成形铣齿机床立柱筋板结构优化设计_周自阳
数控铣床床身结构的模态分析及优化

型,这是进行有限元分析的基础。本文利用比较流行 的三维软件Pro/E创建三维模型,并把Pro/E三维模型 导入到有限元分析软件Workbench中。
(2) 材料属性和边界条件。床身材料为 HT250,密度为7.28 x 103kg/m3,泊松比为0.156,弹 性模量为1.38xl05MPa,
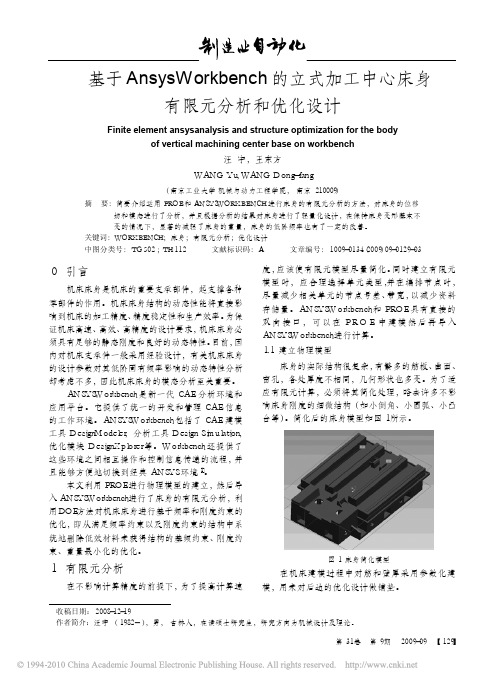
图1 V形床身网格划分
76 竺煦第7顎 www.mwl950. com
余爲於》工®冷加工
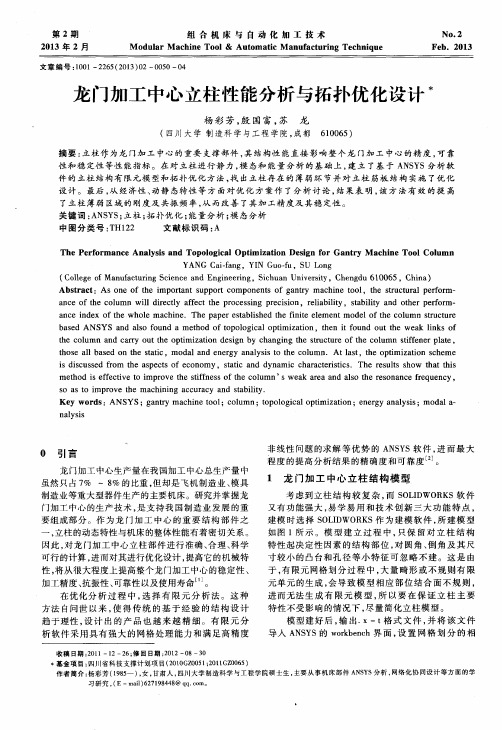
图2矩形床身网格划分
身一阶振型为床身中间上半部分上下摆动,固有频
率为170.26Hz,在该振型下V形床身的最大振幅为
92.607 gm,此时的最大变形为2.372 2mm;床身
二阶振型为床身中间下半部分上下摆动,固有频
参考文献: [1] 倪晓宇,易红,汤文成,等.机床床身结构的有限元分
析与优化[J].制造技术与机床,2005⑵:47-50. [2] 郝文化,肖新标,等.ANSYS 7.0实例分析与应用
400.00
800.00 (mm)
200.00
600.00
图3 V形床身第一阶振型
B: Modal Figure Type: Total Deformation Frequency: 190.71 Hz Unit: mm 2018/10/1 19:24
4.392 3.843 3.294 2.745 2.196 1.647 1.098 0.549 0 min
最大变形/mm 2.372 2 4.9410 1.458 5 5.116 9 2.047 3
阶次 1 2 3 4 5
表2矩形床身模态分析结果
固有频率/Hz 169.75 196.53 236.45 250.45 286.65
立式加工中心立柱结构有限元分析及改进研究

—256—技术改造立式加工中心立柱结构有限元分析及改进研究崔争第 方秀菊 曲耀辉 颜 荣(中科美菱低温科技股份有限公司,安徽 合肥 230000)摘 要:立式加工中心是现代机械制造加工中十分重要的加工设备,包含了床身、主轴线以及立柱等。
为了进一步改进立柱结构,利用Solidworks 2018三维软件进行建模,并通过SOLIDWORKS Simulation 开展有限元分析,得到立柱结构应力图与位移图,以此为基础进行改进设计,在降低立柱结构重量的同时,缩小了最大位移量,并有效避免了应力集中。
关键词:立式加工中心;立柱结构;有限元;改进伴随着现代制造业的不断发展,对加工中心的需求量越来越多,所以,将现代设计方法融入到加工中心结构设计与完善工作中,力求进一步降低加工中心设备加工难度与周期。
一直以来,国内外都十分重视机床设备的优化与创新,依托于现代计算机辅助设计软件,使得机床动态设计工作更加成熟,可以根据设备使用环境的拓扑来弥补使用问题。
本文从两个方面入手进行分析和改进,其一是对立式加工中心材料运用的改进,既可以保证加工的便捷性,避免产生材料浪费,还能够改善加工中心性能;其二,对立柱结构中的大件进行改进,降低机构质量。
一、立式加工中心结构建模与有限元分析(一)模型建立立式加工中心涵盖的主要部件有床身、主轴箱以及立柱等,立柱通过螺栓与床身紧固在一起,主轴箱顺着导轨在立柱上做进给运动,可见立柱是立式加工中心十分重要的部件。
本研究中的立柱是通过整体铸造再进行机加工得到的,内侧为空心结构,在外侧壁上设置有加强筋,保证立柱强度。
加工中心工作时,立柱是需要承受较大的力,需要对立柱的强度进行仿真分析。
利用Solidworks 2018三维软件进行建模,如图1所示。
图1 加工中心立柱模型(二)有限元分析利用Solidworks 软件对力主结构进行简化,去除掉结构中的工艺孔、倒角、对强度影响不大的复杂结构等,加载SOLIDWORKS Simulation 开展有限元分析,假如结构中各个材料密度均匀,连接牢靠。
机床立柱的铸造工艺设计及模拟优化

收稿日期:20200626基金项目:中国博士后科学基金资助项目(2019M 661122);辽宁省自然科学基金博士启动项目(2019-B S -168).作者简介:马煜林(1988),男,辽宁盖州人,讲师,博士,硕士研究生导师.第32卷第6期2020年 12月沈阳大学学报(自然科学版)J o u r n a l o f S h e n y a n g U n i v e r s i t y (N a t u r a l S c i e n c e )V o l .32,N o .6D e c .2020文章编号:2095-5456(2020)06-0445-06机床立柱的铸造工艺设计及模拟优化马煜林1,杨青政1,罗寿飞1,谢 湖1,赵志立1,赵 林2(1.沈阳大学机械工程学院,辽宁沈阳 110044;2.中国科学院金属研究所,辽宁沈阳 110016)摘 要:以机床立柱为研究对象,通过分析立柱的结构特点,制定出初步的铸造工艺方案,运用数值模拟软件P r o C A S T 对初步工艺方案进行模拟,根据结果对缺陷部位产生的原因进行分析并给出优化方案.优化后的模拟结果表明,立柱主要工作部位的缺陷明显减少并且完全满足立柱的使用要求.运用模拟仿真软件P r o C A S T 对立柱的铸造工艺进行优化,可以有效降低工厂的生产成本,而且立柱质量的改善㊁铸造工艺的科学性与合理性都可以得到有效的保障.关 键 词:机床立柱;铸造工艺设计;模拟优化;P r o C A S T 软件;铸造缺陷中图分类号:T G 27 文献标志码:A立柱是机床重要的结构件,起着机床上下运动及支撑作用[12].机床立柱在加工过程中的振动过大,无论是强迫振动还是自激振动,都会降低机床立柱加工的精度和表面质量,影响机床加工精度和能力的发挥[3].因此,制造出质量合格的立柱产品是生产高精度机床的基本要求.机床立柱选用的材料是H T 250[45],灰铸铁件的耐磨性㊁耐热性㊁减震性都比较好,大多数机床类零件都是这种材质.机床立柱的主要壁厚比较薄,但部分部位厚度比较厚,在铸造的过程中容易出现铸造缺陷.P r o C A S T [68]是法国E S L 公司开发的数值模拟软件,提供了众多模块和工具来满足铸造工业多方面的需求,具有较高的集成性,是市面上主流的有限元分析软件.本文通过数值模拟技术对立柱的铸造工艺方案进行模拟,预测铸造过程中出现的缺陷,根据出现的缺陷对工艺方案进行优化,从而得出最优的工艺方案,为实际生产应用提供参考.1 方 法本文以机床立柱为研究对象,材质为H T 250,各成分质量分数如表1所示.立柱的轮廓尺寸为650mmˑ420mmˑ1295mm ,立柱为空心结构,内有一层口字型筋板连接,厚度为12mm ,根据建模软件,计算机床立柱铸件净重341k g.该立柱的主要壁厚为12mm ,局部壁厚比较厚,最厚的壁厚为105mm.方案采用封闭式底注式浇注系统[910],初步铸造工艺方案为设置2个内浇道㊁1个横浇道和1个直浇道,浇口比为ðF 直ʒðF 横ʒðF 内=1.4ʒ1.2ʒ1.0,其中ðF 为浇口总横截面积.根据奥赞公式[1112]计算出浇注系统的尺寸,其中内浇道边长为45.5mm ,横浇道是上底为32mm ㊁下底为46mm ㊁高为50mm 的梯形,直浇道是直径为55mm 的圆筒.初步铸造工艺如图1所示.表1 机床立柱各成分质量分数T a b l e1 M a s s f r a c t i o no f e a c h c o m po n e n t o fm a c h i n e t o o l c o l u m n %CS iM nSPF e3.401.801.020.080.12余量图1 初步铸造工艺F i g .1 P r e l i m i n a r y c a s t i n gpr o c e s s p l a n 采用P r o C A S T2016软件对机床立柱的铸造工艺进行数值模拟,P r o C A S T 模拟步骤如下.1)将机床立柱模型导入M e s h C A S T界面[13]进行网格划分,划分网格的尺寸大小按照铸件最薄处厚度的1/3来计算.2)在P r o C A S T前置处理中设置材料参数㊁边界条件㊁初始条件等,具体参数如下.①铸件的材质选择H T250;砂型材料选择呋喃树脂砂.②设定界面交换系数:冷铁与铸件之间为3000W㊃(m2㊃K)-1,冷铁与砂型之间为500W ㊃(m2㊃K)-1;铸件与砂型之间为500W㊃(m2㊃K)-1.③初始模拟设定:浇注时间t为33s,浇注温度为1340ħ,表面散热条件为空冷.2结果与讨论2.1初始方案模拟结果分析根据初始工艺方案进行机床立柱的充型场和铸件的温度分布模拟,结果如图2所示.根据模拟的温度场结果分析,采用底注式浇注系统充型比较平稳,在t=33s时将铸件充满,充型完成后铸件开始冷却.图2中t=89s时的温度分布结果表明,铸件存在热节部位,导致铸件不能实现顺序凝固,热节部位不能及时得到金属液的补缩,在铸件内部会形成缩松㊁缩孔等铸造缺陷.由于铸件的主要壁厚比较薄且位于铸件的最高处,随着温度的不断降低,金属液冷却收缩会造成顶部的塌陷,形成缺陷.(a)t=15s(b)t=25s(c)t=33s(d)t=89s图2机床立柱初始工艺方案的充型场和温度分布的模拟结果F i g.2S i m u l a t i o n r e s u l t s o f t h e f i l l i n g f i e l da n d t e m p e r a t u r ed i s t r i b u t i o no f t h e i n i t i a l p r o c e s s p l a no f t h em a c h i n ec o l u m n2.2一次优化方案模拟结果分析根据初始方案模拟的结果提出了一次优化方案:在铸件出现热节的部位放置冷铁以降低铸件的局部温度;由于铸件的内部补缩量不够,在铸件的顶部设置2个压边明顶冒口对铸件进行外部补缩.一次优化方案的充型场模拟结果如图3所示,温度场模拟结果如图4所示.(a)充型13s(b)充型19s(c)充型30s(d)充型完成图3一次优化方案的充型场模拟结果F i g.3S i m u l a t i o n r e s u l t s o f t h e f i l l i n g f i e l do f t h e f i r s t o p t i m i z a t i o n s c h e m e644沈阳大学学报(自然科学版)第32卷(a)凝固时间200s(b)凝固时间600s (c)凝固时间1200s(d)凝固时间5000s图4一次优化方案的温度场模拟结果F i g.4S i m u l a t i o n r e s u l t s o f t h e t e m p e r a t u r e f i e l do f t h e f i r s t o p t i m i z a t i o n s c h e m e图3的一次优化方案的充型场模拟结果显示了充型时间为13㊁19㊁30s和充型完成时的铸件各个部位温度场分布情况.一次优化方案采用封闭式浇注系统,直浇道直径>横浇道直径>内浇道直径.充型开始后由于直浇道的直径比较大,被金属液迅速充满,防止金属液将气体带入型腔中.由于横浇道设计有缓冲端,金属液通过内浇道进入型腔的速度比较低,有效地减小了金属液对砂型的冲击,可以有效地避免夹砂㊁氧化等铸造缺陷.图4的一次优化方案的温度场模拟结果显示,凝固时间为200s时,立柱的整体温度都比较高,金属液大部分处于液体的状态.一次优化方案中在机床的导轨面上放置了6块厚度为28mm 的板条型冷铁,在立柱最厚的部位分别放置了4块厚度为100mm的板条型冷铁.凝固时间为600s时,由于铸型和设置冷铁的激冷作用,放置冷铁的部位温度下降比较快,消除了铸件厚大部位的热节,使导轨内部能够及时得到补缩,形成致密的组织,保证了铸件重要部位的质量.凝固时间为1200s时,立柱的温度分布呈现出从上到下㊁从左至右的顺序凝固,收缩方向是向着冒口的方向,此时冒口的温度仍然比铸件其他部位的温度高,能够保证冒口最后凝固,从而达到补缩铸件的效果.当凝固时间为5000s时,内部金属液补缩和冒口的补缩都已经停止,从图中可以明显地看出在靠近内浇道底座处的温度高于它周围部分的温度,既得不到周围金属液对它的补缩,也得不到冒口的补缩,此处极可能产生缩松㊁缩孔的缺陷.一次优化方案的缺陷如图5所示,机床立柱仍然存在缩松㊁缩孔缺陷,主要原因是铸件中仍然存在着热节部位,由于补缩通道先于热节部位凝固,所以热节部位不能及时得到金属液的补缩,需要在热节部位放置冷铁来降低铸件的局部温度.对凝固场的分析结果表明,在放置冷铁的部位,铸件的内部不存在孤立的液相区,也就是说冷铁消除了铸件的热节,因为铸件内部没有孤立的液相区存在,所以铸件内部就不会出现缩松㊁缩孔等铸造缺陷.由于立柱的底座厚度较厚而且内浇口开设在底座上,在进行浇注时会形成热节,通过切片可以看到形成热节部位,所以在立柱的底座上形成了孤立的液相区,在铸件基本凝固完成的时候,铸件中仍然存在孤立的液相区,此时孤立的液相区得不到其他区域金属液对它的补缩,所以在底座的孤立相区的部位就会出现缩松㊁缩孔的铸造缺陷.结合温度场和凝固场的分析,铸件的上表面没有出现缩松㊁缩孔的缺陷,表明2个明顶冒口可以满足对铸件补缩的要求.图5一次优化工艺的缺陷F i g.5D e f e c t a n a l y s i s o f t h e f i r s t o p t i m i z a t i o n p l a n744第6期马煜林等:机床立柱的铸造工艺设计及模拟优化通过对机床立柱出现缩松㊁缩孔缺陷的主要原因进行分析,确定铸件中仍然存在热节部位,需要在热节部位放置冷铁来降低铸件的局部温度.结合铸件凝固过程中的温度分布情况,在立柱导轨最顶端放置的6块冷铁激冷效果明显,导轨内部有孤立的液相区存在,需要在导轨面上增加冷铁的数量来消除导轨处厚大部分的热节.2.3二次优化方案模拟结果分析二次优化方案中浇注系统的类型和浇注系统的尺寸都保持不变,冒口的位置和大小保持不变,在立柱底座的两边增加2块厚度为60mm的冷铁,在2条导轨的侧面分别增加4块厚度为28mm的冷铁来消除导轨内部的热节.将导轨顶端冷铁数量减少到4块,厚度为100mm,并放置在导轨的最顶端.改进后的工艺如图6所示.图6二次优化工艺F i g.6T h es e c o n d p r o c e s s o p t i m i z a t i o n p l a n 将二次工艺优化方案通过P r o C A S T软件进行模拟,软件前置处理的参数与初始方案的参数一致.软件对优化方案进行模拟,通过模拟结果来分析铸件的缩松㊁缩孔等缺陷.通过做铸件凝固场的切片来检查上文分析的出现孤立相区的位置是否还存在液相区,结果如图7所示.图7二次优化工艺的缺陷F i g.7D e f e c t a n a l y s i s o f t h es e c o n do p t i m i z a t i o n p l a n图7的切片显示,在一次优化工艺中出现的孤立相区经过方案的优化已经被消除,冒口较铸件的凝固时间长,达到了对铸件补缩的效果.根据模拟软件显示的结果,铸件的缺陷明显减少,铸件的主要部位几乎没有缺陷,在铸件的其他部位存在着少量的缩松㊁缩孔缺陷.由于铸件的加工面比较多,少量的缺陷可以通过适当地增加机械加工余量的方法来消除.经过二次优化后的工艺可以作为最优方案应用于实际生产.二次优化工艺方案的铸件毛重为455k g,其中加工余量和浇注系统共重114k g,工艺出品率约为75%,符合工艺要求.2.4工装设计砂箱材料采用成本低㊁制造方便㊁强度与刚度均较高的铸铁.本次工艺设计采用2箱造型,根据铸件的尺寸,上砂箱内框尺寸为1895mmˑ950mmˑ225mm,下砂箱的最大内框尺寸为1895mmˑ950mmˑ415mm.本次铸造工艺设计一共设计3个砂芯,砂芯形状如图8所示.(a)1#芯(b)2#芯(c)3#芯图8砂芯的设计F i g.8S a n dc o r ed e s i g n1#砂芯的结构比较复杂,本次工艺设计通过组芯的方法来制作,将1#砂芯拆分成2个砂芯,截面为三角形的作为一个砂芯,通过上下芯盒制作,剩余的部分作为另一个砂芯,通过组合拆分的方法进行制作.2#㊁3#砂芯可以通过上下芯盒直接造出.844沈阳大学学报(自然科学版)第32卷铸件在冷却过程中,由于各部位冷却速度不同造成收缩不一致,形成内应力,这种内应力能通过铸件的变形得到缓解,但这一过程一般是较缓慢的.因此,铸件在形成后都需要进行去应力热处理[14].本次采用退火处理,其过程为铸件加热到530~620ħ,保温2~6h,炉内缓慢冷却至200ħ以下出炉空冷.3结论本文采用P r o C A S T数值模拟技术对机床立柱的铸造工艺进行模拟.根据模拟结果进行分析,并有针对性地提出工艺优化方案,最终得到无缺陷的铸造工艺方案,得出以下结论.1)机床立柱的底座和导轨内部存在孤立的液相区,缩松㊁缩孔缺陷比较严重.2)通过放置冷铁和增加冒口来消除孤立的相区,消除内部的缺陷.3)最优工艺的模拟结果显示,铸件的缺陷明显减少,按照最优方案进行实际生产,生产出来的机床立柱可以满足质量要求.4)获得机床立柱最优工艺:①铸件的净重为341k g,毛重为455k g;②造型方法为手工造型, 2箱造型;③造型材料为呋喃树脂硬砂;④分型面设计为水平分型;⑤浇注系统为封闭式,ðF直ʒðF横ʒðF内=1.4ʒ1.2ʒ1.0;⑥浇注时间为33s;⑦打箱时间为10h;⑧浇注温度为(1340ʃ10)ħ;⑨工艺出品率为75%.致谢本文所述机床立柱的铸造工艺设计为 永冠杯 第十一届全国大学生铸造工艺设计大赛优秀奖作品,感谢大赛的主办方中国机械工程学会铸造分会.参考文献:[1]郑彬,张敬东.数控铣床床身静动态特性分析与优化[J].机床与液压,2019,47(8):181186.Z H E N GB,Z HA N GJD.S t a t i c a n d d y n a m i c c h a r a c t e r i s t i ca n a l y s i sa n d o p t i m i z a t i o nf o r C N C m i l l i n g m a c h i n eb e d[J].M a c h i n eT o o l&H y d r a u l i c s,2019,47(8):181186.[2]李宇鹏,巴春来,刘来超.采用结构仿生的重型机床立柱的综合优化[J].中国机械工程,2019,30(13):16211625.L IYP,B ACL,L I ULC.C o m p r e h e n s i v e o p t i m i z a t i o no fh e a v y m a c h i n e c o l u m n s u s i n g s t r u c t u r a l b i o n i c s[J].C h i n aM e c h a n i c a l E n g i n e e r i n g,2019,30(13):16211625. [3]任贵龙,王筱蓉,金张良,等.喷雾锥角对船用低速柴油机性能影响仿真研究[J].沈阳大学学报(自然科学版),2019,31(3):242248.R E N GL,WA N G X R,J I N ZL,e ta l.S i m u l a t i o ns t u d yo n i n f l u e n c e o f s p r a y c o n e a n g l e o n p e r f o r m a n c e o fm a r i n el o w s p e e d d i e s e l e n g i n e[J].J o u r n a l o f S h e n y a n gU n i v e r s i t y(N a t u r a l S c i e n c e),2019,31(3):242248.[4]刘天平,王爱丽,李泽同,等.灰铸铁H T250微合金化研究[J].铸造工程,2019,43(4):2027.L I U T P,WA N G A L,L IZ T,e ta l.S t u d y o n m i c r o-a l l o y i n g o f H T250g r e y c a s t i r o n[J].F o u n d r yE n g i n e e r i n g,2019,43(4):2027.[5]于艳东.铸铁与铸钢底座静动态特性分析[J].制造技术与机床,2019(5):122126.Y U Y D.S t a t i ca n dd y n a m i cc h a r a c t e r i s t i c sa n a l y s i sf o rc a s ti r o n a n dc a s ts t e e lb a s eo f m a c h i n i n g c e n t e r[J].M a n u f a c t u r i n g T e c h n o l o g y&M a c h i n e T o o l,2019(5):122126.[6]李云帅,朱小倩,林文华,等.基于P r o C A S T的汽车轮毂铸造模拟[J].铸造,2020,69(5):547551.L IYS,Z HU X Q,L I N W H,e t a l.C a s t i n g s i m u l a t i o no fa u t o m ob i l ew h e e lh u bb a s e do nP r o C A S T[J].F o u n d r y,2020,69(5):547551.[7]韩鹏飞,徐滕岗,朱建军.基于P r o C A S T仿真软件的支架仿真分析及工艺优化[J].软件导刊,2020,19(5):132135.H A NP F,X U T G,Z HU JJ.S i m u l a t i o na n a l y s i sa n dp r o c e s s o p t i m i z a t i o no f c h a s s i s b r a c k e t b a s e d o nP r o C A S T[J].S o f t w a r eG u i d e,2020,19(5):132135. [8]陈德平,罗建设,谢建,等.基于P r o C A S T风力发电机轴承座铸造工艺模拟及优化[J].热加工工艺,2019,48(1):106108.C H E ND P,L U O J S,X IE J,e t a l.S i m u l a t i o n a n do p t i m i z a t i o no fc a s t i n gp r o c e s sf o r w i n dt u r b i n eb e a r i n gp e d e s t a l b a s e d o n P r o C A S T[J].H o t W o r k i n gT e c h n o l o g y,2019,48(1):106108.[9]梁鹏飞,范金辉,周技,等.制动钳体的渣孔缺陷成因及工艺改进[J].铸造,2018,67(3):272274.L I A N GPF,F A NJH,Z H O UJ,e t a l.C a u s e s a n d p r o c e s si m p r o v e m e n to fs l a g h o l e d e f e c ti n b r a k e c a l i p e r[J].F o u n d r y,2018,67(3):272274.[10]陈永龙.车用发动机大型气缸盖浇注工艺的优化设计[J].铸造技术,2019,40(6):569572.C H E N YL.O p t i m u md e s i g no f p o u r i n gp r o c e s s f o r l a r g ec y l i nde r h e a d of a u t o m o t i v e e ng i n e[J].F o u n d r yT e c h n o l o g y,2019,40(6):569572.[11]滕冠,杨为勤.大型高锰铝青铜轴套的立式离心铸造工艺研究[J].铸造技术,2016,37(5):10531057.T E N G G,Y A N G W Q.P r o c e s so fv e r t i c a lc e n t r i f u g a lc a s t i n g f o rl a r g e s l e e v e o f h i g h m a n g a n e s e a l u m i n u mb r o n z e[J].F o u n d r y T ec h n o l o g y,2016,37(5):10531057.[12]贺春林,付馨莹,陈宏志,等.高锰铝青铜表面激光熔覆铜基合金的耐蚀性能[J].沈阳大学学报(自然科学版),2019,31(2):8791.H ECL,F U X Y,C H E N H Z,e t a l.C o r r o s i o nr e s i s t a n c eo f l a s e r-c l a d c o p p e r-b a s e d a l l o y o n h i g h m a n g a n e s ea l u m i n u mb r o n z e s u r f ac e[J].J o u r n a l o f S h e n y a n gU n i v e r s i t y(N a t u r a l S c i e n c e),2019,31(2):8791. [13]杨曼云.基于F E P G平台的铸造凝固过程数值模拟软件研发[J].铸造,2020,69(5):541546.Y A N G M Y.D e v e l o p m e n t o f n u m e r i c a l s i m u l a t i o ns o f t w a r e f o r c a s t i n g s o l i d i f i c a t i o n p r o c e s sb a s e do nF E P Gp l a t f o r m[J].F o u n d r y,2020,69(5):541546.(下转第489页)944第6期马煜林等:机床立柱的铸造工艺设计及模拟优化M a r c h2018,C h e n n a i ,I n d i a .I E E E ,2018:15.[14]HU OLA ,C H E N G Y Y ,L I U C ,e t a l .D y n a m i c a n a l ys i s o f r u m o rs p r e a d i n g m o d e l f o rc o n s i d e r i n g ac t i v en e t w o r k n ode s a n d n o n l i n e a r s p r e a d i n g r a t e [J ].P h ys i c a A :S t a t i s t i c a lM e c h a n i c sa n di t s A p pl i c a t i o n s ,2018,506:2435.[15]D O N G S ,D E N G Y B ,HU A N G Y C .S E I R m o d e lo fr u m o rs p r e a d i n g i n o n l i n es o c i a ln e t w o r k w i t h v a r y i n gt o t a l p o pu l a t i o ns i z e [J ].C o mm u n i c a t i o n s i n T h e o r e t i c a l P h ys i c s ,2017,68(4):545.R u m o rP r o p a g a t i o n M o d e l sC o n s i d e r i n g P e n a l t y Fa c t o r s WA N G D a n ,HU A N GQ i a n qi a n (K e y L a b o r a t o r y o fM a n u f a c t u r i n g I n d u s t r i a l I n t e g r a t e dA u t o m a t i o n ,S h e n y a n g U n i v e r s i t y ,S h e n y a n g 110004,C h i n a )A b s t r a c t :B y a n a l y z i n g t h e i n f l u e n c e o f t h e p e n a l t y f a c t o r o n r u m o r p r o p a g a t i o n ,a r u m o r p r o p a ga t i o n m o d e lw i t ha p e n a l t y f a c t o r sw a se s t ab l i s h e d ,a n da m e a nf i e l de q u a t i o n w i t ha p e n a l t y fa c t o r sw a s ob t a i n e d .T h r o u g ht h es t a b i l i t y a n a l ys i so f t h e m o d e l ,t h en e t w o r kr u m o r t h r e s h o l dr e l a t e dt ot h e p e n a l t y f a c t o rw a s o b t a i n e d .S i m u l a t i o n e x p e r i m e n t s s h o w :w h e t h e r i t i s i n t h eB As c a l e -f r e e n e t w o r k o r i n t h e h o m o g e n e o u s n e t w o r k ,a s t h e p e n a l t y f a c t o r s i n c r e a s e s ,t h e i n f l u e n c e o f t h e r u m o r s pr e a d e r o n t h e s y s t e m b e c o m e sw e a k e ra n d w e a k e r ;T h e p u n i s h m e n t f a c t o rh a s t h e g r e a t e s t i m pa c to nt h e s u s c e p t ib l e ,a n d i nc r e a s i n g t h e p u n i s h m e n t f o r t h es u s c e p t i b l ec a ne f f e c t i v e l y r ed u c et h ede n s i t y of i n f e c t e d p e r s o n s i n t h e s ys t e m.K e y w o r d s :p e n a l t y f a c t o r s ,r u m o r p r o p a g a t i o n ,p r o p a g a t i o nt h r e s h o l d ,B A s c a l e -f r e e n e t w o r k ,h o m o ge n e o u sn e t w o r k ʌ责任编辑:赵 炬,肖景魁췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍췍ɔ(上接第449页)[14]于泳,王慧.不同退火工艺对H T 250灰铸铁床身残余应力的影响[J ].热加工工艺,2017,46(10):246249.Y U Y ,WA N G H.I n f l u e n c e o f d i f f e r e n t a n n e a l i n g t e c h n o l o g y o nr e s i d u a ls t r e s so f H T 250g r a y c a s ti r o n l a t h e b e d [J ].H o t W o r k i n g T e c h n o l o g y,2017,46(10):246249.C a s t i n g P r o c e s sD e s i g n a n d S i m u l a t i o n O pt i m i z a t i o n o f M a c h i n e T o o l C o l u m nMA Y u l i n 1,Y A N G Q i n g z h e n g 1,L U O S h o u fe i 1,X I E H u 1,Z HA O Z h i l i 1,Z HA OL i n 2(1.S c h o o l o fM e c h a n i c a l E n g i n e e r i n g ,S h e n y a n g U n i v e r s i t y ,S h e n y a n g 110044,C h i n a ;2.I n s t i t u t eo fM e t a lR e s e a r c h ,C h i n e s eA c a d e m y o f S c i e n c e ,S h e n y a n g 110016,C h i n a )A b s t r a c t :T a k i n g t h e m a c h i n et o o lc o l u m n a st h er e s e a r c h o b j e c t ,b y a n a l y z i n g th e s t r u c t u r a l c h a r a c t e r i s t i c so ft h ec o l u m n ,a p r e l i m i n a r y c a s t i n gpr o c e s s p l a n w a s w o r k e do u t .T h en u m e r i c a l s i m u l a t i o n s o f t w a r eP r o C A S T w a s u s e d t o s i m u l a t e t h e p r e l i m i n a r ypr o c e s s p l a n ,a n d t h e r e a s o n s f o r t h ed e f e c t s w e r ea n a l y z e d b a s e do nt h er e s u l t sa n da no p t i m i z e d p l a n w a s g i v e n .T h eo p t i m i z e d s i m u l a t i o n r e s u l t s s h o wt h a t t h ed e f e c t so f t h em a i nw o r k i n gp a r t so f t h ec o l u m nw e r es i g n i f i c a n t l y r e d u c e d a n d f u l l y m e e t t h e r e q u i r e m e n t so f t h e c o l u m n .U s i n g th es i m u l a t i o ns o f t w a r eP r o C A S Tt o o p t i m i z e t h e c a s t i n gp r o c e s so f t h ec o l u m nc a ne f f e c t i v e l y r e d u c e t h e p r o d u c t i o nc o s to f t h e f a c t o r y,a n d t h e i m p r o v e m e n t o f t h e c o l u m n q u a l i t y ,t h e s c i e n t i f i c i t y a n d r a t i o n a l i t y o f t h e c a s t i n gpr o c e s s c a n b e e f f e c t i v e l ygu a r a n t e e d .K e y w o r d s :m a c h i n e t o o lc o l u m n ;c a s t i n g p r o c e s s d e s i g n ;s i m u l a t i o n o p t i m i z a t i o n ;P r o C A S T s o f t w a r e ;c a s t i n g de f e c t s ʌ责任编辑:李 艳,智永婷ɔ984第6期 王 丹等:考虑具有惩罚因子的谣言传播模型。
立式车床立柱结构优化设计

设计与制造2021年第3期(第26卷,总第125期)·机械研究与应用立式车床立柱结构优化设计蒋国生(永州职业技术学院,湖南永州425000摘要:采用科学计算和实际经验相结合的方法,类比同类车床立柱的结构,并依据有限元分析的数据,对该立柱结构进行优化。
针对FWL-8式车床立柱提出了三个减重方案。
通过对立式车床立柱的有限元分析和结构优化,减轻了车床立柱的重量,节省了工程材料,立柱的强度刚度和固有频率等指标能满住实际工作的需要,为同类型机床的设计生产提供了更多的理论依据。
关键词:车床立柱;模态分析;有限元分析;结构优化中图分类号:TH12文献标志码:A文章编号:1007-4414(2021)03-0102-03Structural Design Optimization for Lathe ColumnJIANG Gou-sheng(Yongzhou Vocational College, Yongahou Hunan 425000, China)Abstract: In this paper, combining scientific computing with practical experience, along the similar lathe pillar structure andon the basis of the data of finite element analysis three measures are made. Through the finite element analysis and structuraoptimization of FWL-8 vertical lathe pi llar, it could reduce the weight of the lathe pillar and save the project materials, andthe strength, stiffness and natural frequency could meet the need of actual work. It could provide more theoretical basis for thesame the type of machine tool design and productionKey words: lathe column; modal analysis; finite element analysis; structural optimization1引言2立柱结构优化设计方法在立式车床和各组成局部中,立柱起着关键部件2.1参数化有限元模型的作用,并与整机性能有着密切的关系。
基于AnsysWorkbench的立式加工中心床身有限元分析和优化设计
[1] 李德雨.基于 ANSYSWorkbench 的多层波纹管自振频率 计算[J].矿山机械,2005,(6):P83-84.
[2] 王艳辉.精密机床床身的模态分析与结构优选[J].机械设 计与制造,2005,(3):P76-77.
第 31 卷 第 9 期 2009-09 【131】
由于机床机构过于复杂,采用 WORKBENCH
自动划分网格,在 Workbench 中一般不需要选取单
元类型,划分方法是Hex Dominant 运用的是四面体 与六面体结合的划分方式,由于在导轨处有许多无
图 3 机床床身 1 阶模态云图
法简化的小的阶梯,在这些地方采用局部的细化网
格的方法来划分,得到 44483 个单元 135144 个节点。
度,应该使有限元模型尽量简化。同时建立有限元 模型时,应合理选择单元类型,并在编排节点时, 尽量减少相关单元的节点号差、带宽,以减少资料 存储量。ANSYSWorkbench 和 PROE 具有直接的 双向接口,可以在 P R O E 中建模然后再导入 ANSYSWorkbench 进行计算。 1.1 建立物理模型
件。通过机床主电动机功
率和机床加工工件的最 大尺寸,以及主轴转速,计算机床的额定扭矩和额 定力,由 Fx:Fy:Fz=0.3:0.5:1.0 得到 3 个切削分力,计 算立柱,床鞍,主轴箱等构件的重量并将上述重量 均作为作用在床身上的附加质量处理,即在相应坐
快,但要求比 Subspace 法内存多大概 50%。Block Lanczos 法采用稀疏矩阵方程求解器[2]。
床身的实际结构很复杂,有繁多的筋板、曲面、 窗孔,各处厚度不相同,几何形状也多变。为了适 应有限元计算,必须将其简化处理,略去许多不影 响床身刚度的细微结构(如小倒角、小圆弧、小凸 台等)。简化后的床身模型如图 1 所示。
龙门加工中心立柱性能分析与拓扑优化设计
文章编号 : 1 0 0 1— 2 2 6 5 ( 2 0 1 3 ) 0 2— 0 0 5 0— 0 4
龙 门加工 中心立柱 性能分析 与拓扑优化设计
杨彩 芳 , 殷 国富 , 苏 龙
( 四川大 学 制造科 学 与工程 学院 , 成都 6 1 0 0 6 5 )
摘要: 立柱作 为龙 门加 工 中心 的重要 支撑 部件 , 其 结构性 能直接 影 响 整 个龙 门加 工 中心 的精 度 , 可 靠 性和 稳 定性等 性能 指标 。在对 立柱进 行静 力 , 模 态和 能 量 分析 的基 础 上 , 建立 了基 于 A N S Y S分 析软 件 的立柱 结构 有 限元模 型和拓 扑优化 方 法 , 找 出立柱 存在 的薄 弱环 节 并对 立 柱 筋板 结构 实施 了优 化 设 计 。最后 , 从 经 济性 、 动静 态特性 等 方 面对优 化 方案 作 了分 析 讨论 , 结果表明, 该 方 法有 效 的提 高 了立柱 薄弱 区域 的刚度及 共振 频 率 , 从 而改善 了其加 工精 度及 其稳 定性 。 关 键词 : A N S Y S ; 立柱; 拓 扑优化 ; 能 量分析 ; 模 态分析
vmc1000l立式加工中心整机结构优化与验证
行程(mm)
0
50
100
150
200
250
300
优化(μm) 0
-1
0
1
中国新技术新产品 2019 NO.10(上)
工业技术
VMC1000L立式加工中心整机结构优化与验证
潘石群1 陈 攀 2 张小明1
(1. 贵阳市环境卫生管理中心,贵州 贵阳 550000 ;2. 宁波海天精工股份有限公司,浙江 宁波 315000)
摘 要 :该文采用有限元方法对 VMC1000L 立式加工中心进行静力结构分析,根据分析结论对机床的薄弱环节进行
1 VMC1000L 立式加工中心
VMC1000L 立式加工中心采用立柱固定、工作台移动的结 构,主要由床身、立柱、横向滑座、工作台和主轴箱等 5 个部 件组成。相关部件自重和负载情况见表 1,载荷位置如图 1 所 示。
2 结构优化
机床的静态、动态和热态特性对其产品性能有重要影响。 结合生产实际,该文研究的主要目的在于解决机床静态性能及 机床关键零件机械加工质量不稳定问题,即静刚性问题,不涉 及动态和热态。
结构优化,并通过对比分析明确结构优化后的整机较优化前最大变形减少19.5%,且经抽样检测验证了结构优化方向
的正确性。在实现整机结构优化的同时,为后续机型的设计和结构优化、分析验证提供了相应的理论依据和技术途径。
关键词 :立式加工中心 ;VMC1000L ;仿真分析 ;结构优化
中图分类号 :TH122
部件的位移、应力、应变和作用力。
经分析(ANSYS Workbench 软件。零
件材料按实际属性设置。不考虑惯性
和阻尼影响 ;网格自动划分为 10 节
点的四面体单元 solid187 和 20 节点
数控改造机床床身有限元分析及结构优化设计
1292021年第8期工程设备与材料段 颖辽宁装备制造职业技术学院,辽宁 沈阳 110161摘 要:文章对经济型数控改造的床身进行了三维建模,通过ANSYS Workbench 软件对数控改造机床的床身结构进行了有限元分析,获得床身的前六阶固有频率及振型。
文章还对机床主轴箱内震源进行了计算分析,依据有限元分析结果,优化床身结构设计,在保证机床安全的基础上,对提高数控改造机床中的切削平稳性及新机床床身设计具有重要的意义。
关键词:数控改造机床;床身;三维建模;有限元分析;优化设计中图分类号:TG659文献标志码:A文章编号:2096-2789(2021)08-0129-03在机床的机械结构中,床身是重要的大型承载部件,起着支承机床其余零部件的作用[1]。
它的静动态性能的优劣关乎机床整体的综合性能,尤其对机床的加工精度、抗振性能等影响较大[2]。
在经济型数控机床改造中,为了降低改造成本,都会保留原有普通机床的床身,选择C6140数控改造机床的床身作为分析对象,并应用ANSYS Workbench 软件对C6140床身进行固有频率、振型分析。
另外,对床身整体结构进行重新改造设计,能保证数控改造机床的运动平稳性,优化切削加工性。
1 有限元建模关键技术1.1 模型建立与网格划分采用UG NX8.0软件对C6140床身创建三维模型。
对C6140车床床身进行必要的结构简化,简化后的床身模型如图1所示。
图1 机床床身简化模型运用UG NX8.0软件进行机床床身几何建模后,导入ANSYS Workbench 中进行网格划分。
采用网格尺寸控制方法,设置零件网格尺寸为30mm,划分后网格共有128284个节点、69677个单元。
C6140床身划分网格后的有限元模型如图2所示。
图2 划分网格后的床身模型(单位:mm)1.2 载荷与边界条件C6140车床床身材料选用HT200,材料属性如下:杨氏模量为200GPa,泊松比为0.3,密度为7850kg/m 3。
机床床身结构优化设计方法
式中: ε——— 在优化过程中允许床身基频的改变量;
k——— 机床刚度;
[f]——— 原床身结构的基频;
f——— 优化后床身结构的基频;
Xi ——— 设计变量; Xui ,Xli ——— 设计变量的上下限。
2 算例
2. 1 研究对象 某型号外圆磨床床身由灰铸铁铸造而成。床身长
2 900 mm、宽 1 170 mm、高 707 mm,壁厚 15 mm。前床 身上有 V - 平型导轨,导轨总长 2 800 mm,前床身内部 有 8 块横隔板和 1 块水平横向筋板。后床身分别有 2 块 横、纵隔板。床身内部的横隔板厚度为 15 mm,床身底 面由 11 块垫铁支撑。原床身上设置了多个出砂孔,有 限元分析结果显示原床身结构的刚度为 1. 64 × 105 N / mm,基频为 212. 8 Hz。为了进行优化设计,将床身 内部的出砂孔全部填上,设计初始模型如图 3 所示,对 其进行有限元分析,床身刚度为 1. 68 × 105 N / mm,基 频为 214 Hz。
1 设计方法
1. 1 实验设计方法及响应面近似模型的建立
实验设计方法是用来研究设计参数对模型设计状 况影响的一种取样策略。实验设计是构建近似模型过 程中的重要环节,决定了构造近似模型所需样本点的 个数和这些点的空间分布情况。
文中采用中心复合设计法( CCDs) 进行实验设计, 该方法最早由 Box 和 Wilson 于 1951 年提出[3]。由于 这种设计方法具有序贯性、预测效率较高等特点,在实 际设计中已得到广泛应用。采用中心复合设计法能够 在提供较少的实验次数下,充分考虑实验设计变量之 间的相互影响关系。
图 2 遗传算法求解流程图
图 1 优化流程图
1. 3 多目标优化问题的处理方法
数控立式加工中心床身筋板结构设计与分析
De s i g n a n d An a l y s i s o f t h e Be d S t i f f e n e d P l a t e S t r u c t u r e
机 械 设 计 与 制 造
3 8
第1 2期
2 0 1 3年 1 2月
Ma c h i n e r y De s i g n
&
Ma n u f a c t u r e
数控 立式加工中心床 身筋板结构设计与分析
杨玉萍, 张 森, 季彬彬 , 邱 自学
2 2 6 0 1 9 ) ( 南通大学 机械工程学院 , 汀苏 南通
o n l y c h a n g e s r e i n f o r c i n g p l te a t y p e , d e s i g n i n g t h e t h r e e d f i f e r e n t ma ch i n i n g t o o l b e d s t r u c t u r e s . T h e s t t a i c a n d t h e m o d l a w e r e
摘
要: 以某数控 立式加工 中心床 身结构为研 究对 象, 为获得具有较好静动 态 特 性的床 身结构 , 保证 工件的几何精度和
表面加工质量, 通过改变筋板的类型, 设计 了三种床身结构方案。 运用A N S Y S有限元分析软件分别对其进行静力学分析 和模 态分析 , 得到了不 同床 身结构筋板设计方案的位移 变形量、 合应力及模 态频率结果。根据分析结果, 选出了具有较好 静动态特性的床 身结构作为设计方案 , 节省 了制造成本 , 缩短 了设计周期 , 为床 身结构设计提供 了理论依据。