 中的球 面夹 头组
成 。活 动夹 紧 机构 由球 面 夹头 、 滑动 套筒 、 套筒 座 、
风缸等 组成 。启 动 风 缸 时 , 塞杆 带 动 滑 动套 筒 在 活 套简座 内向前滑 动 , 动 最 前 端 的球 面 夹 头对 工 件 推
夹 紧 。夹头 的定 位 面采 用 与工件 端 盖相 吻合 的环 状
4 0 m / i ; 3 选 用 Y I 0—10型 三 相 异 步 5 m mn ( ) SO 8
电动机 , 可实 现无 级调 速 ; 4 专 机体积 18 0m × () 7 m
8 0m ×1 2 m; 5 总 质 量 13 0k 。 0 m 0m ( ) 5 0 g
工 装 设 备
文章 编 号 :0 7 3 ( 0 0 0  ̄0 1 o 1 0 40 4 2 1 ) 4 3 _2
货 车风 缸 环 缝 自动 接 专机 的设 计 焊
张 永 兰
( 南车石 家庄车辆 有 限公 司 , 河北 石 家庄 0 0 0 ) 5 0 0
基于两轴数控系统的数控环缝自动焊接机设计探索

2017年第7期(下转第111页)时代农机TIMES AGRICULTURAL MACHINERY第44卷第7期Vol.44No.72017年7月Jul.2017作者简介:曹永雄(1987-),男,广东湛江人,大学本科,主要研究方向:焊接数值模拟技术发展现状。
基于两轴数控系统的数控环缝自动焊接机设计探索曹永雄(广东省佛山市三水区技工学校,广东佛山528137)摘要:文章针对现有焊接机的人机交互性差、程序不开放等问题,设计了两轴数控系统控制的数控环缝自动焊接机。
由数控系统可控制摆动器和焊机的启停工作,使用步进电机来做驱动电机,通过一轴控制焊接工件的旋转位置和速度,另一轴焊枪上下移动的位置和速度。
该设计操作简单、效率高效、开放性强、焊接质量可靠、外形美观。
关键词:焊接件;数控焊接;自动化目前,自动焊接技术在国外已经具有比较成熟的技术,焊接工艺与设备也在不断的升级当中,但国内的自动焊接技术方面却相对略显不成熟,大多采用手工焊接,而自动环缝焊接则采用的是PLC 控制技术,其人机交互性比较差,程序不开放,不能进行二次开发,因此有必要对其进行改进。
1数控环缝自动焊接机的总体设计方案文章设计了两轴数控系统控制下的数控环缝自动焊接机,由数控系统可控制摆动器和焊机的启停工作,使用步进电机来做驱动电机,焊接工件的旋转位置和速度由一个轴控制,焊枪上下移动的位置和速度则由另一个轴来控制,如图1所示。
图1数控环缝自动焊接机的总体设计方案2数控环缝自动焊接机的整体结构设计数控环缝自动焊接机由数控系统、门架、进送传动系统、主传动系统、焊枪摆动器、滚轮架、送丝机和焊接电源等组成,如图2所示。
①焊接电源采用二氧化碳气体保护的NB500焊机,焊丝规格则用Φ1.2mm 或Φ1.6mm。
②门架采用钢焊门式结构,表明抛光处理,确保足够的刚性与强度。
③数控系统选用两轴数控系统,摆动器启停指令采用M08/M09,焊接启停指令采用M10/M011,由X 轴控制焊枪上下进给,Z 轴控制工件旋转、焊接与摆动器启停。
基于Unity3D的焊接机器人虚拟现实仿真技术研究

第!期2018年!月组合机床与自动化加工技术Modular Machine Tool & Automatic Manufacturing TechnitjueN o ;Mar. 2018文章编号:1001 -2265(2018)03-0019 - 04D 01:10. 13462/j . cnki . mmtamt . 2018.03.006基于Unity 3D 的焊接机器人虚拟现实仿真技术研究高国雪,高辉,焦向东,周灿丰,王龙(北京石油化工学院深水油气管线关键技术与装备北京市重点实验室能源工程先进连接技术研究中心,北京102617)摘要:以一个6自由度关节型焊接机器人为对象,对其进行了虚拟现实仿真技术的研究,提出了一种 基于Un it y 3D 引擎、使用C #语言开发的虚拟现实仿真系统的设计。
研究内容包括:三维建模和优化处 理、模型及场景的实时加载、人机交互界面的设计、运动仿真、虚拟机器人与实际机器人的运动同步和位 姿同步、简单临场感的实现、碰撞检测功能。
通过对焊接机器人虚拟现实技术的研究,可以有效降低焊 接过程中操作人员的作业风险,对焊接机器人工作过程中的远程监控具有较大的研究意义。
关键词:Un it y 3D ;虚拟现实;机器人;碰撞检测;焊接 中图分类号:TH 165;TG 659文献标识码:AStudy on Virtual Reality Simulation Technology of Welding Robot Based on the Unity 3DGA 0 Guo-xue , GA 0 Hui , J I^V O Xiang-dong , ZH 0U Can-feng , WANG Long(Beijing Key Laboratory Pipeline Critical Technology and Equipment for Deepwater Oil & Gas Develop ment ,Research Center of Energy Engineering Advanced Joining Technology , Beijing Institute of Petrochemical Technology , Beijing 102617, China )Abstract : This paper presents a virtual reality simulation system based on Unit ^ 3D engine and C #guage , whidi is studied i n a s i^c DOF (degree of freedom ) joint welding robot . The research contents of this paper included the three-dimensional modeling and optimization , Real-time loading of models and scenes , the human-computer interface desig^n , motion simulation , the motion and position synchronization of tiie vir tual robot and the real robot , the simple sense of immediacy and collision detection . Through the research on the virtual reality technology of welding robot , i can effectively reduce the operating risk of the operator inthe welding process . There is great research significance for the remote monitor and control in the process of welding robot work .K e y words: Unity 3D ; virtual reality ; robot ; collision detection ;welding〇引言近年来,随着计算机技术的快速发展,虚拟现实技 术得到了快速的发展与完善,其应用领域也在不断扩 大,包括航空航天、科学研究、医疗卫生、教育培训、军 事仿真、工程制造等领域[1]。
利用SOLIDWORKS实现焊接机器人设计和仿真_何杏兴
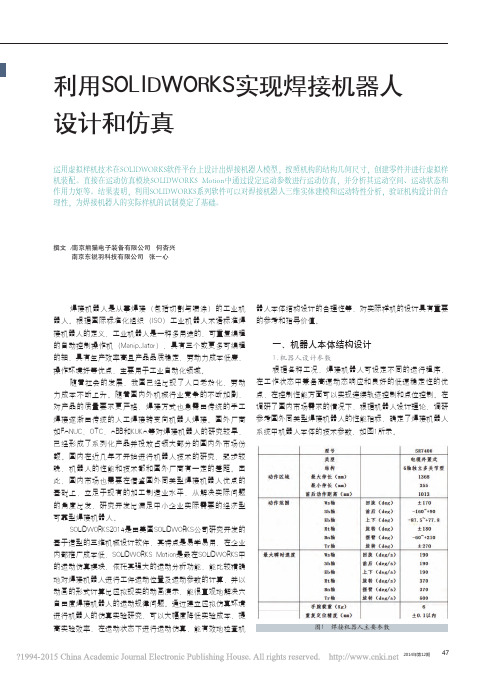
2014年第12期47焊接机器人是从事焊接(包括切割与喷涂)的工业机器人。
根据国际标准化组织(ISO)工业机器人术语标准焊接机器人的定义,工业机器人是一种多用途的、可重复编程的自动控制操作机(Manipulator),具有三个或更多可编程的轴,具有生产效率高且产品品质稳定,劳动力成本低廉,操作环境好等优点,主要用于工业自动化领域。
随着社会的发展,我国已经出现了人口老龄化,劳动力成本不断上升。
随着国内外机械行业竞争的不断加剧,对产品的质量要求更严格,焊接方式也急需由传统的手工焊接逐渐由传统的人工焊接转变向机器人焊接。
国外厂商如FANUC、OTC、ABB和KUKA等对焊接机器人的研究较早,已经形成了系列化产品并投放占领大部分的国内外市场份额。
国内在近几年才开始进行机器人技术的研究,起步较晚,机器人的性能和技术都和国外厂商有一定的差距。
因此,国内市场也需要在借鉴国外同类型焊接机器人优点的基础上,立足于现有的加工制造业水平,从解决实际问题的角度出发,研究开发出满足中小企业实际需要的经济型可靠型焊接机器人。
SOLIDWORKS2014是由美国SOLIDWORKS公司研究开发的基于造型的三维机械设计软件,其特点是易学易用,在企业内部推广成本低,SOLIDWORKS Motion是嵌在SOLIDWORKS中的运动仿真模块,依托其强大的运动分析功能,能比较精确地对焊接机器人进行工件运动位置及运动参数的计算,并以动画的形式计算出虚拟现实的动画演示,能很直观地解决六自由度焊接机器人的运动规律问题。
通过建立虚拟仿真环境进行机器人的仿真实验研究,可以大幅度降低实验成本,提高实验效率,在运动状态下进行运动仿真,能有效地检查机器人本体结构设计的合理性等,对实际样机的设计具有重要的参考和指导价值。
一、机器人本体结构设计1.机器人设计参数根据各种工况,焊接机器人可设定不同的运行程序,在工作状态中兼备高速动态响应和良好的低速稳定性的优点,在控制性能方面可以实现连续轨迹控制和点位控制。
一种新型冰箱压缩机环缝自动焊机设计
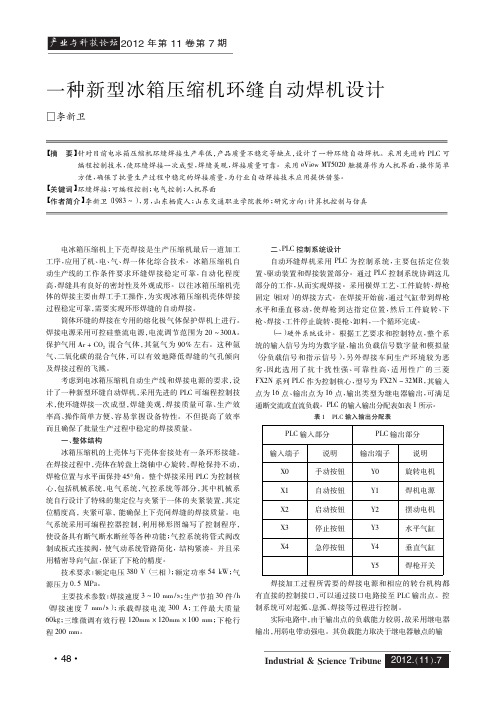
二、PLC 控制系统设计 自动环缝焊机采用 PLC 为控制系统,主要包括定位装 置、驱动装置和焊接装置部分。通过 PLC 控制系统协调这几 部分的工作,从而实现焊接。采用横焊工艺、工件旋转、焊枪 固定( 相对) 的焊接方式。在焊接开始前,通过气缸带到焊枪 水平和垂直 移 动,使 焊 枪 到 达 指 定 位 置,然 后 工 件 旋 转、下 枪、焊接、工件停止旋转、提枪、卸料,一个循环完成。 ( 一) 硬件系统设计。根据工艺要求和控制特点,整个系 统的输入信号为均为数字量,输出负载信号数字量和模拟量 ( 分负载信号和指示信号) ,另外焊接车间生产环境较为恶 劣,因此 选 用 了 抗 十 扰 性 强、可 靠 性 高、适 用 性 广 的 三 菱 FX2N 系列 PLC 作为控制核心,型号为 FX2N - 32MR,其输入 点为 16 点、输出点为 16 点,输出类型为继电器输出,可满足 通断交流或直流负载。PLC 的输入输出分配表如表 1 所示。
表 1 PLC 输入输出分配表
PLC 输入部分
PLC 输出部分
输入端子
说明
输出端子
说明
X0
手动按钮
Y0
旋转电机
X1
自动按钮
Y1
焊机电源
X2
启动按钮
Y2
摆动电机
X3
停止按钮
Y3
水平气缸
X4
急停按钮
Y4
垂直气缸
Y5
焊枪开关
焊接加工过程所需要的焊接电源和相应的转台机构都 有直接的控制接口,可以通过接口电路接至 PLC 输出点。控 制系统可对起弧、息弧、焊接等过程进行控制。
一、整体结构 冰箱压缩机的上壳体与下壳体套接处有一条环形接缝。 在焊接过程中,壳体在转盘上绕轴中心旋转,焊枪保持不动, 焊枪位置与水平面保持 45°角。整个焊接采用 PLC 为控制核 心,包括机械系统,电 气 系 统,气 控 系 统 等 部 分,其 中 机 械 系 统自行设计了特殊的集定位与夹紧于一体的夹紧装置,其定 位精度高,夹紧可靠,能确保上下壳间焊缝的焊接质量。电 气系统采用可编 程 控 器 控 制,利 用 梯 形 图 编 写 了 控 制 程 序, 使设备具有断气断水断丝等各种功能; 气控系统将管式阀改 制成板式连接阀,使气动系统管路简化,结构紧凑。并且采 用精密导向气缸,保证了下枪的精度。 技术要求: 额定电压 380 V( 三相) ; 额定功率 54 kW; 气 源压力 0. 5 MPa。 主要技术参数: 焊接速度 3 ~ 10 mm / s; 生产节拍 30 件 / h ( 焊接速度 7 mm / s) ; 承载焊接电流 300 A; 工件最大 质 量 60kg; 三维微调有效行程 120mm × 120mm × 100 mm; 下枪行 程 200 mm。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
摘要气电立焊是由普通熔化极气体保护焊和电渣焊发展而形成的一种熔化极气体保护电弧焊方法,焊接效率及焊接质量均较高,主要应用于船舶的外壳板的中厚板焊接,也可应用于相应尺寸的桥梁箱式梁腹板及大型储罐侧板的中厚板的焊接。
为了提高快速响应能力,必须实现快速虚拟设计。
本论文首先介绍了气电立焊机,包括它的原理、特点、工艺特点,并介绍了其设备和用途,详细介绍了船体气电自动立焊机。
其次,我们完成了丝杆的三维建模。
另外,为了应对繁多的齿轮传动,我们专门开发了PRO/E参数化齿轮建模方法,完成了参数化齿轮建模。
综合运用PRO/ENGINEER软件、CAXA软件、AUTOCAD软件,我们完成了轴承三维模型的创建。
利用PRO/E的零件族表功能,我们完成了大量标准件的三维建模,诸如轴承、螺栓、垫片、螺帽等等。
然后,我们在PRO/E中进行机构运动仿真,介绍一些具有代表性的装配过程,这些装配过程用到了一些实用的装配技巧。
我们介绍了基本装配约束,多个螺栓的重复性装配,链条的阵列化装配,装配件中的改名操作,轴组件的装配。
最后,我们进行了机构运动虚拟设计。
把各个零部件通过装配模块组装成一个完整的机构后,在PRO/E中直接启动机构运动分析模块,定义机构中的连接,设置伺服电机,分析运行机构,观察机构的整体运动轨迹和各零件之间的相对运动,进行运动仿真举例,最终能将机构运动录制成JPEG格式的动画。
关键词:气电立焊;三维建模;虚拟设计;仿真AbstractElectro-gas welding is a kind of melting by the ordinary gas metal arc welding and electro-slag welding development and the formation of polar gas shielded arc welding method, welding efficiency and welding quality is high, thick plate welding of the shell plate is mainly applied to the ship, but also can be applied to the corresponding size of bridge box girder webs and large storage tank side welding of plate. In order to improve the rapid response capability, to achieve rapid virtual design.This paper firstly introduces the electro-gas welding machine, including the principle, characteristics, its process characteristics, and introduces the equipment and use, details of the ship body electric automatic vertical welding machine.Secondly, we completed the three-dimensional modeling of wire rod. In addition, in order to deal with various kinds of gear transmission, we specializes in the development of gear parametric modeling method of PRO\/E, the parametric modeling of gear. Comprehensive use of PRO\/ENGINEER software, CAXA software, AUTOCAD software, we completed the creation of three-dimensional model of bearing. With the family table function parts of PRO\/E, we completed the three-dimensional modeling of many standard parts, such as bearings, bolts, gaskets, nut etc..Then, we performed the mechanism movement simulation in PRO\/E, introduces some representative assembly, the assembly process to use some practical assembly skills. We introduced the basic assembly constraints, repeated assembly of a plurality of bolt, chain array assembly, assembly of renaming operation, shaft assembly.Finally, we carried out the movement of virtual design. The assembled into a complete mechanism of each parts of the assembly module, direct start mechanism motion in PRO\/E analysis module, connect definition mechanism, a servo motor is arranged, analysis of the operation mechanism, the relative movement between the overall trajectory of institutions and all parts of the simulation exercise, for example, can finally mechanism motion records into JPEG format animation.Keywords:electro-gas welding; 3D modeling; virtual design; simulation目录摘要 (I)ABSTRACT (II)目录 (V)1 绪论 (1)1.1本课题的研究内容和意义 (1)1.2国内外的发展概况 (1)1.3本课题应达到的要求 (3)2 气电立焊机介绍 (4)2.1气电立焊的原理 (4)2.2气电立焊的特点 (4)2.3气电立焊工艺特点 (5)2.4气电立焊设备介绍 (7)3 主要零部件建模 (9)3.1丝杠的三维建模 (9)3.2参数化齿轮建模 (11)3.3轴承三维模型的创建 (16)3.4垫片的创建 (19)4 零部件虚拟装配 (22)4.1基本装配约束介绍 (22)4.2多个螺栓的重复性装配 (22)4.3链条的阵列化装配 (24)4.4装配件中的改名操作 (25)4.5轴组件的装配 (25)5 机构运动虚拟设计 (27)5.1机构运动虚拟设计功能概述 (27)5.1.1机构运动虚拟设计功能概述 (27)5.1.2机构运动虚拟设计功能的一般步骤 (27)5.2连接定义 (27)5.3定义伺服电机 (28)5.4创建运动分析 (28)5.5运动仿真举例 (29)V5.5.1定义链条运动 (29)5.5.2定义丝杠传动 (30)6 结论与展望 (33)致谢 (34)参考文献 (35)立式环缝自动焊接机虚拟设计11 绪论1.1本课题的研究内容和意义气电立焊是80年代发展起来的一种熔化极气体保护电弧垂直对接焊方法,采用药芯焊丝作熔化极,用能自动控制的上升系统带动焊枪进行连续焊接,在水冷滑块的强制成型作用下以2CO 气体保护实现单面焊双面一次成型。
图1.1 气电立焊在焊接前,首先在焊接接头的坡口反面安装固定铜滑块,坡口正面安装一块可随焊枪一起运动的水冷滑块。
焊接时,药芯焊丝和母材被电弧熔化形成熔池,并被限制在前后两块水冷滑块及未熔化的母材之间,这样,熔池上部受到2CO 及熔渣的保护,药芯焊丝熔化后产生的部分熔渣渗入到熔池与两块水冷滑块的接触面之间,对熔池起保护作用,同时也避免了铜滑块被熔池熔化产生的粘连,保证了焊接接头的质量。
熔池下部被水冷铜滑块冷却凝固形成焊缝。
随着焊缝的形成,送丝机构的小车和正面的铜滑块沿垂直导轨自动向上移动,并保持距熔池的相对位置不变,以保证焊接过程的稳定。
1.2国内外的发展概况气电立焊是由普通熔化极气体保护焊和电渣焊发展而形成的一种熔化极气体保护电弧焊方法。
目前气电立焊焊接材料主要采用(金属芯)药芯焊丝,其特点是生产效率高、成本低。
气电立焊属于窄间隙焊,与其它窄间隙焊的主要区别是焊缝一次成型,而不是多道多层焊。
所以其焊接效率及焊接质量均较高,主要应用于船舶的外壳板的中厚板焊接,也可应用于相应尺寸的桥梁箱式梁腹板及大型储罐侧板的中厚板的焊接。
目前通过船级社认可的2CO 气电立焊药芯焊丝全部为国外厂商,而国内研究生产的焊丝常常出现焊接力学性能不稳定的情况,不能满足国内客户的需求。
所有气电立焊药芯焊丝的使用全都依赖进口,而国内目前应用最多的是日本神钢生产的DWS-43G和DWS-1LG两种气电立焊药芯焊丝。
过去我国对气电立焊的设备主要依赖进口,并被广泛应用于石油天然气的储油罐建设这些设备,虽然性能良好但价格昂贵,国内一些中小企业无力购买,受进口设备和国内药芯焊丝技术不过关的制约,其应用范围和发展受到限制。
所以,开发拥有我国自主知识产权的气电立焊设备,以解决困扰我国众多企业的焊接问题,成为当务之急。
为了提高快速响应能力,气电立焊企业首先应能迅速捕捉复杂多变的市场动态信息,并及时作出正确的预测和决策,以决定新产品的功能特征和上市时间。
明确了新产品的开发项目以后,实现快速虚拟设计就成为重要的一环。
工程设计的重要性是不言而喻的。
据统计,工程设计的费用虽然只占产品最终成本的一小部分(不到10%),但往往决定了它的80%以上的制造成本,而且还决定性地影响产品的性能和交货期。
现代机械产品由于用户的要求越来越高,产品结构日益复杂,科技含量愈来愈高,从而使得产品的开发周期同趋延长。