可倾瓦轴承制造工艺研究
汽轮机转子可倾瓦结构及检测方法
汽轮机转子可倾瓦结构及检测方法摘要:文章中主要阐述了发电机组转子支撑轴瓦的结构,检修中的检测方法。
关键词:轴承;可倾瓦;抗振性简介:支承轴承是汽轮机的重要部件之一,支撑发电机组转子全部动、静载荷,可倾瓦工作环境直接影响到发电机组是否能安全运行,针对可倾瓦支承轴承在日常运行中容易出现的问题,需要提出行之有效的检修方法和检修工艺,为便于掌握检修工作下面介绍可倾瓦的结构及检测方法。
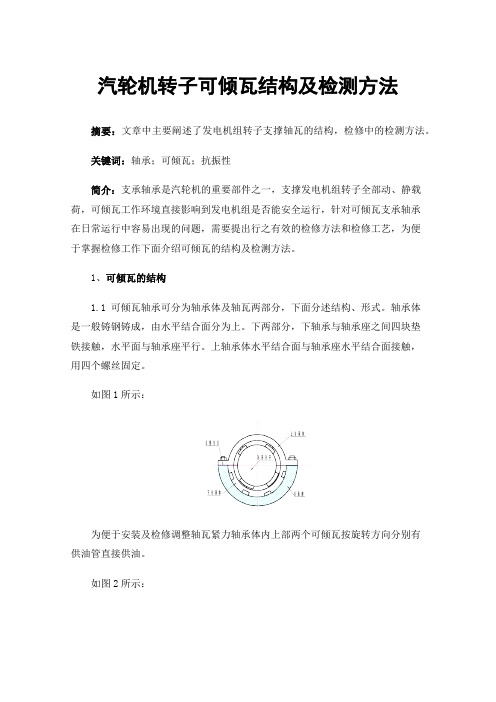
1、可倾瓦的结构1.1 可倾瓦轴承可分为轴承体及轴瓦两部分,下面分述结构、形式。
轴承体是一般铸钢铸成,由水平结合面分为上。
下两部分,下轴承与轴承座之间四块垫铁接触,水平面与轴承座平行。
上轴承体水平结合面与轴承座水平结合面接触,用四个螺丝固定。
如图1所示:为便于安装及检修调整轴瓦紧力轴承体内上部两个可倾瓦按旋转方向分别有供油管直接供油。
如图2所示:下部两块支承可倾瓦按旋转方前部各设两个供油管,轴承体前。
后设有档油板,防止有润滑油顺轴外流,油档为一般铁板制成,并镶有铜制的密封齿,密封齿与轴保持0.15-0.25mm间隙。
1.2 可倾瓦是超临界机组高压转子、中压转子、低压转子所配套的支承轴瓦,由上、下轴承体组成,轴瓦体为铸钢内衬轴承钨金,加工成所需要的形状,使轴瓦内径与轴径形成楔形间隙保证在机组运行中产生稳定的油膜。
可倾瓦每块瓦内孔成圆筒形状与轴径相吻合,上部两块可倾瓦与轴顶部间隙一般为0.4mm左右,下部两块可倾瓦设有四个顶轴油孔,供机组盘车时供压力6.5-7.5MPa顶轴油,将轴顶起高度为0.05mm。
超临界机组轴瓦设置高压油顶轴装置,它在下瓦每个可倾瓦开四个顶轴油孔直径6mm,在盘车启动前由专用高压活塞式注油泵供入压力7.5MPa高压油,将轴顶起使转子起动时磨擦力矩降低,减少转子临时热弯曲创造条件,同时也减小轴瓦的磨损。
2、可倾瓦的检查2.1 可倾瓦外表的宏观检查,可倾瓦分解后对轴瓦作如下检查,轴承钨金表面工作痕迹是否符合要求,工作表面是否被磨损,轴承钨金表面有无损伤及腐蚀现象,轴承钨金有无裂纹,用仪器对轴瓦钨金表面进行检查有无脱胎现象。
汽轮机可倾瓦的特点与检修工艺
汽轮机可倾瓦的特点与检修工艺Features and Maintenance of Tilting Axle Bushes of SteamTurbine史卫刚(西柏坡发电有限责任公司,河北平山053000)摘要:介绍了某电厂汽轮机经大修或故障停机处理可倾瓦的问题,通过学习与实践,掌握了可倾瓦的配瓦、调整、垫铁刮研检修工艺,使机组可倾瓦运转正常,保证了机组稳定发电。
关键词:可倾瓦;配瓦;调整;垫铁刮研Abstract:This paper introduces the treatment of tilting axle bushes of a steamturbine in a power plant. Through learning and practice, matching and adjustingof tilting bushes and grinding of pads are mastered. This leads to normal operation of these tilting bushes and stable power generation.Keywords:tilting bush;matching of bushes;adjust;pad grinding河北西柏坡发电有限责任公司(以下简称西电)汽轮机是哈尔滨汽轮机厂有限责任公司引进美国西屋技术生产的单轴、双缸、亚临界、一次中间再热、凝汽式汽轮机,#1、#2机组型号为N300-16.7/537/537,#3、#4机为N300-16.7/538/538型。
这4台汽轮机高压转子两端采用的是可倾瓦。
可倾瓦又称自位式可倾瓦轴承,或密切尔式轴承,是一种承载力大、稳定性好的新型轴承。
1 可倾瓦的结构与特点可倾瓦通常由3~5块或更多块能在支点上自由倾斜的弧形巴氏合金瓦块组成。
瓦块在工作时可以随转速、载荷及轴承温度的不同而自由摆动,在轴径四周形成多个油楔。
离心式压缩机可倾瓦轴承瓦块的测绘技术

离心式压缩机可倾瓦轴承瓦块的测绘技术作者:国庆王烁来源:《数字化用户》2013年第11期【摘要】本文通过对可倾瓦轴承瓦块的结构分析,对可倾瓦轴承瓦块测绘技术进行研究,阐述了可倾瓦轴承瓦块的一般方法。
【关键词】离心式压缩机可倾瓦轴承瓦块测绘可倾瓦轴承是离心式压缩机中最常使用的轴承形式。
在备件生产、瓦块修复和进口压缩机的国产化改造中,往往需要对可倾瓦轴承瓦块进行测绘。
本文对可倾瓦轴承瓦块测绘技术进行研究,阐述了可倾瓦轴承瓦块的一般方法。
一、瓦块的几何尺寸和几何参数瓦块测绘最重要的是确定其几何尺寸的数值,瓦块的主要几何尺寸如图1为所示。
二、瓦块的测绘方法(一)测绘工具瓦块测绘需使用的量具有游标卡尺、外径千分尺、内径千分尺、壁厚千分尺、万能角度尺、钢直尺等。
(二)瓦块主要几何尺寸的测量瓦块的几何尺寸中,有些几何尺寸可以使用量具直接测量,例如瓦块宽度B;有些几何尺寸则不能使用量具直接测量,需要通过计算才能够得到,例如瓦块背弧的直径D1。
测量的几何尺寸,可以选用表1中推荐使用的量具进行测量。
测量后,还需对所测得的结果进行必要的圆整与协调,并确定其尺寸与公差。
瓦块最大厚度H的确定,最直接的方法是直接测量。
然而,直接测量只能在瓦块加工弧面(即合金表面)没有的损伤情况下才能进行;当瓦块合金表面已经损伤的时候,我们无法测量出瓦块的原始厚度,只能通过计算求得。
(三)瓦块几何尺寸的计算一般来说,在设备的原始图纸、使用说明书等资料中,往往会给出允许的轴承直径间隙范围。
我们将由原始资料查得的直径间隙记作。
将、D、d代入式(4)中,并考虑其公差,则可得到瓦块最大厚度的,并设的最大值为,最小值为。
(四)瓦块表面粗糙度的确定一般来说,瓦块合金表面的表面粗糙度一般为Ra=0.4μm,瓦块背弧面的表面粗糙度一般为Ra=3.2μm.。
三、结论根据上述测绘方法对可倾瓦轴承瓦块进行测绘,确定瓦块的几何尺寸、几何参数,并确定公差及加工面的表面粗糙度。
可倾瓦气体动压轴承承载能力的数值分析

The Nu ie lAn lss 0 h a pa iy o r d n mi med a a y i n t e Lo d Ca ct fAe o y a c
i n r a e F rt e fl t tn — a e rn isl a a a i sic e s d. ep eo d i mp ra tfco ih afc s s ic e d. o h u li i g p d b ai g,t o d c p ct i n r a e T rla sa i o n a trwhc fe t s l y h n t
杨利花 戚社苗 耿海鹏 虞 烈
陕西西安 70 4 ; 10 9
( .西安交通大学机械 电子及信息系统研究所现代设计及转子轴承系统教育部重点实验室 1
2 .兰州 交通大学机 电工程学院 甘肃兰州 7 0 7 ) 3 0 0
摘要 :应用 M T A A L B的偏微分方程工具箱 ,采用有限元 法求解气体润滑 R yod 方程,通过完全装配分析法计算 enls 了可倾 瓦动压气体轴承的承载能力 ,研究 了轴承偏心和瓦块预负荷对可倾 瓦轴承的承载能力 、最小气膜厚度和最大气膜
v siae . e rs l h w ha t e b ai g e c n rct rt e p d r la n r a ig,h o d c p ct d t i g e t td T e ut s o t tw h t e rn c e tii o h a sp eo d i c e n t el a a a iy a i n g h s i h y s n h
可倾瓦轴承支点静刚度的有限元分析

可倾瓦轴承支点静刚度的有限元分析李萌萌;王小静;蒋登峰;朱健申【摘要】The stiffness of the tilting pad pivot will change when using different pivot forms,which will cause the change of the dynamic forces of the base transmitted by the bearing.The vertical static stiffness of tilting pad pivot was simulated and calculated for common pivot forms of point support,line support and ball support,and the relationship between the piv⁃ot forms and the static stiffness of pivot was analyzed.The results show that the vertical static stiffness of the point support is larger than that of the line support with the same diameter,and the vertical static stiffness of the line support is larger than that of the ball support.For line support, when the diameter of the semicircular surface of bearing seat is greater than that of the pad pivot,the vertical static stiffness will be significantly decreased,and the larger of the diameter of the semi⁃circular surface of bearing seat,the more obvious the decreasing of vertical static stiffness is.For ball support,when the di⁃ameter of the ball on the surface of pads is larger than that of the ball of pivot,the smaller the pivot ball diameter is,the more obvious of the decreasing of vertical static stiffness is.%可倾瓦块支点型式不同,支点的静刚度会发生变化,从而导致轴承传递到基础上的动态力发生变化。
径向流体支点可倾瓦轴承润滑特性分析

Vol. 55 No. 5May2021第55卷第5期2021年5月西安交通大学学报JOURNAL OF XI'AN JIAOTONG UNIVERSITY径向流体支点可倾瓦轴承润滑特性分析王晓红S 常山S 裴世源"#.中国船舶集团有限公司第703研究所,150036,哈尔滨;2.西安交通大学现代设计及转子轴承系统教育部重点实验室,710049,西安)摘要:针对径向流体支点可倾瓦轴承结构复杂、瓦块浮动状态难以预测的问题,提出了内层动压油 膜和外层静压油膜相互耦合的润滑分析模型与求解方法%对比分析了不同工况下传统固定瓦轴 承、机械支点可倾瓦轴承和流体支点可倾瓦轴承的润滑特性,发现流体支点可倾瓦轴承的膜厚、膜 压、膜温等关键静特性参数均优于传统固定瓦轴承和机械支点可倾瓦轴承;直接刚度和直接阻尼等动特性参数高于传统轴承约一个数量级,故其可显著提升轴承安全性和转子系统的稳定性;在某些工况下瓦块存在两个平衡状态,可能导致瓦块浮动状态和轴承润滑性能发生突变%研究结果可为设计高可靠性流体支点可倾瓦轴承提供一定的参考%关键词:流体支点可倾瓦轴承;润滑理论;动静压耦合;浮动状态中图分类号:TH133. 31 文献标志码:ADOI : 10. 7652/xjtuxb202105008 文章编号:0253-987X (2021)05-0065-08Analysis on Lubrication Performance of Fluid PivotTilting Pad Journal BearingsOSID 码WANG Xiaohong 1, CHANG Shan 1, PEI Shiyuan 2(1.No.703ResearchInstituteofChinaStateShipbuildingCorporationLimited &Harbin150036&China '2.KeyLaboratory of Education Ministry for Modern Design and Rotor-Bearing System, Xi'an Jiaotong University , Xi'an 710049, China)Abstract : Tosolvetheproblem of pads floating state prediction of the fluid pivot tilting padjournal bearing & a lubrication analysis model considering the coupling effects of innerhydrodynamicfilm and outer hydrostatic film wasproposed.Thelubricationcharacteristicsoftraditionalfixed pad bearing , mechanicalpivottilting pad bearing and fluid pivottilting pad bearing under di f erent working conditions were compared. The results show that static characteristicsofthefluidpivottiltingpadbearing , suchasthefilmthickness ,filmpressureandfilmtemperature , are be t er than that of the traditional fixed pad and tilting pad bearings. Moreover , the direct sti f ness and damping are about an orderof magnitude higher than the traditionalbearings.Therefore , fluid pivottilting pad bearing can significantlyimprovethebearing safety and the stability of rotor system. However , pads may suffer two equilibrium states under certain working conditionF &which wi l reFultinunFtableworkingFtateandFuddenchangeofbearingperformance.ThiFwork mayprovidereferencefordeFigningthefluidpivottiltingpad journalbearingF.Keywords : fluidpivottilting-padbearing 'lubricationtheory 'preFFurecoupling 'floatingFtate收稿日期:2020-12-12o 作者简介:王晓红(1983—),女,高级工程师;裴世源(通信作者),男,副研究员。
可倾瓦径向滑动轴承油膜动特性实验测试

可倾瓦径向滑动轴承油膜动特性实验测试孙云昊;金健;吴兵;臧春阳;王小静【摘要】为了研究可倾瓦径向滑动轴承的油膜动特性,提出一种可倾瓦径向滑动轴承油膜动力特性(油膜刚度系数和阻尼系数)的实验测试方法.利用振动理论建立系统动力学模型,根据实验测得的绝对位移和相对位移信号计算出油膜的动特性系数.实验结果表明,该方法能够排除噪声信号的干扰,具有较高的测试精度,而且简化了计算过程.【期刊名称】《润滑与密封》【年(卷),期】2014(039)004【总页数】4页(P98-100,104)【关键词】可倾瓦径向滑动轴承;动特性;刚度系数;阻尼系数【作者】孙云昊;金健;吴兵;臧春阳;王小静【作者单位】上海大学机械工程与自动化学院上海200072;上海大学机械工程与自动化学院上海200072;上海大学机械工程与自动化学院上海200072;上海大学机械工程与自动化学院上海200072;上海大学机械工程与自动化学院上海200072【正文语种】中文【中图分类】TH133.3由于可倾瓦径向轴承被广泛应用于各种高速旋转机械中,其油膜动力特性直接影响转子-滑动轴承系统的各种性能,因此对可倾瓦滑动轴承油膜动力特性的研究是非常必要的。
JR Lin[1]通过求解Reynold方程理论计算了油膜动特性系数;许太强等[2]研究分析了了在瞬变载荷作用下滑动轴承的相关动特性;王东伟等[5]运用改进的偏导数法计算滑动轴承的动特性系数;张明书等[4]简化了轴承与摆架系统的物理模型,给出了一套基于动平衡实验的最小二乘辨识方法,该方法可在动平衡机上便捷地开展全尺寸实验,快速地辨识出大尺寸轴承油膜动特性系数;毛文贵等[5]计算了高转速下的径向滑动轴承的动特性系数。
但是,理论计算的方法过于繁琐,容易出错,因此通过实验测试得出油膜动特性系数成为广泛应用的方法。
本文作者提出了一种可倾瓦径向滑动轴承油膜动特性系数的实验测试方法,通过实验得到一定工况下径向轴承振动的绝对位移和相对位移,然后再利用本文中的方法计算得到相应的滑动轴承油膜动特性系数。
速度对扇形可倾瓦推力轴承润滑性能的影响研究

Yu Xio o g ・ a d n L a mi Gu u o g u Hu i n o Xi r n L i Yon ai Sh o J n e g gh a u p n
( . ab nvrt o c nea dT cnlg , a i H i nj n 5 0 0 C ia 1 H ri U i s y f i c n eh o y H r n e ogi g10 8 , h ; n e i S e o b l a n 2 N r es Frs yU i rt, r i H i nj n 5 0 0 C ia . ot at o t nvs yHa n e og ag104 ,hn ) h er ei b l i
最小油膜厚度在一定的速度范围内随速度呈线性变化 ,且随着速度的增加而增加 ;最大油膜压力 随速度的增大产生波动
2 性变 但最终逐渐 化, 稳定到某一 具体值; 着速 增 度升高; 功耗和瓦流 随 度的 加温 瓦 量随速 增加基本上 度的 呈线性增加 变
’
I化 l 。 }
关键词 :扇形 可倾瓦 ;推力轴承 ;润滑性能
(. 1 哈尔滨理工大学 黑龙江哈尔滨 1 00 2 5 8 ; .东北林业大学 黑龙江哈尔滨 104 ) 0 500
摘要 :采用数值分析方法研究速度对扇形可倾 瓦推力轴承润滑性能的影 响,分析速度对最小油膜厚度 、最大油膜压
力、 油膜温度、 率损失和流 最高 功 量等参数的 规律, 影响 得到了 速度与扇形可 推力轴润 倾瓦 滑参数的 关系。 结果表明: 节
i f m e eau ,au fp we o sa d lb c tma sfo o a h p d wa n y e a d t erlto s i ewe n v l - l tmp rt r v e o o rls n u r a s w fe c a sa a z d, eain h pb t e eo e l i n l l n h c
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
可倾瓦轴承制造工艺研究 』 龚学清 摘 要
1f< 6
7_ 可倾瓦轴承以它特有的良好的抗失稳能力,已广泛应用于大型汽轮机发电机组上,对保 证机组轴系稳定性特别是解决大型汽轮机组高中压转子振动问题起到了很好的作用,但可倾 瓦轴承技术要求高,制造工艺复杂 文章总结了我厂及国外典型可倾瓦轴承的制造工艺技术, 芹对一些现场安装中出现的问题进行丁分析。
关键词:可倾瓦轴承工艺 】 前 言
钶
近年来,随着汽轮发电机组的大容量 化.机组轴系稳定性已成为突出的较难解 决的问题之一。以前国内一般300MW汽 轮机高中压转子轴承均采用固定瓦椭圆轴 承,高中压转子振动问题时有发生。可倾瓦 轴承具有抗振动能力强,承载能力高,功率 损失小,结构简单,安装、检修方便等优点, 特别是对解决高中压转子振动问题效果显 著。 倾瓦轴承以它特有的性能,已广泛应 用于国外大型汽轮发电机组之中。 通过我厂多年来的不断实验研究并借 鉴国外同类产品的先进经验,成功开发设 计了q ̄250及奶60非对称可倾瓦五瓦块 轴承,并应用在我厂3ooMW及出口伊朗 325MW机组上。在张家口发电厂B厂5 300Mw机组上的首次应用实践表明,机组 各转F振动及瓦振均达到优良水平,特别 是1 、2 可倾瓦轴承在各种运行工况下,其 轴振均在50 m以下,瓦振在6 m以下. 充分体现了可倾瓦轴承特有的稳定性能。 相对于固定瓦轴承来说,可倾瓦轴承 结构复杂,技术要求高.制造难度大。通过 几年l米的制造工艺实践,我厂逐步形成了 栅 较为成熟的可倾瓦轴承巴氏合金浇注,机 械加工工艺等制造技术.本文以目前国内 外应用较多的对称六瓦块可倾瓦轴承为 例.介绍了其加工制造工艺.并对某些在电 厂安装中出现的问题进行了分析。
2 可倾瓦轴承的结构特点 可倾瓦轴承主要由瓦套和瓦块两大部 分组成(参见图1),六个瓦块基本均匀地 分布在瓦套内孔的圆周上,瓦块的轴向位 置是通过瓦套端面的凸缘与瓦块端面凹槽 的配合来确定的,瓦块的周向各采用一根 径向螺柱销(悬挂螺桂)来定位。我厂还曾 采用过在瓦块两端各用一根轴向短销来定 位的方法。工艺制造的难点在于可倾瓦块 的浇巴和加工。瓦套加工工艺与原来基本 类似,下面不再赘述。
3 可倾瓦轴承的制造工艺 3 1可倾瓦瓦块加工主要工艺流程
④
维普资讯 http://www.cqvip.com 瓦套上半 2一上半瓦块3-瓦块悬挂螺桂 4下半瓦套 5一下半瓦块 锻造戚筒捩并 蛏正火处理 图1典型对称六瓦块可倾瓦轴承 糨车:备矩 署E皿案量 橙藿:奎表 面超攥CJ- ̄) 热妊翌:豫应
力退火
l事舶:车准巍l。}’ 。r; r _
一一皇 H墨婪磐: H室 三主r
【车 端_啦隼准,l .}嵇 枯礁琏: {堍嗣t撬善{ l吾Il研、配璃Il 1 r———— — —————。1 r一 ‘——~ ————’1 r—-—・--—--・_,-' 壁 广1. 瓤r{ rf 麟…r一 一 一…一……… _— ~~…J
固
维普资讯 http://www.cqvip.com 3 2可倾瓦巴氏台金及其浇注 可倾瓦巴氏台金牌号为wl2B.不同 于原来长期使用的ZSnSbl1Cu6轴承台 金.相对于ZSnSb11Cu6而言,wj2B的sb 含量要低20%,而Cu含量要高23 5%,由 于含Cu量高使得wj2B合金的液相点提 高到422 ̄(2(ZSnSb11Cu6为370 ̄(2),因此 其浇注温度比ZSnSbl1Cu6高8O一100℃; 同a寸含Cu量提高后,轴承台金的硬度也 提高了。wj2B与ZSnSb11Cu6轴承台金硬 HB 度与温度的关系曲线见图2(图中同时列 出了ZSnSbl1Cu6Cdl轴承合金的硬度一 温度曲线),wj2B的硬度要比传统的 ZSnSbl1Cu6高5HB以上,在工作温度下 的性能是三种台金中最好的;另外,wj2B 与基体的结合力较高,达92MPa (ZSnSbl1Cu6为78Mpa)。由于这些特性, 我,’现有轴承产品全部采用了wj2B轴承 台金。
"z t  ̄"3- -. : :CuC: ̄dl一 ~~
、 ≥=I、、
、、
一
f~、 、
≮ ZSnsbl1Cu6 、、、 \ —、, }
I
30 S0 70 9C t|0 j:30 TtZ。C
图2 巴氏台金硬度一温度曲线
但由于Cu易被氧化,因此wj2B的 焊接性较差,易产生密集的针型气孔,这一 点在实际制造过程中得到了充分的验证, 通过探索和多次工艺试验,我们找到和采 取了 午多较为特殊的补焊方法解决了这一 难题 巴氏台金的浇铸采用离 t3浇铸法。由 于瓦块较薄(约50ram),浇巴前的洗净、挂 锡。浇铸时离心机转速的选定,喷水冷却的 水量段喷水时问的控制对浇巴质量都有较 大的影响。 由了防止因应力释放导致端面处巴氏 f}金岛脱壳的问题.采取了浇巴前在瓦块 端面jF应力槽的方法(图3),实践表明,效 果较好:通过几年的应用实践,我厂已经较 为成熟地掌握了WJ2B轴承合金的性能和 浇铸、焊补工艺方法。
图3端面应力槽
维普资讯 http://www.cqvip.com 3.3瓦背型线加工 可倾瓦块瓦背型线如图4所示,由于 型线圆弧半径为R5800,我厂通常是在 2 5m数控立车上进行车削的。由于瓦块外 径只有'-I)500左右,而2 5m数控立车最高 转速为63rpm,因此.无法达到P,.al 6的粗 糙度,加工后还需进行抛光,抛光是用砂带 菪削装置在C650卧式车床上手工控制进 行的型线精度较难控制。 l刘4瓦背型线示意图 随着设备条件的改善,现逐步采用高 质量的圆弧刀片在数控中车上进行加工, 型线精度容易控制,同时抛光也容易得多。 3,4可倾瓦内孔的精车 可倾瓦瓦块内孔精车是在瓦块分割成 块后进行的,因而增加了精车的难度,内孔 精车是可倾瓦加工中的关键。 (1)找正用坐标点的划线:将同一瓦体 上分割下来的瓦块按同一侧端面朝上置于 平台上.按图5所示用记号笔在巴氏台金 内孔埘1、2、3、4、5坐标点,1、2、3、4点用 于瓦块找对称,1、3.2、4点用于找垂直,第 5点用于精车胎具中各瓦块找径向跳动和 精车前测量对应瓦块尺寸,以判断瓦块是 否与胎具贴紧。 (2)用专用测厚千分尺测量每个瓦块 的最大厚度6并做好记录 (3)将各瓦块按对应号依次装入胎具 内孔中(图6)。
图5瓦块精车技正氨 (4瓦块定位。上半各瓦块瓦背中部一 般都有一个工艺螺孔,用以精车时拉紧瓦 块使其兀背最高点与胎具内孔贴紧;下半 瓦块由lf在瓦套中的支点是非对称的,因 而一般梆有两个工艺螺孔,使用两根螺栓 将之托紧,以使其瓦背支点处与胎具内孔 图6瓦块精车胎具 贴紧。通常先装入拉的螺钉,将瓦块初步定 位.再装入顶的螺钉(每个瓦块4个)。 (5)调整找正。适当拧紧拉的螺钉.使 瓦块背面最高点与胎具内孔紧密接触;再 调整四个顶的螺钉,将瓦块内孔上的1、2、 3、4点找正在设计要求内(图7)。
维普资讯 http://www.cqvip.com I、3-顶紧螺钉2一拉紧螺钉4胎具 5百分表6瓦块7铜垫片 图7瓦块精车调整找正图
围9精车胎具与复测 f6)校验。按图8所示,用百分表校验 外圆L的最高点,各瓦块百分表的读数差 应在控制范围之内;同时,为了保证内孔精 车的准确无误,还应按图9进行内孔精车 前的尺寸较验,测量相对两瓦块(三对)第 j点之问的内径尺寸d,并参考记录的各瓦 块最犬厚度尺寸6,应满足下列关系式: d=D—t8 86) r7)车准巴氏合金内孔,必须采用车刀 直接进行车削,并不得用砂纸进行抛光,为 此我们采用了特制的宽刃、圆弧、带刃倾 角、大前角(达30。)车刀进行车削,基本达 到 造一粗糙度要求。车削后记录内孔尺 卜百分表2一顶紧螺钉 3瓦块4一胎具 图8瓦块找正校验围 寸 。 (8)校验。拆下瓦块后 还需再用测厚 干分尺测量车削后的瓦块中心部最大厚度 值6 应满足下式要求: 6o=tD_d ,2 4 问题讨论 4.1瓦堍挂销结构 我厂可倾瓦轴承最初的结构不是如图 1中所示的瓦背径向挂销结构,而是如图9 所示的两端挂销结构(图示为五瓦块轴 承)。由于两端挂销在瓦块的自重作用下将 会自动紧靠在瓦套两端的挂销孔的下部, 每个瓦块上两个挂销接触点加上瓦块瓦背 与瓦套的接触点变成了事实上的三点支 撑,致使瓦块在瓦套中无法灵活转动;另一 方面,由于加工制造中很难保证瓦套两端 挂销孔的同轴度以及瓦块两端挂销螺孔的 同轴度,尽管挂销与挂销孔的间隙很大 (3.5ram左右),但由于自重的作用,致使瓦 块装配在瓦套中后就处于偏斜状态。综合 上述两点原因,瓦块的偏斜加上瓦块转动 的不灵活(自位性不好)导致电厂安装时,
维普资讯 http://www.cqvip.com 转子轴颈与轴承瓦块内孔的接触线产生偏 斜(图lO)。由于可倾瓦块自身具有很好的 自位作J}j,可倾瓦轴承瓦套不再设计有球 面.凼此在可倾瓦失去自位作用的情况下 要纠正接触线的偏斜是十分困难的。 通过改进,我厂借鉴采用了国际上惯 用的瓦背径向挂销结构形式,实践表明,结 构改进后,转子轴颈与轴承瓦块的内孔的 接触线偏斜问题立即得到了彻底地解决, 效果非常好
瓦垂两端2可倾瓦块3一刮销孔4一挂销5一轴向中心线6一偏斜接触线7正确接触线 图10端面挂销结构展开图及接触线图
4.2瓦块精车定位方式 有 可倾瓦轴承瓦块只在瓦背中心处 有一 个工艺螺孔,瓦块精车时的找正是靠 在两个径向端面上加工出四个工艺螺孔来 进行辅助找正的(参见图11),拧人四个适 当长度的螺钉用于调整找正时顶紧瓦块, 瓦背上的螺钉用于拉紧瓦块。这种方法的 优点是精车胎具可直接用产品瓦套代替, 减少 工装。由于瓦块尺寸的限制,工艺螺 钉一般较小(MS左右),在立车上精车时 必须从内孔方向进行调整找正,很不方便, 因此一般先由钳工在平台上以瓦套内孔为 基准将瓦块四角A、B、c、D找正,然后用 塞足按要求的塞人深度校验瓦背最高点是 否与瓦套贴紧和支点极限位置是否正确; 同时在 车上精车前还必须按3.4所述方 法对每个瓦块进行校验。 由 ‘这种方法直接使用产品瓦套作车
削胎具,因此要单独加工瓦块备件时还必 须另行设计制作眙具。
2
≮支点位置 \0.6L 一一 , ~ 一—
一一
1一可倾瓦块2一瓦套3一支点极限范围 4一塞尺5一工艺螺 L 图11
懈 . .上t’;一, 。一 Z
维普资讯 http://www.cqvip.com