生产效率不良率良率的计算公式
良率报告格式
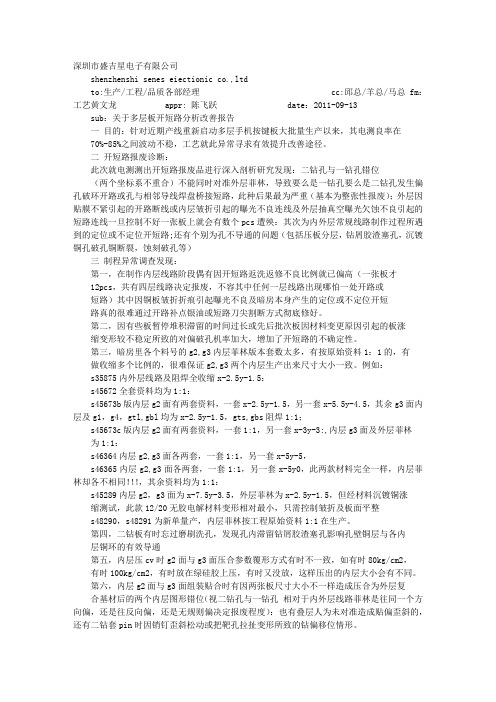
深圳市盛吉星电子有限公司shenzhenshi senes eiectionic co.,ltd to:生产/工程/品质各部经理 cc:邱总/羊总/马总 fm:工艺黄文龙 appr: 陈飞跃 date:2011-09-13 sub:关于多层板开短路分析改善报告一目的:针对近期产线重新启动多层手机按键板大批量生产以来,其电测良率在70%-85%之间波动不稳,工艺就此异常寻求有效提升改善途径。
二开短路报废诊断:此次就电测测出开短路报废品进行深入剖析研究发现:二钻孔与一钻孔错位(两个坐标系不重合)不能同时对准外层菲林,导致要么是一钻孔要么是二钻孔发生偏孔破环开路或孔与相邻导线焊盘桥接短路,此种后果最为严重(基本为整张性报废);外层因贴膜不紧引起的开路断线或内层皱折引起的曝光不良连线及外层抽真空曝光欠蚀不良引起的短路连线一旦控制不好一张板上就会有数个pcs遭殃:其次为内外层常规线路制作过程所遇到的定位或不定位开短路;还有个别为孔不导通的问题(包括压板分层,钻屑胶渣塞孔,沉镀铜孔破孔铜断裂,蚀刻破孔等)三制程异常调查发现:第一,在制作内层线路阶段偶有因开短路返洗返修不良比例就已偏高(一张板才12pcs,共有四层线路决定报废,不容其中任何一层线路出现哪怕一处开路或短路)其中因铜板皱折折痕引起曝光不良及暗房本身产生的定位或不定位开短路真的很难通过开路补点银油或短路刀尖割断方式彻底修好。
第二,因有些板暂停堆积滞留的时间过长或先后批次板因材料变更原因引起的板涨缩变形较不稳定所致的对偏破孔机率加大,增加了开短路的不确定性。
第三,暗房里各个料号的g2,g3内层菲林版本套数太多,有按原始资料1:1的,有做收缩多个比例的,很难保证g2,g3两个内层生产出来尺寸大小一致。
例如:s35875内外层线路及阻焊全收缩x-2.5y-1.5:s45672全套资料均为1:1:s45673b版内层g2面有两套资料,一套x-2.5y-1.5,另一套x-5.5y-4.5,其余g3面内层及g1,g4,gtl,gbl均为x-2.5y-1.5,gts,gbs阻焊1:1;s45673c版内层g2面有两套资料,一套1:1,另一套x-3y-3:,内层g3面及外层菲林为1:1:s46364内层g2,g3面各两套,一套1:1,另一套x-5y-5,s46365内层g2,g3面各两套,一套1:1,另一套x-5y0,此两款材料完全一样,内层菲林却各不相同!!!,其余资料均为1:1:s45289内层g2,g3面为x-7.5y-3.5,外层菲林为x-2.5y-1.5,但经材料沉镀铜涨缩测试,此款12/20无胶电解材料变形相对最小,只需控制皱折及板面平整s48290,s48291为新单量产,内层菲林按工程原始资料1:1在生产。
OPE知识降解学习
作业效率
1.开展教育训练 2.基础人力月绩效考核 3.现场改善
良率
1.来料管控流程改善 2.制造过程中良率提升
目标值 94%
作业效率 =2853.5/3120*100%=91.46%
95%
良率
=2794.3/2853.5*100%=97.9%
99.7%
人员综合效率 =93.4%*91.46%*97.9%=83.66%
89.03%
总结
1.OPE基础数据统计表
总结
2.OPE基本改善点
项目
改善点
1.生产排配优化 人力工时效率 2.减少异常损失工时
标准良品作业时间 统计周期内,各机种产出良品数量需要使用的标准人力工时的和
不良损失
生产不良品产生的时间损失
OPE指标计算方法
3.OPE指标计算公式:
OPE=人力工时效率*作业效率*良率
人力工时效率= 投入人力工时 计薪人力工时
=
B A
作业效率=
标准产出人力工时 投入人力工时
=
C B
良率=
标准良品产出人力工时 =
OPE指标作用及适用范围
3.OPE指标适用范围: 该指标主要用于考核以人员为主的制程. 如系统组装段/测试段/包装段制程;SMT后段手插件制
程;成型后加工制程等.
BU
Ensky
厂别
MBU
MC3
厂部 后加工 后段手插件
L10 组装段 测试段 包装段
OPE指标计算方法
1.OPE指针时间结构图:
2.OPE指针时间结构中相关定义:
主要名词
定义
计薪人力工时 异常损失
整个人力工时中需要支付薪水的基础人力的工时 无排配,线体(设备)故障,待料等原因导致停线而产生的时间损失
制程能力CPK PPK

制程能力分析制程能力研究在于确认这些特性符合规格的程度,以保证制程成品不符规格的不良率在要求的水平之上,作为制程持续改善的依据。
制程能力研究的时机分短期制程能力研究及长期制程能力研究,短期着重在新产品及新制程的试作、初期生产、工程变更或制程设备改变等阶段;长期以量产期间为主。
制程能力指标 C p 或 Cp k 之值在一产品或制程特性分配为常态且在管制状态下时,可经由常态分配之机率计算,换算为该产品或制程特性的良率或不良率,同时亦可以几 Si gma来对照。
计数值统计数据的数量表示缺点及不良(Def ects VS. De fect ives)缺点代表一单位产品不符要求的点数,一单位产品不良可能有一个缺点或多个缺点,此为计点的质量指针。
例如描述一匹布或一铸件的质量,可用每公尺棉布有几个疵点,一铸件表面有几个气孔或砂眼来表达,无尘室中每立方公尺含微粒之个数,一片PC B有几个零件及几个焊点有缺点,一片按键有几个杂质、包风、印刷等缺点,这些都是以计点方式表示一单位产品的特性值。
不良代表一单位产品有不符要求的缺点,可能有一个或一个以上,此将产品分类为好与坏、良与不良及合格与不合格等所谓的通过-不通过(Go-No Go)的衡量方式称为计件的质量指针。
例如单位产品必须以二分法来判定质量,不良的单位产品必须报废或重修,这是以计件方式来表示一单位产品的特值。
每单位缺点数及每百万机会缺点数(DPU VS. DPMO)一单位产品或制程的复杂程度与其发生缺点的机会有直接的关系,越复杂容易出现缺点;反之越简单越不容易出现缺点。
因此,以每单位缺点数(DP U)来比较复杂程度不同的产品或制程质量是不公平的,在管理上必须增加一个衡量产品或制程复杂程度的指标,Six Sig ma 以发生缺点的机会(Opp ort uni tie s)来衡量。
DPU 是代表每件产品或制程平均有几个缺点,而D PMO 是每检查一百万个机会点平均有几个缺点。
质量目标及公式计算0

合格数/供货数×100%
每月/次
30
生产制造部
生产计划差错次数
≦1
生产计划与顾客要求不一致数
每月/次
31
设备管理部
故障停机时间
≦15H
因故障导致停机时间
每月/次
32
设备管理部
按计划保养及时率
100%
及时保养项目数/计划保养项目数×100%
每月/次
33
设备管理部
定期校验完成率
100%
送校量具数/应校量具×100%
每月/次
25
行政管理部
培训计划完成率
100%
计划培训数/总培训数×100%
每月/次
26
行政管理部
多技能岗位员工比率
≧30%
多技能员工数/员工总数×100%
每年/次
27
行政管理部
员工满意度指数
≧80%
调查得分/总分×100%
每年/次
28
生产制造部
所有与安全有关的事故数
≦1
每月/次
29
采购物流部
采购产品合格率
上海牙山弹簧制造有限公司
质量目标及公式计算
序号
部门
项目
目标
统计方式
频率
1
最高管理层
经营计划指标达成率
≧95%
达成指标数/统计指标数据×100%
每年/次
2
最高管理层
营业额达成率
≧95%
实际营业额/计划营业额×100%
每月/次
3
市场营销部
客户满意度
≧85分
顾客满意度评测分值和趋势
每季度/次
4
管理者代表
直通率
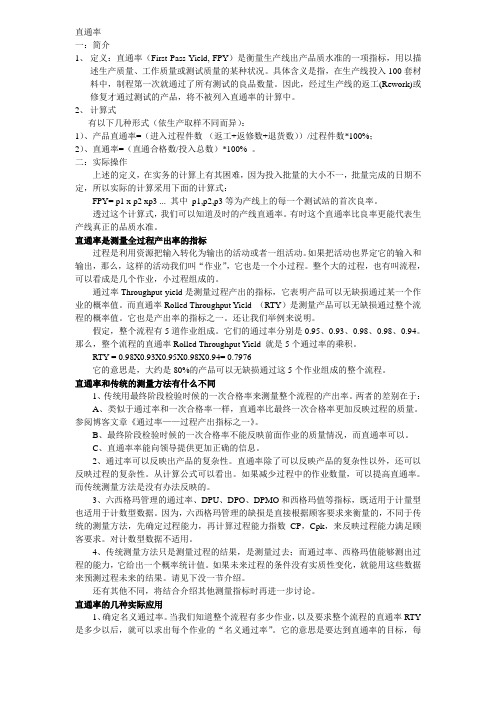
直通率一:简介1、定义:直通率(First Pass Yield, FPY)是衡量生产线出产品质水准的一项指标,用以描述生产质量、工作质量或测试质量的某种状况。
具体含义是指,在生产线投入100套材料中,制程第一次就通过了所有测试的良品数量。
因此,经过生产线的返工(Rework)或修复才通过测试的产品,将不被列入直通率的计算中。
2、计算式有以下几种形式(依生产取样不同而异):1)、产品直通率=(进入过程件数-(返工+返修数+退货数))/过程件数*100%;2)、直通率=(直通合格数/投入总数)*100% 。
二:实际操作上述的定义,在实务的计算上有其困难,因为投入批量的大小不一,批量完成的日期不定,所以实际的计算采用下面的计算式:FPY= p1 x p2 xp3 ... 其中p1,p2,p3等为产线上的每一个测试站的首次良率。
透过这个计算式,我们可以知道及时的产线直通率。
有时这个直通率比良率更能代表生产线真正的品质水准。
直通率是测量全过程产出率的指标过程是利用资源把输入转化为输出的活动或者一组活动。
如果把活动也界定它的输入和输出,那么,这样的活动我们叫“作业”,它也是一个小过程。
整个大的过程,也有叫流程,可以看成是几个作业,小过程组成的。
通过率Throughput yield是测量过程产出的指标,它表明产品可以无缺损通过某一个作业的概率值。
而直通率Rolled Throughput Yield (RTY)是测量产品可以无缺损通过整个流程的概率值。
它也是产出率的指标之一。
还让我们举例来说明。
假定,整个流程有5道作业组成。
它们的通过率分别是0.95、0.93、0.98、0.98、0.94。
那么,整个流程的直通率Rolled Throughput Yield 就是5个通过率的乘积。
RTY = 0.98X0.93X0.95X0.98X0.94= 0.7976它的意思是,大约是80%的产品可以无缺损通过这5个作业组成的整个流程。
工厂设备人员稼动率计算方式说明
工廠設備/人員綜合效率計算方式說明FIH IE Division02/27/2008Content ¾設備綜合效率定義OEE¾人員綜合效率定義OEE設備時間稼動率統計範圍: FIH所有生產廠部統計內容: 各廠部上周設備時間稼動率以及未來8周統計預估時間稼動率;統計之時間稼動率需區分開量試&量產各自稼動比例.統計頻率: 每周統計更新一次.備註:1. 設備數: 所有主體生產設備, 包含量產,量試,閑置,待移轉以及借用的設備.設備數= ( 周初設備數+周末設備數) / 22. 製程單一的廠部僅統計製程內主體設備的時間稼動率,例如成型製程則只需統計成型機的稼動率.3. 以線體方式進行生產的廠部僅統計整個線體的設備時間稼動率,例如SMT和烤漆製程.4. 製程多且長的廠部僅統計瓶頸工站設備設備稼動率,例如表面處理以及特殊加工製程.預估設備性能稼動率和產品良率•預估設備性能稼動率和產品良率數據一般與現狀水平保持一致.•若針對上述指標有做針對性的改善, 則預估值填寫上述指標的改善目標值.人員時間稼動率統計範圍: FIH所有組裝製程廠部統計內容: 各廠部上周人員時間稼動率以及未來8周統計預估時間稼動率;統計之時間稼動率需區分開量試&量產各自稼動比例.統計頻率: 每周統計更新一次.備註:DL人數: 廠部所有DL人數, 包含在冊和借入人數,不包含借出人數.DL人數= ( 周初DL人數+周末DL數) / 2預估人員綜合效率•預估人員綜合效率各項指標數據一般與現狀水平保持一致.•若針對上述指標有做針對性的改善, 則預估值填寫上述指標的改善目標值.Thanks。
SS品质衡量指标(1)
Six Sigma品质衡量指标1. 前言产品品质特性的记录一般分成计数值或计量值,计数值又以计件或计点为记录,计量值以实际量测之特性值为记录。
自从工业界导入MIL-STD-105D表为抽样检验的标准后,品质指标一直延用MIL-STD-105D表之AQL,目前使用版本为MIL-STD-105E,多年来一直通行于工业界。
AQL在10以下时,可表计件的不良率或计点的缺点数,AQL在10以上时,则表计点的缺点数或每百件缺点。
计量值则以制程能力指数Cp、k(Ca)、Cpk为代表。
这些品质指标的大小,理论上是可以解释其品质意义,譬如AQL=0.3%(以计件不良率表示)其意义为当检验批的品质水准不良率p达到0.3%时,该批以MIL-STD-105E表验收时,被允收的机率很高约95%以上,但检验批的实际不良率p太大时;如1%、2%,则检验批被允收的机率很小。
因此,AQL常被用来当成制程的品质指标,以保证交货(交易)时的允收率。
制程能力指数也被拿来衡量产品试作及量产时品质稽核的指标。
有些客户要求供应商在试作阶段及量产阶段提报产品或制程的管制特性,其Cp或Cpk值在多少以上,才能保证不良率p 在多少以下。
本例为不同的计算基础,对品质指标的衡量是有所不同的。
产品别检点数/件生产件数不良件数合计缺点数不良率dpu dppmA 100点/件100件5台10点5% 0.1dpu 1000B 10点/件1000件10台20点1% 2dpu 2000C 5点/件2000件15台30点0.75% 0.015dpu 1500 假如以件为计算基础p= (5+10+15)/(100+1,000+2,000)=30/3,100=0.0097=0.97%=9700ppm (即表示每100万件平均有9700台是不良)C=(10+20+30)/(100+1,000+2,000)=60/3,100=0.019 dpu(即表示每件平均有0.019个缺点)l 假如以检点为计算基础u=(10+20+30)/( 100×100+10×1,000+5×2,000)=60/30,000=2,000 dppm(即表示每100万个检点平均有2000个缺点)以上的解释以100万件为单位及100万个检点为单位,当然要两个ppm 的品质指标互相比较就有所出入。
如何推行PPM
如何推行PPM一、品质观念的发展史1.操作员的品质管制(18世纪前)产品制造和品质管制均由操作者负责2.领班的品质管制(19-20世纪初)操作员只负责制造品质管制由领班负责3.检验员的品质管制(20世纪初)制造单位只负责生产,检验员负责品管,品质管制只以事后检验方式进行4.统计品质管制(40-60年代)简单的事后检验不能满足要求,开始将统计知识运用分析品质信息5.全面品质管制(60年代后)品质管理不仅仅是品管,制造单位的事,而是从研发,设计,业务,采购,仓库至售后服务单位均要参与6.全面品质保证(TQA)品质是习惯出来的二、PPM的定义PPM即百万分之一,是表示不良率的一种单位,它也可用来表示溶液的浓度.三、PPM计算公式PPM=总体中不良的个数(D)总体的个数(N) *106或PPM=所抽到的不良个数(DS )/所抽检的总数(NS) *106四、PPM与AQL的区别1.PPM能够给客户信心保障,发现不良时能够知道不良的概率有多少,例如:我们承诺客户1000PPM,某次交货2K,如客户上线发现1PCS不良时,客户就有信心知道不良至多还有1PCS,可以比较放心做下去.2.PPM是一种品质保证,而AQL是一种品管管制.3.PPM最主要的精神,它能很客观清楚地反映我们的品质状况,能够很清楚知道我们的制程状况,可以从制程入手以最经济的方法解决问题,以降低PPM,若PPM值很低,我们可以减少抽检数量及人员五、我们公司如何推行PPM1.熟悉制程,了解各项不良产生的根源2.目前我们尚不能从生产全检结果去做PPM,应通过IPQC,QA抽检的结果去做PPM3.通过PPM的变化,去了解良率的变化4.PPM的制作,应以不良数及产生部門数来分类5.通过PPM的推移图,我们可以很明确地知道各部門的变化6.然后采取相应措施进行改善。
CPK、Sigma和PPM的换算关系
过程能力指数(Cp和Cpk)表示的是过程在稳定(即没有特殊原因干扰产出品的特性或者说是在可控(under control)的)状态下能使其产出品达到可接受标准的程度的指标。
按照常识,Cpk越高越好,产品的不良率也越低。
SQE在PPAP审核时,要求供应商提交的过程能力报告,关键特性的Cpk大于1.33,此时供应商内部的百万分之不良率PPM为63。
拓展到Cpk=1.0,Cpk=1.67的PPM如下:在不考虑偏移的情况下:Cpk=1.33 对应4σ 水平其PPM=63.3;Cpk=1.67 对应5σ 水平其PPM=0.570;Cpk=2.0 对应6σ 水平其PPM=0.0020;那么,这个值是怎么来的,其他Cpk对应的PPM数值是多少?过程能力指数Cp或Cpk在产品或制程特性分布为正态且在稳定状态下时,通过正态分布的概率计算,可以换算为该产品或制程特性的良率或不良率,同时也可以几个Sigma来对照。
CPK是过程能力,西格玛水平是管理水平,PPM是管理结果。
下文将以产品或制程特性中心没偏移目标值和中心偏移目标值1.5σ说明。
我们从正态分布讲起。
若随机变量X服从一个数学期望为μ、方差为σ2的正态分布,记为N(μ,σ2)。
其概率密度函数为正态分布的期望值μ决定了其位置,其标准差σ决定了分布的幅度。
当μ = 0,σ = 1时的正态分布是标准正态分布。
若随机变量X,服从一个位置参数为μ、尺度参数为σ的概率分布,其概率密度函数为:当μ=0,σ=1时,正态分布就成为标准正态分布。
我们对其积分,也就是求面积,所得值为1。
(每个质量人追求的100.00%合格)接下来,我们谈一下什么是西格玛水平。
西格玛水平Sigma Level:过程能力的一种衡量指标,将过程分布的平均值、标准偏差与质量特性的目标值、规格线结合起来。
西格玛水平越高,过程满足质量要求的能力就越强,反之,西格玛水平越低,过程满足质量要求的能力就越低。
我们可以简单的理解为规格线与目标值间的距离最少能容纳k个标准偏差σ,当k = 3时,我们称之为3西格玛水平,上下规格极限之差为6σ。
基础计算方法
= 10/9
作業能率 11%UP
[人员低减、台数上升!]
<例> 100台/D→120台/D 10人→9人(1名減)
ST1 x 120 9 x T1
ST1 x 100 10 x T1
=
120x10
=1.33
100x 9
作業能率 33%UP
2020/5/23
Liteon IT 计算公式
1.有关生产效率的计算公式: 生产力(Productivity) = 实际产出数量*标准工时/总投入工时
節拍時間
平衡損失
2020/5/23
1
23
平衡損失 標准時間 實際時間
Step~3 (c) Operation Loss
操作損耗=全部時間 - 拉平衡損耗
節拍時間 操作損耗
2020/5/23
1
23
標准時間 實際時間
2. 標准時間
Station P-1 P-2 P-3 P-4 P-5 P-6 P-7 P-8 P-9 P-10
2020/5/23
关于Cell line 生产方式的思考
CELL化生産是精益生産的一個方面,它通過減少生産過程中的浪費而迅速提高 公司競爭力. 通過有效安排人力和設備, 以流程化的模組及CELL化生産建立順暢的生産流程,縮短向客戶交貨的時間。 它同時也可做到低庫存多類型以滿足客戶需求。 从上面的定义我们可以看到Cell line的关键是流程化的模组、Cell化生产和顺畅的 生产流程这三个描述。
1.线体平衡率
线体平衡率=1-线体平衡损失; 先测试所有站别的ST,最长的那个就是CT了; 找出ST与CT差别最大的三个站别,和与CT最接近的三个站别进行改善。 改善的一般方法:把ST大的站别的作业分配到ST较小的站别上。 重复上面这个步骤,直到平衡率到80%以上。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
生产效率是一个企业生产经营中非常重要的指标,直接影响着企业的
盈利能力和竞争力。
而生产效率的核心指标之一,就是不良率和良率。
不良率和良率的计算公式是衡量生产效率的重要工具,正确的计算方
法可以帮助企业准确评估生产质量,及时发现问题,采取有效措施提
高生产效率。
一、不良率和良率的定义
1. 不良率:不良品数量与总产品数量的比值,通常以百分比的形式呈现。
不良率越低,说明生产中的不合格品越少,生产质量越高。
2. 良率:合格产品数量与总产品数量的比值,通常以百分比的形式呈现。
良率越高,说明生产中的合格产品越多,生产质量越高。
二、不良率和良率的计算公式
计算不良率和良率的公式如下:
不良率 = (不良品数量 / 总产品数量)×100
良率 = (合格产品数量 / 总产品数量)×100
在计算时,需要准确统计不良品和合格产品的数量,并将其代入公式
中进行计算。
三、不良率和良率的意义
1. 反映生产质量:不良率和良率是衡量生产质量的重要指标,通过这
两个指标可以了解产品生产过程中的质量状况,及时发现质量问题,采取有效措施。
2. 影响经济效益:不良率和良率直接关系到生产成本和产品质量,不良率高会增加生产成本,降低产品质量,影响企业的市场竞争力。
3. 评估生产效率:不良率和良率也是评价生产效率的重要指标,高不良率和低良率会降低企业的生产效率,影响企业的经营业绩和发展。
四、如何降低不良率,提高良率
降低不良率,提高良率是企业持续改进生产质量和提高生产效率的关键,具体措施包括:
1. 完善质量管理体系,强化质量控制
2. 设立专门的质量管理部门,建立责任体系
3. 加强员工培训,提高员工技能水平
4. 引进先进的生产技术和设备
5. 加强原材料检测和供应商管理
6. 建立科学的生产计划和排程
通过采取这些措施,企业可以有效降低不良率,提高良率,从而提高生产效率,提升产品质量,增强市场竞争力。
不良率和良率是企业生产效率和产品质量的重要指标,正确计算和合理控制不良率和良率,对于企业提升竞争力,实现可持续发展具有重要意义。
希望企业能够重视这两个指标,不断改进生产管理,提高生
产效率,实现经济效益和社会效益的双丰收。
五、不良率和良率的影响因素
不良率和良率受多种因素影响,了解影响因素可以有针对性地进行质量管理和生产改进,从而提高生产效率和产品质量。
主要的影响因素包括:
1. 生产工艺:生产工艺的合理性和稳定性直接影响产品的质量。
不良率和良率会受到生产工艺的影响,如果生产工艺不稳定或存在缺陷,会导致产品质量波动,进而影响不良率和良率的计算结果。
2. 原材料质量:原材料是产品的基础,直接关系到产品的质量。
如果原材料质量不稳定或不符合要求,会直接导致生产过程中的不良品数量增加,从而影响不良率和良率。
3. 人为因素:员工的操作技能、工作态度以及员工的培训水平都会对产品质量产生影响。
不良率和良率的高低也与人为因素有密切关系。
4. 设备状况:生产设备的性能和稳定性对产品质量起着至关重要的作用。
一旦设备操作不当或者设备出现故障,会直接导致产品质量不稳定,进而影响不良率和良率的计算结果。
六、不良率和良率的质量管理意义
不良率和良率是企业质量管理的核心指标之一,其质量管理意义主要体现在以下几个方面:
1. 质量控制:通过对不良率和良率的分析,可以及时发现产品质量问题,及时采取纠正措施,确保产品质量稳定性和一致性。
2. 质量改进:持续降低不良率、提高良率是一个持续改进的过程。
通
过分析不良率和良率的变化趋势,可以帮助企业找出质量管理方面的
短板,有针对性地改进管理,提高产品质量。
3. 市场竞争力:优质的产品质量是企业生存和发展的基础。
通过降低
不良率和提高良率,提高产品质量,可以增强企业在市场竞争中的地位,获取更多的市场份额,提升品牌形象。
4. 生产成本:不良品需要重新加工或者报废,会增加企业的生产成本。
通过减少不良率,可以有效降低生产成本,提高企业的经济效益。
不良率和良率的质量管理意义是非常重要的,企业需要重视质量管理
工作,不断改进和优化质量管理体系,不断提高产品质量。
七、如何计算不良率和良率
计算不良率和良率的关键在于准确统计不良品和合格产品的数量。
下
面以具体案例来说明如何计算不良率和良率。
假设某企业在一次生产中,生产了5000个产品,其中有200个产品是不合格品。
根据上面介绍的公式,可以计算得出不良率和良率具体数值。
不良率 = (不合格品数量 / 总产品数量)×100 = (200 / 5000)
×100 = 4
良率 = (合格产品数量 / 总产品数量)×100 = (4800 / 5000)
×100 = 96
通过以上计算,可以得出该企业本次生产的不良率为4,良率为96。
进而对产品质量进行评估和改进提出有效的建议。
八、结语
不良率和良率是企业生产质量和效率的重要指标,对于企业的发展具
有重要意义。
准确的计算不良率和良率,以及有针对性的采取改进措施,可以帮助企业提高生产效率,降低生产成本,增强市场竞争力。
企业在日常生产管理中应该高度重视不良率和良率的监控和改进工作,做好质量管理工作,为企业的可持续发展和壮大打下坚实基础。