0.25+6+12×0.225HT钢丝帘线在载重子午线轮胎胎体中的应用
钢丝帘线的结构
钢丝帘线的结构(1)钢丝帘线的结构表达式钢丝帘线规格结构的表示方法与其它骨架材料不同,它是用单丝直径、股数以及每股线中单丝的数量和是否带外缠线等几个参数组成的符号来表示的,其表达式为:(N×F )×D +(N×F )×D +(N×F )×D +F ×D最内层+中间层+最外层+外缠层式中:N —股数F —单丝数D —单丝直径(2)钢丝帘线命名的一般规则A 、从最内层逐层向外数。
B 、各层之间用加号(+)表示。
C 、括号是用来划分每一层的。
D 、当N 或F=1时,可省掉格式中的N 和F ,则得到简写的命名。
E 、如果两层以上的直径相同,只要在最后一层注上直径,其余层的直径可以省略不写,但在螺旋外缠层之前的最后一层的单丝直径必须标明,螺旋外缠层的单丝直径也必须标明。
如按上述表达式和命名规则标注的钢丝帘线结构式:(1×3)×0.175+(1×9)×0.175+(1×15)×0.175+1×0.15可简化为: 3+9+15×0.175+0.15(3)子午线轮胎常用几种结构的钢丝帘线钢丝帘线的规格、结构很多,它可以根据轮胎的不同规格用于轮胎的不同部位,根据轮胎设计者的设计要求制造出不同规格、结构的钢丝帘线。
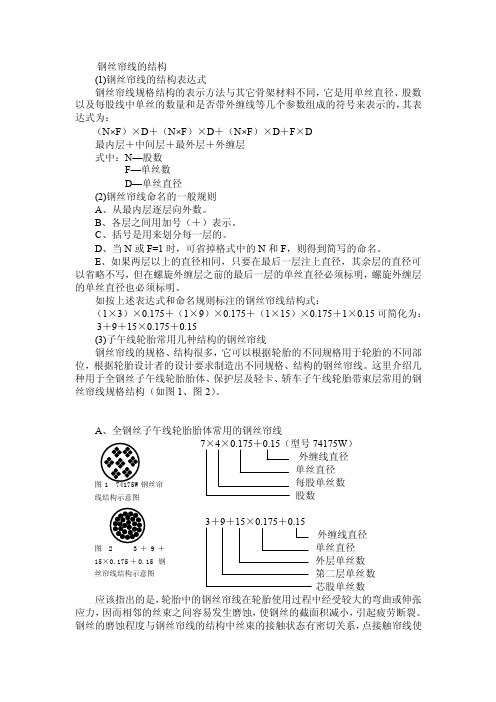
这里介绍几种用于全钢丝子午线轮胎胎体、保护层及轻卡、轿车子午线轮胎带束层常用的钢丝帘线规格结构(如图1、图2)。
A 、全钢丝子午线轮胎胎体常用的钢丝帘线7×4×0.175+0.15(型号74175W )外缠线直径单丝直径每股单丝数 股数3+9+15×0.175+0.15外缠线直径单丝直径外层单丝数第二层单丝数芯股单丝数应该指出的是,轮胎中的钢丝帘线在轮胎使用过程中经受较大的弯曲或伸张应力,因而相邻的丝束之间容易发生磨蚀,使钢丝的截面积减小,引起疲劳断裂。
防老剂TMQ在全钢载重子午线轮胎胎体胶中的应用
1 . 5 性能测试
・
对应 ;硫化速 度稍慢 ,但相 差不大 ,这与 △f 。 基 本
对 应。
所有性 能测试 均按照相应 国家标 准进 行 。
表2混炼胶的性能
・
4 3 ・
2 . 2 硫化胶物理性 能
胶料老化前后 的物理性能见表3 。可 以看 出 :7 种胶料 的硬度 和拉 伸强度 相差不 大 ,与T T 1 配方胶 料相 比,T T 2~7 配方胶 料 的3 0 0 %定伸应 力略小 ,
转子转 速8 0 r ・ m i n ~ 。加料顺 序为 :生胶
化锌 、防老剂和粘 合剂G L R 2 0 : ! 型 炭黑 胶 ( 温度 1 5 0~1 7 0℃ )。
二段混炼在 开炼 机上进行 。加料顺 序为 :一段
混炼 胶一不 溶性硫 黄 、促进 剂 、防焦 剂C T P 和粘合
关键 词:防老剂T MQ;防老剂4 0 2 0 ;全钢载重子 午线 轮胎 ;胎体胶 ;粘 合性 能
防老剂T MQ ( 2 ,2 ,4 一 三 甲基一 1 ,2 一 二 氢化
S - T MQ,黄色颗粒 ,江苏圣奥化学科技有 限公 司产
喹啉 聚合体 ),又 称 防老剂 R D,是一种 酮胺 类 防
配方 的 防老剂4 0 2 0 用量 为 1 份 ,再减量添 加 防老 剂 T MQ 。
橡胶助剂工业 的蓬勃发 展 ,防老剂T M Q已成为轮胎 用主流 防老剂 品种 ,但 二聚体含量对其性能影 响较
大 。一般来说 ,在 轮胎 工业 中,防老剂T MQ 在胎 面
和胎侧胶 中应用较 多 ,而在子午线轮胎带束层 和胎
耐疲 劳龟 裂试 验机 ,北 京化 工 机械 实 验厂 产 品 ; L P 一 6 1 型热 空气老化箱 ,重庆慧达试 验仪器有 限公
钢帘线基础知识

热处理电镀工艺流程:
放线→脱脂→热处理炉→淬火→水冷却→ 盐酸洗→水洗→碱性镀铜→水洗→镀锌→ 水洗→热水洗干燥→热扩散→磷酸洗→水 洗→润滑液(皂浸)→收线。
a
8
产品流程
大拉
Φ3.15 热处理
表面处理、钢帘线结构、湿拉润滑剂、环 境因素。
a
16
钢帘线用原料及其表面处理
第一节 钢帘线对原料的要求
尺寸精度和力学性能
尺寸 5.5±0.2mm、椭圆度≤0.2mm。 力学:σb=P/F NT 1050±50MPa HT 1150±50MPa 断面收缩率:ψ=(F0-F1)/F0×100% 伸 长 率 :δ=(L1-L0)/L0×100%
2. 贝卡尔特计划在中国市场占有率40%,目前35%左右; 兴达目前中国市场占有率40%,已成为贝卡尔特的竞争 对手。
a
5
钢帘线结构发展(产品发展): 单丝直径加粗,结构简化 由普强NT(70钢),发展高强HT,超高强
ST 发展开放型(OC) 应用密集型(CC) 高伸长(HE)
a
6
第三节 生产工艺流程
a
17
化学成份
碳:与强度有关 锰:0.4-0.6%,对加工硬化影响因素大 硅:0.15-0.3% 可提高钢材组织的均匀性 磷:愈低愈好,≤0.02% 冷脆 硫:可导致热脆造成偏析;愈低愈好,
≤0.02%。
a
18
线材的内在质量
脱碳、缩孔、疏松、夹杂、偏析;
线材的表面质量
裂缝、折叠、结疤、耳子、轧痕、麻面、 凹坑、划痕、分层等
误差±0.2%
a
14
全钢载重子午线轮胎三复合胎侧挤出技术优化
281全钢载重子午线轮胎三复合胎侧挤出技术优化王 华(宁夏神州轮胎有限公司,宁夏 银川 750011)摘要:分析全钢载重子午线轮胎三复合胎侧挤出问题产生的原因,并提出相应的解决措施。
通过改进预口型和口型板设计、调整胶料配方和优化胎侧挤出工艺,有效解决了胎侧复合面形状异常、尺寸不稳定以及胎侧麻面等问题,提高了轮胎质量和生产效率。
关键词:全钢载重子午线轮胎;三复合胎侧;挤出;预口型;口型中图分类号:TQ336.1;TQ330.6+4 文章编号:2095-5448(2024)05-0281-04文献标志码:A DOI :10.12137/j.issn.2095-5448.2024.05.0281目前轮胎用途越来越广泛,产品规格越来越多,为了满足承载、耐久和高速等性能要求,轮胎挤出半成品结构设计多样化,对半成品关键尺寸及形状控制的要求也逐步提高[1]。
胎侧胶主要承受屈挠变形作用,保护胎体帘线不受损伤,应具有良好的耐屈挠[2]、抗刺扎和耐老化性能。
全钢子午线轮胎胎侧的结构主要有双复合和三复合形式[3],随着产品质量的改进,多倾向于三复合形式。
我公司主要生产全钢载重子午线轮胎,胎侧挤出设备为德国Troester 公司生产的三复合冷喂料挤出机,该设备采用特殊的锥形螺杆形式、机内复合,加上特殊设计的强制式挤出预口型[4]、口型结构,胶料间复合紧密,无脱层、气泡等现象,且机头宽度大,可同时挤出两条胎侧,相对于单条挤出可省去一个倒卷工序,避免了倒卷时胎侧拉伸,同时胎侧挤出速度较慢、挤出温度较低,挤出密实性和尺寸稳定性较好,胎侧分型面更容易控制,生产效率较高。
本工作针对全钢载重子午线轮胎三复合胎侧生产过程中出现的胎侧复合面形状异常、尺寸不稳定以及胎侧表面麻面等问题,分析原因并提出相应的解决措施。
1 原因分析1.1 三复合胎侧结构不合理与斜交轮胎相比,全钢子午线轮胎胎体柔软且较薄,动态下变形伸张大,应严格控制三复合胎侧结构和尺寸。
钢帘线 湿拉

水箱湿拉操作规程输送(一)工作顺序与工作方法1.检查标签:检查在已镀黄铜钢丝线上的标签标有钢丝的直径和批号,并且检查已镀黄铜的规格。
2.检查已镀黄铜的外观:检查所使用的一种单丝产品的钢丝直径。
3.镀黄铜工艺:用电瓶叉车将存放在镀黄铜流水线的已镀黄铜钢丝运走。
4.检查已镀黄铜钢丝:测量钢丝直径检查是否符合控制标准,检查已镀黄铜钢丝表面的划伤情况。
(二)工作条件确认采用输送方式,运走第一捆已镀黄铜钢丝。
不要碰倒两边的收线架。
在搬运已镀黄铜钢丝时应格外小心,并注意安全,确保安全距离。
应小心操作,不要碰撞到两边的收线架,千万不要在钢丝上划伤。
(三)工艺控制用千分尺测出钢丝直径,允许偏差±0.03,在任何时间裸眼检查外观是否有划痕或划伤。
焊接(一)工作顺序与工作方法1.已镀黄铜钢丝:拉伸时开焊接钢丝的一端,用工具切断钢丝。
切断长度应超过5厘米。
将钢丝的两端中心固定在对焊钳端子上。
2.焊接调整好需要焊接的部位接地:间距为钢丝直径的1.5~2.0倍。
将显示面板上的控制手柄放置到“高”档位,将电流旋钮到“2”档位,按下电流开关安钮。
(也可用手动控制)3.消除毛刺:退火前,应使用金属砂轮机打磨并消除干净在焊接中所产生的毛刺。
4.退火工作:将显示板的控制手柄放置到“高”档位,将电流旋钮调节到“2”的档位,按下电流开关。
将需要退火的钢丝放置在退火钳上,用左右手大拇指按压牢靠。
第一次加热退火处理时间为20秒钟,暂停10秒钟,继续退火,慢慢使退火部件冷却下来。
用金属砂轮机打磨并消除毛刺,用砂纸磨光表面。
(二)工作条件检查并确认规格,检查钢丝两端中心是否在焊接端子处对齐。
如果毛刺尺寸比钢丝原料直径更大,则应重新焊接,在使用对焊机时千万不要戴湿手套。
(有电击危险)(三)焊接条件裸眼检查所焊的黄铜钢丝在焊接点一般是有规律的排布着3片或4片“叶子”,这种焊模子(一)工作顺序和工作方法1. 模子管理:按照现场检查合格规程确保模子在任何时间均可以使用和修理。
第八章 胎圈结构设计与钢丝圈应力计算
倍耐力公司为提高子午胎的胎侧刚性,改进稳定 性(特别是高速稳定性),提出了新型胎圈设计 方案。
主要改进措施:加强层由两层纤维(尼龙或人造 丝)帘布和一层钢丝帘布组成。两层纤维帘布的 帘线角度均为68º,钢丝帘布层其角度约65º。 钢丝层往胎侧上方延伸的高度,约为轮胎断面高 的35%;而纤维层内外层上端延伸高度。分别 比钢丝层低约10~20mm。
一、钢丝圈断面形状
为适应载重子午线轮胎胎圈结构的需要,钢丝圈断面形状比较多 样,例如有圆形、六角形、椭圆形、矩形(平行四边形)、宝塔形、 U形和方形等,后两种形状用于轿车子午线轮胎为多。
1.圆形断面
钢丝圈为圆形断面强度高、排列紧密,可使胎圈设计宽度减小,从 而使胎圈与胎侧的过渡平稳,因子午线轮胎的胎侧较薄,若胎圈宽 度很宽,则下胎侧的轮廓就不易平滑地接连过渡。另外,圆断面钢 丝圈在成型过程中便于钢丝圈的转动。钢丝圈结构排列见图8-11所 示。中间钢丝芯直径较粗约为φ2~3mm,外面缠绕钢丝直径可取 φlmm,然后根据钢丝圈强度应力计算的根数分为几层进行缠绕编织 而成。由于圆断面钢丝圈加工制造困难,生产效率低,故许多厂家 不采用此种结构,但法国米其林公司的载重子午线轮胎仍采用圆断 面钢丝圈。
8-14所示。在外层钢丝钢丝圈芯矩形钢丝圈中单丝短边为径向,排列组合后的四 个角最好成圆角。此种形式钢丝圈使相邻钢丝之间的力传递均衡。由于相邻钢丝 之间的空隙小,减少滑移提高胎圈强度,改善胎圈的稳定性。矩形钢丝圈断面小, 有利于在结构设计上安排胎圈部位的材料布置,提高设计精度,改善胎圈的耐磨 性和耐撕裂性。 采用矩形钢丝制造斜底15°矩形钢丝圈时,不需在矩形单根钢丝的外表面覆胶, 而是直接用光面矩形钢丝多层、多股紧密缠绕,用薄片钢带捆扎制成钢丝圈,例 如11R22.5的钢丝圈排列为5层,每层8根钢丝,其断面见图8-15所示。钢丝规格 为2mm×1.3mm。制成的胎坯经硫化后,该钢丝圈就被一圈邵尔A型硬度大于90。 的胶料牢牢地固定住。在轮胎行驶过程中,由于钢丝圈各层钢丝之间没有可被挤 压变形的胶料,而且各层钢丝之间是平面接触,钢丝层与层、根与根之间根本不 可能错位,因此,各层钢丝会同时进入受力状态,这样胎圈对轮辋的箍紧力就相 当稳定,不仅能可靠地传递汽车功率,极大限度地减小胎圈部位的疲劳应力,而 且又保证了胎圈与轮辋之间良好的气密性,其安全可靠性对无内胎全钢载重子午 线轮胎而言是圆断面钢丝制成的斜底15°扁六角形钢丝圈所无法比拟的。
3+9×0.224+0.15HT钢丝帘线在全钢载重子午线轮胎中的应用
相比, 其直 径 较小 、 强度 稍低 , 提高 压延 密度 , 可 但 线密 度 明显较 小 , 样 可 在 保 持 同 等胎 体 强 度 的 这 前 提 下减 小 帘布 和轮 胎 的质 量 , 幅 度降 低 轮 胎 大
的 生 产 成 本 。 3 9 0 2 + 0 1 HT 和 3 8 + × .2 .5 + +
表 1 两 种 钢 丝 帘 线 性 能 指 标 对 比
13 0
强 度 和耐久 性 能满 足我 公 司 内控 指 标要 求 。
2 5 成 本 分 析 . 与 3 8 1 × 0 1 + 0 1 HT钢 丝 帘 线 相 + + 3 .8 . 5
比 , +9 . 2 3 ×0 2 +0 1 HT 钢 丝 帘线 的线 密 度 相 .5
成, 因此 与 3 +1 ×0 1 +0 1 HT钢 丝 延 长轮 胎 的使 用 寿命 , 高 提 轮胎 翻新 率 和翻新 次数 。
本工作 以 3 9 .2 + ×0 2 +0 1 HT 钢 丝 帘 线 .5 替代 3 +8 3 +1 ×0 1 + 0 1 HT钢 丝 帘 线 应 用 .8 .5
限 公 司 助 理工 程 师 , 士 , 事 轮 胎 结 构 设 计 和 工 艺 管 理 工 作 。 学 从
压延 采 用 意 大 利 鲁 道 夫 公 司 四辊 钢 丝 帘 布
维普资讯
第 2期
张 甲 . + 9 . 2 . 5 3 ×0 2 +O 1 HT 钢 丝 帘 线 在 全 钢 载 重 子 午 线 轮 胎 中 的应 用
近 年 来 , 着 经 济 全 球 化 的 升 温 , 材 料 价 格 随 原
1 实验 1 1 主 要 原 材 料 .
不 断上 涨 , 胎 工业受 到前 所未 有 的 冲击 和挑 战 , 轮
5×0.225 OC HT钢帘线残余扭转波动改进
第47卷 第2期金 属 制 品2021年4月 Vol 47 No 2MetalProductsApril2021 doi:10.3969/j.issn.1003-4226.2021.02.0055×0.225OCHT钢帘线残余扭转波动改进张钦霞(宝钢金属有限公司, 上海 201900)摘要:5×0.225OCHT钢帘线在生产中经常出现残余扭转波动问题,造成部分车台控制图报警频繁,车台组顺序收盘不能满足控制要求,客户处有翘头风险,因此需要额外进行人工配箱,大大增加了内部管理成本。
采用DMAIC方法分析影响残余扭转的关键因素,降低自动扭转控制处张力,减少部分载荷延伸PLE对残余扭转的影响。
采取措施后大大降低残余扭转的波动,解决车台控制图报警问题,取消人工层配,改为顺序收盘。
关键词:钢帘线;残余扭转;开放型;高延伸;自动扭转控制中图分类号:TG356.4+5 文献标识码:AImprovementof5×0.225OCHTsteelcordresidualtorsionfluctuationZhangQinxia(BaosteelMetalCo.,Ltd.,Shanghai201900,China)Abstract:5×0.225OCHTsteelcordoftenhasproblemofresidualtorsionfluctuationinproduction,whichleadstofre quentalarmsofcontrolchartsonsomemachines,spoolscollectinginturncannotmeetcontrolrequirement,andthereisriskoftip riseatcustomers,thereforeadditionalmanualboxcontrolisneeded,whichgreatlyincreasesinternalmanagementcost.DMAICmethodisusedtoanalyzekeyfactorsofresidualtorsion,tensionofautomatictorsioncontrol(ATC)isde creased,theinfluenceofpartialloadelongationPLEonresidualtorsionisreduced,andfluctuationofresidualtorsionisgreatlyreduced,alarmproblemofcontrolchartissolved,manualboxcontroliscanceledandspoolscanbecollectedinturninmachinegroup.Keywords:steelcord;residualtorsion;opencord;highelongation;ATC 钢帘线是指橡胶轮胎里用作骨架材料的产品,一般由2根及2根以上的钢丝互相有规则地缠绕而成。
轮胎各部件结构设计
B4 B1 B3 B2
DC
DT
DJ
D F
以12.00R20 S811 18P.R为例 带束层宽度2#=204mm,1#=176mm, 3#=180mm,4#=110mm 2#/b=204/226=0.9027
1 6 .5
110 176 180 204
2 .5
22 34
42
7 .5
胎侧总厚度DC=胎侧胶厚度+胎体厚度+内衬层厚 度;胎侧胶厚度根据实际使用环境和路况来确定, 高速路况可以薄点,较差路面可以厚些;胎体厚 度根据所用材料和半成品压延厚度来确定;内衬 层厚度≥2.5mm,气密层厚度≥ 1.2mm;DF为侧板 和活络 块分型处厚度;
L
h
⑽肩下反弧R的确定 对于全钢载重子午胎,肩下一般不采用切线,而采 用一反弧,反弧R过肩部端点和R1相切,一般b较 大,R较小, b较小,R较大。 以12.00R20 S811 18P.R为例 结合其它方法途径搜集的数据,综合权衡确定R为 180mm.
b'
R
L
h
R1
H
Rn
D
d
⑾下胎侧圆弧半径R2的确定: R2=〔1/4×(B-C-2a)2 +(H1-Hc)2〕/(B-C-2a) 式中a为轮辋曲线宽的2/3.Hc为 轮辋曲线高. 一般情况下,R2 弧的延长线与 着合位置线的交点距离着合宽 度端点大约0~5mm. 以12.00R20 S811 18P.R为例 R2=〔1/4×(326-252-2×24.5)2 +(150.5-46)2〕/(326-2522×24.5) =443.06mm. 取R2=353mm.
轮胎各部件结构设计
2、外胎技术设计
1) 、外胎断面轮廓曲线的设计; 2) 、 胎面花纹形状的设计;
全钢载重子午线轮胎胎体钢丝帘线间距不均匀的原因分析及解决措施
粘性差 造成 内衬 层 接 头 开 裂 , 而 造成 胎 体 帘 布 进 被动拉 伸 , 使钢 丝帘 线 问距发 生变 化 。 致
() 4 严格 胎体 帘 布和 内衬 层 流 转过 程 不 合 格 品控制 程序 , 严禁 喷霜 帘布 、 霜 内衬 层及 不合 格 喷
置 合适 接头 器压 力和 接头 器 间 隙 ,防止 压 力 过大
造成 接 头边 部钢 丝帘 线位 置变 化 。
压力 设置 不 当 , 接头 压力 过大 , 造成 胎体 帘 布接 头
附 近钢丝 位置 变化 。 ( ) 子房 温度 和湿度 超 标 , 响钢 丝 与胶料 8锭 影 的粘合 性 能 。 () 9 胎体 帘 布 、 内衬 层 隔 离胶 表 面受 到 污 染 ,
出现 此缺 陷 的规 格 轮 胎 , 断 时 在 胎 体 帘 布 中部 裁 贴合 1层宽 隔离 胶 片 , 加 后 续 加 工 过程 中胎 体 增 帘布抗 拉伸 、 变形 的强 度 。
( ) 加 内衬 层胶 料 的粘性 , 3增 防止成 型后 由于
根据 胎 体 帘 布 钢 丝 帘 线 间距 不 均 匀 产 生 原 因, 针对性 地 采取 相应 解决措 施 , 效果 显著 。解 决
2 原 因 分 析
产 生胎体 帘 布钢丝 帘线 间距 不均 匀 的原 因 主 要 有 以下几个 方 面 。
( ) 体帘 布 胶料 门尼粘 度不 符 合要 求 或处 1胎
作 者 简 介 : 庆 辉 ( 94) 男 , 宁 朝 阳人 , 阳 浪 马 轮 胎 有 张 1 7一 , 辽 朝 限责 任 公 司 工 程 师 , 士 , 要 从 事 子 午 线 轮 胎 生 产 技 术 及 工 艺 学 主
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第5期0.25+6+12×0.225HT钢丝帘线在载重子午线轮胎胎体中的应用
刘连波1,马小刚1,何晓红2,张年春2[1.山东玲珑橡胶有限公司,山东招远 265400;2.贝卡尔特管理(上海)有限公司,上海 200336]
摘要:研究0.25+6+12×0.225HT钢丝帘线在10.00R2018PR轮胎胎体中的应用效果,并与3+9+15×0.22+0.15钢丝帘线进行对比。结果表明,高强度、无外缠丝和线接触的0.25+6+12×0.225HT钢丝帘线耐磨损性能好;用作全钢载重子午线轮胎胎体骨架材料,胎体的耐疲劳性能提高,成品轮胎耐久性能和胎圈耐久性能显著提高,轮胎质量减小,制造成本降低。 关键词:高强度钢丝帘线;载重子午线轮胎;胎体 中图分类号:U463.341
+.6;TQ330.38+
9 文献标识码:B 文章编号:100628171(2006)0520273203
随着汽车工业和高速公路的发展,中国轮胎工业正处于一个变革的时期。面对各大国际轮胎公司进入中国市场,国内各轮胎公司快速发展,原材料价格不断上升,国家对超载的控制以及轮胎使用者对子午线轮胎性能的认识不断提高,国内各轮胎公司都在考虑如何开发、生产高性能、低成本的轮胎,以提高其自身在国际轮胎市场的竞争能力。为了提高载重子午线轮胎的使用寿命,胎体骨架材料的耐疲劳性能和耐磨损性能尤为重要。我公司为了满足改进10.00R2018PR
轮胎的需要,对0.25+6+12×0.225HT钢丝帘线的性能以及用其替代3+9+15×0.22+0.15
钢丝帘线作载重子午线轮胎胎体骨架材料进行了探讨。
1 实验1.1 原材料0.25+6+12×0.225HT钢丝帘线,中国贝卡尔特钢帘线有限公司产品;3+9+15×0.22+
0.15钢丝帘线,国内某钢帘线厂产品;其它原材料均为正常生产用原材料。
作者简介:刘连波(19722),男,山东招远人,山东玲珑橡胶有限公司工程师,工程硕士,主要从事全钢子午线轮胎结构设计和工艺管理工作。
1.2 主要设备和仪器四辊钢丝帘布压延机,意大利鲁道夫公司产品;钢丝帘布裁断机,德国FISCHER公司产品;
TST2LCZ2R3280型一次法成型机,天津赛象科技股份有限公司产品;转鼓试验机,天津九荣车轮技术有限公司产品。1.3 性能测试钢丝帘线的橡胶粘合力按照ASTMD2229
方法进行测试,其它物理性能按照公司载重子午线轮胎原材料试验方法进行检测;成品轮胎的外缘尺寸、耐久性能、强度性能分别按照GB9744—1997,GB/T4501—1998和GB/T6327—1996进行测试。
2 结果与讨论2.1 帘线性能0.25+6+12×0.225HT钢丝帘线与3+9+15×0.22+0.15钢丝帘线磨损试验后断面对比见图1。从图1可以看出,0.25+6+12×0.225HT
钢丝帘线的结构继承了3+9+15+1的层状优势,有较高的承载能力;3+9+15×0.22+0.15
帘线因是带外缠丝的多层结构,因此磨损试验后钢丝表面磨损较严重,0.25+6+12×0.225HT
钢丝帘线因具有同捻向,钢丝之间为线接触,不存在内层和外缠丝的磨损,从而提高了帘线的耐疲
372刘连波等10.25+6+12×0.225HT钢丝帘线在载重子午线轮胎胎体中的应用劳性能。0.25+6+12×0.225HT和3+9+15×0.22+0.15钢丝帘线性能及等强度替代后的用量见表1。从表1可知,使用0.25+6+12×0.225HT钢丝帘线等强度替代3+9+15×0.22+0.15钢丝帘线作胎体骨架材料,帘线直径减小32%,帘线总质量减小约18%。2.2 加工工艺用0.25+6+12×0.225HT钢丝帘线替代3+9+15×0.22+0.15钢丝帘线作胎体骨架材料,由于0.25+6+12×0.225HT钢丝帘线没有外缠丝,而且刚性比较大,在压延工艺中,锭子架表1 钢丝帘线性能及用量对比项 目0.25+6+12×0.225HT3+9+15×0.22+0.15帘线直径/mm1.101.62线密度/(g・m-1)6.058.50破断力/N23552775钢丝帘线用量/%82100钢丝帘线放线张力及冷却辊牵引力都需要进行相应调整。当锭子架钢丝帘线放线张力为11~13N、冷却辊牵引力为8~8.5kN时,生产出的0.25+6+12×0.225HT钢丝压延帘布质量较好。另外,用0.25+6+12×0.225HT钢丝帘线替代3+9+15×0.22+0.15钢丝帘线,需要根据强度要求对胎体帘布密度进行相应调整。2.3 成品轮胎性能用0.25+6+12×0.225HT钢丝帘线替代3+
9+15×0.22+0.15钢丝帘线作胎体骨架材料,制造10.00R2018PR轮胎,成品轮胎室内性能测试结果见表2。 从表2可以看出,胎体骨架材料采用0.25+
6+12×0.225HT钢丝帘线,成品轮胎耐久性能以及胎圈耐久性能显著提高。将0.25+6+12×0.225HT钢丝帘线制造的10.00R2018PR轮胎进行装车试验,参试人员普遍反映该轮胎综合使用性能优于对比轮胎,并且经过半年时间的对比试验,胎圈脱空等质量问题引起的返回轮胎数量明显减小。
472轮 胎 工 业 2006年第26卷第5期表2 成品轮胎室内性能测试结果项 目0.25+6+12×0.225HT3+9+15×0.22+0.15外直径/mm10501051断面宽/mm274.0274.5强度性能指标与国标之比/%140140耐久性能(累计试验时间)/h10984胎圈耐久性能/h108902.4 成本对比以0.25+6+12×0.225HT钢丝帘线替代3+9+15×0.22+0.15应用于10.00R2018PR轮胎胎体,在等强度条件下轮胎胎体帘布层成本对比见表3。 从表3可以看出,采用0.25+6+12×0.225HT钢丝帘线替代3+9+15×0.22+0.15钢丝帘线用于10.00R2018PR轮胎胎体,可以在一定程度上降低轮胎的制造成本。3 结论(1)0.25+6+12×0.225HT钢丝帘线是一表3 胎体帘布层成本指数对比项 目 0.25+6+12×0.225HT3+9+15×0.22+0.15帘布密度115100
帘布厚度87100
胶料总成本93100
帘线总成本75100
总成本79100
种高强度、耐磨损、耐疲劳性能好的新结构钢丝帘线,用其生产载重子午线轮胎胎体,可延长轮胎的使用寿命,降低退赔率。(2)0.25+6+12×0.225HT钢丝帘线具有
同捻向、无外缠丝、帘线直径小的结构特点,因此具有高的性价比。(3)公司采用0.25+6+12×0.225HT钢丝
帘线替代3+9+15×0.22+0.15用于载重子午线轮胎胎体,经过近半年的使用证明,不但提高了轮胎的性能,而且降低了成本,提高了经济效益。第3届全国橡胶工业用‘织物和骨架材料技术研讨会论文
Applicationof0.25+6+12×0.225HTsteelcordincarcassplyofTBRtireLIULian2bo1,MAXiao2gang1,HEXiao2hong2,ZHANGNian2chun2
[1.ShandongLinglongRubberCo.,Ltd,Zhaoyuan 265400,China;2.BekaertManagement(Shanghai)Co.,Ltd,Shanghai
200336,China]
Abstract:Theapplicationof0.25+6+12×0.225HTsteelcordincarcassplyof10.00R2018PRtirewasinvestigatedandcomparedto3+9+15×0.22+0.15steelcord.Theresultsshowedthatthefatigueresistanceofcarcassincreased,theenduranceoffinishedtire,especiallyofbeadimprovedsig2nificantly,andthetiremassandproductioncostreducedbyusinghightenacity,wrapless,linear2con2tactandwearresistant0.25+6+12×0.225HTsteelcordinthecarcassplyofTBRtire.Keywords:hightenacitysteelcord;TBRtire;carcassply
横滨在中国成立持股公司中图分类号:TQ336 文献标识码:D
美国《橡胶与塑料新闻》2006年1月9日6页报道:日本横滨橡胶公司在中国上海成立了一个橡胶公司,管理该公司在中国日益增多的业务。横滨橡胶(中国)公司将照管3家现有的生产和销售公司以及其它两家今年投入运营的公司。横滨希望通过成立这家持股公司合并公司内部重叠的业务而提高效率。横滨将为成立上海公司投资3000万美元。目前横滨在中国的子公司有生产和销售轿车轮胎的杭州横滨轮胎公司;生产和销售轿车密封件的横滨Hamatite(杭州)公司;组装和销售高压胶管的横滨胶管和接头(杭州)公司。另外,横滨还将成立生产和销售输送带以及销售轮胎的合资公司。(涂学忠摘译)
572刘连波等10.25+6+12×0.225HT钢丝帘线在载重子午线轮胎胎体中的应用