小直径筒体环缝自动焊的工艺改进
化工压力容器在环缝自动焊中焊道余高过大的原因分析及其预防措施

化工压力容器在环缝自动焊中焊道余高过大的原因分析及其预防措施文章介绍了化工压力容器在生产制造过程中环焊缝焊接过程中出现的焊缝余高过大的问题,分析余高超标产生的各种原因,并提出改进的建议。
标签:自动焊;余高;焊接参数前言随着科学技术的进步和工业生产的发展,压力容器已经广泛应用于化工、冶金,核电,国防等工业领域及人们的日常生活中。
压力容器内部常常是在高温,高压的环境中运行。
所以压力容器的质量就显得尤为关键。
在这其中,焊接是整个压力容器制造过程中时间最长,最重要的工序之一。
焊缝质量直接决定了整个压力容器的质量和使用寿命,焊接质量不好,不仅使压力容器寿命大大缩短,严重的还可能导致爆炸,危急人们的生命,惨痛的教训比比皆是。
笔者从事压力容器生产制造工作,通过理论知识的研究和现场实际情况相结合,对埋弧自动焊焊接过程中出现的焊缝余高过大问题进行原因分析,并最终制定出相应的预防措施。
埋弧焊是一重以电弧作为热源的机械化程度很高的焊接方法,它有着生产效率高,焊接质量好,劳动条件好等优点,目前被广泛使用。
影响埋弧自动焊焊缝形状和尺寸的原因很多,但主要焊接参数有电弧电压,焊接电流,焊接速度,预热温度,焊材直径、焊件倾斜角度等,这些焊接参数需要进行合理的匹配才能焊出外观良好且没有任何缺陷的焊缝。
因此需了解各工艺参数对焊缝成型(尤其是余高)的影响,研究其规律以及与焊缝结晶过程的关系,才能解余高过大的问题。
1 影响焊缝余高的原因余高是指超出焊缝表面焊趾连线上面的那部分焊缝金属的高度。
焊缝的余高使焊缝的横截面增加,承载能力提高,并且能增加射线摄片的灵敏度,但却使焊趾处会产生应力集中,影响焊缝质量,所以一般余高不宜过高,通常情况下要求余高不能低于母材,其高度随母材厚度增加而加大,但最大不得超过3mm。
余高超标分为连续超标和断续超标两种。
影响焊缝余高的焊接参数有以下几点:1.1 焊接电流:在其他参数条件不变时,余高与焊接电流变化成正比,即焊接电流增大,使焊丝熔化量增加,焊缝余高增加。
化工压力容器在环缝自动焊中焊道余高过大的原因分析及其预防措施

化工压力容器在环缝自动焊中焊道余高过大的原因分析及其预防措施作者:王祎磊来源:《科技创新与应用》2013年第12期摘要:文章介绍了化工压力容器在生产制造过程中环焊缝焊接过程中出现的焊缝余高过大的问题,分析余高超标产生的各种原因,并提出改进的建议。
关键词:自动焊;余高;焊接参数前言随着科学技术的进步和工业生产的发展,压力容器已经广泛应用于化工、冶金,核电,国防等工业领域及人们的日常生活中。
压力容器内部常常是在高温,高压的环境中运行。
所以压力容器的质量就显得尤为关键。
在这其中,焊接是整个压力容器制造过程中时间最长,最重要的工序之一。
焊缝质量直接决定了整个压力容器的质量和使用寿命,焊接质量不好,不仅使压力容器寿命大大缩短,严重的还可能导致爆炸,危急人们的生命,惨痛的教训比比皆是。
笔者从事压力容器生产制造工作,通过理论知识的研究和现场实际情况相结合,对埋弧自动焊焊接过程中出现的焊缝余高过大问题进行原因分析,并最终制定出相应的预防措施。
埋弧焊是一重以电弧作为热源的机械化程度很高的焊接方法,它有着生产效率高,焊接质量好,劳动条件好等优点,目前被广泛使用。
影响埋弧自动焊焊缝形状和尺寸的原因很多,但主要焊接参数有电弧电压,焊接电流,焊接速度,预热温度,焊材直径、焊件倾斜角度等,这些焊接参数需要进行合理的匹配才能焊出外观良好且没有任何缺陷的焊缝。
因此需了解各工艺参数对焊缝成型(尤其是余高)的影响,研究其规律以及与焊缝结晶过程的关系,才能解余高过大的问题。
1 影响焊缝余高的原因余高是指超出焊缝表面焊趾连线上面的那部分焊缝金属的高度。
焊缝的余高使焊缝的横截面增加,承载能力提高,并且能增加射线摄片的灵敏度,但却使焊趾处会产生应力集中,影响焊缝质量,所以一般余高不宜过高,通常情况下要求余高不能低于母材,其高度随母材厚度增加而加大,但最大不得超过3mm。
余高超标分为连续超标和断续超标两种。
影响焊缝余高的焊接参数有以下几点:1.1 焊接电流:在其他参数条件不变时,余高与焊接电流变化成正比,即焊接电流增大,使焊丝熔化量增加,焊缝余高增加。
筒体环缝数控MAG焊接自动机
和气 体 等 焊 接 材 料 管 理 、 放 等 成 本 高 , 方 便 。在 冬 存 不
季生 产 中 , 厂 房 温 度 较 低 , 产 中 易 出 现 冷 裂 纹 及 大 因 生
关键 词 : 焊接 自动 机
MA 焊 G
数控
参数 预 置
NUM [ UCAL EI CoNTRo L AG M AUTo M ATl W ELDD M ACH D C G E FoR BARREL RCULA R Cl SEAM
Ha b n W e di nsiu e r i l ng I tt t
H o Ti nkui M e angwe , u a , ng Xi i Xu a un Di nl
Ha bn Ja c e g ma h n r n fco r i in h n c iey ma ua tr y
W a gXioa Z u Yu o g L e jn n a ln, o h n , i W n ig
1~ 4
4 陈 克选 , 王雅 生 . 有不 同通 道 变极 性 等离 子 弧 焊设 备 研 制 具
作 者 简 介 : 陈 克 选 ,9 2年 生 , 士 , 教 授 。 16 硕 付
筒 体 环 缝 数 控 MAG 焊 接 自 动 机
哈 尔滨 焊接 研 究所 ( 5 0 0) 10 8 侯天奎 孟祥 威 徐 殿 伦
氧化铝种分槽体横环缝自动化焊接及设备的研究与应用

图 2 气 电立焊机焊接立缝
维普资讯
P&l如h化nc Pe ea si e 石i工ro tm C coun c r o 油l建 u m t C 设 t
2 年2 第期 0 第8 2 1 卷 } 6
表 1 缝埋弧 自动焊接机 G H 横 H -I设备主要技术参数 I
焊接电流 A t ̄ 50 01 5 - !一2 O 3 20 . . 32 t- t I O 2Y K >4 焊接板厚 I/ /: 11 1 焊接板宽 m 电潦电压 V 额定容量 K. VA 颓定负戢 % 8 8 -0 14 30 .- . 30 8 5 0 10 0 焊接电压 v 焊丝直 径 mm 焊接逐度 rm/ i a rn a 焊接缇 径 m
小直径罐 体, 完成横环缝的多道多层埋弧 自 动化焊接。
埋弧焊剂 自动输送回收, 循环使用 , 减少消耗损失。 由
O
于埋弧自动焊接时抗风能力较强,焊接操作大车载体
图3 埋弧横焊机 3 台.自动焊接横环缝
外形封闭 , 铝合金板罩面, 抗风性更能好, 因此更适合
野外、 高空作业。 车体轻便 , 操作员在其内部作业 , 操
①铝合金板罩面载体操作车 ; ②大车行走机械系统
及控制系统 ; ③焊接送丝系统 ; ④焊枪调整装置 ; ⑤焊剂
自动循环输送回收器 ; ⑥焊接 自动控制系统 ; ⑦焊接 电
源 、配 电装置等。ቤተ መጻሕፍቲ ባይዱ
32 设 备 的主要特 点 .
横环缝埋弧 自动焊接机其大车悬挂在氧化铝种分
槽罐体的壁上, 以罐壁上边缘为导 向沿罐壁行走, 行走 轮采用 自位机构 , 可以随炉壁的曲率 自行转弯 , 能适宜
筒体总装内环缝自动焊工装设计

图2 DL Z 6一12 .5前管板 ( 前后管板尺寸相 同, 只是后管板多了一个人孔)
维普资讯
工
业
锅
炉
厂 r
20 06年第 3期 ( 第 9 总 7期 )
D L系列 锅炉 的 筒 体 结 构 相 同 , 1中选 两种 Z 表 型号 的筒 体作 各项 几何 尺 寸 比较 。
现以 D L Z 6—12 AI .5一 I型号为例 , 其结构
l、 2 。 图
椭圆人孔
前管板
36 5
. -
r
/
44 76
/▲ .
. . .
1
/
■
_
总 装 后 的 封 闭 内环 焊 缝
图 1 DL Z 6—12 A I . 5一 I 筒体
2 D L系列锅炉 简体 的结构 Z
由多 个 筒 节组 成 的锅 筒 与 前 、 拱形 管 板 对 接 后
组成简体。在前后拱形管板封头端面上钻有对称的 若干个 4 4 5 m的孔 ( 螺纹烟管用 ) 在简体上 , .m 6 穿 , 和后 管板上 各设 置 了一个 人 孔 。
收稿 日期 :0 6 1 9 20- - 0 0
表 1
拱形 管板
/
简节
f
L
h
l
U— = __ = ] _r}
D 1 ZL 0— 1 2 . 5一AI DZ 6 —1 2 I L . 5一Al l
简体 内直径 各筒节及总长度 简体壁厚 拱形管板壁厚 拱形管板深 度 平面宽度
钻 孔 直 径
4 00 , 0 2
紫铜换热器的焊接缺陷及焊接工艺优化

质应控制在最低限度 。试验及生产实践表明 ,采用上 述工艺及优化措施 ,可取得满意的效果 。设备主要焊 接质量和检验结果见表 3 (其他检验项目略) 。
板厚Πmm 材质 6 TUP 8 10 T2 12
表 3 换热器焊接检验结果
σbΠMPa σsΠMPa 18219 12614
89
© 1994-2006 China Academic Journal Electronic Publishing House. All rights reserved.
现代制造工程 2006 年第 1 期
制造工艺Π工艺装备
213 其他有关注意事项 1) 埋弧焊接应选用氧化性较低及氟化物较低的
前 ,应在 300 ℃左右烘干 1h ,焊丝在卷盘时 ,要清除油 污和锈等脏物[2] 。6) 反面衬垫 。在焊缝反面衬上一层 焊剂 431 ,焊剂衬垫厚度约 40mm ,宽约 80~100mm。 21213 焊接参数的确定
埋弧自动焊焊接参数见表 2 ,焊丝直径 4mm ,不预 热单面焊双面成形 。
紫铜有较高的加工硬化性能 ,经过冷加工变形 , 强度可提高 1 倍 ,而塑性降低数倍 。加工硬化后的紫 铜可通过退火恢复其塑性 ,退火温度为 550~660 ℃。 焊接结构一般采用软态紫铜 ,同时对紫铜的杂质含量 如氧 、硫 、铅 、铋等控制在规定值以内 。我国生产的工 业用紫铜牌号有 : 一号 铜 、二 号 铜 、三 号 铜 、四 号 铜 (T1 、T2 、T3 、T4) 以及无氧铜 。紫铜的主要物理性能及 力学性能见表 1 。
δsΠ% 冷弯Π(°) 20
197
12619
19
180
17416 12411 1813
178
压力容器筒体自动焊接工艺的改进
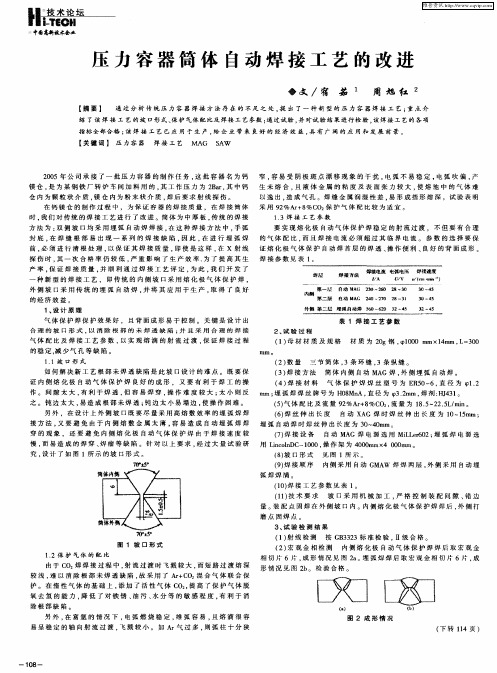
外 侧 坡 1 用 传 统 的 埋 弧 自 动 焊 , 将 其 应 用 于 生 产 , 得 了 良 好 3采 并 取
的经 济 效 益 。
1 设 计 原 理 、
气 体 保 护 焊 保 护 效 果 好 ,且 背 面 成 形 易 于 控 制 。 关 键 是 设 计 出
合 理 的 坡 口形 式 . 消 除 根 部 的 未 焊 透 缺 陷 : 且 采 用 合 理 的 焊 接 以 并
探 伤 时 , 一 次 合 格 率 仍 较 低 , 重 影 响 了 生 产 效 率 . 了 提 高 其 生 焊 接 参 数 见 表 1 其 严 为 。 产 率 , 证 焊 接 质 量 , 顺 利 通 过 焊 接 工 艺 评 定 , 此 . 们 开 发 了 保 并 为 我
一
种 新 型 的 焊接 工艺 。即传 统 的 内 侧坡 1 用 熔化 极 气 体 保 护 焊 , 3采
《焊接结构与工艺》课程设计---压力容器
《焊接结构与工艺》课程设计实训内容一、加氢反应器的焊接焊接结构设计简介1、加氢反应器结构的简介及设计要求该设计题目是:加氢反应器的焊接结构设计,压力容器的设计参数如表1所示。
表1. 设计数据2、加氢反应器结构的组成加氢反应器的结构如图1所示。
有顶部弯管、封头、筒节、热偶法兰、底部弯管、卸料管、冷氢法兰、裙底等几部分组成图1.加氢反应器压力容器结构示意图此压力容器焊缝有A、B、C、D类,各类焊缝的特点及要求;各焊缝的布置原则。
二、加氢反应器焊接结构材料选择及强度校核1、筒体及封头材料的选择、材料特点、力学性能、焊接性1)筒体及封头材料的选择序号项目数值单位备注1 名称加氢反应器的焊接结构设计2 用途普通低压压力容器3 最大工作压力0.8 MPa4 工作温度150 ℃5 公称直径600 mm6 壁厚8-10 mm2.9钢板厚度超过100毫米卷制时,需在加热炉升温到200度,出炉采用吊车4只板钩吊装,板钩在吊装过程中易发生滑脱现象,需要人工量尺寸或找吊装位置来掌握平衡。
卷制时,先进行板端压头,用样板测量弧度,板的两端达到标准要求后进行中间部位卷制。
卷制时开始水平部位使用普通钢管管辅助,吊车配合进行,板材的强度和厚度达到支持拱高塌陷幅度最小为止,卷制到可以合口的部位,吊车配合进行纵缝的点焊加固,吊装到焊接架上进行埋弧焊焊接。
3.1 钢板 80 毫米以下钢板卷制成筒节纵缝焊接好后,回圆时要比组对纵缝时多向下压。
2毫米,在卷板机上多转几圈,通过应力释放达到圆度值,回圆样板检查尤为重要,椭圆度最大值在焊道部分,直径超过4.5米的需要拼板形成两道纵缝,进行回圆必须进行焊道位置多方测量和压力调整,达到圆度值要求。
3.2 钢板厚度超过 100 毫米筒节焊接后还要进行二次加热,回圆时卷板机压力非常大,对钢板产生的外力会作用在筒体其它部位,所以要在钢板200度时尽快利用很短的时间回正、找圆。
3.3圆度达到标准规定(筒节内径的1%,尽量不大于15mm)或图样要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
采 用 的是 4 3
焊剂
,
其凝 固 点 较 焊 丝 和 基 体 材
料要 低
的 作用
,
不 能 起 到 有 效地 阻 止 熔 池 中 金 属 流 动
。
乙川 卜
,
对 于 大 直径 简 体
的 转动 线速度 下
,
由 于 它 曲率 小
,
在相 同
熔 池的 位 置 沿 圆周 在垂 直 方
图
l
“
向 的 变化 平缓 间冷 却凝 固
突出
,
,
熔 池 中 的熔 蝠 金 属 有 足 而 产 生
。
的问 题 并 不
则是 一个普
但 在 小 直 径 筒 体 的焊 接 中
,
遍 存在 的 问 题
这里 介 绍 一 种 切 实可 行 的 小 直 径 简 体 环缝 焊接 方法 动 的现象
,
它 可 以 有 效 的防 止 出 现 熔 池 金 属 流
. 作 者投 稿时 请 自留 底 稿 若在 件 处理 工作 量 大 故 一 般 不 退 稿
,
。
。
,
4
个 月 内 未接 到 本 刊 录 用 通 知
稿 件可 自行 处理
。
因 本 刊稿
《压 力 容 器 》
约 扭留
·
C PV T
Vo l
.
9
N
o
,
6
19 92
53 3
·
。
卜\ 洲
环 缝坡 口 的 形 状 尺 寸
(l )
J簇 1 0 m m
,
可不 开 坡 口
,
。
50
.
一 80.
( 2)
·
1 2m m 簇 `成 一 4m m
开 内单 坡 口
,
坡
图
2
5 32
·
压 力容 器
第
9
卷第
6
期
环缝 的 焊 接
通 常在 外 环 缝 焊 接 时
环 缝 圆 周 的最 高位 置 一 定 线 速度 下
并 形 成 夹渣 等 焊 接 缺 陷
图
;,
,
当 焊 接筒 体 的 内 环 缝 时
卜刁卜习 刁 卜刁 卜刁卜
, , )
则 应 将 自动焊 机
〕 : ,
图
)
4
〕
卜刁 卜刁卜 刁卜 多 刁 卜刁 卜刁 卜 刁卜 多刁卜刁 卜刁 卜刁 卜 习卜 刁卜 刁 卜刁 卜刁 卜刁 卜 刁卜 刁 卜 月卜 多 刁 卜 多刁卜刁卜 闷 卜多 卜 多刁卜 刁卜刁卜习 多 多 刁卜 多 刁卜 习
”
,
所示
,
。
这 样 有 利 于 减少 不 便观 察 的 内焊 缝 的 焊
。 。
接 相 应增 加 便 于 观 察 和 控制 的 外 焊 缝 的 焊 接
这 一 点 对 小 直 径筒 体 的焊 接很 重 要
从而 在焊缝表 面 形 成 凹 凸 不 平 的
,
“
鱼尾
影 响 环 焊 缝的 质量
1
。
当 前埋 弧 自动 焊普 遍
, ; ,
《 压 力容 器 》
1
.
杂志 征 稿 要 求
。
计 t 单位
,
根 据 国 家 出版 部 门 有 关标 准 的 规 定 的 或 国 外资 料时
,
本刊 一 律 采 用 法定计 量 单位
一 般 须 换 算成 法 定 单 位
,
作 者 在文 中 引 用过 去发表
,
若 遇非 法 定 计量 单位
,
倘 若不 方 便换 算
小 直 径筒 体 环缝 自 动 焊 的 工 艺 改 进
e o e e
e
t
o
to
t e
e
e
e
e
t
o
te
y
北 京燕 山 石 化 公司 机 械 厂 黄金
在压 力 容 器 制 造 中
,
。 I OO 0 m m
,
以 下的 小 直
、
口钝边为 s m m
,
如图
,
1
所示
。
径筒 体 占 有 相 当 大 的 比 例
。
如 锅炉 汽 包
。
塔器
smm
,
(3) ` )
。
16 m m
开 双面 坡 口
,
坡 口钝边为
,
换 热器 壳 体 以 及 受 压 管道 等
筒 体的 环 缝 通 常
但 内坡
口 尺 寸要 小 于 外 坡 口 尺 寸
如图
2
采 用埋 弧 自动焊 由 于 筒 体 直 径 小 时 曲率 大 在
焊 接 过 程 中筒 体 的 转 动 会 使 得 熔 池 中熔 蝠 的 金 属 来 不及 凝 固而在 重 力的 作 用下 沿环缝 向下 流 动 纹
可注 明 换算
关系
。
2
.
稿件 体列 等要 求
、
来 稿须 附有 英文 标题 标 明 大 小写
晰
。 、
英 文摘 要
、
、
中 文 摘 要 及 中 文 关键 词
,
。
来稿 须 用 钢 笔或 圆 珠 笔 在 标 准 格
,
式稿 纸 上 抄 写 ( 书写 格式 请 参考本 杂 志 )
文种
、
要 求字 迹清 楚
;
外文 字 母 请 按 印刷 体 书写
450m m镇 功 成 10 0 0 m m
。
蝠金属 未 及 凝 固 而产 生 流 动
,
合 理 的 焊接 方 法
。
s
~
20m m
应 当 是 将 自动 焊 机头 从 圆 周 的 最高 位 置 逆 筒 体
直径 大 的 取 小 值
,
旋 转 方 向 偏 移一 定距 离 见 图 3 这 样 就可 以 使
实践 表 明
上 述 的偏 移 数 值 已 足 以 控 制 熔
,
焊 接熔 池能 够 有 较 长 的 凝 固 时 间
熔 池 金 属 的 流动 和
“
,
从而抑 制了
。
池 中 金属 的 流 动
保证 环 缝 焊 接 的 质 量
。
.
偏移
,
鱼 尾纹
”
的形 成
距 离过 大 可 能 会 产 生 熔 池 内 金 属 的逆 向 流 动
, ,
头 从 圆周 的 最 低 位置 逆 筒 体 旋 转方 向偏 移 一 定
,
将 自动焊 机 头置 于
,
距离
,
见图 4
。
但 由于 筒 体 直径 小
,
。
在
焊 机 头偏 移垂 直 中 心 线 的最 佳 距 离
对于
3 0m m
,
S
:
,
从
~
随 着 筒体 的 转 动
熔 池 内 的熔
多 次调 试 和 生 产 实 践 中得 出的经 验数 值 为
,
并 请 用 铅笔
正 斜体 及 上
下角
;
插 图 请 用 描 图纸 墨 绘 ( 复 印件 拒 收 )
照 片必 须 层 次清
3
.
参考 文献
,
文 章 后 所 列 参 考 文 献 必 须 与 文 中所 述 之处 对 应
并 按有 关科 技 期 刊参 考 文 献 格式 书 写
,
,
未发
表 及内 部 资料 一 般 不作 为 所 列 参 考文 献