高速线材轧机滚动导卫装置的设计及应用
精轧机入口导卫立导辊设计

精轧机入口导卫立导辊设计钢厂实际生产过程中,精轧机组中的入口导卫耐磨板总是会出现很严重的划痕,影响钢厂的生产。
文章讨论了利用增加立导辊的方法,把原来面接触摩擦改成线接触摩擦,减小了耐磨板上的划痕。
此方法已应用于实践中,取得很好的效果。
标签:入口导卫;耐磨板;立导辊精軋机间入口导卫的主要作用是引导带钢进入轧机实现正常轧制,同时使轧件对准轧制中心线,防止带钢头部跑偏。
其是由导卫本体和宽度调整机构等组成。
内部装有耐磨板的导卫本体装在导卫框架上,宽度调整时沿框架上的滑道滑动,导卫框架装在两机架间托梁上。
1 问题产生在热连轧设备中,精轧机组前面一般会设置小立辊轧机,目的是将中间坯对准轧制中心线导入精轧机组并进行齐边轧制[1]。
但实际过程中,部分钢厂会取消小立辊轧机。
这种做法的不足之处在于:导卫本体内部的耐磨板,经过长时间和带钢边部的摩擦和频繁冲击,表面就会出现很严重的划痕,尤其以F1入口导卫本体上耐磨板的磨损最为严重,磨损量至少有10mm,影响带钢边部质量。
2 改进思路在导卫体的入口和出口分别加入一个立导辊装置,并且立导辊的母线要高于耐磨板的表面,带钢进入导卫体时,先接触立导辊,而后可能接触到耐磨板。
当穿钢结束,带钢张力建立起来,正常轧制时,带钢仅会与立导辊接触。
这样带钢由原来与耐磨板的面接触就改为了与立导辊的线接触,大大减少带钢和耐磨板的接触面积。
支座两侧的边板,用于固定在导卫体上,通过螺栓把合。
立导辊装置放到支座槽里,用固定块定位,防止立导辊装置发生窜动,同时用螺栓将固定块固定,立导辊轴并不转动。
设计固定块同时也方便了立导辊的拆卸。
对于导卫体的修改如下:在原有基础上,在导卫体靠近出口侧的边上开两个矩形窗口,并且在外侧加上凸台,以便固定支座。
在支座两侧的边板上增加垫片组,以弥补立导辊辊身的磨损。
由于带钢温度高,立导辊要进行辊身冷却,并且是内部水冷。
外部冷却的话,冷却水会喷到钢板上。
轴承要采取自动润滑,减少工人工作量。
高速线材精轧机组孔型系统的研究与应用
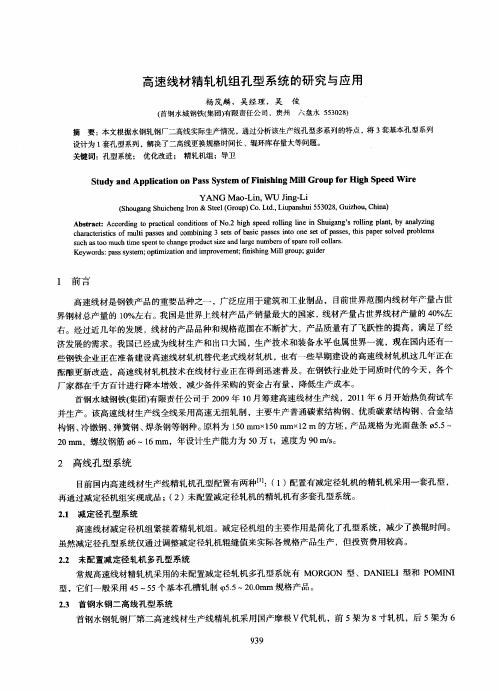
图2二高线改进后孔型配置图
图3连轧过程示意图
V1‘Fl=V2・F2=……叫。’F。
式中, v1、V2,……,V。为第l,2,……,n道次轧件的出口速度,m/s; F1,F2,……,F。为第l,2,……,n道次轧件轧后的出口面积,mm2。
(1)
将各机架轧辊工作直径D,轧辊转数N和轧件的前滑代人公式(1),则
制06.5mm、08.Omm,a10.Omm,010.5mm,012.5mm,013.Omm,a16.Omm,基本孔型为52个。 结合轧钢厂两条高线设计现状,第二高速线材生产线主要轧制Q5.5mm盘圆、(p6.Omm盘圆及盘螺、 (p6.5mm盘圆、(p8.Omm盘圆及盘螺、cplO.Omm盘圆及盘螺、cpl2.5mm盘圆等产品。在实际生产中,轧钢 厂必须准备‘p5.5mm、Ip6.Omm、cp6.5mm规格3个系列的辊环与工艺件,且每一孔型系列还需准备3~4套 辊环备件,从而造成资金积压;另外,Q5.5mm、cp6.Omm、(p6.5mm规格互换时,精轧机组10架需更换全 部辊环,改轧时间长,不利于生产组织。
939
寸轧机。该生产线1H~3H孔型采用箱形孔型系统,4V~18V、19”~28噪用常规的椭圆一圆孔型系统,
其孔型配置见图1。
图1二高线孔型配置图
从图1中可以看出,该精轧机组采用多套孔型系列,设计了3大系列,轧制所有规格产品,即05.5
06.0
rnlll
孔型系列轧制05.5mm、07.Omm、08.5mm、09.Omm、ollmm,011.5mm、013.5mm、014.Omm、014.5mm; mill孔型系列轧制06.Omm、07.5mm、98.5mm、a12.Omm、015.Omm、015.5mm;a6.5 rllin孔型系列轧
高速线材减定径机组的特点及应用探析

高速线材减定径机组的特点及应用探析摘要:随着技术变革升级,高速线材的生产呈现出许多新特点,包括高度轧制、冷却控制、快速更换等。
国内许多公司已经研发出具有完全自主知识产权的减径机和定径机。
借助对高速线材减定径机组的特点、应用现状等的考察,提出具体应用要点,以期为我国高速线材生产提供些许参考。
关键词:高速线材;减定径机组;特点分析;应用研究1减定径机组设备的特征减径机分为普通型和改进型,普通型减径机的动力系统多为交流电机,使用齿轮箱相互连接,为不同的轧制工艺提供相适应的齿轮比。
通常而言,减定径机的变速箱主要使用双层结构的组合式齿轮箱,通过四轴输出至辊箱之中。
总体来说,这样的结构较为复杂,并且工作的转速也非常高。
考察高速线材轧机采用的减定径机的工艺特点以及控制措施,可以根据技术发展要求,进一步完善高速线材减定径机,提高其工作效率,实现减定径工作提质增效。
摩根型的RSM减定径机有4个机架的顶交型配置,每个轧机单元的布置一般采取夹角式布局,即每一对辊环的轴线和水平面之间的夹角一般保持在45°,相互邻近的两对辊环的角度为90°。
如此一来,轧机无需重复扭转。
根据成品的尺寸、工艺要求、钢的类型,减径机的辊箱总成配置可以采取2机架的悬臂辊箱单元,尺寸大小为250毫米、230毫米或160毫米;定径机则采取2机架的辊箱单元,尺寸为150毫米左右即可。
同时,还包括相应组件,如面板、外部齿轮箱、保护罩、震动检测分析设备等。
2精轧机、吐丝机间的减定径机的工艺优势2.1适合当前的轧制技术目前我国国内比较成熟的轧制技术是连续轧制,该技术的主要特点就是速度快,质量高,近年来使用得十分广泛。
连轧技术的关键是连轧孔型,所以对连轧技术的研究离不开孔型设计。
减定径机组可以实现单一孔型向多元自由孔型的转变,自由孔型也即同一个孔型轧制系统能够通过对辊缝的调整从而实现较大范围内生产任意规格的具有较高精度的产品,这简化了轧制工艺,并且通过减少换辊时间实现轧机效率的提升,进而大幅提高了高速线材生产的灵活性和适应性。
高速线材精轧机滚动导卫常见失效原因分析及解决措施

高速线材精轧机滚动导卫常见失效原因分析及解决措施刘可可(线材事业部)0前言线材事业部二高线精轧机组采用10架次45度无扭轧机机型,并在椭圆轧件进入圆孔型时使用滚动导卫,滚动导卫的作用是保证轧制过程中轧件的顺利咬入和轧制的顺利进行。
目前,二高线Ф6. 5mm热轧盘圆的成品速度可达85m/s以上,精轧机组的导卫导辊也在超高速下运行,因此对滚动导卫的要求也较高,对滚动导卫的维护和保养尤其重要。
1精轧机滚动导卫失效原因分析滚动导卫由导卫盒、导卫板、支臂、导辊、轴承、鼻锥等部件组成。
造成滚动导卫失效的主要原因是导辊、轴承、导卫板等零部件过早失效。
其中以导辊失效最为常见,轴承次之,导卫板失效极少发生。
故以下主要侧重分析导辊和轴承过早失效的原因,并提出改进措施,从而保证滚动导卫的使用寿命有大幅度的提高。
1.1水冷导辊在轧制中直接与轧件接触,此时轧件温度在1000℃以上,导辊过热会加速其磨损,通过热传导使导辊内的轴承受热膨胀,造成轴承烧毁,无法正常使用,所以导辊的冷却非常重要。
1.1.1冷却水水压控制不当相关研究证明,冷却水水压一般应维持在0.5 MPa[1]。
如果水压太大,当冷却水打到导辊表面时会被弹出来,起不到好的冷却效果;当冷却水水压小于0.5MPa时,由于水压小,冷却水无法冲破导辊表面蒸汽膜,造成冷却效果不佳。
1.1.2冷却水水质有问题由于水中含有油和其他杂质,造成导辊冷却不够,引起导辊过热,加速其磨损。
不仅如此,通过热传导使轴承受热膨胀,造成轴承烧毁,使导卫无法继续正常使用。
1.1.3冷却水喷射口堵塞冷却水在循环使用的过程中,水中含有大颗粒的杂质,造成喷射口堵塞,或者轧件表面脱落的氧化铁皮堵塞喷射口,引起导辊冷却不充分。
无论以上是哪个原因造成导辊冷却不好,都会引起导卫使用寿命降低,因此一定要加以重视,找出解决措施。
1.2油气油气是保证导辊轴承正常工作的一个关键因素,它直接作用于轴承,以满足轴承润滑的需要。
浅析可调组合式滚动进口导卫装置在扁钢生产中的应用

浅析可调组合式滚动进口导卫装置在扁钢生产中的应用摘要针对某钢厂小规格扁钢多规格、小批量的生产模式,产品规格跨度大,生产组织难度大。
节约成本的关键在于提高产品成材率。
淮钢特钢股份有限公司轧钢厂二轧车间与导卫承包厂家共同设计了一种适用于中轧水平轧机的可调组合式滚动进口导卫装置,这种结构形式的导卫,其开口度可调节,满足不同轧制规格对导卫的使用要求,适应性、共用性强。
同时这种导卫装置对轧件头部弯曲缺陷控制有明显效果,提高了扁钢的成材率,降低了扁钢生产成本。
关键词扁钢滚动导卫成材率Application of adjustable combined rolling Inlet Guide and guarddevice in flat steel productionAbstract:Aiming at the multi-specification and small-batch production mode of small-sized flat steel in a steel plant, theproduct specification span is large, and the production organizationis difficult. The key of cost saving is to improve the finishedproduct rate. The Second Rolling Workshop of Huaigang Special Steel Co. , Ltd. and the Guide and guard contractor have jointly designed an adjustable combined rolling inlet guide and guard device which is suitable for mid-rolling horizontal mill, the utility model has the advantages of good adaptability and common use, and can meet the operation requirements of Guide guards for different rolling specifications. At the same time, the Guide and guard device has obvious effect on controlling the head bending defect of rolled piece, increasing the yield of flat steel and reducing the production costKeyWords:Flat Steel, rolling guide, rate of finished products前言扁钢生产中,导卫装置主要分为滑动导卫和滚动导卫两种,滑动导卫具有结构简单、成本低的特点,广泛应用于扁钢生产线粗轧中轧机中【1-2】。
连轧机组进口滚动导卫的改进
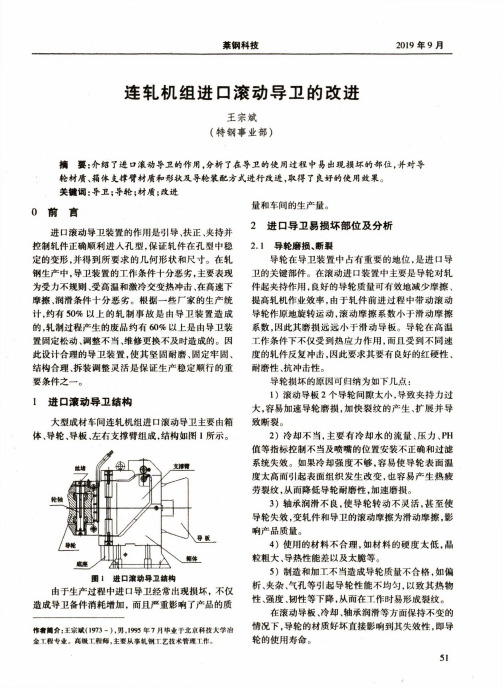
莱钢科技2019年9月连轧机组进口滚动导卫的改进王宗斌(特钢事业部)摘要:介绍了进口滚动导卫的作用,分析了在导卫的使用过程中易出现损坏的部位,并对导轮材质、箱体支撑臂材质和形状及导轮装配方式进行改进,取得了良好的使用效果。
关fit词:导卫;导轮;材质;改进0前盲进口滚动导卫装置的作用是引导、扶正、夹持并控制轧件正确顺利进入孔型,保证轧件在孔型中稳定的变形,并得到所要求的几何形状和尺寸。
在轧钢生产中,导卫装置的工作条件十分恶劣,主要表现为受力不规则、受高温和激冷交变热冲击、在高速下摩擦、润滑条件十分恶劣。
根据一些厂家的生产统计,约有50%以上的轧制事故是由导卫装置造成的,轧制过程产生的废品约有60%以上是由导卫装置固定松动、调整不当、维修更换不及时造成的。
因此设计合理的导卫装置,使其坚固耐磨、固定牢固、结构合理、拆装调整灵活是保证生产稳定顺行的重要条件之一。
1进口滾动导卫结构大型成材车间连轧机组进口滚动导卫主要由箱体、导轮、导板、左右支撑臂组成,结构如图1所示。
图1进口滾动导卫结构由于生产过程中进口导卫经常出现损坏,不仅造成导卫备件消耗增加,而且严重影响了产品的质作*■介:王宗斌(1973-),男」995年7月毕业于北京科技大学冶金T.程专业。
离级T•程师,主要从事轧钢工艺技术骨理T-作。
量和车间的生产量。
2进口导卫易损坏部位及分析2.1导轮磨损、断裂导轮在导卫装置中占有重要的地位,是进口导卫的关键部件。
在滚动进口装置中主要是导轮对轧件起夹持作用,良好的导轮质量可有效地减少摩擦、提高轧机作业效率,由于轧件前进过程中带动滚动导轮作原地旋转运动,滚动摩擦系数小于滑动摩擦系数,因此其磨损远远小于滑动导板。
导轮在高温工作条件下不仅受到热应力作用,而且受到不同速度的轧件反复冲击,因此要求其要有良好的红硬性、耐磨性、抗冲击性。
导轮损坏的原因可归纳为如下几点:1)滚动导板2个导轮间隙太小,导致夹持力过大,容易加速导轮磨损,加快裂纹的产生、扩展并导致断裂。
高线轧机滚动导卫寿命的提高
21 滚 动 导 卫 的导 辊 过 早 失 效 .
会影 响生产效益 , 而且有可能会发生生产事故 。
导辊的孔型选择不合理会造成轧件引导不顺 , 导 致堆钢事故发生 , 间接地导致导辊失效 。某棒线 厂曾 发生过一次事故 ,精轧调整工误将 2 架滚动导卫 安 6
装在 2 架 , 4 造成 了堆钢 。
高线轧机滚动导卫寿命 的提高
高线轧机滚动导卫寿命 的提高
肖国伟
( 津天铁 冶金 集 团棒 线厂 , 天 河北 涉县 0 6 0 ) 5 4 4
【 摘 要】 针对滚动导卫 的导辊和轴承过早失效而引起的使用寿命低下 的问题 , 分析 出其产生原 因为导辊的材质和孔 型选
择不当 、 轧件尺寸控制不 当, 导辊冷却质量不好 等几方面 , 过施行优选导辊 、 通 控制料型尺寸 、 保证充分的冷却等改进措施 , 有效
式 分析导辊过早失效 的原因 , 即滚动导卫寿命低 的主
要原因 , 提出改进 措施 , 提来自滚动导卫 的使用寿命 , 实 现高效益 、 低成本 的生产 。 21 导辊 的材质和孔型选择 不当 .1 . 导辊在轧制过程 中始终与高温轧件接触 , 连续 的
冲击和摩擦热会使导辊磨损 ; 同时轧件带着氧化铁皮
如果 导辊材质 内部存在 晶粒粗大 、 夹杂等 内部 缺
陷, 在热轧件连续 的冲击下 , 导辊 表面易产生微 裂纹 , 通过继续轧制 , 微裂纹继续 扩大延 伸 , 成导辊失效 。 造
当导辊与高温轧件接触 时 , 导辊受 高温轧件及 摩擦热 的作 用 , 导辊 表面温度 升高产生膨 胀 , 如果导辊 的材
料导热性差 ,那么导辊表 面的热 能不能及时传 出, 使 导辊 内外产生温度 梯度 ,导致导 辊表面产生压应力 ;
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
高速线材轧机滚动导卫装置的设计及应用
摘要:介绍了安阳钢铁股份有限公司高速线材轧机滚动导卫装置的概况、结构选择和应用要点,同时介绍了关键工艺参数的设计方法。
实践证明,该设计方法科学合理,应用效果较好。
关键词:高速线材轧机;滚动导卫装置;结构选择;工艺参数设计
1 前言
2001年7月建成并投产的安阳钢铁股份有限公司高速线材机组共有30架轧机。
其中粗、中轧机组为14架轧机平立交替布置,预精轧、精轧、减定径机组为悬臂轧机,顶交45°无扭布置,采用平箱一立箱一椭圆一圆一圆一圆孔型系统。
在导卫装置使用上,结合该高速连轧生产线椭圆轧件的运行特点,偶数机架入口均采用滚动导卫。
另外,精轧第1架(19#轧机)为减少轧件对设备的冲击,也采用滚动导卫;29#、30#轧机紧凑式布置,机架中心距仅150mm,导卫装置选用体积较小的静态三角导卫代替了滚动导卫。
2滚动导卫装置结构的选择
2.1导卫座结构选择
导卫座是滚动导卫的安装支撑系统,在导卫座的选择中应按以下原则进行:
(1)选择耐腐蚀材质以满足工作环境要求;
(2)尽量标准化、系列化以减少备件储备;
(3)要便于安装、调整,以减少停机时间;
(4)要有合理的结构和外形尺寸,保证不影响其他设备的安装。
基于以上原则,为安钢高线轧机选择设计了3种导卫座结构:
(1)4V、6V、8V、10V机架人口采用垂直方向固定、水平方向可调的整体导卫箱。
(2)12V、14V机架入口采用垂直方向、水平方向均可调整的组合导卫箱。
(3)预精轧后采用径向固定、轴向可调整的组合导卫座,垂直辊箱面板精密安装,安装精度可达0.15mm。
2.2滚动导卫结构选择
滚动导卫总成一般由导卫盒体、导板、支撑臂及其调整装置、中问轴及其调整装置、导辊、导辊轴承、导辊轴、轴套、分油环、防尘盖、导卫尖、油气润滑系统和水冷却系统等20几个部件精密组装而成。
2.2.1选择应遵循的原则
对导卫结构选择时应遵循以下原则:
(1)正确选择各部件材质并确定其配合问隙。
(2)根据各机架孔型的尺寸,孔型在轧辊上的配置情况,正确选择各部件外形结构,使之有利于安装和调整。
(3)合理设计导卫油气润滑和冷却水系统。
(4)根据孔型形状、尺寸,正确设计导辊、导板、导卫尖的孔型参数。
2.2.2安钢高线轧机滚动导卫的结构
安钢高线轧机有5种滚动导卫结构:
(1)2V机架人口选用坚固的整体结构型平辊滚动导卫。
(2)4V、6V、8V、10V机架选用同一系列、不同型号的二辊式摩根型导卫。
(3)12V、14V机架选用四辊式摩根改进型导卫。
(4)16#、18#、19#、20#、22#机架采用摩根第6代RE35LJSX二辊式滚动导卫。
(5)24#、26#、28#机架采用摩根第6代RE20USX二辊式滚动导卫。
由于预精轧机后的轧件断面小,运行速度快,因此增设导卫尖以改善咬入状况。
3滚动导卫工艺参数设计
滚动导卫设计时,导辊、导板和导卫尖的孔型参数是重要的工艺参数,其设计合理与否直接关系到轧件能否顺利进入孔型轧制和稳定运行。
3.1导辊工艺参数设计
导辊的主要工艺参数有:导辊的孔型半径R和孔型深度D,如图1所示。
安钢高线轧机导辊孔型采用同弧形设计,轧件运行时保证面接触夹持,导辊与轧件的接触面积约为80%~90%。
式中,R孔为前一机架椭圆孔型半径;B为前一机架椭圆轧件的宽度。
3.2导板工艺参数设计
导板的工艺参数有工作段长度L、工作段孔型高度D及圆弧半径R,如图2所示。
其R、D的计算公式如下:
R=R孔或R=R孔+△1
D=H/2+△2
式中,R、H分别为前一道次椭圆孔型的半径和高度;△1在0~5rnln之间取值;△2取值,一般粗轧为5.0~6.5rnm,中轧、预精轧机组为2.0~3.0mm,精轧、减定径机组为1.0~1.5mm;L取值,一般粗、中轧机组为50~100mrn,预精轧、精轧、减定径机组为15~40mm。
3.3导卫尖工艺参数设计
为保证轧件顺利咬入,预精轧后的滚动导卫辅助设计了导卫尖。
工艺参数主要有工作段的孔型高度B和工作段长度L,如图3所示。
B的计算公式如下:
B=H+△
式中,H为上一道次椭圆孔型的高度;△在2.0~3.6mm之间取值。
工作段长度L取值取决于前一道次椭圆孔型高度H;一般H≤7.5mm时,选择L=16~17mm;H>7.5mm时,选择L≥24mm。
4 应用时的注意事项
4.1可靠固定与正确调整导卫座
由于导卫座所处的环境较恶劣,受冷却水侵蚀、轧件头尾冲击、氧化铁皮垢结、堆钢破坏等影响,因此必须可靠固定,操作中应经常进行点检,发现问题及时更换,防止事故发生。
导卫总成上线后,依靠导卫座可完成导卫与孔型的对中对正。
导卫座的调整十分关键,2#、4#、6#、8#、10#轧机导卫座设有水平方向调整装置,垂直方向可在耐磨块下加调整垫板来调整对正轧制线。
12#、14#轧机导卫座依靠简易调整装置在线完成水平方向、垂直方向对中。
预精轧后的导卫座径向固定应精密安装,轴向固定可使用2.5倍的便携式光学对中仪,在辊环安装完成后进行轴向的调整和对中。
4.2合理设定导辊开口度
滚动导卫开口度W是保证导卫有效夹持轧件的关键参数,如图4所示。
在开口度设定上主要应考虑以下因素:
(1)轧件能顺利进入轧槽轧制;
(2)满足微堆微拉轧制的料型变化;
(3)能保护导卫装置不承受较大的外力。
安钢高线轧机导辊开口度W设定为:
2#人口:W=1.08H:
4#、6#、8#、10#人口:W=1.05H:
12#、14#人口前排:W=H,后排:W=H+l:
式中,H为前一道次的轧件高度。
预精轧后导卫开口度使用放大5倍的台式光学对中仪在上线前依靠放大后的调整模板来调整。
4.3定期维护滚动导卫
滚动导卫由20几个部件组成,其在生产线上使用环境十分恶劣,因此导卫的定期整体拆装维护十分关键。
在维护中应严格控制:
(1)导辊、轴承及导板的磨损状况:
(2)导卫臂、中间轴出现裂纹、变形、磨损、断裂等状况;
(3)紧固件、调整装置的锈蚀、脱扣、松动、调整不灵活等状况;
(4)油/气润滑系统和水冷系统的畅通问题。
5 结语
滚动导卫装置的选择和设计是一项与现场生产应用结合十分紧密的工作,可操作性很强。
安钢高线轧机按上述方法进行的导卫设计,经几年实践检验,运行稳定可靠,事故率较低,应用效果较理想。