5S Audit Checklist
品质系统审核单
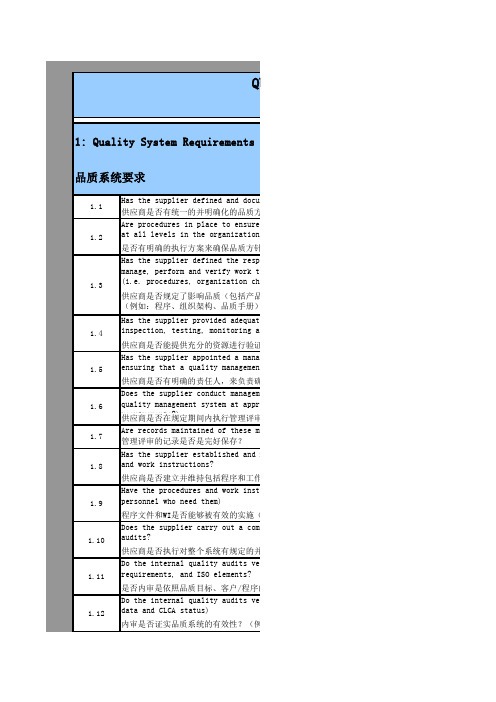
1.1Has the supplier defined and documen commitments to quality?供应商是否有统一的并明确化的品质方针QUAL1: Quality System Requirements 品质系统要求1.3Has the supplier defined the responsmanage, perform and verify work that affects the quality of products, materials or service (i.e. procedures, organization charts, quality manual)供应商是否规定了影响品质(包括产品、系(例如:程序、组织架构、品质手册)1.2Are procedures in place to ensure th maintained at all levels in the organization?是否有明确的执行方案来确保品质方针被1.5Has the supplier appointed a managemfor ensuring that a quality management system has been implemented and maintained?供应商是否有明确的责任人,来负责确保1.4Has the supplier provided adequate rinspection, testing, monitoring and review of processes and products?供应商是否能提供充分的资源进行验证活1.7Are records maintained of these mana 管理评审的记录是否是完好保存?1.6Does the supplier conduct managementquality management system at appropriate intervals? (i.e. does the quality system meet customer requirements?)供应商是否在规定期间内执行管理评审来足客户需求)1.9Have the procedures and work instruc personnel who need them)程序文件和WI是否能够被有效的实施(例1.8Has the supplier established and mai and work instructions?供应尚是否建立并维持包括程序和工作指1.11Do the internal quality audits verif requirements, and ISO elements?是否内审是依照品质目标、客户/程序的要1.10Does the supplier carry out a compre audits?供应商是否执行对整个系统有规定的并且1.12Do the internal quality audits verif data and CLCA status)内审是否证实品质系统的有效性?(例如2.22.32.41.13Are the internal quality scheduled o内审的进度安排是否根据活动的状况和重1.15Does the management personnel respondeficiencies found by the audit?责任单位是否就内审缺失采取及时的更正1.14Are the internal audits and follow-uprocedures?内审和跟踪措施是否按照书面的程序执行1.17Does a system exist for determining是否系統能确定工作人員的适合性?1.16Is there a system that identifies trquality of the product?系统是否规定对产品品质有影响的相关人1.19Are accurate training records mainta是否保存了相关培训人员的记录?1.18Is there a system to disqualify and是否有取消和重新鉴定工作人员的规定?2: Contract Review合约审核2.1Are there established procedures for contract review?(i.e.product specifications and qu requirements)是否有建立合约审核的规范?(例如:产有能力满足合约上的所有需求Are such procedures reviewed to ensu 审核规范能否确保实施a) Contract requirements are adequat 对合约的需求是否有充分的规定并生成文2.5Are there established procedures for new product introduction/transfer?(e.g.,establ work instruction,documentation checklist,equipment checklist,conduct pilot run,production, first article review, etc.)是否建立新产品导入及转移的规范文档(如建立作业规范说明、使用文件清单、设备清单、试产、量产件检查)?b) Contract requirements that differ 可以满足与标单不同的合约需求c) The supplier has the capability t 3. Design Control设计管理3.1Are there procedures to control and verify the design of the product to ensure it is me all requirements?是否有相应规范来管理和验证产品设计来3.2Are there plans that identify the re 是否遵循设计审查计划来验证每项设计及3.13.4Are obsolete design documents remove 旧版的设计文件是否被及时销毁以免在生3.3Are there plans updated as the desig 设计审查计划是否随时更新?3.6Are organizational and technical interfaces between different groups identified,docume transmitted and reviewed regularly?不同单位之间组织及技术接洽是否有明确3.5Are the design and verification acti 设计及验证作业是否是交付相关资质人员3.8Is there a procedure for resolving incomplete or conflicting requirements with responsible for drawing up the requirements?是否有作业规范来指导设计人员从而解决3.7Are design input requirements relating to the product identified,documented and review adequacy?设计产品的投入需求是否被甄别,记录成3.10Has the design verification been planned,established,documented and assigned to comp personnel?设计验证作业是否有相关的文件资料,并3.9Are design outputs documented and expressed in terms of requirements,calculation analyses?设计结果是否保存为文档,设计的计算和3.12Are there procedures for the identification,documentation,review and approval of all ch and modifications?是否有明确规范来对所有的变更作验证、3.11Can the design verification establis 设计验证作业能否保证设计输出结果满足厂商是否建立下列五项作业规范及文件资3.14Are the records for design review pr 设计审查记录是否做了完整的入档和保存3.13Is there a requirement to verify thee product meets design specifications prior to production? (e.g., design review/verification)在量产前是否有规范来验证产品满足设计4.1(a) a Quality Manual?品质手册4. Document Control文件管制Does thee supplier have established4.3(c) Process control documents?4.2(b) Design documents and technical d 设计资料和技术图纸4.3制程管制文件4.5(e) Audit documents?审核文件4.4(d) work instructions?作业规范4.7Do these procedures ensure that all obsolete documents are promptly removed from all poin issue or use?上述规范能否确保各部门旧版资料是否及4.6Do these procedures ensure that pertinent documents are available to personnel a locations?上述规范能否确保现场作业人员都能获得4.9Is there a procedure to govern engin是否有规范来管控工程变更?4.8Are quality documents reviewed and approved for adequacy by authorized personnel pri issue?品质文件是否在发放前就被相关授权人员4.11Are the engineering change notifications distributed to all affected functional areas approved?工程变更通知是否于认可后立即发放到相4.10Are engineering changes reviewed and工程变更前是否经过授权人员的审查和确厂商是否有规范来确保外购的零部件按照4.13Is there a system to verify the effe是否有一整套系统来验证工程变更已经生4.12Is there a system to ensure engineer是否有一整套系统来确认和保证工程变更5.2Are subcontractors selected on the basis of ability to meet requirements,including qu requirements?外包厂商是否按照设定的规范来选定基本5: Supplier Quality Control外报厂品质管理5.1Does the supplier have procedures to ensure that purchased product conforms to spec requirements?5.4Does the supplier ensure that the su厂商能否确认外包商的品质管理系统的运5.3Are up-to-date records kept of accep 是否具有合格的(承认、可接受包)外厂5.6Does the supplier review andapprove purchasing documents for adequacy of spec requirements prior to release?5.5Are the records for subcontractor approval properly maintained and kept according t defined retention period?外包商的认可记录能否依照规定时间予以5.6厂商是否对发出的采购文件的规定要求做5.8Is there a procedure for part qualification?(i.e.tooling qualification,inspection me inspection quantity, etc.)是否对合格部件有检验规范?(如模治具5.7Is the customer allowed to verify at source,or upon receipt,that purchased product conf to specified requirements?客户是否被要求对外部采购的部件的来源5.10Does the First Article report includ 首件报告是否包含下列验证资料:5.9Are First Article Inspections conducted in a production environment to ensure requirement met prior to mass production?首件的检验是否在生产作业中切实做到;5.12(b) Process control parameters/docum 生产控制参数及文件5.11(a) Quality documents?质检验报告5.14(d) Critical parameters/dimensions? 关键参数以尺寸(包括性能参数指标)5.13(c) Condition of manufacturing equip 生产设备及模、治具状况是否有规范来定义所有产品标示?5.16(f) Inspection/test yield?检验合格率5.15(e) Traceability of cavity#, tooling 模穴、模具数及制造地点的追溯6.2Are in-stock and in-process material 在库存及制程过程中物料是否有适当的标6. Product Identification And Lot 产品鉴别与批量追踪6.1Are there procedures defining produc6.4Are assemblies properly marked and tracked through the assembly process to ensure no ste the process flow are missed?综合作业中是否有适当的标示和跟踪记录6.3Where traceability is a specified requirement,do individual products or batches have a u identification?每一批或者单一产品是否有其规定的标示7. Process Control 制程控制7.5制程作业规范是否对每一流程和工位的生7.2Do the work instructions clearly the machines,equipment,tools,fixtures,and program used?制程作业规范是否对使用的机器设备、模7.1Are there work instructions defining the manner of production and installation for process/station?7.4Do the work inspections indicate assembly specifications and machine setting?(e.g.,s temp, torque driver setting, and adjustment/test specifications)组装作业规范是否对组装作业说明和设备性能、参数作了明确说明?(焊接温度、工具扭矩设定、调整试规范等)7.3Do the work instructions specify the materials to be used?(e.g.,part number/name,ass tools, inspection tools)制程作业规范是否对使用的物料做了明确7.7Is there the SPC training plan documSPC的培训计划是否有文件记录?Are quality documents(e.g.,QC-flow/work instructions)revision controlled and approv authorized personnel prior to issue?品质文件(如:QC流程图及作业规范)的版本是否在发行前都授权人员的认证和承认?7.6Is there the SPC training program?是否有SPC的培训计划?7.9Does the SPC training program include control chart theory and process capability ana skills?SPC培训计划是否包含控制流程图和流程功7.8Have all relevant employees been tra 所有相关人员是否依据SPC培训计划做了培7.11Are all critical processes and parameters under statistical control?(e.g.,control c Cp/Cpk study)所有关键制程和参数是否都在统计控制之7.10Are SPC training records for each em 对每位经过SPC培训的员工是否都有存档?7.13Are out-of-control conditions noted on control charts,with causes investigated,and ac provided?超出控制范围的状况是否依据调查原因及7.12Are upper and lower limits used on c 上下限度是否在控制流程图中?7.15When a process goes out-of-control and produces nonconforming product,are triggers de and documented for the purpose of initiating a stop build, or stop shipment action?当流程失控而造成产出不良品时,是否有7.14Are appropriate action taken when th 当CP/CPK值如果为能达到期望值时是否采7.17Are records of these activities main 是否对各项作业记录都有所保存?7.16Are requirements for preventive maintenance defined and documented for activities tha influence the product quality?是否有针对影响产品品质作业的预防措施厂商是否提供文件来规定检验和检验方法8.2Does the supplier ensure that incoming product is not used or processed unit it has inspected and verified as conforming to specified requirements?厂商是否提供规范来保证被检测产品不被使用?8. Inspection And Testing/Status 检验和测试8.1Are there documented procedures for8.4Does the supplier utilize final insp 厂商是否执行最终检测及测试?8.3Does the supplier inspect,test and identify product as required by the quality pl documented procedures?厂商是否依据品质计划及规范的需求来进8.6Does the supplier utilize extended r 厂商是否采取扩展性可靠度测试?8.5Does the supplier utilize outgoing p厂商是否进行出货检验,如:开箱抽样检8.8Are there procedures that address pr 是否有作业规范来说明产品检验和测试的8.7Does the inspection and test process 检验和测试操作能否保证我司出货产品的8.10Is the conformance or nonconformance of a product’s inspection or test status identified markings, tags, inspection records, test software, physical location, etc.)能否对良品和不良品的检验状态做明确的8.9Are there procedures and practices in place to assure product traceability through all s of production?是否有相应的规范和惯例来追踪所有工位是否有规范的文件来对检测、测量和测试8.12Are there records which give evidence that the product has passed inspection and/or test defined acceptance criteria?是否有记录来证明产品已通过合格检验?8.11Does the system assure only material that has passed specified inspections or tes utilized or sold?是否有规范的系统来保证对来料做通过的9.2Is equipment verified or re-calibrat 是否在一定时期内对所有的设备进行验证9. Calibration测量教正9.1Are there documented procedures for9.4Are devices that are exempt from ins 是否对(已)未检测设备做明确的标示?9.3Is there an official approval control system for all equipment to determine accurac precision是否有认可的控制系统来确认所有设备的9.6Is an appropriate method set up for 是否有规定的正确存放检测设备、模治具9.5Are thee reference devices(standard equipment)used for bass-point calibrations(0p maker’s scale, etc.) correctly stored, managed and calibrated to NIST standards?是否对做基准校验的标准件做正确的存放9.8Is there a process for dispositioning product that has been built/tested with equipment to be out of calibration?是否对超过设备检测标准的不良品做规范9.7Are measuring and test equipment re-当检测设备不符合要求时是否作重新校正10. Control Of Nonconforming Prod 不良品管理10.1Are there documented procedures for 是否有作业规范来管控不合格物料?10.3Is there a requirement to issue a Cl 对于RMA是否根据需要做封闭回路修正作业10.2Is failure analysis performed on pro 是否运用失效分析来分析退回的不良品?10.5Are the RMA records kept according t 是否依据规定时间来保存RMA的记录?10.4Is there a system to feedback failure analysis and action items to relevant depart (including mfg site)?是否有系统来反馈失效分析并分发到相关10.7Are there the criteria/guidelines fo 是否对物料处理(丢弃、报废)做规范和10.6Is there a MRB procedure to review the disposition of nonconforming material?(e.g.,“u is”, RTV, scrap, reword)是否有MRB程序来审查不良物料的处理状况10.9Is there a requirement to issue a CL 是否有规范来对MRB物料执行封闭回路修正10.8Is the responsibility and authority to review/approve disposition of nonconforming mate defined? (e.g. MRB roster)是否对审查认可不良物料的相关人员的责10.11Are all corrective actions and resul 是否对所有的修整改善作业及其结果提出10.10Is action taken when progress/implem 是否当改善作业流程或应用不符规定时采10.12Is a corrective action request issue 当不良品未经过可靠性测试时是否采取修10.13Are all necessary details included in the corrective action request?(P/N,lot #,inspe date, lot size, sample size, reject qty, etc)是否修正作业需求已经包含所有必要细节10.15Does the corrective action request include long term/root cause action?If defect is sup related, is there any system to feedback to IQC for actions?是否修正作业需求包含长期根治作业方式10.14Does the corrective action request i是否在修正作业需求中含有短期预防作业10.17Are the contentsof the responses/corrective actions appropriate to prevent f occurrences?是否修正后的作业内容可以预防问题的再10.16Is there a system to track starts of是否有系统去跟踪修正作业需求的状况?10.19Are corrective actions monitored for修正作业是否可有有效的管制来预防不良10.18Is the corrective action report revi 是否对修正作业的报告经过相关授权人员11. Handing, Storage, Packaging, 搬运、存储、包装和运输11.1Are there procedures for handling, s 是否有针对产品搬运、存储、包装和运输11.3Does the supplier provide methods an供应商是否提出防止搬运损坏的作业方法11.2Are the material control records mai是否有针对每一流程中的物料管控记录做11.5Are flammable, corrosive, and toxic是否将可燃性、腐蚀性、剧毒性材料做恰11.4Are all ESD-sensitive materials stor是否对有ESD敏感材料都存放在防静电容器11.7Are temperature and humidity monitor是否在存放区域内做监控并保持 和湿度在11.6Does the supplier provide secure storage areas to prevent damage or deterioration of pro pending use or delivery?是否有提供安全存放区域来预防待用或者11.9Does the supplier control packing,preservation and marking processes to ensure conforman specified requirements?是否可管控包装、存储和标示程序以确保11.8Is the condition of product in stock assessed at appropriate intervals in order to d deterioration?是否在适当时间范围内定期对仓库产品状11.10Is there an arrangement for the protection of the quality of product after final inspe and test?是否对品质记录提出文件记录?11.11Are the materials issued according t 是否依照FIFO方式来流动物料?11.10是否在最终检验及测试后对产品品质再作12.2Are all quality records identified,indexed,filed,collected,stored,maintained,disposed after stated period?所有品质记录是否都已经被验证、遍列、12. Quality Records 品质记录12.1Are there documented procedures for12.4Are pertinent sub-contractor records 相关的外包商记录是否也包含在厂商的品12.3Are quality records maintained to demonstrate achievement of the required quality a demonstrate effective operation of the Quality System?品质记录是否被保留来证明品质需求的达12.6Are quality records stored in such a 品质记录是否被妥善存储以避免损毁?12.5Are quality records maintained in su 品质记录是否可随时取出监视?12.8Where agreed contractually, are qual 在协定合约中是否都有品质记录来提供给12.7Have retention times of quality reco 品质的保留时间是否已经被设定并记录?cumented its corporate quality policy, objectives and?质方针、目标并且能够贯彻、实施?QUALITY SYSTEMS AUDIT CHECKLIST品质系统审核单tssponsibility, authority and interrelation of all personnel who rify work that affects the quality of products, materials or services?nization charts, quality manual)产品、物料、服务)的管理、执行和稽查的相关工作人员的权责和相互关构、品质手册)re this quality policy is understood, implemented andls in the organization?方针被公司各阶层所了解、实施和保持。
5S管理培训材料(PPT15页).pptx

§ 從你丟我撿 你不丟我不撿。 § 舉手之勞,隨手做環保。污染防治,人人有責。 § 素養是以改善【人心】為主 § 從教育訓練著手,建立三守 《守時間、守標準、守規 定》,並確實要求
4. 案例
把工廠清理乾淨【有效果的5S】 成為一流的5S工廠【預防的5S】 【整理】 步驟一 – 首先丟棄不必要的東西 步驟一 – 做到不產生不要品的整理
缺失描述: 货架上生产用品堆放凌乱 影響層面: 1) 無預防保養觀念 生产用品变形,影響产品品質
改善前:
4.2 案例改ຫໍສະໝຸດ 后:缺失描述: 包装纸箱与tray盘放置在一起 影響層面: 纸箱碎屑落入tray中,进入真空包装,影響产品品質
改善前:
4.3 案例
改善后:
缺失描述: 机台后管线凌乱,且用接线板提供电源 影響層面: 无法进行5S清洁,电源不可靠,有Down机之顾虑
所謂整頓,就是將散亂的東西改變成整齊的狀 態,目的是在必要的時候能迅速取到必要的東 西。
目的 : 將需要的物品找一個固定的位置(家), 當有需要時,能不假思索的立刻取出
追求 :時間與效率 注意 : 空間應充分利用及流程是否順暢
3.3 清扫 (Seirso)
所謂清掃,就是把東西弄乾淨,也就是清除垃圾、污 物、異物等,把工作場所打掃得乾乾淨淨,而清掃不 單是把東西弄乾淨而已,還要把自己經常使用的東西 (與生活息息相關的)弄得沒有一絲污垢,並經常保持 這種狀態。
目的 : 工作四周的檢查及消除因髒所引起的產品變質 清掃是一種【用心】的行為 方式 : 定時打掃 檢查或檢點
三掃 : 掃黑、掃漏、 掃怪 對象 : 設備
3.4 清洁 (Seiketsu)
客户验厂稽核对应技巧
验证结果:根据审核的结果,客户将做出结论, 验证结果:根据审核的结果,客户将做出结论,是否同意 关闭该不符合项
三、客户常用OQA Audit Checklist 客户常用
1. The Procedure
1.1 1.2 1.3 1.4 1.5 1.6 1.7 1.8 1.9 1.10 1.11 1.12 1.13 1.14 1.15 Is there WI/SOP defined for each product ? (including FOS, function,cosmetic,safety,power consumption,EDID, accessories, carton, etc) 对于每一个产品是否都有 SOP(包括FOS、功能、外观、安规、能量消耗、EDID、附件以及纸箱等) Is the II readily available to the operator at the station? 站位上操作者是否能得到相应的检验指导书? Is the Outgoing Quality Audit done off-line? 出货品质是否在off-line状态下进行? If the Outgoing Quality Audit is done off-line, if the units warmed up at least 30 minutes before testing? 如果出货品质Audit是在off-line中进行,显示器在测试前是否至少加温30分钟? Does the II specify that the operators shall not wear the ring, watch. etc. during the operation? 检验指导书是否指明操作者在操作过程中不应佩戴戒指、手表等? Is there comprehensive inspection report for all inspection performed 对于所有的检验项目是否有全面的检验报告? Is the test and inspection measurement data recorded in the report? 在报告中是否有测试与检验数据? Are all measurement record and inspection report documented? 所有的测试记录以及检验报告是否存档了? What's the AQL level defined at OQC procedure? 在出货品质控制阶段怎样定义允收品质水平? Does supplier conduct the out-going quality control at off-line area? 在off-line区域供应商是否进行出货品质控制管理? Is there action log to record the each rejected lot and corrective actions? 是否有记录每个批量性不良以及矫正措施的问题点? Does supplier conduct OBA as customer experience orientation? 作为客户的体验方向,供应商是否控制OBA? Does supplier use "QC PASS" label for the re-seal units? 针对二次封箱的机器,供应商是否需要贴"QC PASS" 标签? Does supplier implement SPC for critical parameters? 对于关键参数供应商是否实施SPC(制程统计控制)? Does supplier has chassis inspection for components check? 供应商对零件的检验中是否包括对底盘的检验?
供应商审计清单模板Supply chain audit checklist

4 Sales: 供应商是否有数据显示客户交付达成率数据?
5
Sales: 供应商内部是否有KPI绩效管理来考核满足客户交付 的达成率?
6 PMC: 是否有客户订单评审相关作业流程?
PMC:订单评审时候,是否有类似于Checklist来检查包括成品 7 库,物料状态(库存状态和供应计划),产能等资源来回复客
户或销售的订单交付计划?
8
PMC:当客户有紧急需求时候,供应商是否有紧急启动程序 或流程来满足客户的需求
9
PMC: 供应商是如何把客户产品的需求通过类似MRP来转化 为物料的需求?
10
PMC:当客户交期有变化时候包括提前,延期时候供应商是 如何来满足客户的要求?
PMC:是否有流程或者规范来把销售订单(SO)转化为制造工
Element 1:计划生产
Yes = 1 No = 0 Severity
N/A=N/A
1
Sales:供应商是否有<<订单管理作业程序>> 定义从客户端 接受到采购订单或预测时候处理流程?
2
Sales:供应商是否有书面要求规定从接受到客户的订单或需 求计划时候,规定多久可以回复客户的要求?
Sales: 当产品交付要求不能满足客户要求时候,是否有采取 3 其它可能的措施来满足客户的要求包括紧急调物料,生产插
11 单(MO),是否有流程或ve Evidence and Comments
Expectation
Assessment Hints and Tips
AOC QSA Audit Check list
Remarks
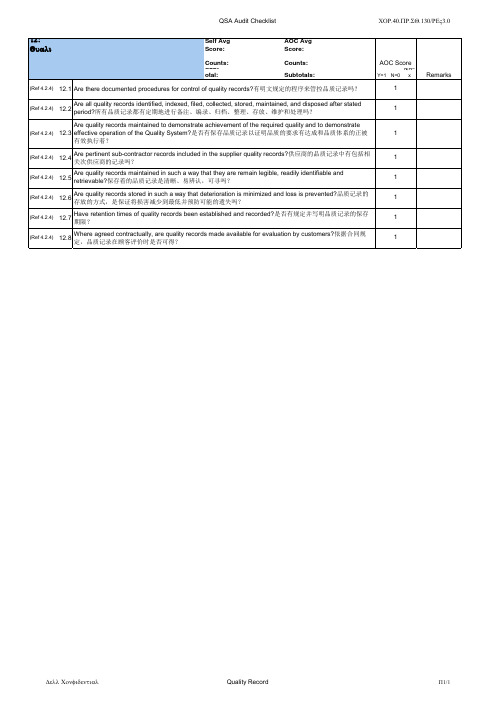
12.1 Are there documented procedures for control of quality records? 有明文规定的程序来管控品质记录吗? 12.2 Are all quality records identified, indexed, filed, collected, stored, maintained, and disposed after stated period?所有品质记录都有定期地进行备注、编录、归档、整理、存放、维护和处理吗?
QSA Audit Checklist Self Avg Score: Counts: Subtotal:
(Ref 4.2.4)
COR.40.PR.SQ.130/REV3.0 AOC Avg Score: Counts: Subtotals: AOC Score
Y=1 N=0 N/A=x
12: Quality Record
1 1
(Ref 4.2.4)
(Ref 4.2.4)
Are quality records maintained to demonstrate achievement of the required quality and to demonstrate 12.3 effective operation of the Quality System?是否有保存品质记录以证明品质的要求有达成和品质体系的正被有 效执行着? 12.4 12.5 12.6 12.7 12.8 Are pertinent sub-contractor records included in the supplier quality records? 供应商的品质记录中有包括相关 次供应商的记录吗? Are quality records maintained in such a way that they are remain legible, readily identifiable and retrievable? 保存着的品质记录是清晰、易辨认,可寻吗? Are quality records stored in such a way that deterioration is minimized and loss is prevented? 品质记录的存 放的方式,是保证将损害减少到最低并预防可能的遗失吗? Have retention times of quality records been established and recorded? 是否有规定并写明品质记录的保存期 限? Where agreed contractually, are quality records made available for evaluation by customers? 依据合同规定, 品质记录在顾客评价时是否可得?
供应商审核CHECKLIST A3(1)

版本:A3 Audit List of Vendor /供应商检查表一、Provide copies of following documents as at least 2 working days before the audit at our disposal./在我司审核组到贵公司审核前2天,请提供下列文件的复印件给我司1. Quality Manual ISO 9000/质量手册ISO 9000;2. ISO 9000 Certificate/ISO 9000证书;3. Quality Manual ISO14001/质量手册ISO14001;4. ISO 14001 Certificate/ISO 14001证书;5. Contract Review procedure /合同评审程序文件;6. Production flow chart for Oplink’s/提供给我公司的产品流程图7. RMA-procedure flow chart/不良品退货流程图8. Outgoing procedure flow chart/出货检验流程图二、Grade rule/评分规则:(Full Mark 100:score 4 for each item,Rating: 0,1,2,3,4 / 满分100分:每项4分,分为0,1,2,3,4分共5个等级):●Score 0-no official document, no record to show action is taken.0分—没有书面文件或规定,也没有任何记录及相关证据证明已执行相应条款;●Score 1-no official document, have record to show action is taken.1分—没有书面文件或规定,但有记录或相关证据证明已执行相应条款;●Score 2-have official document, have record to show action is basically taken;2分—有书面文件或规定,而且有记录或相关证据证明已基本按规定执行;●Score 3-have official document, have record to show action is completely taken.3分—有书面文件或规定,而且有记录或相关证据证明已完全按规定执行;●Score 4- have official document, have recored to show achion is well taken.4分—有书面文件或规定,而且记录齐全,所有证据证明已按规定执行且有效。
产品审核检查表英文版
PRODUCT AUDIT CHECKLISTScore Score[Document number listed]5. SMT PRINTINGA. Solder Paste5.1Is the Solder paste part number correct with Work Instruction ?15.2Is the solder past valid usage within date before expire ?15.3Does the solder paste stir corrected against Work Instruction ?115.5Does the solder thickness met requirement and is the thickness measured on each interval timecommit controlled ?15.6Can explain if the paste printing CPK Data out of specification, what the action taken to eliminatedproblem ?5.7Is the machine identified on the Work Instruction and record quality ?1B. Placement + Wave5.8Are the components/ part addressed correctly on the loader against BOM or Loading component?115.9Does the failure pick and place component flag/ alarm and execution stop when abnormal conditiondetected ?5.10Does the program executing appropriated to the product audit ?15.11Does the component feeder correct with the requirement ?115.12Does the PWB part number cross-reference to the PCBA part number and revision on BOM/Loadingcomponent? (probably part number affix on packaging]15.13Does the Wave solder temperature, conveyor speed determined on the Loading component orWork Instruction ?15.14Does the S/N label attached properly refer to Work Instruction, location, alignment, legible, nowrinkle or smeared ?5.15Is it the qualification maintain? Review record pertaining qualification1C. AOI Inspection5.16Is the revision and controlled document provided and followed ?15.17Are AOI complementary methods, which include solder joint inspection, used for all reflowed parts ?15.18Is the AOI programmed update with customer feedback or failure ICT/FCT ?15.19Does the rejected board put sticker and keep separately with passed board ?15.20Does the AOI program cover the critical component, solder joint and other specify from customer ?15.21Is the Passed board stamp in a uniquely location to identify after AOI passed ?1D. Manual Inspection5.22Is the revision and controlled document provided and followed ?115.23Is the equipment (microscope, luxo lamp, stamp, acetone, ethanol, etc) mentioned and required atWork Instruction ?5.24Does the Rejected park identify and separated with passed board?15.25Does the Critical component inspection addressed on the Work Instruction and followed ?15.26Is it record maintain ? Review the record pertaining quality product audit.16. AUTO INSERT6.1Is the revision controlled Work Instruction displayed for operator to executed ?16.2Does the part appropriate with the product specification BOM/ Loading list ?16.3Is the Lead length; lead angle; polarity and value met the requirement ?1The minimum sampling taken for verification7. COMPONENT PREPARATION & MANUAL INSERT7.1Is the revision controlled Work Instruction displayed for operator to executed ?17.2Does the cutted component met the specification and tolerance requirement ?1(Check the minimum sampling to verify cut/ forming specification)7.3Does the equipment/tools details and assigned as per Work Instruction?117.4Does the Machine cutting specify and standard usage for the model audit ?(The Work Instruction may requested clarifies machine)8. MANUAL SOLDER & TOUCH UPA. Board Cut Tab8.1Is the revision controlled/updated Work Instruction displayed for operator to executed ?18.2Does the result cutted good ? evidence verified if met the requirement !1B. Manual Solder + Touch-UP8.3Are the controlled/updated Work Instruction displayed for the operator at each assy. station ?18.4Is the solder Work Instructionre corrected and mentioned on the Work Instruction ?18.5Is the component orientation and location inserted correct ?118.6Does the Poka Yoke maintain as the one piece insert in one hand?The lots grasp components is not allowed18.7Does the soldering result appearance met the standard requirement per IPC-610D ?Inspect the minimum sampling for verification solder appearance.8.8Does the supported jig/template are valid with product ? NA for jig/template not requirement and1Score '0' for improper jig or template18.9Does the label attached referred to Work Instruction, alignment, location ? (Take sample to verifylabel attached)8.10Is the cleaning method appropriate with the requirement on Work Instruction ?1The cleaner liquids i.e. acetone, kester, ethanol shall determined on the Work intruction.18.11Can demonstrate how to conduct the proper cleaning method, monitoring the operator when boardcleaning ? Score NA if the point 8.9 not required.8.12Does the Rejected board identified, sticker/arrow and put separately in convention ?118.13Does the board passed wrap or handle with the properly package ?(Bubble bag, anti static bag, etc.)8.14Can demonstrate if the AOI inspected the critical component ?18.15Is the AOI re-programmable for ICT failure or customer complain ?18.16Does the AOI board pass indicate with unique stamp/code location ?1Neither rejected board does the sticker put on reject location ?Score Score[Document number listed] 9. ICT9.1Is the controlled Work Instruction displayed for the operator at testing station ?119.3Does the first board run already qualified by good sample or master sample ?Record list may require as evidence9.4Does the boards put separately 'before and after' tested according to convention ?119.5Does the rejected board put on the separately bin/tray with reject name/loc/ortest printed result ?19.6Does the programmed update with the latest version of program or checksum? (Review theevidence on monitor)19.7Does the Passed board stamp with specify marking color to indicated if the boardhas ICT passed ?9.8Does the tested result (Good or Rejected) recorded to FPY performance ?110. REWORK & REPAIR10.1Is the controlled/updated Work Instruction displayed for the operator at Rework Station ?1110.2Is the capability of each piece of rework equipment defined to ensure the correct equipment is usedfor the correct rework operation ?10.3Is the rework process and equipment used appropriate to met established industry standards ?1110.4Is there a tracking system in place to monitor and limit the number of Reworks conducted on anygiven unique board serial number ?10.5Is the component reworked, replace conducted on the properly station and standard1tools/equipments (i.e. IC's,BGA's, Connectors,etc) ?110.6Is there chemical liquid use as Work Instruction i.e. Acetone, Ethanol or IPA ? If yes is it control andclear label identification ?10.7Is the Equipment solder tip, temperature, time dwell notice on the Work Instruction ? Over heat and1time may cause the solder oxidation10.8Does the boards after rework/repair returning to visual or AOI inspection with tag information traveler1110.9Does the Rework board been recorded and make the analysis report for traceability and furtherinvestigation for improvement ?11. FCT11.1Is the controlled Work Instruction displayed for the operator at testing station ?111.2Does the first board run already qualified by good sample or master sample ? Record list may1require as evidence.11.3Does the boards put separately 'before and after' tested according to convention ?111.4Does the rejected board put on the separately bin/tray with reject name/loc/or test printed result ?1Score '0' for unidentify unit rejected.11.5Does the programmed update with the latest version of program or checksum? (Review the1evidence on monitor) demonstrate if the programmed is appropriate with the latest product11.6Does the Passed board stamp with specify marking color to indicated if the board has ICT passed ?111.7Does the testing result recorded in purpose for FPY performance ?112. FINAL VISUAL INSPECTION12.1Is the controlled Work Instruction displayed for the operator at final visual station ?112.2Is the operator inspect the critical point, location, assy. based on the Work Instruction?112.3Is the customer defect/complaint (if any) summaries and highlighted ?1112.4Is the operator separate the rejected board and make the identity before send it to Rework/repair inconvension ?12.5Does the result inspection for total output being recorded for FPY performance ?112.6Inspect the passed boards with minimum sampling quantity, and check the rejected boards (if1available), score '0' for undefined label of rejection.12.7Does the passed board packing/wrap properly when it submit to next level ?113. OUT GOING INSPECTION13.1Is the controlled Work Instruction displayed for the operator at OQA inspection station ?113.2Is the operator inspect the critical point, location, assy. based on the Work Instruction?113.3Is the Customer spec. involved at the inspection instruction? (if available)113.4Does the AQL inspection established and appropriate with model inspected ?113.5Is the customer defect/complaint (if any) summaries and highlighted ?1113.6Is the unit inspect under the proper light, magnifying or microscope define on Work Instruction theproduct requirement ?13.7Take the minimum sampling for verify the products met requirement:1a) Is the Label serial attached properly ?1b) Is the Solder anomalies met requirement ? (Refer to IPC-610D)1c) Is stamp ICT,FCT, FVI, AOI, Rework avaliable ? Verify the stamp uniformity location.1d) Is the component orientation, alignment correct ?1e) Is the board free contamination (cleaning sufficient) ? Verify the units.1f) Is date code present on board, location, legible and correct ?113.8Is the communication conducted when the nonconforming find ? CAR, NCR, etc.1113.9Inspect the passed boards with minimum sampling quantity, and check the rejected boards (ifavailable)13.10In case of Rework submission, Is the OQC perform the 100 % inspection ?1Score '0' for sampling use.13.11Does the data inspected per sampling record and maintained for traceability retained1Score Score[Document number listed] 14. PACKING114.1Is the controlled Work Instruction displayed for the operator at packaging station ?The packaging list established ? .114.2Is the any method to maintain packing area to ward off messy or disarrangement ?At least the FIFO or chain link system is provided.114.3Does the packing material (box/carton, bubble bag, antistatic bag, etc) part number listed on theWork Instruction or standard operating procedure ?114.4Review the packing, does the packing met requirement ? (check the units inside box with minimumsampling)a) Is carton box correct (part number, size) ?1b) Is the bubble bag, antistatic bag correct and present ?1c) Is the board direction correct inside box ?1d) Is the label box correct i.e. model name, part name, customer1name, quantities, date, signet ?e) Are the actual quantities appropriate with label ?1f) Is the label patched after the unit insert ted and before selaed the box ?1f) Is the packaging sealed properly ?114.5Is the loose box notified and recorded ?1a) Is the support part/material determined for loose box and documented ?114.6Does the packaging result recorded and maintain ?1The retention time may required for tracebility of customer feedback or complaining.MAXIMUM SCORE 147147OBTAINED SCORE 1470OBTAINED %100%0%PASSED %80%80%OUT COME Pass FailNote for Out Come :- Pass (Result ≥ 85%) ; When the requirements reached base appropriate with audit checklist- Conditional Approval (Result < 85% and ≥ 75%); When the some actual are not met requirements andthe Corrective action is required to close and Work Instructionll review upon CAR's submitted.- Fail ; If the requirement base audit checklists cannot reach the minimum score and need to re-audit for findingafter the corrective action done within time constraint not over into next scheduleRef: QEP-GEN-006。
审核检查表制作流程
审核检查表制作流程 Creating an audit checklist can be a complex process that requires attention to detail and thorough understanding of the subject matter.
创建审核检查表可能是一个复杂的过程,需要注重细节和对主题的彻底了解。 First and foremost, it is crucial to clearly define the purpose of the audit checklist. This includes identifying the specific goals and objectives that need to be achieved through the audit process.
首先,清楚地定义审核检查表的目的至关重要。这包括确定需要通过审核流程实现的具体目标。
Next, it is essential to conduct thorough research and gather all relevant information that will be included in the checklist. This may involve reviewing current processes, policies, and procedures, as well as consulting with relevant stakeholders.
接下来,必须进行彻底的研究,并收集所有将包含在检查表中的相关信息。这可能涉及审查当前的流程、政策和程序,以及与相关利益相关者协商。 When creating the actual checklist, it is important to organize the information in a logical and structured manner. This may involve categorizing items based on their importance or relevance, as well as ensuring that the checklist is easy to follow and understand.
Supplier Audit Checklist (五金供应商稽核清单)
1. Supplier information (供应商) :Name (名称):Status (状态):Location (供应商厂址):□ Initial (首次)Telephone (电话号码):□ Follow-up (跟踪)Fax #: (传真号码)□ On-going (持续)Capital configuration(资本结构)Degree in industry(行业地位)Major customer (主要客户)Major equipment (主要测量设备)□ Yes □ No □ Yes□ No3. Supplier Remarks (供应商备注):4. Supplier Representative-Signature/Date (供应商代表-署名/日期):Signature (署名):Date (日期):5. Audit Status (稽核模式):"A1" - Approved by site visit 参观工厂式评估□ Yes "AS" - Approved by self assessment 自我评估□ Yes "CT" - Conditionally approved for Time 有时间条件地评估□ Yes "CL" - Conditionally approved for Limitatious 有限制条件地评估□ Yes "AW" - Approval Withheld 拒绝评估□ Yes "NR" - Not Rate 不用评估□ Yes6. Summary and evaluation of Audit (稽核总体概述及评价):7. Conclusion (结论,参照第9项)Total Score (稽核得分):Assess Grade (评定等级):Audit Result (稽核结果):8. Assessment -Signature/Date (评估-署名/日期):Assessor (评审员):Title (职务):Date (日期):Checked by (审核):Title (职务):Date (日期):Approved by (审批):Title (职务):Date (日期):Notes(注): No. 1-4 items should be filled by supplier.(第1-4项由供应商填写)Leviton Electronic (Dongguan) Co., Ltd.立维腾电子(东莞)有限公司2. Pre-Audit Mandatory Requirements (for initial audits only) 稽核的前提条件 :A. Does supplier conduct the QMS like as ISO 9001? 供应商是否导入质量管理体系(例如:ISO 9001)?Supplier Audit ChecklistB. Does supplier agree to upgrade the system to meet the audit requirements? 供应商是否同意提升自身系统以配合稽核的要求?请注明贵司获得的QMS 质量管理体系证书编号和有效期,以及认证机构名称等.。
04-Basic GMP Audit Check List
Women's and
18.休息区、储物区和厕所有当地语言标注的洗手和消毒的标识.
Signs for
washing and sanitizing hands are present in break areas, locker areas and restrooms as appropriate and in the language(s) of the
quality of product.
3.是否有清洁用化学品清单.这些用来清洁的化学品应该有合适的批准程序批准,有MSDS数据.
Is there a list
of approved chemicals for maintaining the sanitation of the facility?Chemicals used for any of the above activities should be defined
Are there
adequate environmental controls for the building? If the product under assessment requires environmental controls, ensure that the
supplier has controlled and verified temperature at critical areas.
certificates of insurance for the pest control company and current license for inspectors. Review a representative sample of inspection
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
□
□
□
damaged tools and those
of low utilization rate?
Audit items
Audit questions
Good
1.5 Chemicals
Is the storage amount of chemicals in the workshop minimized to □ the amount of one day use? Are any appropriate measures taken to handle the containers □ with defaced labels or the damaged containers? Are the dangerous goods exceeding the statutory capacity or □ those not for immediately use stored in a qualified dangerous goods store?
□
□
□
1.3 Electrical
Is the switch room prohibited from keeping odds and ends and □
□
□
□
installation
useless materials?
and
Are malfunctioned and damaged electrical equipment, plugs and □
Is the passageway clearly marked to differentiate passageway □
and workplace? Are the goods piled up tidily and far away from passageway and □
exit? Are the materials or tools kept away from wall corner or pillar □
□
Are any measures taken to avoid the wires from lying on the □
passageway?
Is the identification system used to show the electrical
□
equipment's serial number and storage position?
or rough surface?
Are the goods with sharp edges or with too hot, too cold or too □
□
□
□
rough surface clearly differentiated?
Is the moving place full of unnecessary materials or obsolete □
damaged goods and things of low utilization rate?
Need
Need
Not
Follow up
Improvement immediate applicable
improvement
□
□
□
□
□
□
□
□
□
1.2 Mechanical Are malfunctioned and damaged machine and equipment clearly □
□
□
□
materials?
1.9 Personal
Is the workshop full of unnecessary personalபைடு நூலகம்protective
□
□
□
□
protective
equipment and work clothes?
equipment
Are the damaged, deformed or overdue personal protective □
□
□
□
liquid kept in a designated collection point for abandonment?
1.7 Lifting
Are the workshop, access and exit full of unnecessary slings, □
□
□
□
machine or
□
□
□
classification and other relevant information registered for staff's
cross-checking?
Are chemicals of different hazards clearly labeled and
□
□
□
□
distinguished with colour for separate storage?
Audit questionaires below are for reference only and can be deleted when it’s not applicable.
1. Organization (Seiri)
Audit items
Audit questions
Good
1.1 Workplace Is the daily required quantity of materials determined?
□
□
□
and work
equipment clearly identified?
cloth
Is there any designated collection point to accommodate the □
□
□
□
damaged personal protective equipment and those of low
□
Need
Need
Not
Follow up
improvement immediate applicable
improvement
□
□
□
□
□
□
□
□
□
□
□
□
□
□
□
□
□
□
□
□
□
□
□
□
□
□
□
□
□
□
□
□
□
□
□
□
2.5 Chemicals During purchase of any chemicals, are their names, hazards □
passageway and exit? Are identification labels used to show the name and serial code □
of the mechanical equipment?
Are all conductors on the switch board clearly marked?
□
Are the workshop, passageway and exit full of unnecessary □
materials and finished goods? Is there any designated collection point to accommodate the □
Need
Need
Not
Follow up
improvement immediate applicable
improvement
□
□
□
□
□
□
□
□
□
1.6 Work at
Are the damaged scaffoldings or ladders clearly identified for □
□
□
□
utilization rate?
2. Neatness (Seition)
Audit items
Audit questions
Good
2.1 Workplace
2.2 Mechanical equipment
2.3 Electrical installation and equipment 2.4 Hand tools
height
repair or abandonment?
Is the working platform prohibited from piling up unnecessary □
□
□
□
tools or materials?
Are the scrap iron and waste cloth permeated with inflammable □
Are chemicals in containers clearly shown their positions of □
□
□
□
inlet, outlet and connection?
Audit items
2.6 Work at height
Audit questions
Good
Are the materials on the working platform evenly distributed on □ the scaffold and not causing overload? Are necessary materials or tools kept away from the edges of □ troughs or holes so as not to hurt the workers below? Are the ladders properly stored, kept away from chemicals or □ sunshine to minimize damage to ladders?