CMT焊接温度场及熔池流场分析
例17 铝板焊接温度场分析实例—多层多道焊
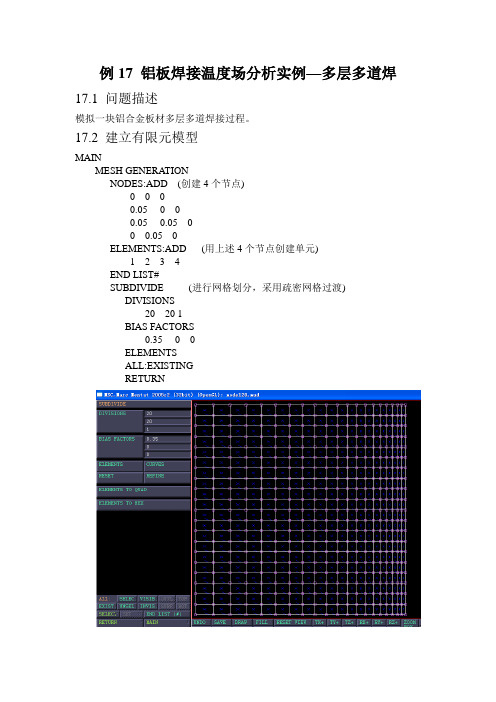
例17 铝板焊接温度场分析实例—多层多道焊17.1 问题描述模拟一块铝合金板材多层多道焊接过程。
17.2 建立有限元模型MAINMESH GENERA TIONNODES:ADD (创建4个节点)00 00.050 00.050.05 000.05 0ELEMENTS:ADD (用上述4个节点创建单元)1 2 3 4END LIST#SUBDIVIDE (进行网格划分,采用疏密网格过渡)DIVISIONS2020 1BIAS FACTORS0.350 0ELEMENTSALL:EXISTINGRETURNEXPANDTRANSLATIONS00 -0.001RPETITIONS 10ELEMENTSALL:EXISTINGRETURN (创建的网格模型如下图)SWEEPALLRENUMBERALLSELECTELEMENTS:STOREfillerOK(选中图中所示的绿色区域)ALL:SELECTSELECT SET: fillerMAKE INVISIBLEELEMENTS:STOREsolidOKALL:VISIBLE17.3 施加材料性能MATERIAL PROPERTIESNEW (定义母材和填充材料的材料性质) ISOTROPICYOUNG’S MODULOUS 69e9POSISON’S RA TIO 0.33MASS DENSITY 2700PLASTICITYELASTIC-PLASTICINITIAL YIELD STRESS 8e8THERMAL.EXPCOEFFICIENT 23.1e-6OKHEAT TRANSFERCONDUCTIVITY 240SPECIFIC HEA T 880MASS DENSITY 2700OKELEMENTS:ADDALL:EXISTINGRETURN17.4 建立焊接路径和焊道MODELING TOOLSWEID FILLER (选定填充材料)NEWNAME:weldfiller1 (定义填充材料1,为恒温热源)PARAMETERS:MELT POINT TEMP: 660ELEMENTS:ADD (选定图中所示的粉色单元)END LIST#NEW (定义填充材料2,为恒温热源)NAME:weldfiller2PARAMETERS:MELT POINT TEMP: 660ELEMENTS:ADD (选定图中所示的橙色单元)END LIST#NEW (定义填充材料3,为恒热流密度源)NAME:weldfiller3ELEMENTS:ADD (选定图中所示的黄色单元)END LIST#RETURNWELD PATHS (创建焊接路径)NEW (定义焊接路径1)SELECT SET: weldfiller1MAKE INVISIBLEPA TH INPUT:NODESNODES:ADD选中图示中最上面的2个节点END LIST#ORIENTATION INPUT METHODNODES: ADD选中图示中的最下面的那个点END LIST#同样的方法定义焊接路径2,3RETURN17.5 设置焊道和母材的接触关系CONTACTCONTACT BODIESNEWNAME:filler1DEFORMABLEOKELEMENTS:ADDSET filler1OKALL:SELECTNEWNAME:filler2DEFORMABLEOKELEMENTS:ADDSET filler2OKALL:SELECTEND LIST#NEWNAME:filler3DEFORMABLEOKELEMENTS:ADDSET filler3OKALL:SELECTEND LIST#NEWNAME:solidDEFORMABLEOKELEMENTS:ADDSET solidOKALL:SELECTEND LIST# (接触体如图所示)CONTACT TABLESNEWPROPERTIESFIRST 1:2CONTACT TYPE:GLUETHERMAL PROPERTIES:CONTACT HEAT TRANSFER COEFFICIENT: 1e6OKRETURNRETUEN同样的操作定于接触体1与3,1与4,2与3,3与4之间的接触关系17.6 设置边界条件BOUNDARY CONDITIONSNEWNAME:flux1 (指定焊接热源为体热源)BOUNDARY CONDITIONS TYPETHERMAL:MOREVOLUME WELD FLUXFLUX (on)DIMENSIONS: (定义焊缝的尺寸)WIDTH:0.006DEPTH:0.006FORW ARD LENGTH:0.004REAR LENGTH:0.01MOTION PARAMETER: (指定热源的运动参数)VELOCITY:0.0025WELD PATH:weldpath1WELD FILLER:weldfiller1OKELEMENTS:ADDALL:EXISTINGEND LIST#RETURN同样的条件定义焊接热源2NEWNAME:flux3 (指定焊接热源为体热源)VOLUME WELD FLUXFLUX(on)MAGNITUDEPOWER 3000EFFICIENCY 0.7DIMENSIONS: (定义焊缝的尺寸)WIDTH:0.008DEPTH:0.008FORW ARD LENGTH:0.005REAR LENGTH:0.012MOTION PARAMETER: (指定热源的运动参数)VELOCITY:0.0025WELD PATH:weldpath3WELD FILLER:weldfiller3OKELEMENTS:ADDALL:EXISTINGEND LIST#RETURNNEWNAME:film (指定与外界的对流交换)BOUNDARY CONDITIONS TYPETHERMAL:FACE FILMFILMCOEFFICIENT:20SINK TEMPERATYRE:60OKFACES:ADD选定除填充材料以外的表面END LIST#RETURN (与外界热交换的边界条件如下图)NEWNAME:fix_xyMACHANICALFIXED DISPLACEMENTON X DISPLACEMENTON Y DISPLACEMENTOKNODES:ADD (选择左端的所有节点)END LIST(#)NEWNAME:fix_zMACHANICALFIXED DISPLACEMENTON Z DISPLACEMENTOKNODES:ADD (选择底边上的所有端点)END LIST(#)17.7 定义工况LOADCASESNEWCOUPLEDQUASI-STATIC (定义载荷工况1,焊接过程)LOADS:flux1(on)film(on)fix_xy(on)fix_z(on)OKCONTACTCONTACT TABLE:ctable1OKCONVERGENCE TESTINGMAX ERROR IN TEMPERATURE ESTIMATE:50OKTOTAL LOADCASES TIME: 20FIXED:CONSTANT TIME STEP:PARAMETER:#STEP: 50OKOK同样的方法定义载荷工况2,3NEWCOUPLEDQUASI-STATIC (定义载荷工况4,焊后的冷却过程) LOADS:film(on)fix_xy(on)fix_z(on)OKCONTACTCONTACT TABLE:ctable1OKCONVERGENCE TESTINGMAX ERROR IN TEMPERATURE ESTIMATE:50 OKTOTAL LOADCASES TIME: 500ADAPTIVE:TEMPERATUREPARAMETERS:MAX # INCRENMENTS: 500INITIAL TIME STEP: 1OKOK17.8 定义作业JOBS NEWCOUPLEDSELECTED:lcases 3lcases 1lcases 2lcases 4INITIAL LOADS: flux3(on)film(on)fix_xy(on)fix_z(on)CONTACT CONTROLINITIAL CONTACTCONTACT TABLE:ctable1OKJOB RESULTSStress(on)Equivalent V on Mises Stress(on)Total Equivalent Plastic Strain(on)OKOKELEMENT TYPECOUPLED3-D SOLID:117OKALL:EXISTINGCHECKRUN17.9 温度场结果分析第一层焊缝的温度场焊接第二层第一道的温度场第二层第二道的温度场。
高质量经济的CO2焊接-CMT工艺

高质量,经济的CO2焊接——CMT 工艺摘要:CO2-气体保护焊的优点是抗锈能力强,对油污不敏感,焊缝含氢量低,抗裂性能好,气体资源丰富,价格低廉;缺点是焊缝成形较粗糙,飞溅较大,因而常被禁用于高质量要求的生产上。
而CMT 工艺出现,开辟了CO2保护气应用于高质量的,无飞溅的新的应用领域。
在满足焊接质量的同时,又大幅降低了使用成本。
关键词:Co2保护气、短路过渡、大颗粒过渡、CMT 过渡CMT (冷金属过渡)工艺自2004年正式推出以来,一直被焊接行业广泛的关注,此工艺的初衷是利用其极稳定的电弧、极低的热输入量,无飞溅的焊接过程的特点,主要用来焊接薄板或超薄板(最薄可焊至0.3mm )。
随着CMT 工艺的研究的深入,CMT 工艺的应用范围不断地被拓展,例如,通过CMT 工艺同脉冲工艺相结合(CMT+P ),在具有极稳定电弧,无飞溅焊接的同时,还可取得更高的焊接速度或更大的熔深,能焊接更大厚度的板材。
本文介绍CMT 工艺又一新的应用,使用经济的CO2气作保护气,实现高质量、无飞溅的焊接,值得一提的是,此工艺不仅可用于薄板的焊接,同样也适用于中厚板焊接。
为了更容易理解CO2-CMT 工艺,有必要先介绍各种熔滴过渡的方式及其特点。
1 熔滴过渡形式传统的熔滴过渡方式的一般分为四种形式:短路过渡,大颗粒过渡,喷射过渡,脉冲过渡。
这几种过渡方式都是通过熔滴表面张力、电磁收缩力、熔滴重量综合起作用,属“自然”过渡,容易受外界条件的干扰。
而CMT 是一种全新的熔滴过渡方式,根据现有的溶滴过渡模式定义,是无法给CMT 工艺分类的,其工作区间如图1图1:溶滴过渡模式取决于电弧功率1.1短路过渡I(A)从图1可以看出,短路过渡是在电弧功率较小的区域,短路过渡模式的特性就是使用相对低的电流和电压。
引弧之后,焊丝向工件方向移动,最后焊丝前端熔滴和熔池接触,形成短路,熔滴与熔池间短路后,在表面张力及电磁收缩力的作用下形成缩径小桥,缩径小桥在不断增大的短路电流作用下汽化爆断,将熔滴推向熔池,完成过渡见图2。
焊接温度场和应力场的数值模拟
本文由老高咯贡献pdf文档可能在WAP端浏览体验不佳。
建议您优先选择TXT,或下载源文件到本机查看。
沈阳工业大学硕士学位论文焊接温度场和应力场的数值模拟姓名:王长利申请学位级别:硕士专业:材料加工工程指导教师:董晓强 20050310沈阳工业大学硕士学位论文摘要焊接是一个涉及电弧物理、传热、冶金和力学的复杂过程。
焊接现象包括焊接时的电磁、传热过程、金属的熔化和凝固、冷却时的相变、焊接应力和变形等。
一旦能够实现对各种焊接现象的计算机模拟,我们就可以通过计算机系统来确定焊接各种结构和材料的最佳设计、最佳工艺方法和焊接参数。
本文在总结前人的工作基础上系统地论述了焊接过程的有限元分析理论,并结合数值计算的方法,对焊接过程产生的温度场、应力场进行了实时动态模拟研究,提出了基于ANSYS软件为平台的焊接温度场和应力场的模拟分析方法,并针对平板堆焊问题进行了实例计算,而且计算结果与传统结果和理论值相吻合。
本文研究的主要内容包括:在计算过程中材料性能随温度变化而变化,属于材料非线性问题;选用高斯函数分布的热源模型,利用函数功能实现热源的移动。
建立了焊接瞬态温度分布数学模型,解决了焊接热源移动的数学模拟问题;通过改变单元属性的方法,解决材料的熔化、凝固问题;对焊缝金属的熔化和凝固进行了有效模拟,解决了进行热应力计算收敛困难或不收敛的问题;对焊接过程产生的应力进行了实时动态模拟,利用本文模拟分析方法,可以对焊接过程的热应力及残余应力进行预测。
本文建立了可行的三维焊接温度场、应力场的动态模拟分析方法,为优化焊接结构工艺和焊接规范参数,提供了理论依据和指导。
关键词:焊接,数值模拟,有限元,温度场,应力场沈阳工业大学硕士学位论文SimulationofweldingtemperaturefieldandstressfieldAbstractWeldingisacomplicatedphysicochemica/processwlfiehinvolvesinelectromagnetism,Mattransferring,metalmeltingandfreezing,phase?changeweldingSOstressanddeformationandon,Inordertogethighquafityweldingstmcttlre,thesefactorshavetobecontrolled.Ifcanweldingprocessbesimulatedwithcomputer,thebestdesign,pmceduremethodandoptimumweldingparametercanbeobtained.BasedOilsummingupother’Sexperience,employingnumericalcalculationmethod,thispaperresearchersystemicallydiscussesthefiniteelementanal删systemoftheweldingprocessbyrealizingthe3Ddynamicsimulationofweldingtemperaturefieldandstressfield,thenusestheresearchresulttosimulatetheweldingprocessofboardsurfacingbyFEMsoftANSYS.Atthetheoryresult.sametime.thecalculationresultaccordswithtraditionalanalysisresultandThemaincontentsofthepaperareasfollowing:thecalculationinweldingprocessisamaterialnonlinearprocedurethatthematerialpropertieschangethefunctionofGaussaswiththetemperature;chooseheatsourcemodel.usethefunctioncommandtoapplyloadofmovingheatS012Ie-2.AmathematicmodeloftransientthermalprocessinweldingisestablishedtosimulatethemovingoftheheatsoBrce.Theeffectsofmeshsize,weldingspeed,weldingcurrentandeffectiveradiuselectricarcontemperaturefielda比discussed.Theproblemofthefusionandsolidificationofmaterialhasbeensolvedbythemethodofchangingtheelementmaterial.Theproblemoftheconvergencedifficultyortheun—convergenceduringthecalculatingofthethermalslTessissolved;throughreal-timedynamicsimulationofthestressproducedinweldingprocess,thethermalstressandresidualSll℃SSinweldingcanbepredictedbyusingthesimulativeanalysismethodinthispaper.Inthispaper,afeasibleslIessdyn黜fiesimulationmethodon3Dweldingtemperaturefield,onfieldhadbeenestablished,whichprovidestheoryfoundationandinstructionoptimizingtheweldingtechnologyandparameters.KEYWORD:Welding,NumericalSimulation,Finiteelement,Temperaturefield,Stressfield.2.独创性说明本人郑重声明:所呈交的论文是我个人在导师指导下进行的研究工作及取得的研究成果。
新型绿色焊接技术——CMT焊接技术
新型绿色环保焊接技术——CMT焊接技术摘要CMT冷金属过度焊接技术是在MIG/MAG焊的基础上开发的一种革新技术,第一次将送丝运动与熔滴过渡过程进行数字化协调,使熔滴过渡在几乎无电流的状态下进行。
CMT焊接波形控制呈现典型的直流脉冲特征,焊接时热输入较低,这样可有效减小热输入,提高对能量的利用率,并有效地消除飞溅,提高焊后工件表面质量,减小金属的损失,焊接过程中低烟尘,有害气体少,对环境的污染进一步减少,是一种绿色环保的焊接技术。
本文介绍了CMT焊接技术的工作原理,工艺流程,以及技术特点,并举例说明其发展应用状况。
关键词:CMT冷金属过渡焊接技术;熔滴过渡;无飞溅焊接;送丝运动;薄板焊接目录目录摘要 (I)目录 (II)1 绪论 (1)1.1引言 (1)2 CMT焊接技术的工作原理 (1)2.1MIG/MAG焊接技术简介 (1)2.2CMT焊技术简介 (2)3 CTM系统的组成 (3)4 CMT焊接的技术特点 (4)4.1CMT技术的主要特点 (4)4.1.1 送丝系统 (4)4.1.2 熔滴过渡时电压和电流 (5)4.1.3 焊丝的回抽运动帮助熔滴脱落 (5)4.2CMT焊较其他焊接技术的优势 (6)4.2.1 CMT焊接MIG/MAG焊的优势 (6)4.2.2 CMT钎焊工艺和激光钎焊工艺的比较 (7)5 CMT焊接技术的应用和前景 (8)5.1CMT和脉冲混合过渡技术 (8)5.2CMT在机械工程行业的应用前景 (8)6 全文总结 (9)参考文献 (10)1 绪论1.1引言随着全球资源与环境保护问题的日趋严峻,开发和研究新型绿色环保焊接方法已经非常迫切。
当今世界,汽车工业也正朝着节能、环保和安全的方向发展,而节能又是其中的核心问题。
节能的有效措施便是降低汽车自重,即汽车轻量化。
汽车用的铝合金和钢的混合结构轻量化可提高燃料的有效使用并有效控制空气污染,因此钢和铝合金的有效连接受到重视[1]。
CMT焊接技术

珠海福尼斯焊接 2008
CMT方法的应用-钎焊
z 角接或搭接 z 热浸镀锌板或阳极处理的板材 z 板厚 1 mm z 焊接速度 1.10 m/min (43,31“/min) z CMT-钎焊适于各种位置
珠海福尼斯焊接 2008
CMT方法的应用
零件部分: 母材: 填充金属: 焊接速度: 焊接位置:
珠海福尼斯焊接 2008
CMT焊较普通MIG/MAG焊的优势:
z CMT钎焊
MIG – 钎焊 脉冲电弧
CMT钎焊
CMT钎焊的热量可 比MIG钎焊降低2030%,变形大大减 少,均匀一致的焊 缝,并且没有飞溅, 也减少了焊后返工 的几率。
焊接速度 = 150cm/min 焊接电流 = 103 A 焊接电压 = 19,8 V 送丝速度 = 6 m/min
防火门 渡锌板 Gusi3 1.0mm 100cm/min PG
珠海福尼斯焊接 2008
CMT方法的应用
零件部分: 母材: 填充金属: 焊接速度: 焊接位置:
排水管 渡锌板 0.5mm Gusi3 1.0mm 190cm/min PB
珠海福尼斯焊接 2008
CMT方法的应用
零件部分: 母材: 填充金属: 焊接速度: 焊接位置:
焊缝的正面
焊缝的背面
0 Pulse
1 Pulse
3 Pulses
5 Pulses
焊缝的截面
7 Pulses
珠海福尼斯焊接 2008
CMT系统可以实现多种电弧过渡方式
z Fronius CMT焊接系统同著名的 全数字化MIG/MAG焊机一样,是 采用数字DSP技术,除具有CMT 电弧焊接方式外,也可实现短路 电弧、喷射电弧和脉冲电弧的过 渡方式。一套系统四种电弧方式 的应用,可同时满足多个场合的 焊接需求
基于CMT的不锈钢电弧增材制造温度场研究
产 3( 卢 l5
日,李 克强总理在政府工作报告 中提出 “中国制造 2025”. 将增材制造纳入制造业创新 建设工 程 。并 为我 国未来 30 年制造业规划了路线图 。以 l0年 为一步 .确立了三步走 的
卢0—
—
(a)同 向连 续 增 材
t=0 -----------—--------——·----— ,——— t=O 。。。。。。。。。。。。。。。 --。。。。。。。。。---——。。------一
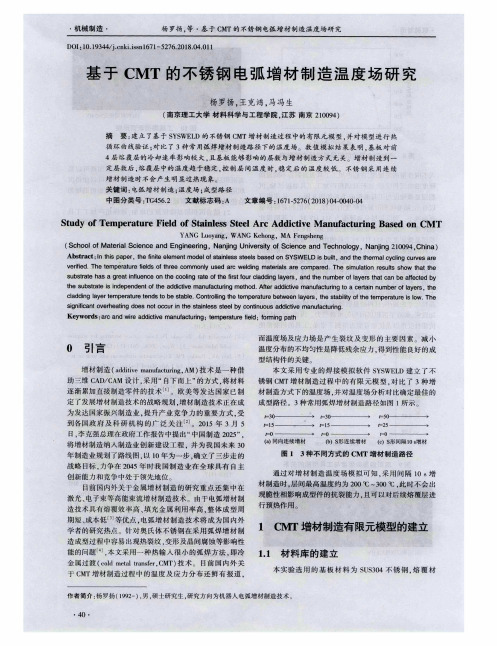
助 三维 CAD/CAM设计 ,采用 “自下 而上”的方式 ,将 材料 锈钢 CMT增 材制造过 程 中的有 限元模 型 .对 比了 3种 增
逐 渐累加直接制造零 件 的技 术… 。欧美等发 达 国家 已制 材 制 造 方 式 下 的 温 度 场 ,并 对 温 度 场 分 析 对 比确 定 最 佳 的
Study of Tem perature Field Of Stainless Steel Are Addictive M anufacturing Based on CM T
YANG Luoyang,W ANG Kehong,MA Fengsheng
(School of Material Science and Engineering,Nanjing University of Science and Technology,Nanjing 210094,China)
Abstract:In this paper.the finite element model of stainless steels based on SYSW ELD is built,and the thermal cycling cuwes are verified.The temperature fields of three commonly used arc welding m aterials are com pared.The sim ulation results show that the substrate has a great influence on the cooling rate of the first four cladding layers,and the num ber of layers that can be afected by the substr.ate is independent of the addictive manufacturing method.After addictive m anufacturing to a certain num ber of layers,the cladding layer tem perature tends to be stable.Controlling the temperature between layers,the stability of the temperature is low .The significant overheating does not OCCUr in the stainless steel by continuous addictive manufacturing. K eyw ords:arc and wire addictive manufacturing;temperature field;form ing path
TIG焊电弧_熔池传热与流动数值模拟_王新鑫
1 mm
图1
典型的 TIG 焊电弧
对于 TIG 焊,传统的数值模拟研究大多注重于 某一方面,如许多的研究者侧重于研究熔池的行为 而没有包括电弧[4-10],这些模型不可避免地对熔池 表面的电流密度、热流密度和电弧压力等分布做了 假设,这些假设基于特定的试验研究,不具有普遍 适用性。另外一些研究者则侧重于对电弧行为的研 究而忽略了熔池[11-17]。其中文献[11, 14]考虑了电弧 的湍流现象。由于重点关注电弧的特性,这些模型 对阴极和阳极的电流密度和温度等都做了不同程度 的简化,忽略了阴极和电弧之间或者阳极和电弧之 间的相互作用。另一方面,这些电弧模型也只适用 于电弧为轴对称的情形。XU[18]建立了一个三维熔 化极惰性气体保护焊电弧模型,包括阴极和阳极, 研究了稳态轴对称电弧和横向外磁场作用下的电弧 行为,没有形成熔池。由于外磁场干扰下的电弧不 是轴对称的,需要用三维模型描述。另外,电弧与 电极之间的复杂相互作用导致阴极区和阳极区的形 成,使很多的研究关注这些区域的复杂现象[19-22]。 实际上,焊接过程电弧和电极是一个统一的整 体。CHOO 等[23-24]建立了一个电弧和熔池耦合的模
摘要:针对钨极惰性气体保护(Tungsten inert gas,TIG)焊,采用一组满足整个求解域的偏微分方程组和合理的边界条件,建 立包括钨极、电弧和母材的三维瞬态统一模型。以 SUS304 不锈钢为母材,求解获得电弧-电极(熔池)的温度场、流场、压力、 电流密度、电磁力等结果,并与已有的试验结果和其他相关的研究结果做对比。在此基础上,通过分析阳极热输入,求得焊 接热效率为 86.3%。重点比较浮力、电磁力、等离子流拉力和 Marangoni 剪切力单独作用下的熔池流动特性,并将计算结果 和格拉晓夫数 Gr、磁雷诺数 Rm 和表面张力雷诺数 Ma 相结合,分析了这几种驱动力的相对作用大小,将计算结果和 Peclet 数 Pe 相结合强调了熔池热对流与热传导的相对作用。结果表明,与等离子拉力和 Marangoni 剪切力相比,浮力和电磁力对 熔池对流的作用较小;等离子拉力和 Marangoni 剪切力处于同一数量级,而 Marangoni 剪切力大于等离子流拉力,两者共同 作用使熔池表面金属由内向外流动。与热传导相比,熔池金属这种向外流动导致的热对流主导传热过程,是造成 TIG 焊宽 而且浅的焊缝形貌的本质原因。 关键词:钨极惰性气体保护焊;统一模型;相对作用;流动;传热 中图分类号:TG404
STT和CMT技术综述
表面过渡技术STT综述STT技术是一种新型焊接方法,具有焊接速度快、焊缝成形好、焊接缺陷易控制、飞溅少、容易操作等特点,并能使用多种保护气体。
STT技术是美国林肯公司20世纪90年代的专利技术。
它采用波形控制电源,是一种表面张力过渡焊。
STT技术适用于碳钢、不锈钢的焊接,并能使用各种保护气体,具有根焊速度快、焊缝正背面成形好、焊接缺陷易控制、飞溅少、容易操作等特点。
1、STT原理美国林肯公司研制开发了一类专用于CO2气体保护焊的电源,使用这一电源能极大地减少焊接时的飞溅,改善焊缝成形,其优越性已经在工程实践中得到证实,使飞溅减少了80%~85%。
CO2气体保护焊电源能减少飞溅的根本原因是采用了STT控制技术。
CO2气体保护焊最大的缺陷是飞溅,飞溅形成的原因是由于CO2气体保护焊在焊接时其熔滴过渡的方式是短路过渡,当焊丝与熔池金属之间形成液态金属“小桥”时,较大的短路电流流过逐渐变细的“小桥”,生较大的电阻热,电爆破理论认为,短路过程中形成的液态“小桥”被急剧加热,过量的能量积累导致液态“小桥”汽化爆断,引起飞溅。
根据电爆破理论,电爆破能量主要由在液态“小桥”爆破前100~150μs内的短路电流所决定的。
所以,控制飞溅也就是主要将液态小桥爆破前150μs内的短路电流迅速减下来。
又由于CO2气体保护焊的过渡频率在每秒几十次,这种积累的飞溅量很大,焊缝成形也受到破坏。
STT控制的焊接方法就是从根本上解决了液态“小桥”汽化爆断的问题,其核心在形成短路“小桥”后焊接电流瞬间减小,在表面张力、重力和电磁力的作用下,拉断金属“小桥”,使熔滴由短路过渡转变为自由过渡。
这种方法其实质就是利用电弧本身作为传感器来检测电弧电压,根据电压来判断熔滴过渡的瞬时形态,从而根据检测到的电弧电压的变化,按照STT的要求控制瞬时电弧电流的变化,利用表面张力的作用达到熔滴平稳过渡的目的。
2、STT+C02自动焊及控制原理焊接作为材料连接及成型工艺,已成为现代制造技术中不可缺少的部分。
焊接温度场与力学场模拟的研究进展
文章编号:1004-132 (2002)11-0977-04焊接温度场与力学场模拟的研究进展薛忠明 博士研究生薛忠明 杨广臣 张彦华 摘要:综述了国内外有关焊接温度场与力学场模拟的最新研究进展,主要内容包括焊接温度场和力学场模拟的基础理论、关键模型及模拟方法。
对焊接温度场、显微组织转变及焊接残余应力的耦合分析进行了讨论,介绍了几种典型的焊接模拟专用软件以及并行有限元分析技术。
关键词:焊接;温度场;应力;变形;模拟中图分类号:T G 44 文献标识码:A收稿日期:2000—11—08基金项目:国家自然科学基金资助项目(59875003) 焊接过程数值模拟的内容十分丰富,包括电弧物理、焊接传热、流体流动、焊接冶金、焊接应力和变形等[1]。
概括起来,焊接过程数值模拟的主要内容包括研究温度场、应力与变形场、显微组织状态场及它们之间的相互关系(见图1)。
图1 焊接温度场、焊接应力与变形及显微组织的相互影响近年来,很多学者都对数值模拟技术在焊接中的应用进行了研究,取得了不少成果[2~4]。
1 焊接温度场模拟研究焊接温度场是进行焊接力学分析的基础。
温度对材料的力学性能有显著影响,很多材料参数是温度的非线性函数。
焊接热过程直接决定了焊缝和热影响区焊后的显微组织、残余应力与变形。
考虑温度场与应力场的弱耦合,即只考虑温度场对应力场的影响,而忽略应力场对温度场的作用,则焊接温度场模型包括热源模型、熔池模型和材料参数模型等。
对温度场进行瞬态3维有限元模拟还应当考虑温度场与流场以及温度场与冶金组织场的耦合分析。
瞬态3维温度场控制方程为c p5T 5t= [ϑ T ]+Q ϖ(1)式中,c p 为质量比热容;ϑ为热导率;Qϖ为内热源强度。
焊接温度场控制方程的热流边界条件为q =-ϑ T (2)q 包括对流、辐射以及通过非对称边界上的热流,而在对称面上的热流为零。
1.1 焊接熔池与相似热源焊接热分析模型的精确性依赖于熔池和热源的模型的精度。
双丝共熔池GMAW焊接熔池流场和温度场的计算机模拟
《自动化技术与应用》2008年第27卷第7期28 | T echniques of Automation & Applications双丝共熔池GMAW 焊接熔池流场和温度场的计算机模拟*解生冕1,赵朋成2,黄石生2,文元美2(1.广州航海高等专科学校 计算机与信息工程系,广东 广州 510725;2.华南理工大学 机械工程学院,广东 广州 510641)摘 要:利用之前所建立的准稳态数值模型以及焊接热输入模型,对双丝共熔池GMAW焊接过程熔池成型、流场和温度场进行计算机模拟,并对模拟结果给予实验验证。
关键字:焊接熔池;流场;温度场;计算机模拟中图分类号:TP391.9 文献标识码:B 文章编号:1003-7241(2008)07-0028-06Computer Simulation of the Fluid Flow Field and the T empera-ture Field of a Twin-wire Co-Welding PoolXIE Sheng-mian 1, ZHAO Peng-cheng 2, HUANG Shi-sheng 2, WEN Yuan-mei 2(puter and Information Engineering Dep., Guangzhou Maritime College, Guangzhou 510725, China;2.Mechatronic Engineering College, South China Univ. of Tech., Guangzhou 510641, China)Abstract: The forming process of the welding pool, the fluid flow and the temperature field in the welding pool are simulated byusing the quasi-steady state numerical model and the welding heat model. The simulation the results are also verifieed validated by experiments.Keywords: welding pool; fluid flow field; temperature field; computer simulation*基金项目:国家自然科学基金(编号:50375054)收稿日期:2008-05-061 引言根据之前所建立的准稳态数值模型以及焊接热输入模型,对低碳钢的焊接未熔透熔池的三维形态、工件温度场和熔池内流体的流场进行数值模拟,对模拟结果需要给予实验验证。