砂型铸造旧砂再生技术与实践
粘土旧砂湿法再生技术的研究

粘土旧砂湿法再生技术的研究孙清洲;任文成;许荣福;杨宸;单宝香;韩勇【摘要】以含覆膜砂芯砂粘土旧砂为研究对象,对粘土旧砂湿法再生技术进行了研究,确定了湿法再生适宜的工艺路线为“水洗+改性+焙烧”,适宜的工艺参数为在1200r/min的转速下擦洗四次,每次擦洗时间为5min,前三次的水砂比为1:1,最后一次的水砂比为0.5:1.对擦洗后的砂子用盐酸进行改性,其加入量为每100g砂子加入0.1mol/L的盐酸标准溶液4mL,然后将改性并烘干后的砂子在600℃下焙烧15min,冷却至室温后制备覆膜砂,其热态抗拉强度为1.246MPa,常温抗拉强度为1.694MPa,均达到或超过了由新砂混制覆膜砂的热态和常温抗拉强度.【期刊名称】《中国铸造装备与技术》【年(卷),期】2018(053)005【总页数】5页(P19-23)【关键词】粘土砂;旧砂;湿法再生;覆膜砂【作者】孙清洲;任文成;许荣福;杨宸;单宝香;韩勇【作者单位】山东建筑大学材料科学与工程学院,山东济南250101;山东省铸造清洁生产工程技术研究中心,山东济南250101;山东建筑大学材料科学与工程学院,山东济南250101;山东省铸造清洁生产工程技术研究中心,山东济南250101;山东建筑大学材料科学与工程学院,山东济南250101;山东省铸造清洁生产工程技术研究中心,山东济南250101;山东建筑大学材料科学与工程学院,山东济南250101;山东省铸造清洁生产工程技术研究中心,山东济南250101;山东建筑大学材料科学与工程学院,山东济南250101;山东省铸造清洁生产工程技术研究中心,山东济南250101;山东省科学技术厅机关服务中心,山东济南250101【正文语种】中文【中图分类】TG221;TG24粘土砂工艺是最常用的砂型铸造工艺之一,由粘土砂工艺生产的铸件占到由砂型铸造工艺生产铸件的50%以上。
据统计,在粘土砂铸造生产过程中,每生产1吨铸件将产生1吨废砂,为此每年将产生大量的粘土砂废砂,大量粘土废砂的排放不仅污染了环境,同时也造成了铸造砂资源的浪费,为此粘土旧砂再生技术受到了广大铸造工作者的关注。
湿型旧砂的再生处理

湿型旧砂再生处理的评述于震宗(清华大学机械工程系,北京100084)摘要:湿型旧砂进行再生处理的目的是要减少原砂消耗量和废砂排除量。
有些铸造工厂采取较简单的再生方法将旧砂的泥分降低,从而保持型砂泥分含量稳定。
另一种铸造工厂生产多砂芯铸件,为了减少旧砂溢流量,将旧砂深度再生处理后用于代替原砂混制树脂砂芯用砂。
凡是含有钠化膨润土的旧砂不可用高温焙烧再生方法,否则不适合制备热芯盒和冷芯盒砂芯。
关键词:旧砂再生;型砂含泥量;壳芯;热芯盒砂芯;冷芯盒砂芯中图分类号:文献标识码:文章编号:A Review on the Reclamation of Used Green Molding SandYU, Zhenzong(Department of Mechanical Engineering, Tsinghua University, Beijing 100084, China) Abstract: The aim of used sand reclamation is to decrease the base sand requirement and the waste sand displacement. Some foundry shops are using rather simple equipments to reduce the clay content of used sand, for stabilizing the clay content of green molding sand. Other foundries with a great quantity cores reclaim the used sand to substitute the new sand making cores, to reduce the overflowing used sand. The used sand containing sodium carbonate cannot be thermal reclaimed with high temperature, since its alkaline property is unsuitable to make hot box and cold box cores.Key words: Reclamation of used sand; Clay content of molding sand; Shell core; Hot box core; Cold box core湿砂型铸造工厂在混制型砂和芯砂时,需要加入原砂、膨润土、煤粉和淀粉等材料,从而不可避免地需要扔掉近似量的废砂。
喷砂机作业流程中的砂材回收与再利用技术
喷砂机作业流程中的砂材回收与再利用技术喷砂机是一种常用于表面处理和清理工程的设备,其作业流程中砂材的回收与再利用技术,可以有效降低砂材浪费,提高资源利用率,减少环境污染。
本文将探讨喷砂机作业流程中的砂材回收与再利用技术,并提出一些解决方案。
在喷砂机的作业流程中,砂材的回收与再利用是一个重要的环节。
传统上,砂材在喷砂过程中会产生大量的废弃物,这些废弃物通常被视为一种浪费。
然而,经过适当的处理和技术改进,这些废弃物可以得到回收和再利用,实现资源的循环利用。
首先,在喷砂机作业流程中,砂材的回收可以通过采用适当的回收设备和技术来实现。
例如,可以使用砂材回收装置将喷砂产生的废弃物收集起来并进行分类处理。
这些废弃物可以被分为不同的颗粒大小和材质,然后通过筛网、磁选机等设备进行分离和清理。
这样可以将可再利用的砂材分离出来,减少浪费。
其次,砂材的再利用可以通过一系列的处理和改进技术实现。
一种常见的再利用方法是将回收的砂材进行烘干处理,去除其中的水分,然后再进行精细处理。
通过一系列的筛分、清洗、去杂等过程,可以使砂材的质量得到进一步提升。
此外,还可以采用一些物理、化学方法对砂材进行改性处理,增强其性能和耐用性。
为了进一步提高砂材的再利用率,可以探索新的技术和方法。
例如,可以考虑将回收的砂材与新材料混合使用,以减少对原材料的依赖。
可以通过添加适当的添加剂、调整砂材的比例和组成,来改善混合材料的性能。
此外,还可以将回收的砂材进行再生循环利用,将其重新用于喷砂机作业中。
这样可以进一步减少对新砂材的需求,实现资源的最大化利用。
另外,研究开发高效的砂材回收与再利用技术也是非常重要的。
可以通过改进回收设备和处理方法,提高砂材回收的效率和质量。
可以利用先进的控制技术和自动化设备,实现砂材的自动化回收和再利用。
可以开发新型的砂材回收装置,提高回收效果。
可以开展针对砂材再利用的研究,改进其性能和耐用性。
这些技术的创新和应用可以进一步推动喷砂机作业流程中砂材回收与再利用的发展。
粘土砂铸造工艺
粘土砂铸造工艺LG GROUP system office room 【LGA16H-LGYY-LGUA8Q8-LGA162】粘土砂铸造工艺一.概述粘土砂是以粘土(陶土)作粘结剂的型(芯)砂。
粘土砂造型由于其成本低廉,适合于批量大规模生产,所以目前仍然作为铸件生产的最主要方式。
粘土砂旧沙由于在循环使用过程中各组份的热分解,发生物理性能的变化,如未经再生就加以使用,将使型砂质量不稳定。
据统计铸件废品率中30~40%为型砂质量引起,因此型砂质量的控制在粘土砂造型中起十分重要的作用。
随着目前对铸件要求的提高,对型砂质量的要求也越来越高。
二.粘土砂造型中几种与型砂质量有关的常见缺陷。
1.气孔、浇不到、冷隔粘土砂型砂的组成绝大部分为旧砂(85~95%),由于旧砂循环使用过程中经过反复热冲击,一些组分会出现热分解,发生物理性能的变化:a. 粘土在砂型温度高于500度的区域,膨润土晶体结构受到完全破坏,就变成没有湿态粘结力的无效粘土以粉尘状态存在与旧砂中,成为旧砂泥份中的一种;b. 煤粉炭化成为枯化物;c. 不稳定的砂粒(包含杂质)会粉化。
这些衍生物共同成为旧砂的微粉。
微粉含量超过一定的限度,微粉堵塞砂砾空隙就会造成型砂透气性差。
而且无效粘土吸水能力比有效粘土强,从有效粘土中夺取有效水分,因此当无效粘土含量较多时,达到调匀所需的加水量就得增加。
加大了型砂加水量,在某种程度上也就加大了型砂的发气量。
由于发气量增加而透气性减少,浇铸时液体所收的阻力增大,必然导致侵入性气孔、浇不到、冷隔等缺陷的形成。
2.表面光洁度差(包括砂眼、毛刺、夹砂结疤等)大量的无效粘土造成型砂的抗拉强度差、韧性低、透气性差。
增大型砂的脆性,使型砂易塌箱、掉砂,在浇铸时砂粒容易掉落形成砂眼、毛刺、夹渣结疤等缺陷,进而影响铸件质量。
3.粘砂无效粘土(死黏土)部分约占整个砂型重的2~5%,无效粘土的一部分在高温作用下包裹在砂粒表面上,烧结形成一层牢固的膜,不能用水洗掉,成为砂粒的一部分,这层膜又称为惰性膜。
黏土砂型铸造工艺过程及特点
黏土砂型铸造工艺过程及特点按生产工部分类,黏土砂型铸造又可分为造型工部、制芯工部、砂处理工部、熔化工部、清理工部五大部分。
每个工部所采用的工艺、材料、装备、控制方式等都会影响铸件的生产质量。
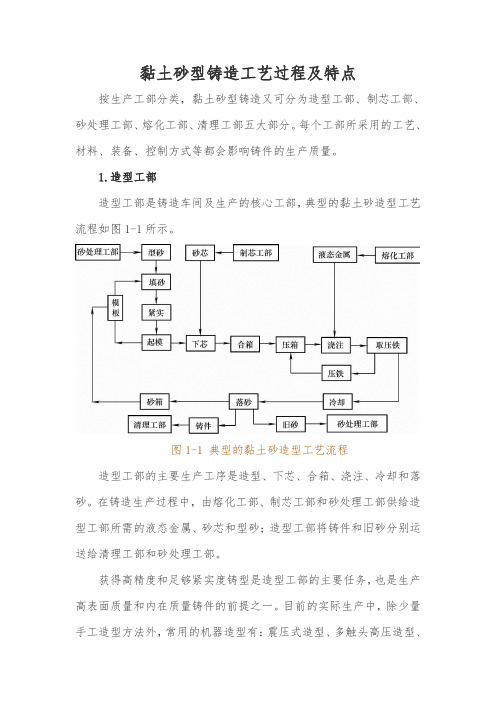
1.造型工部造型工部是铸造车间及生产的核心工部,典型的黏土砂造型工艺流程如图1-1所示。
图1-1 典型的黏土砂造型工艺流程造型工部的主要生产工序是造型、下芯、合箱、浇注、冷却和落砂。
在铸造生产过程中,由熔化工部、制芯工部和砂处理工部供给造型工部所需的液态金属、砂芯和型砂;造型工部将铸件和旧砂分别运送给清理工部和砂处理工部。
获得高精度和足够紧实度铸型是造型工部的主要任务,也是生产高表面质量和内在质量铸件的前提之一。
目前的实际生产中,除少量手工造型方法外,常用的机器造型有:震压式造型、多触头高压造型、射压造型、静压造型、气冲造型等。
不同的铸件产品、质量要求和生产率,可选择不同的造型方法及装备。
2.制芯工部制芯工部的任务是生产出合格的砂芯。
典型的制芯工部工艺流程如图1-2所示。
图1-2 典型的制芯工部工艺流程由于采用的黏结剂不同,芯砂的性能(流动性、硬化速度、强度、透气性等)都不相同,型芯的制造方法及其所用的设备也不相同。
根据黏结剂的硬化特点,制芯工艺有如下几种:1)型芯在芯盒中成形后,从芯盒中取出,再放进烘炉内烘干。
属于此类制芯工艺的芯砂有黏土砂、油砂、合脂砂等。
2)型芯的成形及加热硬化均在芯盒中完成。
属于这类制芯工艺的有热芯盒及壳芯制芯等。
3)型芯在芯盒里成形并通入气体而硬化。
属于这类制芯工艺的有水玻璃CO2法及气雾冷芯盒法等。
4)在芯盒中成形并在常温下自行硬化到形状稳定。
这类制芯工艺有自硬冷芯盒法、流态自硬砂法等。
在制芯工部中,制芯机是核心设备。
但砂芯的质量除与制芯机装备水平有直接关系外,还与芯砂种类、硬化方式、砂芯的形状结构等有关。
3.砂处理工部砂处理工部的任务是提供造型、制芯工部所需要的合乎一定技术要求的型砂及芯砂。
铸造废砂污染的防治

约 1 2t 砂 ¨ 。每 年 排 放 的大 量 的 铸 造 废 砂 , . 废 要 占据很 多 废 砂 场 地 。而 且 随着 各 种 有 机 、 机 无 粘结 剂 的广 泛应 用 , 使 废 砂 中含 有 的有 害 成 分 致 越 来 越多 , 如残 留的 甲醛 、 化 物 、 例 硫 异氰 、 、 、 苯 酚 酸类 、 水玻 璃 、 碱类 等 成分 。含 有 这类 成分 的废砂 经过 雨水 浸蚀 , 有 害成 分将 污染 江 河湖 泊 , 至 其 甚 污染 生活 水 源 ; 砂 中 的粉尘 随风 飘扬 , 污 染空 废 会 气 。尤 其 是水 玻璃 砂 的强 碱性 和 树脂 砂 中含 有 的 异氰 、 酚类 等 成分 , 成 的公 害 更 为 严 重 , 须 造 必 加 以治理 。 目前 , 造 废 砂 污 染 防治 主 要 有 以下 铸
He Xi o i Zh ng Fa g a l, a n
Ab ta t P e e t n o u d y s n se p l t n wa n r d c d fo t e a p c so l a d r c ci g a t sr c : r v n i n f n r a d wa t o l i si t u e r m s e t f d s n e y l ,w s o o uo o h o n e
水 玻璃 砂 。 随着原 砂价 格 和废 砂 排 放 费 用 的增 加 , 来 越 越 多 的铸造 厂 家越 来越 重视 旧砂 的再 生 利用 。 由
于 旧砂 再生 的设 备 和方 法 不 断进 步 , 旧砂 再 生 后
质量得到很大的提高 , 已经可 以部分或全部代替
新砂 造 型 。 目前 , 日本 每 吨铸 件 排 放 废 砂 的量 已 减少 到 02 ; 国 有 的铸 造 生 产 厂 家 已经 实 现 .2t美
砂型铸造技术
砂型铸造技术当直接形成铸型的原材料主要为砂子,且液态金属完全靠重力充满整个铸型型腔,在砂型中生产铸件的铸造方法,称为砂型铸造。
砂型铸造原料来源丰富,生产批量和铸件尺寸不受限制、成本低廉,是最常用的铸造方法,砂型铸件目前约占铸件总产量的90%。
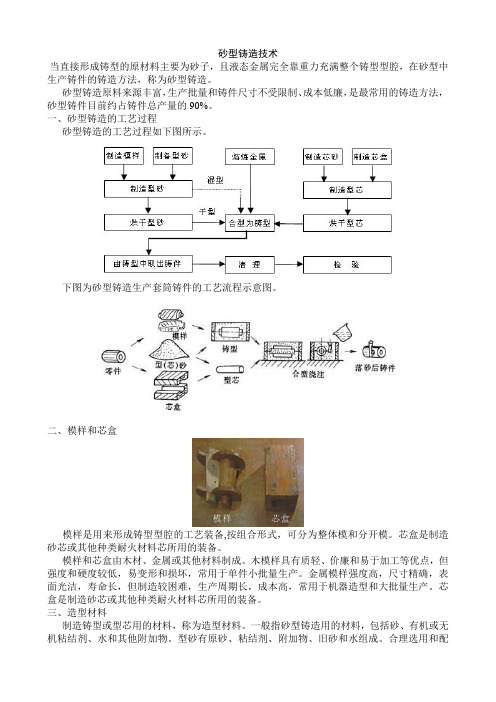
一、砂型铸造的工艺过程砂型铸造的工艺过程如下图所示。
下图为砂型铸造生产套筒铸件的工艺流程示意图。
二、模样和芯盒模样是用来形成铸型型腔的工艺装备,按组合形式,可分为整体模和分开模。
芯盒是制造砂芯或其他种类耐火材料芯所用的装备。
模样和芯盒由木材、金属或其他材料制成。
木模样具有质轻、价廉和易于加工等优点,但强度和硬度较低,易变形和损坏,常用于单件小批量生产。
金属模样强度高,尺寸精确,表面光洁,寿命长,但制造较困难,生产周期长,成本高,常用于机器造型和大批量生产。
芯盒是制造砂芯或其他种类耐火材料芯所用的装备。
三、造型材料制造铸型或型芯用的材料,称为造型材料。
一般指砂型铸造用的材料,包括砂、有机或无机粘结剂、水和其他附加物。
型砂有原砂、粘结剂、附加物、旧砂和水组成。
合理选用和配制造型材料,对提高铸件质量,降低成本具有重要意义。
(铸型是指用型砂、金属或其他耐火材料制成,包括形成铸件形状的空腔、型芯和浇冒口系统的组合整体。
)造型材料应具有良好的流动性,以便于造出轮廓完整、清晰而准确的砂型(芯);足够的强度,可保证铸型在制造、搬运及浇注时,不致变形或毁坏;良好的透气性,可保证气体及时从液态金属中排出,避免铸件产生气孔缺陷;高的耐火度,可保证型砂在高温液态金属作用下不熔化,避免铸件产生粘砂缺陷。
四、造型和制芯造型是指用型砂、模样、砂箱等工艺装备制造砂型的过程。
制芯是将芯砂制成符合芯盒形状的砂芯的过程。
1 造型1)手工造型手工造型是全部用手工或手动工具完成的造型工序,主要有以下几种方法:(1)整体模造型特点:模样为一整体,分型面为一平面,型腔在同一砂箱中,不会产生错型缺陷,操作简单。
碱酚醛树脂旧砂再生工艺试验研究

Moulding Materials
碱酚醛树脂旧砂再生工艺试验研究李娜,冯月雪,
刘庆义,姜爱龙,孙玉成
,
高永菊
(潍柴动力股份有限公司
,
山东 潍坊261061)
摘要:介绍了 3种不同再生工艺的试验方法,通过对比分析,成功开发出以“化学再生+热法再生”为核心的组合再生工
艺,
获得的再生砂在灼减量、酸耗值、可使用时间等方面均达到理想效果,可应用于冷芯盒制芯应用。最后得出结论:(1
)
通过650瓦以上的热法再生均能获得理想的灼减量
,
但采用“热法再生+机械再生”工艺,碱性物质难以彻底去除,再生
砂的酸耗值难以达到新砂水平;⑵碱酚醛树脂再生砂中碱性物质的残留,使得再生砂可使用时间越短;(3)化学再生添
加物能够有效消除碱性物质对再生砂使用性能的恶化。关键词:碱酚醛树脂砂;再生工艺;冷芯盒制芯中图分类号:TG221 文献标志码:B 文章编号:1003-8345(2021 )04-0019-03
D01:10.3969/j.issn.l003-8345.2021.04.006
Experimental Research on the Regeneration Process of Alkali Phenolic Aldehyde Resin Used SandLI Na,FENG Yue-xue,UU Qing-yi,JIANG Ai-longjSUN Yu-cheng,GAO Yong-ju
(Weichai Power Co.,Ltd., Weifang 261061, China )
Abstract:The test methods of three different regeneration processes were introduced. Through comparative analysis,a combined
regeneration process
with chemical regeneration + thermal regeneration as the core was successfully developed. The buming
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
卢 宝胜 , 马顺龙 2
( 1 . 一汽铸造有 限公司 技术 中心 , 吉林 长春 1 3 0 0 1 1 ; 2 . 一汽铸 造有 限公 司 特种铸造厂 , 吉林 长春 1 3方案 的特点及适用范 围, 并阐述 了混合 旧砂再生后用于制冷芯的试验验证 , 利用 3 t / h 贯通式焙 烧炉热法再生 , 机械研磨机进行机械研磨 , 得到的再生砂 回收率为 8 C %, 并通过 4 组试验数据得出, 再生砂与原砂的配 比为 3 : 1 时, 型砂瞬时强度达到 0 . 7 0MP a , 2 4 h强度达到 1 . 8 0M P a 。
F i r s t A u t o m o t i v e F o u n d y r C o . , L t d . , C h a n g c h u n 1 3 0 0 1 1 , C h i n a )
Ab s t r a c t : Ch a r a c t e is r t i c s a n d u s a g e s c o p e o f s e v e r a l u s e d s a n d r e c l a ma t i o n p r o c e s s e s we r e i n t r o d u c e d a n d t h e t e s b 。 - v a l i d a t i o n o f a p p l y i n g t h e r e c l a ma i t o n 一 - t ea r t e d mi x e d s a n d l o ma k e c o l d - b o x c o r e w a s d e s c i r b e d . . T h e r e c l a ma t i o n r a t e o f 1 h e ec r l a i me d s a n d wa s o f 8 0 % a f t e r b e i n g h 0 t r e c l a ma t i o n- t r e te a d i n 3 l / } l r u n- t h r o u g h t y p e b a k i n g f u r n a c e a n d me c h a n i c a l l y g r o u n d wi t h me c h a n i c a l g in r d i n g ma c h i n e . Ba s e d( 1 1 4 g r o u p t e s t d a t a , i t wa s c o n c l u d e d t h a t , wh e n t h e mi x i n g r a t i o n f o t h e ec r l a i me d s a n d a n d r a w s a n d w a s o f 3 : 1 , f . e i n s t a n t a n e o u s s t r e n g t h o f t h e mo l d i r g s a n d r e a c h e d O . 3 0 MP a , t h e 2 4 h s t r e n g t h ea r c h e d 1 . 8 0 MP a .
关键词 : 旧砂再生 ; 酸耗值 ; 热法 ; 机械法 ; 制芯
中图分类号 : T G 2 3 1 . 5 文献标识码 : A 文章编 号: 1 0 0 3 — 8 3 4 5 ( 2 0 1 4 ) 0 1 — 0 0 6 6 一 C 6
D oI : 1 0 . 3 9 6 9 / j . i s s n . 1 0 0 3 - 8 3 4 5 . 2 0 1 4 . 0 1 . 0 0 1 3 R i e c l a ma t i o n Te c h n i q u e a n d Pr a c t i c e o f Sa n d Us e d f o r S a n d Mo l d Ca s t i n g
收稿 日期 : 2 0 1 3 — 1 0 - 一 1 6
修定 日期 : 2 0 1 4 一 O l 一 2 0
作者简介 : 卢 宝胜( 1 9 7 2 . 1 2 一 ) , 男, 大学本科 , 工程师 , 主要从 事缸体 、 缸盖 x - 艺设计工作。
/ u B a o - s h e n g , MA S h u n - l o n g 2
( 1 . T e c h n o l o g y C e n t e r , F i r s t Au t o mo t i v e F o u n d r y C o . , L t d . , C h a n g e h u n 1 3 0 01 1 , Ch i n a ; 2 . S p e c i a l C  ̄ s t i n g F o u n d y, r
Ke y wo r d s: u s e d s a n d r e c l a ma t i o n; a c i d c 0 n s u mp t i 0 n v a l u e ; h o t p oc r e s s ; me c h a n i c a l p r o c e s s ; c o r e 一 - ma k i n g