无卡轴旋切机的结构
电控变频无卡轴在线旋切机的设计与应用研究

重 要课题 。
传 统的木 材旋 切机 是有 卡轴 旋切 结 构 ,利用 卡爪 夹持 待加 工 圆木 的两端 ,对于 直 径较 小的 圆木 ,由于 两 边 的卡 爪作 用 ,使 得 圆木 的受力 不均 匀 ,中 间的刚性 较弱 ,会发 生让 刀和 调 刀现 象 ,加 工 出来 的板 材厚
度 误差较 大 [。鉴于 此 ,本 文结 合企 业 的生产 实践 ,研 发 出一种 设计 思想 源 自无 心磨床 的具有 自主知 识产 1 】 权 的新型 电控变 频无 卡轴 在线 旋 切机 。利用 无卡 轴对辊 取 消卡轴 , 圆木 无 需卡 轴卡 紧 ,无需进 行定心 ,圆 木 的装夹 不受 芯材质 量 的影 响 ,并利用 相 关 的机 电控 制技 术合 理调 整控 制旋 切机 的旋 切速 度和 剪切速 度 ,
随着 现代 化生 活水 平 的不 断提 高 ,建材 、家 具 、装潢 等 行业得 到 了空 前发 展 的 同时也促进 了人 造板 、 胶 合板 等制造 技术 的长 足发 展 ,国 内对 木 材旋切 设备 的 需求与 日俱 增 。但 是 , 目前 国 内使用 的旋切 机设 备 相 对落后 , 自动化程 度较 低 ,生产 效率 较低 。因此 ,新 型旋切机 设 备 的研 制 成 为一 个摆在 企业 生产面 前 的
送 系 统 ; 1. 床 : 作 台 。 0机 l
2 旋切机 设计主要参数
根据 旋切 加工 原理 ,进 给驱 动辊 沿直 线进 给 ,加工过 程 中始 终夹 持着 待加 工 圆木 ,参 考 同类 产 品【, 3 】 经过 反复 的工 艺试验 ,确 定 了 电控 变 频无 卡轴在 线旋 切机床 的主 要设 计参 数如 下 :
旋切机工作原理

旋切机工作原理
旋切机是一种机械设备,主要用于将卷材或片材切割成所需的宽度或
长度。
其工作原理是通过旋转刀轮,将材料带入刀轮和模具之间,利
用刀轮和模具的相互摩擦将材料剪断。
旋切机主要由以下几个部分组成:进料装置、传动系统、刀轮系统、
模具系统、收料装置和控制系统。
进料装置负责将待加工的卷材或片材送入旋切机。
传动系统则通过电机、减速器等设备驱动整个设备运转。
刀轮系统由多个相互配合的圆
形或直线形刀片组成,通过旋转来对材料进行剪断。
模具系统则是与
刀轮相对应的一组固定模型,其作用是使得被剪断的材料能够保持所
需的宽度或长度。
收料装置负责接收并整理被剪断后的材料。
控制系
统则是对整个设备进行监控和调节的关键部分。
在使用旋切机时,首先需要根据需要调整好进料装置和收料装置,并
确定所需的宽度或长度。
接着启动电机,通过传动系统驱动刀轮和模
具旋转。
同时,将待加工的材料送入刀轮和模具之间,利用刀轮和模
具的相互摩擦将材料剪断。
被剪断后的材料会被收料装置接收并整理,完成整个加工过程。
总之,旋切机是一种通过旋转刀轮和模具来对卷材或片材进行剪断的机械设备。
其主要由进料装置、传动系统、刀轮系统、模具系统、收料装置和控制系统组成。
在使用时需要根据需要调整好进料装置和收料装置,并确定所需的宽度或长度。
启动电机后,通过传动系统驱动刀轮和模具旋转,将待加工的材料送入刀轮和模具之间进行剪断。
被剪断后的材料会被收料装置接收并整理,完成整个加工过程。
木材无卡轴旋切机变速给进控制系统设计

生调 刀和让刀现 象 , 加工 出来 的板 材厚度误 差会 较大 .
如果要 确保单板 的加 工精 度 就 要使 加 工 圆木 , 须 大 必 于一 定的直径 , 余的材 芯 只能用 作其他 用途 , 剩 木材 的
中图分类号 : s6章编号 :48 4920 )607—4 03— 7 (070—8 1 0 0
随着 森林 资源 的 日益 匮 乏 , 如何 高效 利 用 木材 资 源 已经成 为木工设 备制造 业和 木材 加工业 面临 的重要
课题. 传统 木材旋切 机是 有卡轴 旋切 结构 , 它利用 卡爪
收 稿 日期 :0 70 —5 2 0—10 *通讯 作 者 : c e@ x . d .n wxhn mu e u c
( 如图 2. )丝杆驱动轴安装有位置坐标传感器, 驱动轴
每 转一周 , 出一 个位 置 脉 冲. 位置 脉 冲计 数 , 输 对 根据 电机与丝杆 之 间的传 动 比, 可计 算 出刀具 台 的位置 就
3 s 0m .
径 越来越 细. 了旋切 出厚 度均 匀的单 板 , 为 圆木表 面线
速度必须恒 定 , 而切 刀与给 进 压尺 辊 进 给速 度 在 旋 切 过程 中必须 变速 给进 , 即给进速 度 是切 刀 E与 压 尺辊 C位置坐标 z的 函数.
V = ( z) () 1
数学 模 型 , 以确 保 加 工单 板 厚度 误 差 小 于 0 0 可 . 3mm, 大大 提 高 了木 材 的 利 用率 . 系 统 在 实 际 应 用 中取 得 了 良好效 果 , 该 目前 通 过 了安 全性 能 测 试 , 经 投 入 使 用 . 已
旋切机_PPT_5
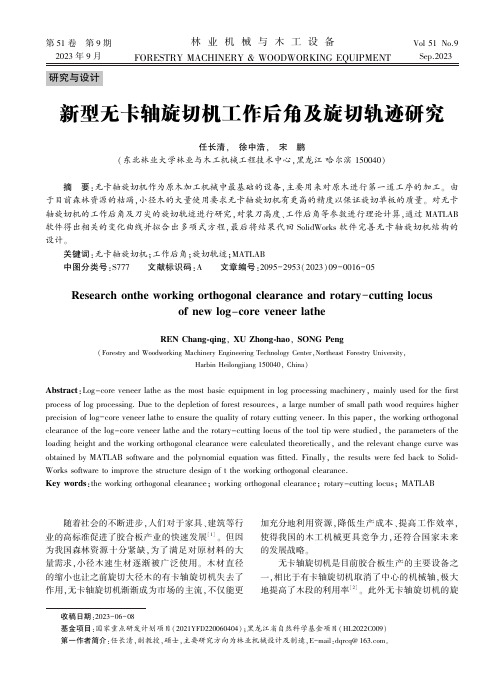
30 25 20
15 正常 10 补偿0.1 补偿0.2 5 系列4 0
30 .7 32 .5 90 13 0 19 0 25 0 29 0 36 45 55 70
原木直径
技術處
12
七、刀头刀尾补偿
从下到上分别是 (15-39=0.8 ,15-39=0.9,15-39 =1.0,15-39=1.1,15-39=1.2)
三旋切进给频率公式n0n1n2五系统应用框图电控系统要求gndr1ar1br1cx1runx2stopx3jogfwdx4jogrevx5compcom10vai1gnd24vgnd380v75kwn318接线框图传统的大型的木材旋切机控制系统均采用控制器系统直流调速器或通用变频器plc组成改造后的控制系统仅采用n318专用机文本组成常用参数补偿参数机械参数旋切功能参数五系统应用框图文本监控参数10木芯直径采样计算diameter反转停机状态点动快进快自动运行状态电子尺位置偏置调整运转状态归零端子复归通讯频率值归零大于最小位置补偿频率计算给进频率计算限位位置停机清除快进标志停机清除快退标志前限位后限位自动退刀停机位置退刀完成方式继续运行自动运转停机调整方向增加偏移量减小偏移量正方向负方向旋切状态实际值小于显示值点动指令运转指令快进快退自动运转倒转停止指令停机按照补偿方式计算给进频率应用软件需求
1,以外围应用为主 2,以效益改进为目标 3,关注客户应用,工艺需求 4,与业务,技服充分沟通 5,跟踪现场反馈
硬件,软件设计
需求变更
调试
提供样机,试用。 在客户认可后确认设计。
维护
跟踪客户反馈, 经验分享与传承。
客制化的挑战: 1,最优化变频器性能 2,研究应用场合 3,客制软件管理 4,客户的个性需求
新型无卡轴旋切机工作后角及旋切轨迹研究
第51卷㊀第9期2023年9月㊀㊀林业机械与木工设备FORESTRYMACHINERY&WOODWORKINGEQUIPMENTVol51No.9Sep.2023研究与设计新型无卡轴旋切机工作后角及旋切轨迹研究任长清ꎬ㊀徐中浩ꎬ㊀宋㊀鹏(东北林业大学林业与木工机械工程技术中心ꎬ黑龙江哈尔滨150040)摘㊀要:无卡轴旋切机作为原木加工机械中最基础的设备ꎬ主要用来对原木进行第一道工序的加工ꎮ由于目前森林资源的枯竭ꎬ小径木的大量使用要求无卡轴旋切机有更高的精度以保证旋切单板的质量ꎮ对无卡轴旋切机的工作后角及刀尖的旋切轨迹进行研究ꎬ对装刀高度㊁工作后角等参数进行理论计算ꎬ通过MATLAB软件得出相关的变化曲线并拟合出多项式方程ꎬ最后将结果代回SolidWorks软件完善无卡轴旋切机结构的设计ꎮ关键词:无卡轴旋切机ꎻ工作后角ꎻ旋切轨迹ꎻMATLAB中图分类号:S777㊀㊀文献标识码:A㊀㊀文章编号:2095-2953(2023)09-0016-05Researchontheworkingorthogonalclearanceandrotary-cuttinglocusofnewlog-coreveneerlatheRENChang ̄qingꎬXUZhong ̄haoꎬSONGPeng(ForestryandWoodworkingMachineryEngineeringTechnologyCenterꎬNortheastForestryUniversityꎬHarbinHeilongjiang150040ꎬChina)Abstract:Log-coreveneerlatheasthemostbasicequipmentinlogprocessingmachineryꎬmainlyusedforthefirstprocessoflogprocessing.Duetothedepletionofforestresourcesꎬalargenumberofsmallpathwoodrequireshigherprecisionoflog-coreveneerlathetoensurethequalityofrotarycuttingveneer.Inthispaperꎬtheworkingorthogonalclearanceofthelog-coreveneerlatheandtherotary-cuttinglocusofthetooltipwerestudiedꎬtheparametersoftheloadingheightandtheworkingorthogonalclearancewerecalculatedtheoreticallyꎬandtherelevantchangecurvewasobtainedbyMATLABsoftwareandthepolynomialequationwasfitted.FinallyꎬtheresultswerefedbacktoSolid ̄Workssoftwaretoimprovethestructuredesignofttheworkingorthogonalclearance.Keywords:theworkingorthogonalclearanceꎻworkingorthogonalclearanceꎻrotary-cuttinglocusꎻMATLAB㊀㊀收稿日期:2023-06-08基金项目:国家重点研发计划项目(2021YFD220060404)ꎻ黑龙江省自然科学基金项目(HL2022C009)第一作者简介:任长清ꎬ副教授ꎬ硕士ꎬ主要研究方向为林业机械设计及制造ꎬE-mail:dqrcq@163.comꎮ随着社会的不断进步ꎬ人们对于家具㊁建筑等行业的高标准促进了胶合板产业的快速发展[1]ꎮ但因为我国森林资源十分紧缺ꎬ为了满足对原材料的大量需求ꎬ小径木速生材逐渐被广泛使用ꎮ木材直径的缩小也让之前旋切大径木的有卡轴旋切机失去了作用ꎬ无卡轴旋切机渐渐成为市场的主流ꎬ不仅能更加充分地利用资源ꎬ降低生产成本㊁提高工作效率ꎬ使得我国的木工机械更具竞争力ꎬ还符合国家未来的发展战略ꎮ无卡轴旋切机是目前胶合板生产的主要设备之一ꎬ相比于有卡轴旋切机取消了中心的机械轴ꎬ极大地提高了木段的利用率[2]ꎮ此外无卡轴旋切机的旋第9期任长清ꎬ等:新型无卡轴旋切机工作后角及旋切轨迹研究转方式也有了一定的改变ꎬ由驱动辊带动运动ꎬ在速度上有了更大的空间ꎮ但是现有的无卡轴旋切机也有着出板质量不均的问题ꎬ单板出现薄厚不一是由多方面的因素引起的ꎬ包括进给机构前进的速度㊁工作后角的变化规律㊁装刀高度的变化规律等一系列问题影响旋切单板的质量[3-4]ꎮ上述问题都是不可避免并亟需解决的ꎮ因此ꎬ需要设计一款适用于小径木的无卡轴旋切机ꎮ通过基本的理论模型及公式ꎬ推导出相关参数的变化方程ꎬ再借助MATLAB软件得到图像并拟合出多项式方程[5]ꎮ借助方程我们能准确地表达出无卡轴旋切机在工作过程中关键零部件的运动规律ꎬ再反馈回solidworks等设计软件中ꎬ也能更加精准地建立机器的模型结构ꎮ本次研究的无卡轴旋切机的工作对象为最大直径小于300mm的小径木ꎬ旋切的单板厚度小于3mmꎬ满足胶合板生产的工艺要求ꎮ1㊀木材直径变化规律无卡轴旋切机在旋切过程中辊筒的转速保持不变ꎬ故整个运动是以恒线速度进行ꎬ即木材的转速会随着直径的不断减小而逐渐增大[6]ꎮ根据线速度不变可得:v=2πrn(1)式中:v为旋切线速度ꎬmm/sꎻr为木材瞬时半径ꎬmmꎻn为木材瞬时转速ꎬr/sꎮ式(1)中ꎬ木材瞬时半径r和木材瞬时转速n均为变量ꎬ有:r=ro-ʏudt(2)u=nS=ω2πS(3)式中:r0为木材初始半径ꎬmmꎻu为木材半径变化速率ꎬmm/sꎻS为旋切单板厚度或渐开线的基圆半径ꎬmmꎻω为木材瞬时角速度ꎬrad/sꎮ设a=S2πꎬ整理可得:r=r0-aʏωdt=r0-aβ(4)式中:β为极角ꎬʎꎮ对式(4)推导可得:r=㊀r02-2avt(5)将式(5)带入MATLABꎬ得到木材半径随时间变化规律ꎬ如图1所示ꎮ图1㊀木材半径变化规律图2㊀进给机构运动规律无卡轴旋切机的进给机构为压尺辊ꎬ在驱动辊不移动的前提下ꎬ压尺辊的运动规律随木材直径的不断变化而变化ꎮ各机构位置如图2所示ꎬ从压尺辊中点到驱动辊中点的水平距离P可较为明显地看出进给机构变化的规律ꎮ图2㊀机构平面位置示意图P=㊀r1+r()2-d12+㊀r2+r()2-d22(6)式中:P为压尺辊中心到驱动辊中心的水平距离ꎬmmꎻr1为压尺辊半径ꎬmmꎻr2为驱动辊半径ꎬmmꎻd1为压尺辊与木材的中心距ꎬmmꎻd2为驱动辊与木材的中心距ꎬmmꎮ根据设计要求:压尺辊半径r1为40mmꎬ驱动辊半径r2为42.5mmꎬ压尺辊与木材的中心距d1为20mmꎬ驱动辊与木材的中心距d2为52.5mmꎮ将式(6)带入MATLABꎬ得到中心水平距离随时间变化规律图ꎬ如图3所示ꎮ将图3中的规律进行拟合ꎬ对得到的多项式方程求导取反后便可找到进给机构水平运动速度Vx的变化方程:Vx=2.0614ˑ10-3t3-6.7044ˑ10-3t2+0.7694t+3.2409(7)71林业机械与木工设备第51卷图3㊀中心水平距离变化规律图3㊀后角变化规律后角α是切削角的一部分ꎬ在旋切过程中有着非常重要的意义ꎮ后角α指的是后刀面与切削平面之间的夹角ꎬ表示后刀面相对切削平面的倾斜度ꎬ它主要影响刀具后面与工件之间的摩擦ꎮ由于刀具楔角β固定ꎬ所以后角α的选取是保证旋切质量的重要环节ꎮ若后角α的值过小ꎬ木材表面和旋切刀后刀面的接触面积也会随之增大ꎬ导致压力的增加ꎬ这样容易使得木段出现弯曲或者劈裂的现象ꎮ尤其是对于直径较小的木材ꎬ弯曲的现象会更为明显ꎬ影响后续单板的生产ꎮ若后角α的值过大ꎬ单板面向木材的平面极易产生隙缝ꎬ这是因为单板从木材上脱离的时刻会出现伸直的情况ꎬ随后朝着相反的方向弯曲ꎬ后角α过大会引起弯曲变形的程度过大以致裂缝的产生ꎻ此外还会让单板表面不够平滑ꎬ呈现出类似于波浪状的起伏变化ꎬ对单板的成品质量有很大影响[7]ꎮ所以只有让木段表面和旋切刀的后刀面维持在一个合理的范围内ꎬ整个旋切过程才能处于一个相对平稳的状态ꎮ按照预期的设想ꎬ后角α的值应该随着木材直径的减小而减小ꎬ这样也能降低单板出现断裂情况的概率ꎮ旋切机经过多年的发展及应用ꎬ在接触宽度与后角大小方面已经有了一定的参照和规律ꎬ一般的软质木材的旋切刀与木材接触宽度为3~4mmꎬ而硬质木材在2~3mm左右ꎮ至于后角的范围变化ꎬ要根据不同树种㊁单板厚度等因素来判定ꎬ通常木材直径较小时为1ʎ左右ꎬ较大时在3ʎ附近ꎬ特殊情况下可为负值[8-10]ꎮ按照我们的设计需求ꎬ旋切刀与木材接触宽度保持基本不变ꎬ那么随着工作过程中木材直径的缩小ꎬ相应的后角α大小也应该相应地减小ꎮ在实际计算过程中ꎬ后角α并不方便计算ꎬ便引入后置角φꎬ即旋切刀的后刀面和木材中心线与旋切刀尖共同所在的平面的夹角ꎬ如图4所示ꎮ图4㊀中心水平距离变化规律图如图4所示ꎬO为木材中心点ꎻM为旋切刀尖ꎻN为木材与后刀面接触点ꎻD为旋切刀与木材的接触宽度ꎬmmꎻr为木材瞬时半径ꎬmmꎻφ为后置角ꎬʎꎮ在三角形OMN中ꎬ通过正余弦定理可推导出:D2r sin2μ cos2φ-cos2φ=r2D+D2r-D2r sin2μ(8)式(8)可看成关于cosφ的一元二次方程ꎬ根据求根公式可得:cosφ=r sin2μ-㊀D2-r2 sin2μ()1-sin2μ()D(9)在实际中D的值约3mmꎬ相对于r来说非常小ꎬ因此按照可以圆的弧弦关系得出:μ=2sin-1D2r(10)将式(10)带入MATLABꎬ得到后置角随时间变化规律图ꎬ再将后置角减去90ʎ便是旋刀后角随时间变化规律图ꎬ如图5所示ꎮ图5㊀旋刀后角变化规律图将图5中的规律进行拟合ꎬ便得到了旋刀后角81第9期任长清ꎬ等:新型无卡轴旋切机工作后角及旋切轨迹研究关于时间变化规律的方程:α=-2.112ˑ10-6t5+1.336ˑ10-4t4-3.001ˑ10-3t3+2.2736ˑ10-2t2-0.1002t-0.5195(11)4㊀旋切运动轨迹及位置确定在单板生产的过程中ꎬ木材中心与旋切刀的相对距离会随着木材直径的减小相对应的减小ꎬ为了确定旋切刀尖的运动轨迹ꎬ可以假设木材保持静止不动ꎬ并沿木材横截面的方向研究ꎬ便可观察到旋切刀尖的运动轨迹如图6所示ꎮ图6㊀旋切轨迹示意图如图6所示ꎬH为装刀高度ꎬmmꎻθ为木材转过的极角ꎬʎꎻr为木材瞬时半径ꎬmmꎮ因为无卡旋切机采用的是恒线速旋切ꎬ所以木材每旋切一周ꎬ旋刀前进的距离为单板厚度Sꎬ但从其运动学的角度来看与有卡轴旋切机是一致的ꎬ因此旋切轨迹都同样适用于恒线速旋切与恒转速旋切这两种方式ꎮ假定旋切刀刀尖从A点运动到A'点ꎬ木段做着顺时针的等转速旋转运动ꎮ由于旋切刀的前刀面始终相切于木材的表面ꎬ在木材不动的前提下ꎬ可以把旋切刀尖的运动看做是水平前进的进给运动和以木材圆心为中心点并一致相切的顺时针圆周运动ꎬ我们可以推出图中的A点会沿着AB方向运动到B点ꎬ则:AB=S2πωt=aθ(12)由此得到旋切刀刀尖A的参数方程:x=Hsinθ+aθcosθy=Hcosθ-aθsinθ{(13)将式(13)两个分式两边平方并相加后得:x2+y2=(Hsinθ+aθcosθ)2+(Hcosθ-aθsinθ)2=a2θ2+H2(14)从式(14)可以看出旋切的运动轨迹主要与装刀高度H有关ꎮ当H=0时ꎬ旋切轨迹为阿基米德螺线ꎻ当H=ʃa时ꎬ旋切轨迹为圆的渐开线ꎻ当-a<H<0时ꎬ旋切轨迹为长幅渐开线ꎻ当H<-a<0时ꎬ旋切轨迹为短幅渐开线ꎻ当H>0且ʂa时ꎬ旋切轨迹为圆的广义渐开线ꎮ考虑到选用的装刀高度H>0且ʂaꎬ所以在木材的横截面上旋切刀的运动轨迹为圆的广义渐开线ꎮ已知后角α是旋切机在旋切过程最主要的影响因素ꎬ目前通常采取改变装刀高度H的办法来优化ꎬ所以要得出两者相应的方程关系[11]ꎮ旋切角度关系如图7所示ꎮ图7㊀旋切角度关系如图7所示:αa为附加后角ꎬʎꎻαm为运动后角ꎬʎꎻα为工作后角ꎬʎꎻαi为装刀后角ꎬʎꎻH为装刀高度ꎬmmꎮ在实际工作中ꎬ旋刀装定后便不能进行旋转ꎬ故AJ的方向和AN的方向是保持不变的ꎬ只有AK及AM发生了变化ꎬ从而引起了工作后角α的变化ꎮ运用极次法设定左边是以O为圆心ꎬ极次法距OC=a的所做的圆ꎬ向径AO=rꎬ分析图中关系我们可以得出:øα=øαi-øαa-øαm=øαi-arcsinHr-arcsina㊀r2+a2(15)为便于分析将øα对r偏导并令等式为0ꎬ得到关于装刀高度的解:H=-ar2㊀r2+a2()2+a2r2(16)假定在旋切的某一时刻r=r'ꎬ此时得到一个装刀高度H'ꎬ带回原式整理可得:∂α∂r=-a㊀a2r2rr'æèçöø÷2-1éëêêùûúú+r2+rr'æèçöø÷2a2éëêêùûúú2+ar2+a2(17)从式(17)可以看出øα与r的变化关系ꎬ只有在r=r'时变化的斜率才为0ꎬ在其他位置时接近于91林业机械与木工设备第51卷0ꎮ由于a的大小跟r相比差距悬殊ꎬ所以两者变化的曲线可以近似看成是斜率等于0的直线ꎮ考虑到实际工作情况中ꎬ木材直径的逐渐减小会导致旋切刀的工作后角相应的减小ꎬ应该满足øα与r的变化保持同步性ꎬ也就是随着r的增加øα也会增大ꎬ因此要满足H>H'ꎮ在平时的生产运作中ꎬ需要时刻关注H'的大小以保证单板加工质量ꎮ为了更方便计算ꎬ可以将式(16)右边的部分一起除以rꎬ再把对结果影响非常小的a2r项忽略ꎬ得到简化的装刀高度的临界值:H'=-ar㊀r2+a2(18)可以看出H'只与木材的瞬时半径r和单板厚度a有关ꎬ将式(18)带入MATLABꎬ得到装刀高度临界值H'的变化规律ꎮ图8 装刀高度临界值变化规律图5㊀总结本文针对目前无卡轴旋切机存在的几个主要问题进行分析ꎬ从理论上解决无卡轴旋切机在工作时精度不高㊁单板质量不均的难题ꎮ通过木材直径变化的规律推导出进给机构变化的运动规律ꎬ保证无卡轴旋切机运作时旋切的稳定性ꎬ在实际情况中可以用伺服控制来实现ꎻ后角虽然在旋切过程中的变化值较小ꎬ却是无卡轴旋切机能否实现高精度的重要因素之一ꎬ通过借助研究装刀高度的的变化规律来实现旋刀后角的大小变化ꎮ本文对于几个主要问题都给出了相对准确的方程等式ꎬ带回SolidWorks等设计软件能更加精准地完善设计模型ꎬ对于各种型号的无卡轴旋切机都具有一定的适用性ꎮ参考文献:[1]㊀周定国ꎬ华毓坤ꎬ赵广杰ꎬ等.人造板工艺学(第2版)[M].北京:中国林业出版社ꎬ2011.[2]㊀茆光华ꎬ陆安进ꎬ朱典想.浅谈无卡轴旋切机的技术进展[J].木工机床ꎬ2013ꎬ130(1):8-12+34.[3]㊀沈学文ꎬ魏明岑.单板旋切机的类型和工作原理[J].中国人造板ꎬ2014ꎬ21(1):17-19.[4]㊀RobertLeeMcGavinꎬHenriBailleresꎬFredLaneꎬetal.VeneerRe ̄coveryAnalysisofPlantationEucalyptSpeciesUsingSpindlelessLatheTechnology[J].BioResourcesꎬ2013ꎬ9(1):613-627.[5]㊀刘九庆ꎬ张贺ꎬ马岩ꎬ等.竹材旋切的数学模型建立与理论分析[J].林业科学ꎬ2019ꎬ55(3):134-140.[6]㊀郭臻.0.5mm木质单板无卡轴旋切工艺研究及高效能设备研发[D].兰州:兰州理工大学ꎬ2020.[7]㊀林幸燕.无卡轴旋切机单板旋切厚度的研究[D].福州:福建农林大学ꎬ2005.[8]㊀王景林ꎬ曹平祥.单板旋切过程中工作后角的变化[J].人造板通讯ꎬ2004(7):11-13+19.[9]㊀陈桂华.单板旋切过程中后角变化的理论分析[J].林业机械与木工设备ꎬ2003ꎬ31(10):10-12.[10]㊀陈金贵ꎬ孙兴华ꎬ辛保东.合理安装旋切刀与单板质量[J].林业科技ꎬ2002(6):45-46.[11]㊀李黎ꎬ周定国ꎬ赵广杰ꎬ等.木材切削原理与刀具[M].北京:中国林业出版社.2012.02。
《2024年无卡轴旋切机液压控制系统设计与仿真分析》范文

《无卡轴旋切机液压控制系统设计与仿真分析》篇一一、引言随着现代工业技术的飞速发展,自动化、智能化的机械设备在木材加工行业中扮演着越来越重要的角色。
无卡轴旋切机作为木材加工的关键设备,其性能的优劣直接影响到木材加工的效率和产品质量。
液压控制系统作为无卡轴旋切机的核心部分,其设计及性能的优劣更是关键中的关键。
本文将针对无卡轴旋切机液压控制系统的设计与仿真分析进行详细阐述,以期为相关领域的研究提供参考。
二、无卡轴旋切机液压控制系统设计1. 系统结构与工作原理无卡轴旋切机液压控制系统主要由液压泵、执行机构、控制阀、压力传感器等部分组成。
其中,液压泵为系统提供动力,执行机构实现旋切机的切割动作,控制阀负责调节系统的压力和流量,压力传感器则用于实时监测系统压力,以保证系统的稳定性和安全性。
2. 液压泵设计液压泵是无卡轴旋切机液压控制系统的动力源,其性能直接影响到整个系统的性能。
设计时需根据旋切机的功率需求、工作压力等参数选择合适的液压泵类型和规格。
同时,为了降低能耗、提高效率,应尽量选择高效率、低噪音的液压泵。
3. 执行机构设计执行机构是旋切机的切割动作的执行部分,其设计需考虑到切割速度、切割精度等因素。
通过合理设计执行机构的运动轨迹和速度,可实现高效的木材切割。
4. 控制阀设计控制阀在无卡轴旋切机液压控制系统中起着调节压力和流量的作用。
设计时需考虑到系统的稳定性和响应速度,选择合适的控制阀类型和规格。
同时,为了方便操作和维护,应尽量使控制阀的布局合理、操作简便。
三、液压控制系统仿真分析为了验证无卡轴旋切机液压控制系统的设计效果,本文采用仿真分析的方法对系统进行了研究。
通过建立系统的数学模型,利用仿真软件对系统进行模拟分析,可得到系统的压力、流量等参数的变化情况,从而评估系统的性能。
1. 仿真模型建立根据无卡轴旋切机液压控制系统的结构和工作原理,建立系统的数学模型。
模型应包括液压泵、执行机构、控制阀等部分的数学描述,以及系统压力、流量等参数的数学表达式。
《2024年度无卡轴旋切机液压控制系统设计与仿真分析》范文

《无卡轴旋切机液压控制系统设计与仿真分析》篇一一、引言无卡轴旋切机是一种广泛用于木材加工业的重要设备,它主要用于旋切木片的切割加工。
为了提高旋切机的作业效率和稳定性,设计一款合适的液压控制系统至关重要。
本文旨在详细介绍无卡轴旋切机液压控制系统的设计与仿真分析,旨在提高机器的工作效率,保障工作过程的安全性。
二、无卡轴旋切机液压控制系统设计1. 系统概述无卡轴旋切机液压控制系统主要由液压泵站、执行元件、控制阀组等部分组成。
其中,液压泵站为系统提供动力,执行元件负责完成旋切动作,控制阀组则负责调节和控制液压系统的压力和流量。
2. 液压泵站设计液压泵站是整个系统的动力源,其设计直接影响到系统的性能。
我们选择合适的液压泵,确保其能够提供足够的压力和流量,以满足旋切机的作业需求。
同时,我们还设计了冷却系统和过滤系统,以保持液压油的清洁和冷却,延长系统的使用寿命。
3. 执行元件设计执行元件包括旋切机的刀架和刀片。
我们采用高强度材料制造刀架和刀片,以确保其能够承受较大的工作压力。
同时,我们优化了刀架和刀片的结构设计,以提高其工作效率和切割精度。
4. 控制阀组设计控制阀组是液压控制系统的核心部分,它负责调节和控制系统的压力和流量。
我们采用先进的电液比例控制技术,通过比例阀和控制器实现对系统压力和流量的精确控制。
此外,我们还设计了紧急停止阀和过载保护阀,以保障操作人员的安全。
三、仿真分析为了验证无卡轴旋切机液压控制系统的设计效果,我们进行了仿真分析。
仿真分析主要采用计算机仿真软件进行建模和仿真,以模拟实际工作过程中的各种工况。
1. 建模过程我们根据无卡轴旋切机的实际结构和工作原理,建立了详细的液压控制系统模型。
模型包括液压泵站、执行元件、控制阀组等各个部分的详细参数和结构。
此外,我们还考虑了系统的工作环境和工况等因素,以确保仿真的准确性。
2. 仿真结果分析通过仿真分析,我们得到了无卡轴旋切机液压控制系统在不同工况下的性能参数。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
无卡轴旋切机的结构、使用和维护
摘要:介绍了简易无卡轴旋切机的结构、传动、使用要求,使用过程中的技术保养,质量缺陷与故障的原因分析和排除方法。
关键词:无卡轴旋切机;结构;使用保养;质量缺陷与故障的原因分析和排除。
我国目前有人工林5300多万hm2,居世界第1位,其中速生丰产林530多万hm2,每年可提供木材2500多万m3。
待抚育间伐的幼林有1290多万hm2,每年可提供薪材3000万m3。
高效利用这部分木材资源,是我国林产工业发展的一个重点。
近几年各种无卡轴旋切机的不断研制开发,并成功推向市场,有效解决了小径材和有卡旋切木芯的旋切问题。
二、无卡轴旋切机的类型
(一)、普通凸轮曲线板无卡轴旋切机
该型号旋切机可分为以下几种规格:
1、普通芯板无卡轴旋切机
该种无卡轴旋切机一般旋切长度为500mm-2000mm;旋切直径一般在30mm-300mm,通过采用不同曲率半径的凸轮曲线板来实现旋切直径的选择,常用的最大曲率半径有
220mm,260mm和300mm几种;旋切单板厚度一般在1.2mm-3.6mm内通过更换变换齿轮的方式任意调整。
适用于将有卡旋切机旋切出来的剩余木轴或将300mm以下的小原木旋切成单板的一种设备。
2、普通面板无卡轴旋切机
该种无卡轴旋切机一般旋切长度为2000mm-3200mm;旋切直径一般在200mm-450mm, 通过采用不同曲率半径的凸轮曲线板来实现旋切直径的选择,常用的最大曲率半径有
300mm,350mm,400mm和450mm几种;旋切单板厚度一般在0.3mm-4.0mm内通过更换变
换齿轮的方式任意调整。
适用于将大型有卡旋切机旋切出来的剩余木轴或将450mm以下的小原木经有卡旋切机旋圆后再使用无卡机旋切成单板的一种设备。
3、小芯轴夹心板无卡轴旋切机
该种无卡轴旋切机一般旋切长度为1000mm-1400mm;旋切直径一般在12mm-200mm,通过采用不同曲率半径的凸轮曲线板来实现旋切直径的选择,常用的最大曲率半径有120mm,150mm和180mm,200mm几种;旋切单板厚度一般在0.5mm-1.2mm内通过更换变换齿轮的方式任意调整。
适用于将无卡旋切机旋切出来的剩余木轴或将200mm以下的小原木旋切成单板的一种设备。
智能数控芯板无卡轴旋切机和面板无卡轴旋切机
该类型的芯板无卡轴旋切机一般旋切长度为500mm-2000mm ,面板无卡轴旋切机一般旋
切长度为2000mm-3200mm;旋切直径一般在30mm-300mm(芯板无卡轴旋切机),面板无卡轴旋切机的旋切直径一般在200mm-450mm, 通过变频电机或步进电机带动进给丝杆丝
母副实现旋切单板的厚度选择,旋切单板厚度一般在0.26mm-3.8mm内通过变频方式或伺服信号反馈控制步进电机的转速任意调整。
适用于将有卡旋切机旋切出来的剩余木轴或将450mm以下的小原木经有卡旋切机旋圆后再使用无卡机旋切成单板的一种设备。
三、无卡轴旋切机的结构
上述几种无卡轴旋切机的整体底架1均采用型钢焊接结构,两个驱动双花辊5的固定座3
通过支撑方盒2与底架1焊接成一体结构;旋切刀床10通过侧导轨11和底导轨13导向,通过凸轮曲线板15实现在水平方向的来回运动,完成单板的旋切工作;单辊固定座8采用刚性方体结构,在刀床10的上方,起辅助支撑和压尺辊的作用,在刀床上可以通过调整装置19来调整旋刀17和压尺摩擦辊(单花辊)的刀门间隙,以实现旋切单板的均匀和保持单板旋切的光洁度。
无卡轴旋切机的压尺摩擦辊调整机构有人工调整和自动化调整机构,自动化调整机构通过调整装置在单板旋切过程中自动调整压尺和旋刀的刀缝间隙,随着圆木旋切直径的变小而变小,
使旋切出的单板的光滑均匀(优质木材可达到±0.05mm),光洁度更优于普通无卡轴旋切机的旋切单板,剩余木轴不会出现方轴,旋切过程中不会出现崩刀、跳刀现象,所旋切出的单板不会出现凸凹板(亦称为瓦楞板)和断张缺陷。
无卡轴旋切机的旋刀安装有正装和反装两种方式(图中所示为反装刀体结构):正装刀体可以采用窄幅旋刀,特别适于北方地区旋切杨木等软质木材,反装刀体一般使用宽幅刀体,旋刀的刚度更好,旋切过程中木材对刀体的阻力更小,刀体的使用寿命更长,适于旋切各种适旋木材,应用范围更广。
无卡轴旋切机的刀床导轨常见的设计有以下几种组合:
第一种组合是双三角形组合。
该种组合的结构特点是:
两个三角形导轨同时起支撑和导向作用,对两导轨平行度要求较高;不需要镶条调整间隙,接触刚度好,导向面间无间隙,导向精度高;磨损后相对位置变化小,对机床精度影响小,能自行补偿垂直及水平方向的磨损。
第二种组合是双三角形对顶组合(燕尾结构)。
该组合的结构特点是:
保持一定宽度时,具有足够的刚度,能承受各方面的作用力;当导轨采用装配式结构时,导轨本身具有镶条和压板的作用;移动一个导轨,即可调整间隙。
因运动部件悬挂在两条导轨上,承重不易过大。
要求不高的普通简易芯板无卡轴旋切机应用较多。
第三种组合是双(或三)圆柱形组合。
该组合的结构特点是:
圆柱面既是导向面又是支撑面,结构简单,便于采用淬火钢,延长导轨寿命,减少摩擦力;导轨刚性较差。
磨损后不易补偿,调整装置复杂;两圆柱的轴线平行度要求较高。
普通简易芯板无卡轴旋切机使用这种导轨较多。
第四种组合是双三角形对顶组合和圆柱形导轨组合(图中所示即为该种组合)。
该组
合的结构特点是:
具有较好的刚度,能承受各方面的作用力;磨损后可以有少量补偿,三角形组合可调
整间隙;三角形对顶导轨和圆柱导轨中心线平行度要求较高。
简易普通无卡轴旋切机普遍使用。
四、无卡轴旋切机的传动装置:
无卡轴旋切机的单辊传动装置:单辊采用实心圆钢或厚壁钢管制作,分节排列,中间
用滚动轴承支撑;一般采用三相异步电动机和齿轮减速机通过齿轮传动驱动单辊,可以安装在单辊的中间或任意一端;也有利用两个减速机和两台电机与驱动双辊在辊子两端同时驱动,适于旋切硬杂木等;对于旋切杨木等软质木材的无卡轴旋切机也可以与驱动双辊同时利用一台电机和减速机,最初的无卡轴旋切机基本都是此种机构,现在北方使用的无卡轴旋切机仍然有相当部分用户在使用,同时由于成本低廉,结构简单,使用方便,以至于许多厂家仍在生产,仍有相当的市场空间。
无卡轴旋切机的双辊传动装置:采用厚壁钢管或实心圆钢制作,分节排列,采用滚动
轴承支撑;使用电动机和齿轮减速机通过联轴器与驱动双辊连接,实现双辊传动;双辊采用较大一点的花纹辊子,便于增加驱动摩擦力,以适应不同形状的原木旋切。
无卡轴旋切机的进给传动装置:一般采用链条经双辊驱动减速机传动至挂轮架,通过
挂轮架齿轮传动至后传动轴,由一对大模数齿轮传动实现凸轮曲线板的旋转,通过驱动轴带动刀床沿导轨前后水平运动,从而实现单板旋切。
智能数控无卡轴旋切机的进给传动是通过变频电机或伺服驱动电机经减速机或伞齿轮传动至丝杆丝母副,通过丝杆和丝母传动推动刀床前后运动,改变电机转速实现不同厚度的单板旋切。
无卡轴旋切机的快进快退传动装置:采用三相异步电动机经三角带传动至离合齿轮轴,在离合器脱开时实现刀床的快速进给和后退。
无卡轴旋切机的单板变换挂轮架装置:采用齿轮啮合传动,通过变换挂轮架上的变换齿轮,来实现不同厚度的单板旋切。
五、无卡轴旋切机的使用要求
设备中出现的大部分事故都是由于没有遵守安全规程造成的,必需时刻牢记的规则:设备运转过程中不要擦拭、润滑或维护保养机器。
设备操作者必需经过专业机械和基本电器操作培训,身体健康;不允许饮酒、服用了药物或类似情况的人员操作、维护和修理设备;设备使用前,操作人员应检查所有的安全设施是否工作正常,并检查设备有无明显缺陷;设备启动前,应保证所有部件安装正确,无部件损坏,对电器操作键盘及功能了解清除,熟悉使用,所有与设备无关的器物均应从设备上移走;旋切到最后时应使用小木轴或其它物件打掉剩余木轴,严禁用手去接触木轴;经常检查进给工位的行程开关,确保其运转良好,以免发生撞车,损坏设备;不要将设备改作其它用途使用。
六、无卡轴旋切机的维护
良好的维护和正确使用是保证旋切机性能和安全的保障。
定期检查:要保持设备性能稳定安全,应根据以下频率进行检查:新设备试车前应将导向轴、挂轮架、离合齿轮、滚轮轴(进给丝杆和丝母)等各运动部位加润滑油;导向轴、挂轮架、离合齿轮、滚轮轴(丝杆和丝母)等处应在新机器40小时内,每2小时需加润滑油1次;设备工作200小时后,各润滑部件每8小时润滑2次;每工作200小时,检查各控制按钮工作是否正常;单双辊驱动电机三角带或链条是否磨损或松弛,并及时进行调整和更换。
七、无卡轴旋切机的单板质量缺陷、机床故障的原因分析和排除。