影响搅拌摩擦焊金属塑性流动的因素
铝合金搅拌摩擦焊焊接缺陷分析
●焊接技术●铝合金搅拌摩擦焊焊接缺陷分析张忠科,孙丙岩,王希靖,王丽(兰州理工大学甘肃省有色金属新材料省部共建国家重点实验室,甘肃兰州730050)摘要:采用搅拌摩擦焊方法对6mm厚的2A12及3A21铝合金进行焊接。
对其焊接速度、旋转速度及压入量等工艺参数选择不当所产生的接头缺陷进行了分析;焊接缺陷的产生与焊接热输入及焊缝塑性金属的软化相关。
当热输入不足或者塑性金属的软化程度较差时都会导致焊接缺陷的形成。
关键词:搅拌摩擦焊;缺陷;2A12铝合金;3A21铝合金中图分类号:TG453文献标识码:A文章编号:1001-3814(2006)19-0013-02AnalysisonWeldDefectofFrictionStirWeldingofAluminumalloyPlateZHANGZhong-ke,SUNBing-yan,WANGXi-jing,WANGli(StateKeyLab.ofGansuAdvancedNon-ferrousMetalMaterials,LanzhouUniv.ofTechn.,Lanzhou730050,China)Abstract:2A12Aland3A21Alalloyin6mmthicknesswasfrictionstirweldedusingtheprocessofweld.Thereasonsforformingdefects,weldingspeed,rotatingspeedandpressureoftheshoulder,wereanalyzed.Theresultsshowthatthedefectformationsisrelatedtotheheatinputanddeficiencymaterialflowintheweldingprocess.Insufficientheatinputordeficiencymaterialsofteningwillresultinthejointdefectintheprocess.Keywords:frictionstirwelding(FSW);defect;2A12Alalloy;3A21Alalloy随着搅拌摩擦焊(FSW)技术的推广,需要对其焊接工艺参数进行调整,以提高接头性能和焊接生产率;但工艺参数的调整会引起一些焊接问题,参数不当时会在接头中出现一些焊接缺陷。
题目:浅谈搅拌摩擦焊技术应用及质量提升
题目:浅谈搅拌摩擦焊技术应用及质量提升发布时间:2021-05-07T10:11:06.583Z 来源:《基层建设》2021年第1期作者:张行王立国[导读] 摘要:本文在详细介绍搅拌摩擦焊工作原理和搅拌摩擦焊优缺点、性能以及工业应用具体事项作了详细的阐述。
中车长春轨道客车股份有限公司铝车体车间吉林长春 130062摘要:本文在详细介绍搅拌摩擦焊工作原理和搅拌摩擦焊优缺点、性能以及工业应用具体事项作了详细的阐述。
并且对搅拌摩擦焊应用发展历程、质量提升进行介绍,分几个方面进行了阐述。
关键词:搅拌摩针;轴间;搅拌摩擦焊引言:国内焊接技术在不断的更新换代中,现阶段最热门的焊接技术就是“搅拌摩擦焊”。
本文在详细介绍搅拌摩擦焊工作原理和搅拌摩擦焊特点、性能以及工业应用,具体事项作了详细的阐述,还针对搅拌摩擦焊未来发展方向进行简单总结和论述。
目录一、搅拌摩擦焊简介1、搅拌摩擦焊原理2、搅拌摩擦焊材料及性能3、搅拌摩擦焊技术优势及劣势4、搅拌摩擦焊研究现状及进展和应用5、搅拌摩擦焊设备二、工艺装备设计三、质量提升四、结束语1、概论:2、本论文的目的和意义:一、搅拌摩擦焊简介1、搅拌摩擦焊原理:搅拌摩擦焊的搅拌头是该技术的核心部分,由搅拌针和轴肩两部分组成。
焊接过程中,搅拌头高速旋转,搅拌针深入到工件内部,轴肩紧压在工件表面(保持一定的压入量)。
高速旋转的搅拌头与工件之间摩擦,产生大量的摩擦热。
由于摩擦热的作用以及搅拌头的粉碎、挤压作用,搅拌头周围金属在焊接过程中将发生严重的热塑性变形,从而释放大量的塑性变形能。
在摩擦热及塑性变形能的综合作用下,接头金属实现塑性流动并扩散连接,并且沿着待焊界面向前移动,对于对接焊缝,搅拌指棒的插入深度一般要略小于被焊材料的厚度。
2、搅拌摩擦焊材料及性能:搅拌摩擦焊的焊接温度低于母材熔点,焊接过程中始终没有材料溶化,所以搅拌摩擦焊称之为是一种固态连接方式。
基于焊接过程中始终没有材料溶化的特点,搅拌摩擦焊几乎可以焊接所有系列的铝合金材料及复合材料。
轻量化-搅拌摩擦焊技术

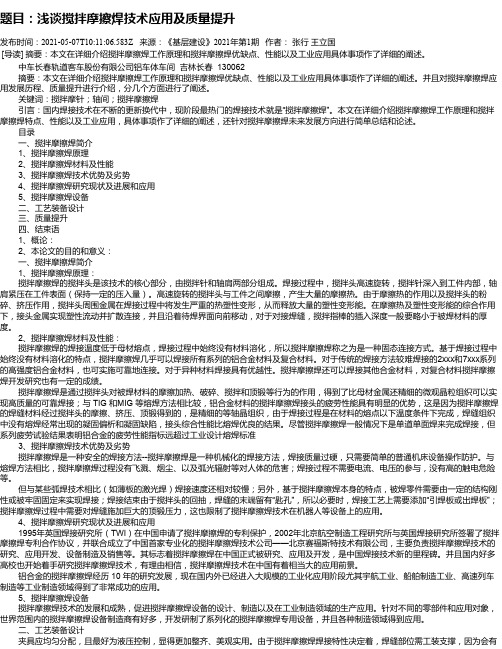
四、搅拌摩擦焊在汽车上的应用
在汽车上的应用:汽车空调、轮毂、车门、电动汽车电池托盘、电机壳体等
14/15
本田2013款雅阁
电动汽车电池托盘
沃尔沃XC90 轮毂
BMW 5 门窗直立边柱 Mazda RX-8 后门
四、搅拌摩擦焊在汽车上的应用
15/15
供应商:北京赛福斯特 该公司2002年成立, 与TWI(英国焊接研究 所)合作开展全方面的 搅拌摩擦焊研究
二、搅拌摩擦焊的基本原理
FSW焊接工具
6/15
搅拌摩擦点焊(Friction Stir Spot Welding,FSSW)
搅拌摩擦点焊(Friction Stir Spot Welding,FSSW)技术是一种新兴的固相焊接技 术,它是由搅拌摩擦焊技术发展起来的。 它的连接机理是点焊工具周围高温摩擦热和材料塑性流动相互作用的结果。 冶金连接产生在点焊工具周围形成的一种圆环状搅拌区域与材料发生重结晶的区域中, 这一区域在点焊工具旋转、挤压、粉碎等机械力作用下,形成致密组织结构,赋予搅拌摩 擦点焊接头优异的力学性能。 一般分为以下几类: 基本型搅拌摩擦点焊技术(Basic FSSW) 填充式搅拌摩擦点焊技术(Refill FSSW) 摆动式搅拌摩擦点焊技术(Swing FSSW)
1/1
搅拌摩擦焊技术(FSW)
2019.07.06
2/15
3/15
一、搅拌摩擦焊技术背景
铝及铝合金的焊接中,存在许多问题: 膨胀系数大而在焊接时产生较大的变形。为了防止变形,在施工现场,必须采用胎卡具固定,和 由培训过的熟练工人操作。 铝及铝合金容易氧化,表面存在一层致密、坚固难熔的氧化膜,所以焊前要求对其表面进行去膜 处理,因此焊接时,要用氩等惰性气体进行保护。 铝及铝合金焊接时易产生气孔、热裂纹等缺陷。 对于热处理型铝合金来说,必须避免在焊接时热影响区产生软化,强度降低的问题。
搅拌摩擦焊材料塑性流动可视化研究现状

w e l d j o i n t s c a n b e o b s e r v e d b y mi c r o s t r u c t u r e o b s e r v a t i o n o f d i s s i mi l a r ma t e r i a l s w e l d i n g, wh i l e o t h e r d e t a i 1 o f me t a l l f o w c a n n o t
鲜明, 易 于观察 , 但其 是非 晶体 材料 , 故 只能在一定程度上 模拟搅拌摩擦焊 的塑性流动状况 ; 标识材料示踪 法是搅 拌摩擦 焊材料 塑性 流动可视化 工作 的主要手段 , 其选用 原则 、 焊接过程 及焊后采 用的可视化 手段仍需进一 步深入探讨 ; 数值模
拟是一 种高效 、 低成本 的研究方 法 , 其具备再现焊接 过程的能力 , 模拟过程 的边界 值 、 搅拌 头的描述等方面需要进一 步深 入探讨 。
2 . N a t i o n a l E n g i n e e i r n g R e s e a r c h C e n t e r f o r Ma g n e s i u m A l l o y Ma t e i r a l s 。 C h o n g q i n g 4 0 0 0 4 4 , C h i n a )
关键词 搅拌摩擦焊 ; 塑性流动 ; 可视化 ; 现状
中图分 类号 T G 4 5 3 文献标志码 A 文章编号 1 0 0 4 — 2 4 4 X( 2 0 1 4 ) 0 2 一 O 1 1 1 - 0 5
Re s e a r c h p r o g r e s s o f p l a s i t c l f o w v i s u a l i z a i t o n t e c h n i q u e o f f r i c i t o n s i t r we l d i n g
汽车用铝及铝合金搅拌摩擦焊技术条件
汽车用铝及铝合金搅拌摩擦焊技术条件1 范围本标准规定了汽车用铝及铝合金搅拌摩擦焊接的一般要求、焊前准备、焊接工艺、焊后检验和试验以及安全要求等。
本标准适用于汽车常用牌号和状态的铝及铝合金的搅拌摩擦焊接。
其他系列铝合金搅拌摩擦焊接也可参照本标准。
2 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅所注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 1173 铸造铝合金GB/T 2651 焊接接头拉伸试验方法GB/T 2653 焊接接头弯曲试验方法GB/T 2654 焊接接头硬度试验方法GB/T 3190 变形铝及铝合金化学成分GB/T 3246.2 变形铝及铝合金制品组织检验方法第2部分:低倍组织检验方法GB/T 3323 金属熔化焊焊接接头射线照相GB/T 3375 焊接术语GB/T 3880 一般工业用铝及铝合金板、带材GB/T 6892 一般工业用铝及铝合金挤压型材GB/T 11345 焊缝无损检测超声检测技术、检测等级和评定GB/T 18851.1 无损检测渗透检测第1部分:总则GB/T 27551 金属材料焊缝破坏性试验断裂试验3 术语和定义GB/T 27552 金属材料焊缝破坏性试验焊接接头显微硬度试验GB/T 32259 焊缝无损检测熔焊接头目视检测GB/T 34630 搅拌摩擦焊铝及铝合金3 术语和定义GB/T 34630 搅拌摩擦焊铝及铝合金界定的术语和定义适用于本标准。
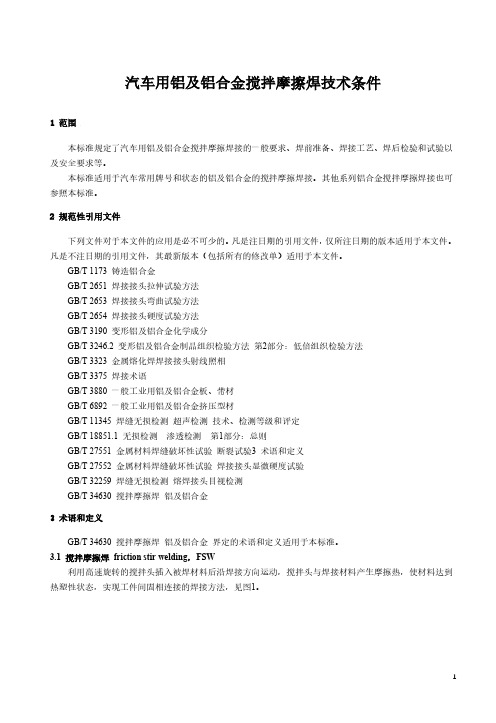
3.1 搅拌摩擦焊friction stir welding,FSW利用高速旋转的搅拌头插入被焊材料后沿焊接方向运动,搅拌头与焊接材料产生摩擦热,使材料达到热塑性状态,实现工件间固相连接的焊接方法,见图1。
说明:1——母材;2——搅拌头;3——轴肩;4——搅拌针;5——焊缝表面;6——后退侧;7——前进侧;8——匙孔。
a——搅拌头旋转方向(顺时针/逆时针方向);b——搅拌头下压;c——轴向压力;d——焊接方向;e——搅拌头上提。
《TiB2颗粒增强铝基复合材料搅拌摩擦焊接及焊缝金属迁移行为研究》
《TiB2颗粒增强铝基复合材料搅拌摩擦焊接及焊缝金属迁移行为研究》一、引言随着现代工业的快速发展,对材料性能的要求日益提高,尤其是对于具有高强度、轻质、耐腐蚀等特性的材料需求尤为迫切。
TiB2颗粒增强铝基复合材料因其优异的物理和机械性能,在航空航天、汽车制造、电子封装等领域得到了广泛应用。
然而,该类材料的连接技术仍面临诸多挑战。
其中,搅拌摩擦焊接作为一种固相连接技术,因其独特的焊接原理和优良的焊接质量,成为了该类材料连接的重要手段。
本研究将探讨TiB2颗粒增强铝基复合材料的搅拌摩擦焊接技术及焊缝金属迁移行为。
二、TiB2颗粒增强铝基复合材料的特点TiB2颗粒增强铝基复合材料具有高硬度、高模量、良好的导电导热性能等优点。
其中,TiB2颗粒的加入有效提高了铝基体的力学性能和耐磨性能。
然而,由于其不均匀的分布和较高的硬度,使得该类材料的加工和连接成为一项挑战。
三、搅拌摩擦焊接技术及其应用搅拌摩擦焊接技术是一种固相连接技术,通过摩擦热和塑性变形实现材料的连接。
该技术具有焊接质量高、热影响区小、无需填充材料等优点。
在TiB2颗粒增强铝基复合材料的连接中,搅拌摩擦焊接技术得到了广泛应用。
四、TiB2颗粒增强铝基复合材料的搅拌摩擦焊接过程在搅拌摩擦焊接过程中,焊具的旋转和移动产生摩擦热,使焊缝金属达到塑性状态。
此时,TiB2颗粒在焊缝中起到强化作用,提高了焊缝的力学性能。
同时,通过控制焊接参数(如焊接速度、旋转速度等),可以实现对焊缝质量的精确控制。
五、焊缝金属迁移行为研究在搅拌摩擦焊接过程中,焊缝金属的迁移行为是影响焊缝质量的重要因素。
通过研究焊缝金属的流动、变形及分布情况,可以深入了解焊缝的力学性能和连接质量。
研究表明,TiB2颗粒的加入使得焊缝金属的迁移行为发生了明显变化。
一方面,TiB2颗粒阻碍了金属的流动和变形;另一方面,其高硬度和良好的导热性能有助于提高焊缝的力学性能和耐磨性能。
六、结论本研究通过实验和理论分析,深入探讨了TiB2颗粒增强铝基复合材料的搅拌摩擦焊接技术及焊缝金属迁移行为。
搅拌摩擦焊搅拌针与轴肩的特点
搅拌摩擦焊搅拌针与轴肩的特点发表时间:2019-07-17T15:56:09.900Z 来源:《基层建设》2019年第12期作者:胡秋富[导读] 摘要:搅拌摩擦焊技术是90年代发展起来的、自发明到工业应用时间跨度最短和发展最快的一项新型固相连接新技术,公认为是最有前途和最适合航空材料以及结构件制造的工艺方法之一。
中车长春轨道客车股份有限公司吉林长春 130062摘要:搅拌摩擦焊技术是90年代发展起来的、自发明到工业应用时间跨度最短和发展最快的一项新型固相连接新技术,公认为是最有前途和最适合航空材料以及结构件制造的工艺方法之一。
由于捷拌摩擦焊焊缝组织均匀、接头力学性能优异,生帝过程中安全、无烟尘烟气、无辐射,污染小、成本低等技术优勢,因而在许多工业领域获得了广泛应用。
关键词:铝合金;搅拌摩擦焊接;搅拌摩擦焊特性一.搅拌摩擦焊特性1.1搅拌摩擦焊简介:搅拌摩擦焊技术发明至今以来,无论在国外还是在国内,已经成功跨出试验研究阶段,发展成为在铝合金结构制造中可以替代熔焊技术的工业化实用的固相连接技术;搅拌摩擦焊的焊接新装备和搅拌工具的发展非常快,为实施搅拌摩擦焊工艺方案(如消除搅拌匙孔)及提高各类材料接头的质量,各种类别的新型搅拌摩擦焊接设备、自动化装置及机器人搅拌摩擦焊机等相继问世。
搅拌摩擦焊目前的发展目标之一是攻克在高熔点金属材料连接中的难题,诸如:普通碳钢、不锈钢、钛合金、甚至高温合金等结构材料的固相连接,进一步优化搅拌工具的型体设计与材料选取。
摩擦焊可以方便地连接同种或异种材料,包括金属、部分金属基复合材料、陶瓷及塑料。
1.2搅拌摩擦焊原理:搅拌摩擦焊的搅拌头是该技术的核心部分,由搅拌针和轴肩两部分组成。
焊接过程中,搅拌头高速旋转,搅拌针深入到工件内部,轴肩紧压在工件表面(保持一定的压入量)。
高速旋转的搅拌头与工件之间摩擦,产生大量的摩擦热。
由于摩擦热的作用以及搅拌头的粉碎、挤压作用,搅拌头周围金属在焊接过程中将发生严重的热塑性变形,从而释放大量的塑性变形能。
搅拌摩擦焊工艺参数
搅拌摩擦焊工艺参数搅拌摩擦焊是一种常用的焊接工艺,它通过搅拌和摩擦的作用,在焊缝处产生高温和高压,使金属材料发生塑性变形和热扩散,从而实现焊接连接。
搅拌摩擦焊的工艺参数对焊接质量和效率起着关键作用。
本文将从搅拌速度、搅拌角度、搅拌时间和搅拌压力四个方面介绍搅拌摩擦焊的工艺参数。
一、搅拌速度搅拌速度是指在搅拌摩擦焊过程中搅拌工具的旋转速度。
搅拌速度的选择应根据被焊接材料的性质和厚度来确定。
一般情况下,搅拌速度越高,摩擦产生的热量越大,焊接温度越高,焊接质量越好。
但是,如果搅拌速度过高,可能会导致焊接接头过热,甚至烧穿。
因此,在确定搅拌速度时,需要综合考虑焊接质量和工艺效率。
二、搅拌角度搅拌角度是指搅拌工具与被焊接材料之间的夹角。
搅拌角度的选择应根据被焊接材料的性质和形状来确定。
一般情况下,搅拌角度越大,摩擦产生的热量越集中,焊接温度越高,焊接质量越好。
但是,如果搅拌角度过大,可能会导致焊接接头过热,甚至烧穿。
因此,在确定搅拌角度时,需要综合考虑焊接质量和工艺效率。
三、搅拌时间搅拌时间是指搅拌工具在焊接过程中与被焊接材料接触的时间。
搅拌时间的选择应根据被焊接材料的性质和厚度来确定。
一般情况下,搅拌时间越长,摩擦产生的热量越大,焊接温度越高,焊接质量越好。
但是,如果搅拌时间过长,可能会导致焊接接头过热,甚至烧穿。
因此,在确定搅拌时间时,需要综合考虑焊接质量和工艺效率。
四、搅拌压力搅拌压力是指搅拌工具施加在被焊接材料上的压力。
搅拌压力的选择应根据被焊接材料的性质和厚度来确定。
一般情况下,搅拌压力越大,摩擦产生的热量越大,焊接温度越高,焊接质量越好。
但是,如果搅拌压力过大,可能会导致焊接接头过热,甚至烧穿。
因此,在确定搅拌压力时,需要综合考虑焊接质量和工艺效率。
总结起来,搅拌摩擦焊的工艺参数包括搅拌速度、搅拌角度、搅拌时间和搅拌压力。
合理选择这些参数可以保证焊接质量和工艺效率。
在确定这些参数时,需要综合考虑被焊接材料的性质和厚度,并进行试验验证。
搅拌摩擦焊接过程控制研究综述
搅拌摩擦焊接过程控制研究综述陈书锦;薛俊荣;李浩;倪瑞洋;周洋【摘要】从搅拌摩擦焊接过程参数测控角度出发,综述了焊接区域温度、轴向力等主要过程参数的检测方法、各参数的影响因素分析;重点回顾了搅拌摩擦焊接过程参数的控制研究,主要内容为焊接区域温度的控制、轴向力控制、扭矩控制、压入深度控制、焊缝自动跟踪,当前主要采用PID控制器;由于过程模型的建立较为困难,自适应控制是较为理想的方法,控制律和稳定设计是关键环节。
进一步加强焊接机理研究,建立更为完善的过程控制模型,才能进一步实现搅拌摩擦焊接过程的高度自动化、智能化。
%ABSTRACT:From the perspective of detection and control of friction stir welding,this paper reviewed the detecting meth-ods of the main process parameters, such as the temperature of the weld zone, the axial force, focused on reviewing the process parameters control of the welding zone temperature control, the axial force control, torque control, indentation depth control and seam tracking, PID controllers currently was used in existing studies. Since the establishment of the process model is relatively difficult, adaptive control is an ideal method to solve this problem. The control law and stability design are key link. In order to realize the highly automatic and intelligent control of friction stir welding process, it is neces-sary to further strengthen the welding mechanism research, establish a more perfect process control model at the same time.【期刊名称】《精密成形工程》【年(卷),期】2015(000)005【总页数】8页(P52-58,64)【关键词】搅拌摩擦焊接;焊接过程控制;区域温度;轴向力;焊接扭矩【作者】陈书锦;薛俊荣;李浩;倪瑞洋;周洋【作者单位】江苏科技大学材料科学与工程学院,江苏镇江212003;江苏科技大学材料科学与工程学院,江苏镇江212003;江苏科技大学材料科学与工程学院,江苏镇江212003;江苏科技大学材料科学与工程学院,江苏镇江212003;江苏科技大学材料科学与工程学院,江苏镇江212003【正文语种】中文【中图分类】TG453+.9;TG409自从1991年搅拌摩擦焊接(Friction Stir Welding,FSW)技术诞生以来[1],人们对于这项绿色高效的固相连接技术的研究方兴未艾。
搅拌摩擦焊原理
搅拌摩擦焊原理:搅拌摩擦焊是一种先进的固态连接技术,主要利用搅拌摩擦过程的热量和机械力来实现材料的连接。
该技术在铝、铜、钢等各类金属材料的连接中均有广泛应用。
以下是对搅拌摩擦焊原理的详细介绍。
一、搅拌摩擦焊的基本原理搅拌摩擦焊的核心原理在于利用一个特殊形状的搅拌头来刮擦待连接的材料表面。
搅拌头的形状通常为圆锥形或圆柱形,材料一般选用具有高强度和耐磨性的硬质合金。
在焊接过程中,搅拌头插入待连接的两块材料之间,通过旋转和向前推移的方式对材料表面进行刮擦。
搅拌摩擦焊过程中的热量主要来源于搅拌头的摩擦和塑性变形产生的热量。
当搅拌头向前推移时,刮擦产生的塑性变形会引发材料内部的热量。
这些热量不仅使材料表面软化,还产生大量的热塑性流体,这些流体在搅拌头的压力下填充了材料表面的微小缝隙,从而实现了材料的连接。
二、搅拌摩擦焊的工艺特点1.固态连接:搅拌摩擦焊是一种固态连接技术,焊接过程中没有熔融态材料的参与,因此具有无液相、无污染的优点。
2.温度适中:相较于传统的熔焊方法,搅拌摩擦焊的温度较低,可以有效降低材料的热损伤,适用于对温度敏感的材料。
3.适用范围广:搅拌摩擦焊可以适用于不同种类的金属材料,包括铝、铜、钢等,具有广泛的应用前景。
4.高效节能:由于搅拌摩擦焊没有熔融态材料的消耗,因此其能源消耗远低于传统熔焊方法。
5.操作简单:搅拌摩擦焊的焊接过程相对简单,操作方便,对操作人员的技术要求较低。
三、搅拌摩擦焊的应用由于其独特的优点,搅拌摩擦焊在许多领域都得到了广泛应用。
1.航空航天:在航空航天领域,许多结构组件需要高强度、高可靠性的连接。
搅拌摩擦焊能够满足这些严苛的要求,因此在飞机和火箭等结构中得到了广泛应用。
2.轨道交通:在轨道交通领域,为了保证车辆和轨道的安全性,需要对各种金属材料进行高质量的连接。
搅拌摩擦焊以其固态连接、高效节能等优点,在该领域得到了广泛应用。
3.电子封装:在电子封装领域,由于电子元件需要微型化和高度集成化,因此需要精确控制连接的质量和可靠性。