冷压免焊BNC头操作步骤(精)
冷压接线方法

冷压接线方法Cold-pressing connection is a method of joining two or more electrical conductors without the use of heat. This process is commonly used in the electrical and electronic industries to create a secure and reliable connection between wires, cables, and other conducting materials.冷压接线是一种无需使用热量就能连接两根或更多电气导体的方法。
这种过程通常在电气和电子行业中被使用,以在导线、电缆和其他导电材料之间创建一个牢固可靠的连接。
One of the main advantages of cold-pressing connection is that it eliminates the need for soldering or welding, which can be time-consuming and potentially hazardous. Instead, the process relies on the mechanical force to compress the conductors together, creating a strong and durable joint that is resistant to vibration and mechanical stress.冷压接线的主要优势之一在于它消除了需要用焊接或焊接的必要,这可能会耗费时间并潜在危险。
相反,这个过程依赖于机械力把导体压缩在一起,创造一个强大耐用的连接,抵抗振动和机械应力。
Additionally, cold-pressed connections are less susceptible to corrosion and oxidation, as there is no heat involved in the process. This makes them ideal for use in outdoor or harsh environments where exposure to moisture, chemicals, or extreme temperatures is a concern.另外,由于冷压接线处理中没有涉及到热量,冷压接线对于腐蚀和氧化的影响较小。
老夫来教你接SMA头(TNC BNC N等同)
老夫来教你接 SMA头(TNC BNC N头等类同)近日不少朋友问及 SMA头自己可以接吗?需要哪些工具?应该注意哪些地方?老夫天天与此打交道,接触到这些下面看图说话先上点本人 DIY用部分工具20090711 补充内螺内孔接法一张图四小图1,不要忘记接线之前,先把热缩管与压管套上。
以防万一,等到头接好了。
发现压管还在外面。
而线的另一头已接好那就着实麻烦了2,用剥线钳或剪刀或美工刀削去馈线的外皮,一般外螺纹的SMA头需要削稍长一点。
它的结构决定里面的芯要伸得较长大约 16mm左右。
没仔细量,我做的时候忘记了。
大家可以削短一些,发现短了再削。
内螺纹的大约在10mm的长度。
用针或其它挑开外屏蔽层(比屏蔽的太厚不挑开捋顺了,套管绝对套上不去其它线单屏蔽不必这步骤),如果使用的是双屏蔽的50-3同轴电缆屏蔽很紧结实,一定要心细不可操之过急。
否则越挑越乱麻烦的还是自己。
3.用剥线钳去掉约2-3mm的绝缘层在露出的芯线上弄点点助焊剂,注意不要急着上锡。
如果不用助焊剂,焊小针时,将锡丝靠近小针再焊。
4,将SMA头的针套上去(如果是内螺内孔的小针还要注意不要接反了否则就废了)上锡。
锡不要上太多,能固定小针与芯线就可以。
上锡要圆润光滑饱满在哪都适用。
烙铁推荐功率大一点的。
比如40w 或60w可调恒温插个焊小针的头(20090707)5,将SMA头套上,注意针要顶到位,初次做头经验不足,顶不到位可能是削的皮太短,挡住了,那么再削掉一些外皮,挑开屏蔽层,也有可能是绝缘层抵住了,再削掉一些直到可以完全将针伸出为止。
将压管套住。
6,这一步也是重点,对于工具不齐的diyer 麻烦的地方,因为必须要用专用的六角压线钳将压管牢牢压紧在SMA头上压上后一般是无法再取下的。
如果有人要去买,注意钳口夹50-3的SMA 使用的是 .213夹50-1.5的使用的是.128如果没有六角钳,也可以想其它办法压制不过,美观与实用上来比就相差远了,再者一般老虎钳容易用力过猛将SMA头压扁。
焊缝起头,接头,收尾操作要领

焊缝起头,接头,收尾操作要领
a. 检查焊接设备和工具的工作状况是否正常,保证安全操作;
b. 准备好所需的焊接材料,包括焊条、气体、电极等;
c. 清理焊接表面,确保无油脂、锈迹或杂质,以保证焊接质量;
d. 根据焊接材料和焊接方法的要求,设置好电流、电压、焊接速度等参数。
a. 把两个需要接头的部件按照要求合理放置,并用夹具或其他固定装置固定住,保证接头位置准确;
b. 根据接头类型和焊接方法的要求,选择适当的焊接方式,如手工电弧焊、氩弧焊等;
c. 操作焊接设备时,注意保持合适的焊接电流、电压和速度,以确保焊接质量;
d. 进行焊接过程时,要注意焊接区域的保护,防止气氛污染,例如使用适当的焊接电弧罩、保护气体等。
a. 完成焊接后,及时关闭焊接电源,切断电流;
b. 等待焊接部件冷却,可采取酒精喷洒等措施加速冷却;
c. 使用相关工具清理焊缝处的焊渣和残留物,确保焊缝表面平整干净;
d. 对焊缝进行外观检查和质量评估,确保焊缝无裂纹、气孔、杂质等缺陷,达到焊接要求;
e. 根据需要,可进行后续处理,如打磨、除渣、喷涂防护层等。
无针接头使用方法

无针接头使用方法
无针接头是一种方便快捷的接线工具,使用方法如下:
1. 确认需要接线的电线直径是否符合无针接头的规格要求。
2. 将无针接头导线端子的两侧拉开,并将需要接线的导线分别插入到两侧的孔中。
3. 将无针接头放置在需要接线的部位,轻轻旋转无针接头,使其紧密地固定在导线上。
4. 确认无针接头是否牢固固定,接线完成。
需要注意的是,使用无针接头时要确保导线的裸露部分长度适当,以免影响无针接头的连接质量。
另外,使用时应避免过度挤压或拉扯,以免损坏无针接头。
Q9头制作

線材製作及BNC接頭基本上來說,目前市面已有販售製作好BNC接頭的RG58纜線;但考量為使大家熟悉這項技術,故於此作詳細介紹。
自行製作成本亦可降低,且對於長度較能隨實際需求來調整。
工具與材料略述:壓線工具-用來固定同軸電纜連接外部的金屬套統,需注意壓線時尋找壓線器上適合的規格以避免鬆脫。
另壓線器上有一小孔其用途為固定BNC連接頭中的探針。
剝線器-纜線外皮的剝去工具,雖可整齊剝去外皮,但請留意;勿將第三層編織狀的金屬包覆剝起割斷(可用其它工具代之例斜口鉗、刀片)。
三用電表-於製作完成的測量工具,測量時需將指標刻度旋轉到歐姆計數,作測量。
製作BNC接頭所需器材壓線工具三用電表BNC接頭剝線器三種測量方式:1、測量纜線兩端銅心、BNC金屬外殼,確定通路狀態。
2、纜線一端加上終端電阻後,阻抗值應該是50歐姆左右。
3、纜線兩端加上終端電阻後,阻抗值應該是25歐姆左右。
若以上三種測量通過,則為正常狀態。
斜口鉗-輔助工具。
BNG接頭-有三個組件:1、探針:用來連接RG58纜線中心的銅線。
2、BNC接頭:與其它相同規格接頭連接。
3、金屬套統:固定RG58纜線與BNC接頭。
工欲善其事,必先利其器。
在準備工具完成及了解其用途後,即將開始製造的過程,接下來步入主題,介紹製作細節。
1、去除外皮-將RG58纜線放入剝線器的夾口,請注意纜線需略突出剝線器夾口,剝線後的長度才較合適。
(也可使用其它工具代之),勿將編織狀的金屬包覆層剝起。
使用剝線器去除外皮使用斜口鉗去除內層的塑膠皮2、去除絕緣層-使用斜口鉗剪下探針可插入中心銅線的長度即可,不要剪下太長避免銅線與金屬包覆層的短路。
3、套上探針-將中心銅線束緊,套上探針,使用壓線器上最小孔,讓探針緊密固定在銅線上。
套上探針使用壓線器將探針壓緊4、接上BNC接頭-先套入金屬套統,並插入BNC接頭,再將套統往前推。
請注意,RG58纜線外層編織狀的金屬網必須在BNC接頭外,並在套統之內。
71电缆接头冷压连接工艺
电缆接头冷压连接工艺l. 适用范围本篇规定了船舶电线电缆接头,连接管与线芯冷压接的操作,技术要求和试验方法,适用于接头连接管与线芯的局部、整体压接。
引用标准GB/Z89—882. 作业前准备检查压接所使用的手动压钳应有自锁机构,油压钳应有压接到位返回功能。
油压钳每年应做一次试样抗拉能力和电流试验。
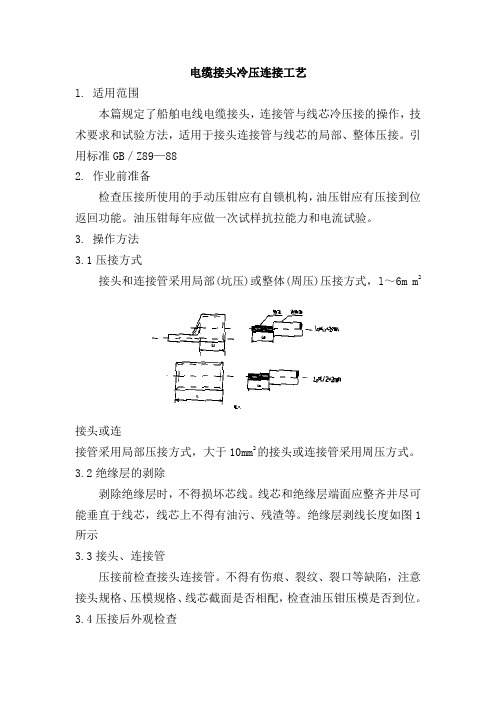
3. 操作方法3.1压接方式接头和连接管采用局部(坑压)或整体(周压)压接方式,l~6m m2接头或连接管采用局部压接方式,大于10mm2的接头或连接管采用周压方式。
3.2绝缘层的剥除剥除绝缘层时,不得损坏芯线。
线芯和绝缘层端面应整齐并尽可能垂直于线芯,线芯上不得有油污、残渣等。
绝缘层剥线长度如图1所示3.3接头、连接管压接前检查接头连接管。
不得有伤痕、裂纹、裂口等缺陷,注意接头规格、压模规格、线芯截面是否相配,检查油压钳压模是否到位。
3.4压接后外观检查压接后接头、连接管应无裂口、裂纹、线芯脱出等缺陷。
如下图所示4. 技术要求4.1外观接头、连接管在与线芯压接前和压接后,其外观质量符合3.3、3.4和3.5条规定。
5 检验5.1油压钳每年做一次试样抗拉能力和电流试验。
5.2电流试验在做拉力试验前先按表l做电流试验,试验时接头的温度比线芯不得高出8℃。
5.3抗拉能力试样拉力试验采用抽样方法进行,每次抽大、中、小三挡(每年抽样应选不同规格)。
按图2根据表l规定的负载值,维持10S,加载速度不大于25mm/min,要尽可能沿线芯轴线加载。
试验后检查,不得出现芯线断裂、脱出、裂纹等缺陷。
(抗拉能力和电流试验应记录在附录A上,由资产员保存一年表1附录A试验记录液压钳编号:试验人员:。
光纤冷接头安装步骤
光纤冷接头安装步骤
简介
随着通信技术的不断发展,光纤通信作为一种新型的通信技术,已经被广泛应用于各个领域。
在光纤通信系统中,冷接头的安装非常重要,它是将两根光纤进行连接的必要步骤。
本文将介绍光纤冷接头的安装步骤。
准备工作
在开始光纤冷接头安装步骤之前,需要准备一些必要的工具和器材,这些工具和器材包括:
•光源和光功率计;
•一根净化棒;
•一根清洁棉;
•一台焊接机;
•光纤切割钳;
•冷接头。
光纤冷接头安装步骤
光纤冷接头安装步骤如下:
1.清洁光纤
首先需要用净化棒将光纤内部和外部进行清洁。
净化棒的选择要依据光纤的尺寸来确定,通常情况下,用较细的净化棒先清洁内部,再用较粗的净化棒进行外部清洁,清洁时要避免任何相对运动而引起光纤的破损。
2.纤芯对接
将两根光纤端面打磨,要保证两根光纤的端面处于水平位置,然后使用光源和光功率计进行对接,调整光纤的位置,直到两根光纤的纤芯完全对接。
3.切割光纤
用光纤切割钳将对接好的光纤割开,然后进行清洗,擦干后即可进入下一步。
4.安装冷接头
将冷接头放入焊接机中,然后将切割后的两根光纤分别放入冷接头的两端,将冷接头与光纤对准,并将冷接头与光纤缓慢推进,直到冷接头卡紧光纤,冷接头安装完毕。
结论
在光纤冷接头的安装过程中,需要注意比较多的问题,如对光纤进行清洁、纤芯对接、光纤的切割、冷接头的安装等等。
只有注意这些细节才能保障光纤冷接头的安装效果。
在日常工作中,我们需要对这些安装步骤进行深入的了解,才能更好地进行光纤的连接工作,提高我们的工作效率和工作质量。
冷压端子的使用注意事项
冷压端子的使用注意事项冷压端子的使用注意事项冷压端子为低温压制的电线、电缆或电器器材上的接头。
其实冷压端子有很多种名称,冷压端子又称为绝缘端子、电子连接器和空中接头等。
它是用于实现电气连接的一种配件产品,在工业上我们将冷压端子划分为连接器的范畴。
说起冷压端子我们可能比较陌生,但是一说到连接器,那我们应该是比较的'熟悉了。
那么在日常中我们对在使用的冷压端子需要注意哪些有了解吗?下面我们就来介绍下。
一、应充分了解所要操作的冷压端子,熟悉其操作方法,以保证正确操作;对不具备防误操作的冷压端子,应采用色码或标记予以标识,或在连接前合适型号是否对应,并保证相互连接时正确定位;应特别注意防止带针插座的误插合,否则将损坏冷压端子,并导致意外电接触;应确保冷压端子连接到位,在不易检查的特殊场合,应在相应的操作规程中做出详细的规定,并可通过窥镜进行检查。
二、冷压端子端接时,应严格按照相应的端接规范或要求进行端接和检查,并按对应的节点序号端接。
选用的电缆导线间的最大绝缘层厚度应与接触件间距匹配,电缆线芯应与接触件接线端匹配,当接触件间跨、并线处理。
三、焊接时应根据裸线直径来选择相应功率的电烙铁,每个接触件的焊接时间一般不超过5S,应注意不要让焊剂渗入绝缘体,以免造成产品绝缘电阻下降。
四、冷压端子处于分离状态应分别装上保护帽或采取防尘措施;如果冷压端子连接后长期不分离,可在插头和插座之间打上保险。
五、清洗冷压端子时,可使用蘸着无水乙醇的绸布进行,晾干后使用。
不允许使用可能对连接器产生有害影响的丙酮等化学溶剂。
六、冷压端子连接或分离时,应尽量使插头和插座的轴心线重合,并且要扶正电缆,避免插头受到切向力的作用,防止电缆下垂导致连接器的损坏。
七、冷压端子在未正确连接或完全锁紧前,禁止通电。
八、在冷压端子的固定、线束的夹紧等场合,使用螺纹连接时应有防松装置(防松螺钉、防松圈、保险丝等)。
九、验收和检测冷压端子时,应按产品有关标准和使用说明书的要求进行。
接线端子冷压接作业指导书
适用范围:本作业指导书适用于导线截面积0.75mm2~10mm2铜质导线、低烟无卤导线、耐高温导线的压接端子的连接。
表1压线工具清单工具名称工具型号导线截面(mm2)检定有效期检定标准压线钳HS-03250.75~2.56个月参见附表3压线钳HSC86-40.25~6.06个月参见附表31.操作方法1.1剥去导线的绝缘层1.1.1使用工具剥线钳,电工刀,螺丝刀,卷尺。
1.1.2技术要求剥去导线(电缆)绝缘层时,不得损害线芯,并使导线线芯金属裸露。
绝缘层剥去的长度应符合图1~图3的要求,使用笼式端子免接线端子时绝缘层剥去的长度应符合表1规定的要求;非正面接线及其他笼式弹簧接线不知道剥线长度时,先把专用螺丝刀插入接线端子的工艺方孔中,使接线端子弹簧孔张开,把电线插到接线端子圆孔最深处(遇到阻力为止),取出专用螺丝刀,插入专用螺丝刀,取出导线,此时导线压痕距离导线端头的长度即为该接线端子端线长度。
图1图2图3附表1端子规格(mm2)剥线长度(mm)1.5(笼式)WAGO端子8~92.5(笼式)WAGO端子8~94(笼式)WAGO端子9~106(笼式)WAGO端子12~1310(笼式)WAGO端子12~1316(笼式)WAGO端子16~171.1.3检验方法采用笼式端子接线时,应保证导线绝缘层要进入端子的圆孔中:4mm2及以下导线的绝缘外皮要求进去3-5mm,6-10mm2导线的绝缘外皮要求进去5-7mm。
使用卷尺目测。
非正面接线及其他笼式弹簧接线要求剥线长度正确。
卷尺目测。
1.2清洁接触面在接线端子与导线插装之前,将剥开的线芯和接线端子仔细清理干净,要求裸露导线光洁无非导电物和异物,接线端子内部清洁。
检验方法为目测。
1.3线芯插入接线端子套剥开的线芯插入接线端子套时,将所有的线芯全部插入端子中。
检验方法为目测。
1.4接线端子冷压接将导线端子压接到导线上,需要专用压线钳压接。
本节检验方法均为目测。
1.4.1导线的截面要与接线端子的规格相符。
冷压接线端子压接工艺标准
文件制修订记录一、适用范围公司内产品加工过程中使用冷压接线端子的过程。
二、定义:冷压接是借助较大的挤压力和金属间的位移,使连接器触脚或接线端子与导线间实现机械和电气连接。
三、导线加工工艺要求1.绝缘导线加工要求A.剪线:绝缘导线的剪裁长度应符合设计或工艺文件的要求,允许有5%~10%的正误差,不允许出现负误差,即不允许比图纸规定长度短。
B.剥线:剥线长度应根据芯线截面积和接线端子的形状来确定。
在生产中,剥线长度应符合工艺文件(导线加工表)的要求。
具体剥线长度参考下表1-1。
图1图2表1-1线耳规格适用导线剥线长度压力调节(输入气压0.6mpa)备注RNB1.25 -x 1015#20;1007号线需要剥10mm折双使用5mm 800KG压力压床RNB2 - x 1015#14;1015#20号线需要剥11mm折双使用5~5.5mm,800KG压力压床RNB3.5 -x 2.5~4mm 27~7.5mm 800KG压力压床RNB5.5 -x 4 ~6mm2 7.5mm 5T压床最小压力RNB8 - x 6~10mm2 8.5mm 5T压床最小压力RNB14 – x仿进口SC25-8 10~16mm2 11mm 5T压床偏左9档如图2为15档RNB22 – x仿进口SC35-10 16~25mm2 12.5~13mm 5T压床正中间偏12档剥线长度尽量避免断股。
如图3、图4、图5所示,为不合格剥线样品。
图6为合格样品。
图3线芯被剥伤图4绝缘层不齐图5绝缘层有残余图6绝缘层比较平整1.1.1 导线的绝缘层不允许损伤,否则会降低其绝缘性能。
线芯应无锈蚀、氧化发黑等现象。
绝缘层损坏或芯线有锈蚀的导线不能使用。
1.1.2 C 、对于输入电源线加工,需要浸锡才能使用的导线,多股芯线剥头后应拧紧后再浸锡。
1.1.3 芯线浸锡层与绝缘层之间应留出1-2mm 间隙,以便于检查芯线的伤痕和断股,并防止绝缘层因过热而收缩或损坏。