FANUC i系列伺服初级优化实现高速高精度控制
伺服控制器的高精度控制与应用指南
伺服控制器的高精度控制与应用指南随着现代工业的发展,伺服控制器在各个行业中的应用日益广泛。
伺服控制器的高精度控制技术成为当前发展的主流方向之一,其应用越来越被重视。
本文从伺服控制器高精度控制的基本原理入手,详细介绍了伺服系统控制参数设置、伺服系统匹配优化等方面的内容,并阐述了伺服控制器的市场应用及发展趋势。
一、伺服控制器的高精度控制原理伺服控制器是一种具有反馈控制功能的驱动器,它可以通过某种反馈机制及时调整电机的控制信号,保证输出端的位置、速度和加速度的控制精度。
它的精度控制依靠高速传感器回馈及比例、积分、微分(PID)算法的优化,以及伺服系统的惯性补偿。
PID控制算法在伺服控制器中应用得较为广泛,通过不断修改PID参数,提高伺服系统的控制精度。
二、伺服系统控制参数设置伺服系统控制参数设置是伺服控制器高精度控制的基础,一般包括比例系数、积分时间、微分时间等。
比例系数是指伺服系统输出与输入偏差的比例,积分时间是指伺服系统输出与输入偏差的积分时间,微分时间是指伺服系统输出与输入偏差的微分时间。
在实际伺服系统控制参数设置中,需要考虑负载惯性、速度响应、负载惯性补偿等影响因素。
三、伺服系统匹配优化为保证伺服系统的高精度控制,需要对伺服系统的驱动器、电机、编码器、减速器等进行优化匹配。
匹配优化的方法一般包括以下几种:单值法、蚁群算法、遗传算法、模糊控制等。
四、伺服控制器市场应用目前,伺服控制器广泛应用于机床、自动化生产设备、半导体设备、焊接设备、木加工设备等领域。
应用领域的扩大带动了伺服控制器市场规模的不断扩大。
据研究机构统计,伺服控制器市场规模在未来五年内预计将保持较高的增长势头。
五、伺服控制器的发展趋势伺服控制器的发展将继续朝着高性能、高精度、小型化、系统集成方向发展。
在未来,伺服控制器将会更加智能化,具备自学习、自适应、自调整等新功能,促进其应用领域的拓展和市场的增长。
六、结语本文从伺服控制器高精度控制的基本原理、伺服系统控制参数设置、伺服系统匹配优化等方面,对伺服控制器的高精度控制作了简要介绍,并阐述了伺服控制器的市场应用及发展趋势。
FANUC的新一代NGC系列数控系统
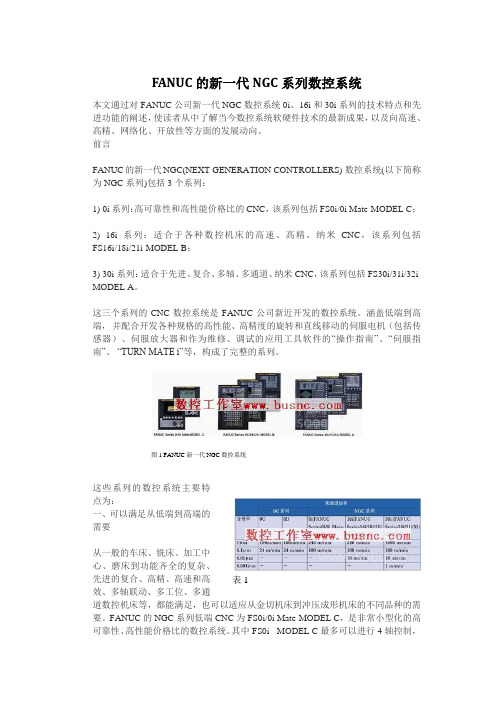
FANUC 的新一代NGC 系列数控系统 本文通过对FANUC 公司新一代NGC 数控系统0i 、16i 和30i 系列的技术特点和先进功能的阐述,使读者从中了解当今数控系统软硬件技术的最新成果,以及向高速、高精、网络化、开放性等方面的发展动向。
前言FANUC 的新一代NGC(NEXT GENERATION CONTROLLERS) 数控系统(以下简称为NGC 系列)包括3个系列:1) 0i 系列:高可靠性和高性能价格比的CNC , 该系列包括FS0i/0i Mate-MODEL C ;2) 16i 系列:适合于各种数控机床的高速、高精、纳米CNC ,该系列包括FS16i/18i/21i-MODEL B ;3) 30i 系列:适合于先进、复合、多轴、多通道、纳米CNC ,该系列包括 FS30i/31i/32i- MODEL A 。
这三个系列的CNC 数控系统是FANUC 公司新近开发的数控系统。
涵盖低端到高端, 并配合开发各种规格的高性能、高精度的旋转和直线移动的伺服电机(包括传感器)、伺服放大器和作为维修、调试的应用工具软件的“操作指南”、“伺服指南”、 “TURN MATE i”等,构成了完整的系列。
图1 FANUC 新一代NGC 数控系统心、磨床到功能齐全的复杂、 表1它的功能以功能包形式划分为A、B两种,以便更适合不同机床的档次,比如对A 功能包,可以用于模具加工。
而FS0i Mate-MODEL C,最多可以控制3轴,并具有操作工具“操作指南0i ”及“TURN MATE i”。
比较FANUC在80年代开发的0C系列,0i具有更快的速度。
以上表1为这两种系统分辨率和快速进给率的比较:从表1可以看出,0C、0D;0i、16i是在两种同样的硬件平台下对数控功能进行增减而开发出来的,在同样的分辨率下,NGC系列具有更快的快速进给率,也就是它具有更快的处理能力,因而可以获得更高的速度,更高的精度。
FANUC 0i系列新功能交流(修正版)

第2路径
i 也可以连接 α 系列
操作面板
苏州东昱技术交流会资料
分线盘I/O模块
伺服放大器 βiSV系列
(I/O Link接口)
交流伺服电机
βiS 系列
版权所有 禁止非授权使用
FANUC Series 0i Mate - TD
高可靠性、高性能价格比的纳米CNC ,适用于经济型车床和外圆磨床
z 最高效的 CNC 功能软件包
z 最大总控制轴数 : 8 轴
最大进给轴数:7 最大主轴数:2
z 同时控制轴数 : 4 轴
z 可使用伺服 : αi , βi 系列
z AICC II ☆
New
z 纳米平滑、加加速度控制(Jerk Control) ☆ z 倾斜面分度指令☆ New z 刀具管理功能☆ z 刚性攻丝回退☆ z 双安全检查(Dual Check Safty)☆
z 标准配置纳米插补
z AICC I ☆ New
z PMC轴控制☆
z 磨床功能☆
New
z 内置以太网接口
z USB接口
New
z FANUC PICTURE ☆
z C语言执行器☆
版权所有 禁止非授权使用
FANUC Series 0i Mate - TD
z增加了最多总控制轴数 (5轴 → 6轴)
New
多系统车床等先进的机床
苏州东昱技术交流会资料
版权所有 禁止非授权使用
0i - MODEL D系列
• FANUC Series 0i – MD
• 加工中心用CNC • 最多控制 7 轴(进给轴)
• FANUC Series 0i Mate – MD
• 加工中心用CNC • 最多控制 5 轴(进给轴)
FANUC_伺服_HRV_控制调整
当增加位置环增益引起伺服系统震动时,请减少位置环增益,一般设定值 应为伺服稳定时的70%~80%左右。
9
Servo HRV Control HRV(High Response Vector) 调整步骤 (2)
(3) Servo Software 电流和速度的高速 控制
(4) Servo Amplifier 高精度的电流 检测
(5) Pulse coder 高响应和高精度的位置 检测
16
参数意义
推荐设定值
(*) 当速度环发生震动时,请减小此值.
15
Servo HRV Control
高速、高精度的伺服控制系统
(1) CNC 平滑和高精度的CNC指令
(2) Servo motor 独特的结构实现电机的平滑进给
高速、高精度的伺服控制系统 对于位置指令可以实现高速高精度的响应 提高了抗外界干扰(静摩擦扭矩,切削扭矩)
调整速度环增益 调整速度环增益 (负载惯量比)
FANUC 0-C/D 8X21 FS 16/18/0i/PM 2021 标准设定值 0 (参数画面)
100%(伺服调整 画面)
标准设定值 512 (参数画面)
300%(伺服调整 画面)
伺服调整画面的增益值与系统参数之间的设定值的关系为: 速度环增益(%)=1+LDINT/256 当增加速度环增益引起伺服系统震动时,请减少速度环增益,一般设定值 应为伺服稳定时的70%~80%左右.
O1000 N0000
Alarm1 Alarm2 Alarm3 Alarm4 Alarm5 Loop gain Pos error Current(%) Speed(rpm)
伺服设定及调试步骤
FANUC伺服系统一般调整BEIJING-FANUC FANUC伺服系统一般调整BEIJING-FANUC停止中的振动抑制BEIJING-FANUC 停止中的振动抑制BEIJING-FANUC停止中的振动抑制停止中的振动抑制停止中的振动抑制停止中的振动抑制积压进给(爬行)的抑制BEIJING-FANUC 积压进给(爬行)的抑制BEIJING-FANUCSERVO GUIDE 测量图形过冲的抑制BEIJING-FANUC 过冲的抑制BEIJING-FANUC高速高精度伺服调整BEIJING-FANUC 高速高精度伺服调整BEIJING-FANUC高速高精度调整概述BEIJING-FANUC 高速高精度调整概述BEIJING-FANUC高速高精度调整概述BEIJING-FANUC 高速高精度调整概述BEIJING-FANUCHRV控制设定BEIJING-FANUC HRV控制设定BEIJING-FANUC滤波器调整BEIJING-FANUC 滤波器调整BEIJING-FANUC速度增益调整BEIJING-FANUC 速度增益调整BEIJING-FANUC位置增益调整BEIJING-FANUC 位置增益调整BEIJING-FANUC前馈调整BEIJING-FANUC 前馈调整BEIJING-FANUC前馈0%前馈100%前馈调整BEIJING-FANUC 前馈调整BEIJING-FANUC前馈调整BEIJING-FANUC 前馈调整BEIJING-FANUCY轴需加VFFY500大了前馈调整BEIJING-FANUC 前馈调整BEIJING-FANUCY:好结果圆弧半径减速BEIJING-FANUC 圆弧半径减速BEIJING-FANUC10μm/div 拐角钳制速度F2000/R5拐角减速BEIJING-FANUC 拐角减速BEIJING-FANUCA B C速度差减速功能速度差减速功能BEIJING-FANUC速度差减速功能小结小结小结小结小结•双位置反馈功能(选择功能)•只要半闭环不出现震动,全闭环就可以消除震动。
FANUC0iModel—F系统概况和案例介绍
FANUC0iModel—F系统概况和案例介绍引言FANUC 0i 系列CNC自推出以来便在市场上大获成功,在2015年北京国际机床展上,北京发那科机电有限公司在千呼万唤中于国内首次发布和展出了最新的FANUC 0i Model-F系列纳米CNC系统。
相信国内广大机床厂商和用户同后台君一样,也对全新的0i-F系统翘首以盼了。
今年九月,国内首台配置0i-MF系统的机床调试工作就在FANUC某客户处悄然开始了,后台君也非常有幸一同前去,那么接下来就由后台君为大家揭开0i-F系统的神秘面纱吧!1FANUC 0i Model-F系统概况和案例介绍全新的0i Model-F系统与以往不同,不再区分0i系列和0i-mate 系列,用户可根据实际的需求选择最合适的系统配置。
0i-F系统的最大控制轴数情况如下:在软件和硬件方面,0i-F系统是基于世界最高水平的FANUC 30i-B系列CNC开发的,与30i-B系列具有相同的显示画面和操作性,并支持相同网络、维护和PMC 功能。
可以配置全新的ai-B和bi-B系列驱动器,具有更高的性价比;支持更高速的FSSB和I/O LINK i,一根电缆的I/O点数增加一倍,相比于以往的0i系列具有更省配线、可靠性更高的特点,可以提供极为出色的机床运转率。
0i-F系统还将电脑上的便利性应用到CNC上,在CNC上直接运行存储卡内程序、模具加工软件包、平滑公差控制和1 5寸液晶显示屏幕等功能配置均为0i 系列首次新增。
那么接下来后台君就以本次案例为大家介绍一下0i-F系统的调试和使用吧。
本次客户机床的配置情况为:机床外观图如下:调试要点1、硬件接线方面,与0i-D系列不同的是,0i-F系统主轴通讯使用光缆连接,所以从系统->主轴->伺服的连接全部由光缆实现,更为稳定和高效。
新的bi SVSP 80/80/80-18-B驱动器相比于旧的规格增加了CX48相序检测接口,其他的接线方式与以往相同。
FANUC 0i-MF伺服调整相关参数推荐设置 (1)
2613
5206#1 5214 4661 4666 4668 2611
FSSB智能刚性攻丝参数初始设定值(建议设定值)
初始设定值 5000 400 10 50 70 1 4000 4000 9800 100 1 1 20 20 1 0/0/1 1 1 5000 1/1/1 1
伺服调整相关参数初始设定值(建议设定值)
初始设定值
参数设定描述
伺服刚性相关参数初始设定值
5000 100000011
伺服位置增益 HRV2控制有效
1
速度环PI控制有效
1
速度反馈的取入 1ms 有效
1
HRV3电流控制有效
1
HRV+控制有效
1
停止时比例增益可变功能有效
1
速度环路比例项高速处理功能有效
0
负载惯量比(速度环增益)
参数号 5241~5244 5261~5264
4044 4052 4085 4016#4 4065~4068 5280 4344 4037 5203#2 5204#0 5300 5301 24203#0 2429#1 4549#1 24204 2610 2005#1 4353#6
4124
4099 4000#2
2178 2202#1 2203#2 2213#6 2283#0
2334 2335
1602#3 1602#6 1610#0 1610#1
1660 1732 1735 1737 1738 1769 1772 1783 11236#1 11248 1800#3 2005#1 2069 2092 2144 2145 2214#4 2415#1
停止判断水平设定值取决于检测单位21785000伺服位置增益快移用22021切削快移速度环增益切换功能有效22032电流环12pi控制功能有效22136切削快移位置环环增益切换功能有效22830切削时高速hrvhrv3电流控制有效2334150电流增益倍率2335200速度增益倍率16023插补前加减速方式中的插补后加减速为铃型加减速16026插补前加减速方式中的插补后加减速为直线型加减速16100切削进给或空运行的加减速采用直线型加减速16101切削进给或空运行的加减速采用铃型加减速1660700插补前加减速的每个轴的允许最大加速度1732100基于圆弧插补下的加速度的减速功能的下限速度1735525基于圆弧插补下的加速度的减速功能中的各轴的允许加速度1737525ai轮廓控制的加速度的减速功能中的各轴的允许加速度1738100ai轮廓控制的加速度的减速功能的下限速度176912插补前加减速方式中的切削进给插补后加减速的时间常数177248插补前铃型加减速的加速度变化时间1783400基于拐角的速度差决定速度的允许速度差112361智能重叠功能有效1124816智能重叠时间常数18003快移前馈控制有效20051前馈有效2069100快移时速度前馈系数20929800快移时先行前馈系数214410000切削时先行前馈系数2145100切削时速度前馈系数22144切削快移前馈切换功能有效24151前馈时机调整参数的默认设定值有效伺服调整相关参数初始设定值建议设定值伺服刚性相关参数初始设定值减少轮廓误差和循环时间相关参数的初始设定值
FANUC系统i系列中HRV控制的作用与调整方法
设定 较高 而稳定 的增 益值 。速度 回路 和位置 回路 的高 增益 , 以改善伺 服 系统 的响应 和刚性 , 可 因此 可 以减 小 机 床 的加 工形状 误差 , 提高定 位 速度 。 由于这 一效 果 , 使得伺 服调 整简化 。 H V R 2控 制 可以改善 整个 系统 的伺 服性 能 。伺 服 用H V R 2调 整后 , 以用 H V 可 R 3改 善高 速 电流 控制 , 因 此 可进 行 高 精 度 的 机 械 加 工 。若 伺 服 H V 控 制 与 R C C的预读 ( o k ha ) 制 、 I轮 廓 控 制 、 I纳 N L 0 —a ed 控 A A
关键 词 : AN F UC系统 中图分 类号 : G6 9 T 5
T erl o R o t l n sa jsme t f A U s r s h e fH V c nr di du t n N C i ei o oa t oF e
NI NG Cha y n o a g,LI Ruy U ii
F N C系统 i A U 系列 C C( 5/ 6/ 8 ) N 1 i1 i1 i 的伺 服 因 为使 用 了 HR 2和 H V V R 3控 制 ( 1 为 选 择 功 能 ) 改 2i ,
善 了 电流 同路 的响应 , 因此 可使 速度 回路 和位 置 回路
图 1 伺 服 控 制 结 构 图
另一方 面 , 速度控 制 是 按 照位 置 控 制输 出 的速 度
指令 对 电动机速 度进行 控 制的 。要 提 高数控 系统对 作
为最 终 目标的位 置指 令 进 行追 踪 的 性 能 , 则需 要 尽 可
能地 提高位 置环 增益 , 此 也需 要 提 高 速度 控 制 的性 为
FANUC伺服调试步骤
2021/4/12
BJFANUC LZW
18
确认信息
NC的机型名称 伺服电机的型号名称 电机内置的脉冲编码器的种类 分离式位置检测器的有无 电机每转动一圈的机床的移动量 机床的检测单位 NC的指令单位
BEIJING-FANUC
Series 16i-B α8/3000i αA/1000i 比如: 无 10mm/电机每转动1圈 0.001mm 0.001mm
说明:在全闭环机床上第一次启动时,建议先在半闭环状态下启动,在确认所有动作正确无误后,再切换到全闭 环状态进行最终检查
2021/4/12
BJFANUC LZW
10
数字伺服参数的初始设定
自动手动移动 指令 +
CMR
_
参数1820
BEIJING-FANUC
误差寄存器 诊断300
伺服放大器
GRID
参考计数器容量
xx xx代表的内容 02 Model α1/5000i 05 Model α2/5000i 23 Model α4/4000i 27 Model α8/3000i 43 Model α12/3000i 47 Model α22/3000i 53 Model α30/3000i 57 Model α40/3000i
FANUC伺服调试步骤
伺服调整步骤
伺服调整步骤和方法 1.初始化设定 2.手动对各种功能的调整
或一键设定, 一键调整 3.用SERVO GUIDE 进一步优化
BEIJING-FANUC
2021/4/12
BJFANUC LZW
2
伺服调整内容
BEIJING-FANUC
伺服调整步骤和方法 • 使用HRV2控制的数字伺服参数初始设定 • 速度增益调整
FANUC 0IBC伺服参数调整
OiMB/C 伺服参数调整在系统连接并通电运行后,首先要进行伺服参数的调整,包括基本伺服参数的设定以及按机床的机械特性和加工要求进行的优化调整,如果是全闭环,要先按半闭环设定(参数1815#1,伺服参数画面的N/M,位置反馈脉冲数,参考计数器容量),调整正常后再设定全闭环参数,重新进行调整。
以下就这几个方面进行介绍。
1.基本参数设定(FSSB)。
·参数1023设定为1;2;3等。
对应光缆接口X,Y,Z等。
·参数1902的位0 = 0,伺服FSSB参数自动设定。
·在FSSB设定画面,指定各放大器连接的被控轴的轴号(1,2,3等)。
在CUR下面会显示放大器的电流(如40A),如果没有或显示--,则检查伺服放大器是否有电或光缆是否正确连接。
·按[SETING]软键。
(若显示警告信息,请重新设定)。
显示如下:* 先按[AMP] (放大器),再按[OPRT],选择[SETTING]如果正常设定,会出现000报警,关机再开机。
·在轴设定画面上,指定关于轴的信息,如分离型检测器接口单元的连接器号。
·按[SETING]键(若显示警告信息,重复上述步骤)。
此时,应关闭电源,然后开机,如果没有出现5138报警,则设定完成。
显示如下:* 按[AXIS](轴)上述的M1,M2表示全闭环的接口所连接的插座对应的轴,比如:M1的JF101连接X轴位置反馈,则在上面的X行的M1处设定为1。
2.伺服参数初始化设定·首先把3111#0 SVS设定为1显现伺服设定和伺服调整画面。
翻到伺服参数设定画面,如下图示,设定各项(如果是全闭环,先按半闭环设定)。
注:1).第一项(初始化位)设定为0,第二项为电机代码。
由电机代码表查出,第三项不设定,第四项CMR=2,(车床的X轴为1)。
2).柔性齿轮比N/M按以下公式计算:3.方向:标准设111,如果需要设定相反的方向,设-111。