NEX模具资料
上市模具公司资料:开模分析报告(DFM)模板限时分享给大家

上市模具公司资料:开模分析报告(DFM)模板限时分享给大
家
上篇奔驰保险杠模具设计要点一发,有人私信我说想要一份我们公司的开模分析报告(DFM报告)范本,当然可以呀,单独开篇文章。
感谢大家对我的支持和鼓励。
本篇文章给大家分享一下我们公司模具设计的一DFM报告模板:一共20页,想要收藏完整版PPT文件的可以关注后点我头像私信我,回复“资料”两个字,自动领取!
开模分析报告(DFM报告)主要是记录模具产品信息,然后发给客户做确认使用的,相当于公文!必须要言简意赅。
模具的排位,进胶,冷却,顶出,这几大系统是必须展示的!
然后如果想对产品进行任何更改,都需要写明原因,然后贴图,修改前是怎么样,修改后是怎么样!
并且要非常详细的描述为什么要这样修改,修改前可能会产生什么问题,修改后可以避免这些问题,或是有其他什么好处!
好了,基本上就是这些了,一个标准的开模分析报告(DFM报告)都至少需要以上内容展示才行!
希望对大家有所帮助。
模具成品及零部件代码NEW
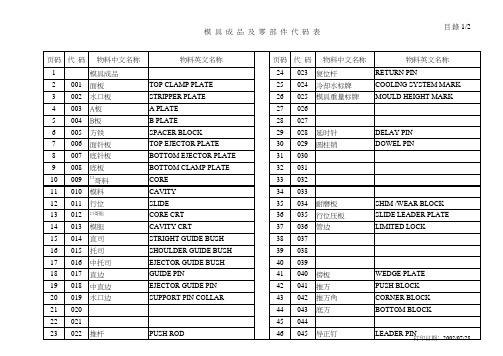
页码 代 码 物料中文名称
24 023 复位杆 25 024 冷却水标牌 26 025 模具重量标牌 27 026 28 027 29 028 延时针 30 029 圆柱销 31 030 32 031 33 032 34 033 35 034 耐磨板 36 035 行位压板 37 036 管边 38 037 39 038 40 039 41 040 傍板 42 041 推方 43 042 推方角 44 043 底方 45 044 46 045 导正钉
页码 代 码 物料中文名称
70 069 热流道 71 070 热流道板 72 071 龙门架 73 072 导滑块 74 073 直身顶针 75 074 双托顶针 76 075 扁顶针 77 076 平头司筒 78 077 倒角司筒
078 镶针 079 行位顶针
物料英文名称 HOT-RUNNER SYSTEM HOT-RUNNER PLATE
模具成品及零部件代码表
目 錄 1/2
页码 代 码 物料中文名称
物料英文名称
1
模具成品
2 001 面板
3 002 水口板
4 003 A板
5 004 B板
6 005 方铁
7 006 面针板
8 007 底针板
9 008 底板 10 009 口哥料
11 010 模料
12 011 行位 13 012 口哥胆
14 013 模胆
物料英文名称 CLOSE PLATE LIMITED DISTANCE PLATE PLASTIC PARTING LOCKS LIMITED BLOCK FASTEN BLOCK INSERT CAVITY INSERT GRID INSERT TREADMARK INSERT POWER KNOB INSERT
双路 20v 共漏 n 通道 nexfet功率金属氧化物半导体场效应

双路20v 共漏n 通道nexfet功率金属氧化物半导体场效应摘要:1.双路20V共漏N通道NexFet功率金属氧化物半导体场效应晶体管的简介2.双路20V共漏N通道NexFet功率金属氧化物半导体场效应晶体管的特点3.双路20V共漏N通道NexFet功率金属氧化物半导体场效应晶体管的应用领域4.双路20V共漏N通道NexFet功率金属氧化物半导体场效应晶体管的发展趋势和前景正文:金属氧化物半导体场效应晶体管(MOSFET)是一种广泛应用于电子设备中的半导体器件,具有高输入阻抗、低噪声和低失真等优点。
近年来,随着科技的不断进步,NexFet功率MOSFET在市场上越来越受到欢迎。
其中,双路20V共漏N通道NexFet功率金属氧化物半导体场效应晶体管以其独特的性能特点,在许多领域都有着广泛的应用。
双路20V共漏N通道NexFet功率金属氧化物半导体场效应晶体管具有以下特点:1.高电压承受能力:双路20V共漏N通道NexFet功率金属氧化物半导体场效应晶体管能够承受高达20V的电压,使其在高压环境中具有良好的稳定性和可靠性。
2.高电流处理能力:N通道NexFet具有较高的电流处理能力,使其在需要高电流应用的场合中能够发挥出优越的性能。
3.低导通电阻:双路20V共漏N通道NexFet功率金属氧化物半导体场效应晶体管具有较低的导通电阻,有助于降低器件在工作过程中的功耗,提高其能效。
4.快速开关速度:NexFet功率金属氧化物半导体场效应晶体管具有较快的开关速度,可以实现快速切换和高效运行,满足现代电子设备对高速性能的需求。
双路20V共漏N通道NexFet功率金属氧化物半导体场效应晶体管广泛应用于以下领域:1.电源管理:在电源管理领域,双路20V共漏N通道NexFet功率金属氧化物半导体场效应晶体管可以用于开关电源、充电器、电池保护电路等设备,实现高效、稳定的电压和电流控制。
2.通信设备:在通信设备领域,NexFet功率金属氧化物半导体场效应晶体管可以应用于手机、基站、光纤通信等领域,实现高速、稳定的信号传输和处理。
轮胎模具设计的资料-PPT
制作轮胎模具所需要的资料
H、硫化胶囊尺寸 如下表
制作轮胎模具所需要的资料
I、模具编号资料 模具编号的作用是便于轮胎厂后续对轮胎模 具的管理。以及对成品胎由那副模具所硫化 等进行记录控制。 通常模具编号由字母、数字加上流水号组成。 如: TB183-01、02、03和PC183-01、02、03…… TB表示全钢胎;183为设计编号;01、02、 03……这些表示流水号。
K、模具表面处理要求 花纹块、钢圈夹盘及模套相关配件,一般建 议氮化处理。 侧板建议喷砂处理。纹展开图。
制作轮胎模具所需要的资料
B、胎侧曲线图(轮廓图)
制作轮胎模具所需要的资料
C、胎侧字体图
制作轮胎模具所需要的资料
D、模具外部标记图(或者要求)
制作轮胎模具所需要的资料
E、气孔套图纸(或者要求)
制作轮胎模具所需要的资料
F、硫化机中心机构图。
制作轮胎模具所需要的资料
关于全套轮胎活络模具 加工设计所需的资料
制作轮胎模具所需要的资料
需要提供型腔图纸 A、花纹展开图。 B、胎侧曲线图(轮廓图)。 C、胎侧字体图。 D、模具外部标记图(或者要求)。 E、气孔套图纸(或者要求) 。 F、硫化机中心机构图。 G、法兰连接尺寸图,硫化机下热板连接尺寸。 H、硫化胶囊尺寸。 I、模具编号资料。 J、零件材质要求资料。 K、模具表面处理要求。
制作轮胎模具所需要的资料
J、零件材质要求资料 具材料的选择。一般情况下,全钢模具, 花纹块、中套采用35#;侧板,钢圈,夹具, 上盖,底座,均采用45#,提升块,导向条, 滑块,俊采用40Cr。半钢模具方面,除了 花纹块采用(德国进口)铝镁合金以外, 其他一致。
PDW-级进模设计官方资料

零件准备和分析
Stp文件
可以用一步式展开来分析部件的可塑性能 厚度
NX文件
最薄区域
冲压力
疲劳度
Progressive Die Wizard --- 特征识别和毛坯
直接
直面
展开
一步式
曲面
展开
Progressive Die Wizard ---特征识别和毛坯
毛胚
成型
成型
成型
穿孔
穿孔
预折弯
90度折弯
Z 折弯 + 过折弯
加载模架
模架
分割模板
设计孔镶件
孔的镶件设计
定模孔
识别方向倒角
Progressive Die Wizard ---结构设计
设计动定模
设计成型镶件
模具成型 冲压成型 V折弯 冲压成型
腔体
螺丝,销钉,弹簧等等
添加标准件
Progressive Die Wizard --- 细节
让位
让位槽设计
让位槽
开腔
模板开腔
毛胚布局 废料设计 工序排样 & 仿真 冲压力计算
…
• 任何 CAD系统 系统 [2D, 3D] • 任何行业
明细表 装配图
模架设计 镶件组设计 添加标准件
产生腔体
确认设计 部件图 电极设计 孔表
PDW NX 5.0 功能---主要模块
PDW NX 5.0 优势-完整的设计过程 优势-
有参部件 钣金设计 无参实体 级进模设计
演示I ---展开演示2 ---展开演示 展开演示2
演示I ---展开演示3 ---展开演示 展开演示3
演示II ---整个级进模设计和加工的流程 演示II ---整个级进模设计和加工的流程
钣金加工技巧
N ■ 避免使用G68和G69蚕食命令,以免造成进给间距过小模具寿命缩短
C
P
T 篇
■ 减少进给重叠量,或间隙冲裁,使冲头受力均匀
Δ较小时
Δ
减少刃口的重叠
①③②
折弯种类与特点
折 ●三点式自由折弯
弯 AC B
篇
★点面接触式折弯
ir=V/6
钣金加工技巧事例
◆剪切折弯
工件只与A、B、C三 点接触。上模与下模 不进行强加压
1 2 3 4
钣金加工技巧事例
1.从夹爪近侧按顺序加工。 此处务必确认是否点选。
2.只有点选了上述“1”的功能才能 进行下面的设定。
将{宽度}内设定的范围内的成形 按同一坐标避让。
3.只有点选了上述“1”的功能才能 进行下面的设定。
向下成形模具在换模时,材料会 从转塔内移出,然后成形模具转到 加工位置。(复数特殊模使用时很 有效)
最大加工孔径 448×10÷3.14÷3÷40=11.9Φ
厚板加工技巧-冲头耐压
钣金加工技巧事例
N ○标准模具的导向间隙
加工例:
★标准模具间隙大,
冲针易偏斜发生弯曲
C
4-M3
T
0.15mm
SECC3.2t
M3底孔: Φ3X0.85=Φ2.55mm
孔径 < 板厚
篇
○高导向性模具
◆导套端面(压入式衬套)
B工位(11/4”)气吹 SPCC SUS
Φ30.0 Φ30.0 Φ30.0 Φ30.0 Φ30.0 Φ28.0 Φ30.0 Φ25.0 Φ25.5 Φ17.0 Φ21.0 Φ14.0
N C T 篇
Φ11
厚板加工技巧-增大工位
钣金加工技巧事例
proe模具设计(11章)第十章 模具模架设计—EMX
10.1 EMX安装及设置 EMX安装及设置
由于EMX是Pro/E系统的一个外挂模块,在安装Pro/E主程序 时并不能同时安装,要完整地练习本例介绍的模具设计方法, 还需要安装EMX和EMX许可证。
10.1 EMX安装及设置 EMX安装及设置
EMX有两种工作模式: 组件(ASM)模式:在这种模式下,成型零件需要事 先设计好,然后通过装配的方法加载到EMX模块中。 制造(MFG)模式:这种模式中的大多数功能均与组 件模式下的相同,但参照模型与成型零件的制作都 在EMX中进行。
EMX安装及设置 EMX安装及设置
10.1.1 安装EMX 安装EMX
10.1 EMX安装及设置 EMX安装及设置
10.1.2 设置EMX 设置EMX
10.2 EMX设计模架 EMX设计模架
如图所示是食品盒盖的实体模型,它在内侧有卡钩,要成型 它必须采用内侧抽芯机构,塑件的总体尺寸大小适中,比较 适合于模具生产。 食品盒盖的技术参数及设计要求为:材料为ABS,中小批量 生产,未注公差等级为MT5级精度。由于食品盒盖是中小批 量生产,一模一件方式生产能适应需求,点浇口上端进料, 料流比较顺畅,流程较短,零件质量较好,且塑件脱模后不 需去除浇口。 模具的基准与分型面位置有关,根据侧型芯和凹凸模的位置, 可以确定分型面位于零件的底部,产生的飞边容易去除,不 影响塑件外观。 本例采用EMX的组件模式设计模具,首先在Pro/E模具模块中 设计参照零件,然后导入到EMX中进行模架设计。
10.2 EMX设计模架 EMX设计模架
第十章 模具模架设计—EMX 模具模架设计—
EMX模架设计的主要内容 EMX模架设计的主要内容
PTC用于Pro/E的新模架——EMX(Expert Moldbase Extension),是一个基于知识库的模架装配和细化工具, 它增强了现有Pro/E模具工具的功能。专门为模具设计人员 开发的这套工具,能简化模具设计过程,提高生产率。 Pro/E的模具设计模块与Pro/E基础模块一起,为塑料模、压 铸模和冲模设计人员提供了快速创建和修改完整模具零部件 的功能。前面章节介绍使用装配模块和MoldLib进行模架设 计的方法,本章将介绍使用EMX的模架设计方法。
冲压模设计手册(珍藏版)
开计算原理 板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到
压之间有一既不受拉力又不受压力的过渡层--中性层,中性层在弯曲过程中的
长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准,
中性层与板料厚度的中间层是不同的概念。中性层位置与变形程度有关,当
弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的
三:模具设计
1.模具设计流程 (1) 模具设计流程图
技术文件
未经允许不得翻印
2008 年 5 月第 1 版
-2-
文件:模具设计标准
客户产品图 样品
工艺分析要点
工艺评估
疑问 OK 产品加工图
反馈 提议/建议 技术讨论
产品图展开标准
L=A-T+C+B+K (3)当 C ≦3T 时<一 次 成 型 > :
L=A-T+C+B+K/2
Z 折 2. C≦3T 时<一次成型> :
L = A -T + C + B + D+ K
抽芽 抽芽孔尺寸计算原理为体积不变原理 ,即抽孔
前后材料体积不变;ABCD 四边形面积=GFEA 所 围成的面积.
a
l
T
B A
l
中性層 中性層
技术文件
未经允许不得翻印
2008 年 5 月第 1 版
-7-
文件:模具设计标准
(1)当 C ≧5 时, 一 般 分 两 次 成 型 , 按 两 个 90°折 弯 计 算. L=A-T+C+B+2K
(2)当 3T<C<5 时<一 次 成 型 > :
手机充电器外壳(上壳)模具设计
手机充电器外壳(上壳)模具设计
对于手机充电器外壳的上壳部分,设计模具时需要考虑以下几
个方面:
1. 外形设计:需根据实际产品的外观要求设计模具,保证模具
能生产出符合要求的产品。
2. 材料选择:需要考虑产品材质,选择合适的模具材料,例如
高速钢、硬质合金等。
3. 模具结构设计:模具结构设计要便于制造,便于操作和维护,同时保证模具能顺利进行注塑。
4. 产品质量:确保模具制造出的产品尺寸精度、表面质量、以
及其它参数符合产品需求。
5. 模具维修:设计模具时需要考虑模具的维修和保养问题,使
其使用寿命更长。
在设计模具的过程中,需要先进行整体的构思,明确产品的要
求和需求,根据这些需求设计出包括上壳在内的整体的模具结构,
制作出细节图纸并进行生产,最后进行调整和测试,确保产品质量
达到预期效果。
UG NX 10.0模具设计第9章
9.2.3 添加模架
本实例选用DME公司的2A型模架,设计步骤如图9-15所示。设置 模架参数为:AP_h=56,BP_h=36,CP_h=75。
1 2
3 4
9.2.4 斜顶设计
1.隐藏模架 显示产品倒扣位。
倒扣位
图9-19
2.定义斜顶放置的坐标系
按照斜顶坐标系的设置要求,通过坐标系的移动、旋 转命令来定义斜顶坐标系
1
2
3
4
图9-28
图9-29
3.添加顶杆
1
5
2
7
6 顶杆添加位置 3
4
4.顶杆后处理
单击“注塑模向导”选项卡“主要”分组中的“顶杆后处理”按钮,弹出 “顶杆后处理”对话框。在“类型”分组中选择“修剪”,在“刀具”分 组中选择“修边曲面”为“CORE_TRIM_SHEET”,即型芯的分型曲面, 然后选择“目标”分组中的“yibiaogai_ej_pin_102,6根顶杆即被选中,单 击“确定”按钮,系统自动将顶杆修剪到型芯片体,如图9-33所示。
分型线
8
8
3.创建曲面补片 修补完成后的模型如图9-10所示。
补片面
图9-10
4.创建分型面
首先创建过渡对象,然后采用有届平面方式创建分型面。
2 框选过渡对象 框 1
3
图9-12
型芯
3 拖动滑动条调整分型面大小
有界平面 1
2
修剪线方向 创建分型面
4
图9-13
5.创建型芯和型腔
3
1
型腔
型芯 2
图9-14
型芯
1.创建冷却水道1~3
3 选取此面
2
1 4
6 7